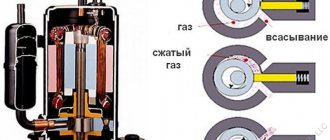
Абразивные или резные диски являются оснасткой для угловой шлифовальной машинки (она же «болгарка»). Подобная оснастка относится к категории расходных материалов, с помощью которой осуществляются рабочие процессы. Иное название у этих дисков – круги (в силу их похожести). Их основу составляет многослойная армирующая база, но изготавливают их не из стали, а из абразивных материалов. Причиной тому является тот факт, что при соприкосновении двух стальных элементов (при вращении одного из них), оба этих элемента будут быстро перегреваться, что снизит производительность работы. Абразивная основа состоит из мелких карбидовых или электрокорундовых фрагментов, кои имеют повышенную плотность. При прорезании металла посредством таких кругов, мельчайшие их фрагменты попросту сгорают, тем самых создается разрез.

Сфера использования
Рассматриваемая оснастка может классифицироваться по применению по конкретным категориям материалов – дерево, металл или бетон. Каждый тип данного устройства будет иметь собственные отличительные свойства, но чаще всего отрезными кругами работают по металлу. К таковым металлическим объектам работы могут относиться изделия:
- Из металлов и их сплавов;
- Из стали;
- Из чугуна;
- Из нержавеющей стали;
- Из цветмета (медь и алюминий);
- Из оцинкованных изделий.
Принципиально, абразивный режущий диск отличается от иных насадок, приспособленных для обработки дерева или бетона. Все дело в консистенции абразивного материала, которого для бетона и дерева наносится на диск куда меньше.
Материал изготовления режущего диска
В связи с тем, что угловая шлифовальная машинка или «болгарка» является универсальным оборудованием, то ею можно заменить множество других инструментов, например, ножовку по дереву или металлу. Свойства универсальности описываемого оборудования достигаются посредством использования самых разных насадок, изготовленных из самых разных материалов. Часто используемыми считаются диски для резки металлических изделий, чуть меньшая популярность — у оснастки для пиления дерева – все-таки «болгарка» не в полной мере для этого подходит. Абразивный круг для распила металла состоит из двух оснований – армирующий слой, использующийся в качестве рабочей базы, и слой нанесенных на него частиц карбид-кремния или корунда. Последние частицы наносятся в виде маленьких или укрупненных зерен, которые методом сплавления присоединяются к армирующей базе, в качестве которой возможно применять вулканит или бакелит.
Выбор между вулканитом и бакелитом
Вышеуказанные материалы, практически, являются однотипными и стандартно используются для производства отрезных кругов для «болгарок». Сам армирующий слой представляется визуально как сетка, имеющая мелкие ячейки, которая расположена у насадки внутри. В качестве отличительных положительных и отрицательных свойств, указанных базовых материалов, можно упомянуть следующие факты:
- Диск из вулканита имеет повышенные эластичные свойства, что позволяет изготовителям производить оснастку с малой толщиной (от 0,8 миллиметров). Их основу составляют каучук и сера, прошедшие специальную обработку. Именно они добавляют кругу эластичность, что положительно сказывается на производительности работы, ибо благодаря эластике не возникает мешающих посторонних вибраций. В то же время уплотненная структура всего материала не допускает рисков разрушения и повреждения самого круга. Вулканитовые круги отлично подойдут для тонкой и безприжоговой резки. Минусом таких устройств можно назвать их слабую устойчивость к повышенным температурам, поэтому при достижения предела нагрева в 160-200 градусов по Цельсию, наступает их разрушение. Отсюда исходит правило о том, что, чем толще и плотнее распиливаемое изделие, тем быстрее нагреется круг и снизится его полезная производительность.
- Бакелитовые основания способны выдерживать температуру в пределах от 250 до 300 градусов по Цельсию, однако, в процессе работы они сильно искрят. Их основу составляет консистенция из смол формальдегида в виде порошка с сопутствующими наполнителями. При необходимости распила плотного/толстого металла, к примеру, балки или рельсы, требуется использовать именно подобные диски. В свою очередь, бакелит обладает меньшей эластичностью, что приводит к производственным вибрациям.
- Круги, выполненные на основе керамической связки, являются самыми дорогостоящими. Это связано с тем, что их основу составляют множество разных материалов – шпат полевой, кварц, глина огнеупорная, тальк и прочие. Их главное отличие заключается в том, что они спокойно могут взаимодействовать со влагой и имеют огнеупорные свойства. Среди минусов можно выделить слабую устойчивость к механическим нагрузкам. В принципе, круги из керамической связки одинаково подойдут и для толстых и для тонких материалов, а главным условием для применения станет их аккуратное использование.
ВАЖНО! Упрочняющие элементы, именуемые связкой, могут и не присутствовать на абразивных дисках. Это, естественно, скажется на их прочности и долговечности, но такие модели будут иметь более низкую цену. Все же, в отсутствии армирующего слоя на диске, такую оснастку лучше не применять по плотным материалам!
Отличия рабочих фрагментов – карбид и электрокорунд
Узнать, какой абразивный элемент установлен на том или ином круге, возможно путем изучения соответствующей маркировки. Однако, функционал указанных элементов ограничен определенными свойствами, поэтому, по любому материалу их использовать не рекомендуется. Отрезной диск, изготовленный с электрокорундовым вкраплением, отлично подойдет для разрезания плотных стальных объектов. Это связано с тем, что электрокорундовые фрагменты являются более мягкими, что прекрасно влияет на производительность при обработки прочных типов стали. Кремниево-карбидные круги отличаются повышенной твердостью, поэтому их лучше применять по цветным металлам, нержавеющей стали, оцинкованной стали и другим мягким объектам. Также, кремниево-карбидные и электрокорундные круги отличаются между собой еще и устойчивостью к повышенным температурам. Например, последние способны выдерживать температуру аж в 1900 градусов по Цельсию, в то время как для первых данный показатель ограничен пределом в 800 градусов. Данный предел может быть и еще ниже, если в качестве абразивных фрагментов используются карбид бора или алмазы.
Сравнительные характеристики алмазных дисков
Смотрите характеристики продуктов в таблице, чтобы определиться с выбором:
| Название | Посадочный диаметр, мм | Толщина круга, мм | Диаметр круга, мм | Вес алмазного диска, грамм | Страна производитель | Цена в рублях |
| 22.2 | 1.6 | 180 | 300 | Россия | От 745 |
| 25.4 | 1.6 | 200 | 360 | Украина | От 1500 |
| 22.2 | 1.4 | 115 | 120 | Южная Корея | От 1310 |
| 25.4 | 1,6 | 250 | 645 | Китай | От 2673 |
| 22, 23, 25.4 | 1.6 | 230 | 600 | Россия | От 4256 |
| 22.2 | 2.8 | 125 | 160 | Россия | От 1609 |
| 20, 25.4 | 2.7 | 350 | 1194 | Россия | От 7161 |
| 22.2 | 2.2 | 230 | 660 | Россия | От 575 |
| 22.23 | 3 | 150 | 170 | Россия | От 1290 |
| 20 | 3.4 | 350 | 700 | Беларусь | От 7161 |
| 22.23 | 2 | 150 | 2180 | Германия | От 7483 |
| 25.4 | 2.4 | 230 | 1710 | Швеция | От 16300 |










Наружный и внутренний диаметр отрезных кругов
В связи с тем, что угловые шлифовальные машинки различаются по габаритам и мощности, то для каждой из существующих вариаций инструмента используются диски соответствующих размеров по внутреннему/внешнему диаметрам. Современные производители изготавливают круги со следующими размерами (в миллиметрах) для различного типа «болгарок»:
- 115 – применяются исключительно для бытового оборудования малой мощности;
- 125 – подойдут и бытовым, и полупрофессиональным образцам «болгарок»;
- 180 – нацелены на сегмент УШМ средней и повышенной мощности;
- 230 – используются на мощном оборудовании прямого профессионального назначения.
Круги могут быть и с размерами более 300 миллиметров, но они используются исключительно на специальной технике и в рабочих станках.
Касательно посадочных отверстий, т.е. их внутренних диаметров, то «разлет» в цифрах там намного меньше – их всего три основных вида (в миллиметрах):
- 22;
- 22,23;
- 32.
Второй вид является наиболее популярным, ибо он подходит для «болгарок» с двойным размеров вала посадочного – на 22,23 и 22 миллиметра. 32-миллиметровые отверстия в кругах говорят об их применении только на специальных станках. Существуют и более мелкие внутренние диаметры, например 10, 13 и 16 миллиметров. Они большей частью предназначены для тонкой («ювелирной») работы, а внешний диаметр у таких дисков не превышает 100 миллиметров.
Как выбрать алмазные диски
Круги с режущей кромкой из искусственных алмазов используют при высокой интенсивности строительных работ. Инструмент позволяет выполнить сотни резов при правильной эксплуатации. При выборе расходного материала нужно учитывать не только известность бренда и цену, но и технические характеристики. Это поможет приобрести продукцию, отвечающую поставленным целям. Разбираясь в особенностях алмазного круга, нужно оценить его диаметр, конструктивные особенности. Режущий инструмент должен быть предназначен для работы с определенным строительным материалом. Учитывается и специфика сухой или влажной резки.
Диаметр
Внешний диаметр должен соответствовать конструктивным особенностям используемого инструмента. Особое внимание – моделям, укомплектованным кожухом: оснастку с большим диаметром просто нельзя будет установить, если ей будет мешать защита. Перед покупкой стоит уточнить диаметр, который рекомендует производитель электроинструмента. Если есть возможность выбора, то стоит помнить: чем больше радиус, тем глубже можно выполнить резку стройматериала.
Внутренний диаметр круга играет особое значение. Параметр должен соответствовать характеристикам, которые рекомендованы производителем углошлифовальной машины или штробореза. Отклонения не допустимы, так как оснастка будет болтаться на валу, что грозит получением серьезных травм, поломкой инструмента, порче обрабатываемого материала. Наибольшее распространение получили модели с посадочным отверстием 22,2 и 25,4 мм. На комплектующих в маркировке производитель указывает все размеры, дублируя информацию на упаковке.
Материал обработки
Строительные материалы отличаются разной плотностью, твердостью, структурой. Для качественной резки требуются разные скорости и специфическая динамика отведения тепла из рабочей зоны. В зависимости от структуры обрабатываемого материала используются кристаллы с разной зернистостью. Конструкторы подбирают оптимальную конфигурацию кромки, распределяют алмазы равномерно по всей глубине.
Покупателю не нужно быть специалистом по материаловедению, чтобы выбрать комплектующие для своего инструмента. Нужно знать, с каким материалом предстоит работать, и приобрести соответствующую оснастку. Производители выпускают круги для работы по металлу, бетону, керамической плитке, керамограниту, камню. Особняком в этом перечне стоят универсальные диски, которые эффективно режут сразу несколько материалов. Использование такой оснастки позволяет экономить время при ее замене. При выборе универсального круга, нужно уточнить, для каких материалов он предназначен. Информацию можно получить, изучив поверхность – производитель наносит специальную маркировку или надписи.
Вид алмазного диска
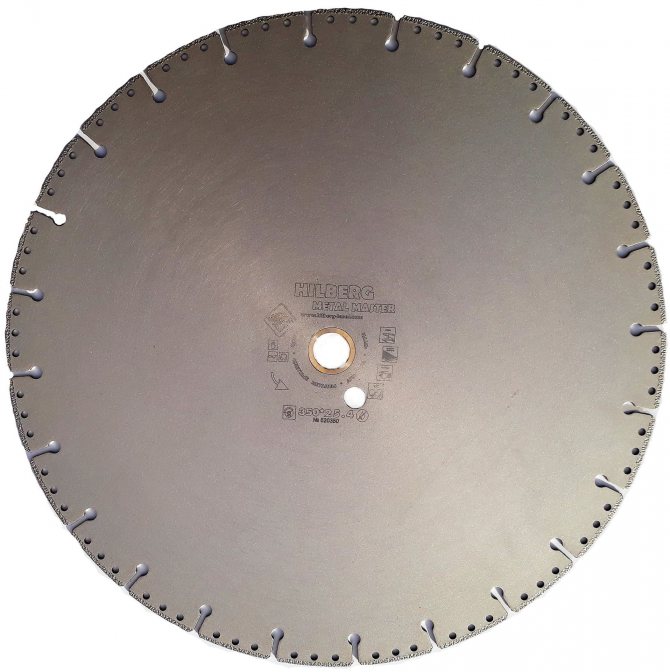
Производители выпускают круги, которые заметно отличаются по своей конструкции. Сплошные диски изготавливают из цельнометаллической пластины, на внешний край которой наносят режущие кристаллы. Этот тип кругов используют при резке на низких скоростях. Для отвода тепла в стальной пластине делают прорези, которые могут иметь простую или сложную форму. Прорези имеют величину 10-15% от общего диаметра и направлены к центру, они делят диск на 8-10 сегментов. Такая оснастка получила название сегментированной, инструмент предназначен для работы на больших скоростях.
Можно встретить круги, на кромку которых нанесена частая насечка. Этот инструмент относят к категории турбо. Оснастка отличается высокой прочностью, способна работать под постоянными нагрузками. Комбинированные диски с сегментированной поверхностью и насечками получили название турбосегментированные круги. Основные достоинства этой продукции – хорошая производительность и универсальность по отношению к обрабатываемым материалам.
Влажная или сухая резка
Отвод тепла – самая важная проблема, которую приходится решать при резке строительных и конструктивных материалов. Существует три основных подхода: снижение скорости реза, увеличение площади за счет сегментирования и подача в рабочую зону смазочно-охлаждаемой жидкости. Последнее решение получило название влажная (мокрая) резка. Методика требует использования специального инструмента, которые имеет сложную конструкцию и высокую цену, требует навыков работ. С ним в паре используют расходники, которые предназначены для мокрой резки.
Круги для сухой резки получили наибольшее распространение. Этому способствует появление конструктивных материалов с высокой термостойкостью, износоустойчивостью. Оснастка работает на высокой скорости и мало уступает по производительности инструментам для мокрой резки. Единственный недостаток – требуется периодически останавливать работу, что недопустимо при решении ответственных задач.

Лучшие плиткорезы
Толщина отрезных кругов
Круги с большой толщиной чаще используются для заточки/шлифовки, а с мелкой (т.е. тонкие) – для осуществления распилов/разрезов. Все же, минимальная толщина диска не будет меньше 0,8 миллиметров, а максимальная не превысит 4 миллиметров. При выборе дисков по толщине необходимо руководствоваться следующими категориями:
- Для достижения эффективного результата при резке придется приложить меньше усилий и затратить меньше времени, если оснастка будет иметь небольшую толщину;
- В случаях, когда используется толстый круг, то выполнение качественной работы потребует больше времени и больше сил.
Однако, некоторые специалисты предпочитают все-таки диски с большей толщиной, обосновывая свой выбор тем, что они обладают повышенной прочностью и менее подвержены разрушению. Все же практика показывает обратное: тонким диском разрезание металла производить куда безопаснее, но перед началом работ его следует подобрать надлежащим образом. Безопасность же обосновывается повышенной упругостью, при возможности их беспрепятственного изгибания в отсутствие непоправимой деформации, чем не могут похвастаться насадки с большой толщиной.
Основные виды кругов для болгарки
Выделяют следующие разновидности дисков, которые активно используют в работе мастера:
- проволочные диски предназначены для удаления краски, зачистки, полировки и устранения неровностей с металла;
- диски по металлу подходят для листовой стали, а также всех типов стальных профилей в пределах диаметра лезвия. Специалисты отмечают, что важно подобрать диаметр диска и его назначение. Убедитесь, что круг подходит для работы с мягкой сталью или нержавейкой;
- шлифовальные отрезные круги отлично справляются со шлифовкой металла, нержавеющей стали и кирпичной кладки. Такие расходники применяют для заточки инструментов и чистовой зачистки;
- откидные диски подходят для эффективной работы с деревом и сталью. Они демонстрируют отличную эффективность при очистке стали, удаления заусенцев, очистки сварочных участков, удаления краски и ржавчины. То есть, такие диски отлично подходят для подготовки поверхностью перед отделкой или покраской;
- алмазные отрезные диски для болгарки подходят для резки камня, плитки, камня, гранита и бетона.

Влияние характеристик твердости
Рассматриваемые модели дисков имеют разную твердость, что будет зависеть от материала изготовления. При подборе насадки по данному параметру следует руководствоваться простым правилом – чем более твердый предполагается обрабатывать материал, тем менее твердым должен быть материал изготовления применяемой оснастки. В качестве яркого примера можно привести следующий совет: для разрезания/распиливания чугуна, металла или стали, следует применять электрокорундовую оснастку. А вот для распила алюминия, меди или нержавеющей/оцинкованной стали – вполне можно обойтись карбидо-кремниевой насадкой. Кроме того, следует помнить, что на твердость диска также будет влиять размер зерен – данный параметр указывается на лицевой стороне круга и маркируется литерами «М» и «Т» («мягкий» и «твердый», соответственно).
ВАЖНО! Также необходимо обратить внимание на «индекс твердости», который обозначен двумя цифрами после соответствующей литеры. Таким образом, чем число больше, тем твердость выше.
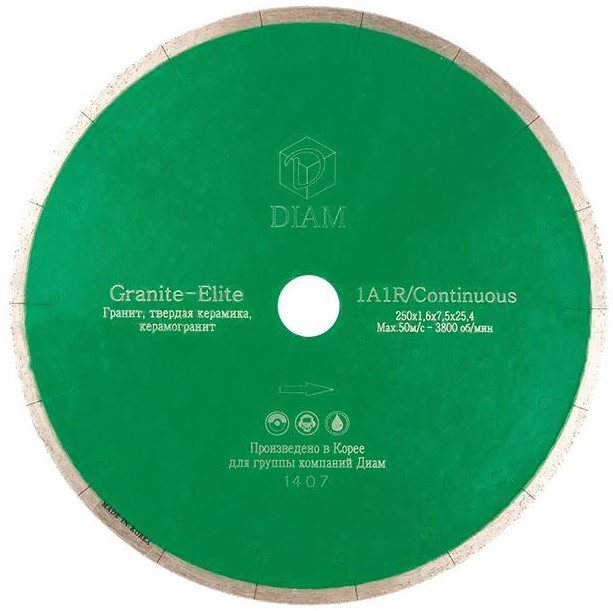
Лучшие алмазные диски по граниту
Чтобы обрабатывать гранит, применяются другие алмазные диски по конструкции. Этот материал более твердый, чем камень или бетон, поэтому требуется высокое алмазное покрытие. Но в отличие от них, гранит меньше образует пыли, и оснастка не нуждается в большом количестве компенсаторов. Круги для резки гранита применяются, чтобы торцевать или раскраивать натуральный камень, базальт, бакор и клинкер.
MESSER 01-26-230
Рейтинг: 4.9

Первое место в этой категории рейтинга присвоено товару от компании Messer. Это отечественный бренд, выпускающий продукцию премиального уровня, способную конкурировать с европейскими аналогами. Алмазная оснастка имеет диаметр 230 мм и толщину 1.6 мм. Это считается ультратонким показателем, содействующим высокой производительности. Сплошная рабочая часть дополнена рельефными насечками, улучшающими выведение пыли из зоны разделки, за что товар хвалят в отзывах. Такое исполнение — редкость, и содействует более комфортной работе, а также длительной эксплуатации.
Мы занесли оснастку в рейтинг как лучшую для мастеров, специализирующихся на отделке фасадов, фундаментов домов, фонтанов и других конструкций. Диск подходит к любой модели шлифовальной машины благодаря возможности установки на валы диаметром 2.54 и 2.22 см. Дополнительно усиленный фланец G/A повышает износостойкость инструмента. Толщина покрытия достигает 10 мм, поэтому им получится резать даже толстую гранитную плитку.
Достоинства
- длительная эксплуатация;
- за счет шайбы имеет универсальный посадочный размер;
- повышенная скорость реза;
- не оставляет сколов.
Недостатки
- высокая стоимость;
- весит 600 г;
- не рекомендуется смачивать.
Маркировка отрезных дисков и ее значения
Любая отрезная оснастка для УШМ должна иметь сопутствующую маркировку, на которой отражены все самые необходимые технические данные. Только знание и умение расшифровывать указанные там значения помогут подобрать насадку надлежащего типа. Ниже будет перечислена основная информация, присутствие которой обязательно:
- В самом верху указывается наименование изготовителя.
- Размер внутреннего диаметра (посадочного кольца), толщина и наружный диаметр наносятся прямо под посадочным отверстием и могут иметь следующий вид «180 х 1 х 22».
- Материал объектов, по которым возможно применять круг. Обычно надписи выполняются на латинице, к примеру, Metal – для абразивных моделей, Steel – разрезание стали, Aluminium – резка алюминия и иного цветмета, Inox – нержавеющая сталь, Castrion – чугун и сталь-литье. Существуют также и универсальные образцы, на которых функционал обозначен «Uni».
- Виды насадок, говорящие о конструктивных особенностях посадочного отверстия. Плоский круг обозначается цифрами «41», имеющий смещение в одну из сторон – «42» (так обычно маркируются заточные и шлифовальные насадки).
- Материал связки – обозначает вулканитовую, бакелитовую или керамическую основу. На российских моделях обозначается двумя буквам, например, «БУ» — «бакелит усиленный». Эта же маркировка на английском выглядит как «BF» — «Bakelitе forced».
- Тип материала изготовления круга. Литера «А» означает электрокорунд, литера «С» означает кремниевый карбид. Перед литерой должны находится цифры, обозначающие величину фрагмента (зерна).
- Твердость отражается в буквах «М» и «Т» и после них должен идти соответствующий индекс твердости.
- Предельная рабочая скорость – она зависит от вида связки армирующей. Для бакелита этот параметр установлен в пределах от 80 до 100 метров в секунду, у вулканита данный показатель варьируются от 50 до 80 метров в секунду. Именно от скорости вращения будет зависеть общая скорость выполнения работ.
- Срок годности – это важнейший параметр, отвечающий за общую возможность использования диска. В наше время мало кто обращает внимание на этот срок, что, в свою очередь, часто влечет не просто поломку самого инструмента, но и получение травм оператором. Поэтому данный параметр должен быть в обязательном порядке проверен перед покупкой. Указывается он виде месяца и года и располагается на стальной части посадочного кольца. Если этот срок истек, или до его окончания осталось менее месяца, то пользование такой насадкой строго запрещается.
ВАЖНО! Кроме основной информации, на лицевой части диска, по желанию изготовителя, могут быть указаны и иные данные. К ним могут относиться наименования ГОСТ, в соответствии с которым был произведен круг, класс его неуравновешенности, индекс звука и тому подобная необязательная информация.
Испытания отрезных кругов по металлу. Сравнение отрезных кругов для болгарок (УШМ)
Информационный портал ПрофиТулИНфо провел собственное тестирование абразивных отрезных кругов по металлу.
Методику тестирования, описания и результаты, мы выкладываем на страницах нашего портала.
тестирование отрезных кругов по металлу 125 * 1 мм
ТИПЫ ОТРЕЗНЫХ КРУГОВ ПО МЕТАЛЛУ, МАРКИРОВКА, СОСТАВ — статья
главная информация про отрезные круги по металлу — статья
Тестирование – зачем?
На российском рынке оборудования и инструмента давно и успешно тестированием занимается журнал ПОТРЕБИТЕЛЬ. Тест аналогичных кругов был проведен в 2011 года на одном из Российских производителей абразивных кругов — Исма (Иваново). Наш журнал в первую очередь рассчитан на профессионалов канала продаж, а не на конечных потребителей, тем не менее, каждый партнер хочет знать, что же он продает, и не только от конечных потребителей. Ведь репутация точки продаж зависит и того, какие марки продает розничный магазин, как они отрабатывают свою известность и свою стоимость после покупки. Итак, прошло 3 года, многое произошло с тех пор на рынке, появились новые марки, кто-то ушел с рынка, кто-то улучшил качество….кто-то не заботится об этом. Так как, сотрудники нашего журнала оказывают маркетинговые консультации многим брендам и компаниям в России и за границей, мы часто посещаем производителей, делаем оценку производства, уровня менеджмента, качества продукции совместно с инженерами. И в этом году мы познакомились с новой фабрикой, на которой никогда не были ранее. Это производитель абразивных материалов Winking Abrasives Co (Китай). В принципе ничего особо примечательного по отношению с другими, но есть пара важных моментов. Первое, компания производит абразивы под своими брендами и продает их в России, причем в высокой ценовой категории с позиционированием профессионального качества продукта. Это марки Pegatec, Scissorshand. Все они имеют разные показатели качества продукции, и имеют свои особенности. Интересно то, что они продаются в России, через своего представителя. В некотором роде уникальный случай для данной товарной категории. Второе, именно на этой фабрике мы увидели систему проверку качества, которая обеспечивает тестирование без субъективных оценок, то есть все тесты проводит оборудование и выдает количественные показатели. Что это значит….Ну например, тест на количество резов — обычно простой тест и все его делают следующим образом. Берут УШМ в руки и начинают резать. Так вот, этот тест является не показательным, так как усилие реза на каждом этапе будет разным, скорость резания — соответственно тоже и как следствие результаты будут или не объективные или те, которые хотелось получить испытателю.
Итак, по их предложению мы решили провести тестирование их продукции, и большинства российских торговых марок, представленных в данный момент в России на оборудовании без влияния человеческого фактора на получаемые результаты тестирования.
Итак, что мы тестировали – подробно. Для тестирования мы взяли один из самых популярных диаметров отрезных кругов России 125 мм. Определились и с толщиной – это 1 мм, так как все большее количество потребителей предпочитают тонкие абразивные круги, по сравнению с 2-2,5 мм. Этот выбор оказался не самым простым, так как в наличие с такими типоразмерами большая проблема.
Определившись и со специализацией – это сталь, было еще большее количество проблем. Вот здесь нас ждали неожиданности. Для большинства и продавцов и потребителей не имеет большой разницы какие типы металл резать, хотя существуют специализированные отрезные круги отдельно по стали, отдельно по нержавейке, отдельно по рельсам и т.д., так же есть и универсальные, которые режут все по заявлениям производителей. Особенно нас удивило то, что в документах нескольких марок было указано одни отрезные круги (по стали) а нам привези по нержавейке, причем уверяли, что разницы никакой. В связи с этим, мы решили не упираться и проверить все, что имеем в наличии в одной логике, скорее всего, так поступают большинство пользователей. Здесь нужно отметить, для профессионального применения — такой подход является не логичным.
Отдельно стоит отметить то, что мы принципиально не стали запрашивать образцы у представительств, а поступили, как обычные потребители. При этом, мы купили все марки, которые нашли в течение сентября в Москве, именно этим определился список сравниваемых брендов. Все отрезные круги мы купили в специализированных магазинах, на строительных рынках, в интернет — магазинах. Пару брендов мы взяли со склада китайских производителей, они предназначены для продаж в России.
Как мы тестировали отрезные круги по металлу и на чем.
Внимательное изучение информации на отрезном круге и внимательный осмотр.
Информация много значит, ведь если правильно указаны параметры, характеристики, то и применение для внимательных потребителей является правильным и эффективным. Что мы меряли? Для начала внимательно посмотрели каждый отрезной круг и зафиксировали все обозначенные параметры в таблицу. Большинство производителей указывают все необходимые параметры, принятые в отрасли как стандарт. Но у некоторых отсутствует информация о составе круга, не указывают артикулы, а некоторые не указывают даже макимальную допустимую скорость резания. Очень многие не указывают страну производителя, контактные данные. Все это является нарушением правил продажи, ведь необходимо указывать и производителя и торгового представителя в России или контактные данные.
Далее. Мы замерили объективные параметры каждого круга, а именно вес каждого до испытаний, наружный диаметр каждого и толщину круга в трех точках. Наружный диаметр оказался у всех кругов соответствующим заявленному, кроме одного. Другой показатель — толщина круга оказался более интересным параметром. Несмотря на то, что все круги по толщине были заявлены как 1 мм, только один из 60 и в одной точке был реально 1 мм, все остальные были толще на несколько десятых. То есть покупая отрезной круг с заявленными 1 мм, будьте уверены, что он по факту будет 1,1-1,2 мм. И так же все остальные круги другой толщины будут чуть больше в этом параметре. Важно отметить, что эти замеры влияют на показатель биения круга. Чем больше будут отклонения в разных точках, тем больше будут показатели биения круга при эксплуатации.
Результаты всех измерений указаны в таблице. Так же в таблице указана реальная розничная цена отрезных кругов по металлу, именно за эту цену мы купили все круги по металлу в августе 2014 года.
Основным параметром производительности отрезного круга для профессионалов является коэффициент шлифования. Это наиболее понятная для сравнения официальная (т. е. определяемая ГОСТ 21963-2002 характеристика их качества. Тем не менее, и ее вряд ли можно назвать однозначной — она определяет износостойкость круга при работе по определенному материалу!!! (это важная оговорка — коэффициент шлифования разный для разных металлов). К сожалению, этот показатель не учитывает тот факт, что один круг делает меньше резов, но режет легче и мягче, и работать им легче, чем более твердым и износостойким. Мало того, есть прямая зависимость, чем более износостойкий и долговечный отрезной круг, тем более жестким и менее комфортным является его использование. Эта разница ощутима даже субъективно при работе, но измерить ее не представляется возможным. Поэтому ограничиваемся только фиксируемыми показателями, которые фигурируют в ГОСТах.
Еще один важный момент для понимания. Так как мы проводили сравнительные тесты, то и результаты являются фактами сравнения. К сожалению, вероятнее всего, результаты будут всегда отличаться, если сделать еще раз аналогичный тест. Это зависит и от материала реза и окружающей среды и так далее. Мало того, по результатам видно насколько сильно по показателям отличаются разные образцы одного и того же бренда…
Итак, формула для расчета коэффициента шлифования (его еще называют коэффициентом резания) выглядит так:
К=4*S3*n/π* (D1*D1 — D2*D2),
где S — площадь сечения разрезаемой заготовки, см2;
D1 и D2 — диаметр круга до и после резки, см; n — количество резов.
Круги мы тестировали на арматурном прутке 12 мм марка СТАЛЬ 45, резали 30 резов каждым кругом, замеряли разницу между начальным диаметром и конечным, таким образом, испытывали три круга каждой торговой марки.
Вот что устанавливает ГОСТ по данному вопросу.
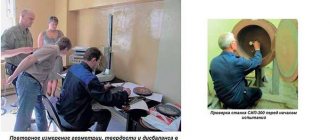
Как мы резали…УШМ профессионального класса DeWalt была установлена в специализированном станке для резки, причем подача как отрезного круга, так и прутка, осуществлялись автоматически. По результатам 30 резов компьютер выдавал нам полную информацию по конкретному отрезному кругу, нам оставалась только перенести эти результаты на бумагу, пример такого отчета есть на картинке. Важно то, что все субъективные моментов при резке (разная подача, торцевые нагрузки, вибрация и др.) были полностью исключены.
Мы остановились на 30 резах для выявления результатов просто для экономии времени. Таким образом мы испытали 3 круга каждой торговой марки и зафиксировали фактические результаты. То есть если круг показывал три разных результата, мы усредняли конечный результат и фиксировали средний по трем кругам. Необходимо отметить, что круги некоторых брендов показывали конечный диаметр с разбросом в 20%. На наш взгляд, это говорит о нестабильных показателях качества кругов, в прочем потребитель сам сделаем выводы, как после наших и других тестов, так и после собственных в реальной эксплуатации.
Все остальные расчеты легко вычисляются и приведены в нашей таблице. Средний коэффициент шлифования по трем кругам был вычислен на основании вышеуказанной формулы. Это и является основным показателем сравнения кругов для определения результатов их долговечности и производительности.
Кроме того, мы посчитали потерю каждого отрезного круга своего диаметра в процессе резания и перевели этот показатель в количество мм потери на 1 стандартный рез, а затем апроксимировали эти показатели на остаток диаметра и посчитали, сколько всего максимально каждый отрезной круг может сделать резов до истирания. К сожалению, эти показатели могут по факту будут меньше, чем посчитано, так как, скорее всего отрезной круг будет снижать свои показатели прочности и производительности, чем ближе окончание его жизненного цикла.
Тестирование на разрыв – безопасность отрезного круга. На большинстве протестированных кругах указан европейский стандарт EN 12413, это именно сертификация по безопасности. Он подтверждает, что данный вид продукции выдерживает все заданные нормативы. ГОСТ 52588-2006 фактически идентичен «евро-стандарту» EN 12413.
Надо сказать, что требования к безопасности в EN 12413 весьма жесткие, в них заложена проверка на разрыв, на изгиб и на стойкость к боковым нагрузкам. Мы остановились только на проверке на разрыв, именно это наиболее часто происходит с некачественными отрезными кругами. Согласно стандартам, такие круги при испытаниях должны выдерживать разгон до 23 000 оборотов в минуту. Соответственно, все испытуемые круги должны показать результат больше указанного стандарта. В нашем случае мы подвергали разрушению один образец каждого бренда, фиксировали результат в таблице. По результатам данного теста все круги полностью прошли испытания с разной степень запаса прочности. Это говорит о том, что все представлнные круги безопасны. Но при выборе и эксплуатации, необходимо остерегаться подделок, особенно лидера рынка, ТМ ЛУГА. Следует осуществлять покупки только в провернных местах, у официальных партнеров или в стационарных точках продаж.
На картинках показаны испытательный стенд для разрыва круга и сами круги после испытаний. Так же очень интересно посмотреть на состав круга после разрыва, именно тут можно увидеть различия — например, структуру и размеры внутренней сетки — составной части отрезного круга по металлу.
Проверка дисбаланса.
Если в процессе тестирования и эксплуатации происходит выпадение одного, пусть даже небольшого сегмента круга, уже можно считать его полной поломкой, после чего его дальнейшая эксплуатация недопустима. В этом случае появляется дисбаланс, который на большой скорости приводит к сильной вибрации, а та в свою очередь ведет к окончательному разрушению круга. Мы же проверяли дисбаланс на простом, но достаточно красноречивом устройстве. Если круг имеет проблемы с весовым или структурным балансом, он просто отклонится в ту или иную сторону на существенный угол, то есть его просто «перевесит» на одну сторону. Мало того, имеется установленный стандарт по биению, а именно отклонение по весу, которое можно компенсировать, при проведения испытания.
Важная информация. Для российского покупателя подтверждением безопасности приобретаемого круга должны служить обозначения ГОСТ, EN, ECE, указывающие, что круги сертифицированы должным образом в России и их безопасность проверена. Так же каждый круг на стальном кольце должен содержать информацию либо о сроке годности, например 2022 год или год выпуска, например 2013. Необходимо иметь ввиду, что абразивные круги имеют срок годности и необходимо внимательно обращать на эту информацию внимание. В случае отсутствия данной информации или истекшем сроке годности, их производительность подлежит сомнению, а с точки зрения безопасности, использование запрещается.
А теперь результаты теста абразивных кругов по металлу.
Все результаты представлены в виде таблицы. В нее сведено все, что можно было измерить (дисбаланс, количество резов, скорость разрушения) или рассчитать (коэффициент шлифования), остаточно количество резов, стоимость одного реза каждого отрезного круга. Комментировать результаты нет особой необходимости, профессионалы могут внимательно оценить результаты каждого отрезного круга. Единственное, что хотелось бы добавить, что эти результаты максимально рабочие только в сравнении марок и кругов друг с другом. Ведь из всех кругов результаты плановых коэф. шлифования указаны только у одной марки — ПрофОснастка. Хотя выявленные показатели не соответствуют заявленным, нам пояснили в компании, что и сорт металла и его толщина не соответствуют расчетным. Остальные бренды эти показатели не указывают вообще, соответственно полагаться при выборе приходится только на чутье или предыдущий опыт использования аналогов. Наш тест является лишь одним из вариантов для сравнения при выборе.
Общие выводы таковы.
На рынке присутствует большое количество реально качественных абразивных кругов по металлу. Наши результаты показали, что круги с указанием для использования по нержавейке без проблем режут сталь и показывают значительно лучшие результаты с точки зрения выработки, по сравнению со специализированными ПО СТАЛИ, но они, как правило, дороже и имеют более жесткий рез.
Для использования на бытовом уровне все проанализированные отрезные круги применимы, особенно обращаем внимание на отрезные круги с наилучшими показателями, они выделены зеленым. Они наилучшим образом работают при максимальных нагрузках при профессиональном применении, и что немаловажно, показывают наилучшие результаты с точки зрения ценовой эффективности – стоимости одного реза. Некоторые результаты наc немного озадачили – например 4 круга ТМ Луга оказались с повреждениями кромки круга, или диаметр круга HITACHI оказался 123 мм. Толщина же всех экземпляров — от 1,15 до 1,25 мм. То есть, указывая толщину в 1 мм – все круги, как один, лукавят.
Еще раз напомним, что все отрезные круги испытывались по одним стандартам специалистами компании производителя WINKING при нашем участии. Результаты фиксировались на фото и видео и подготовлены для профессионального анализа.
только таблица с результатами
Основные меры безопасности
Установка круга надлежащей стороной
Лицевая часть диска изображает логотип своего изготовителя, техническую маркировку, а также содержит металлическую шайбу. С другой стороны, которая свободна от каких либо надписей, подобная шайба отсутствует. Как правило, на самих дисках не написано, какая сторона является правильной для установки, поэтому, тут на помощь приходит банальная логика:
- В случае, если отрезную насадку установить рисунком и маркировкой наружу, то человек всегда будет видеть, чем он пользуется. А данный факт немаловажен, если инструмент одновременно используют несколько людей.
- Если же диск установить рисунком во внутрь, т.е. «рубашкой» к редуктору оборудования, а его металлическая шайба будет обращена к фланцу, то будет ясно видно, что абразивная поверхность соприкоснется с прижимной гайкой. Таким образом, в процессе работы гайку может перетянуть и ее попросту будет невозможно открутить. А это уже может повлечь повреждение инструмента.
ВАЖНО! Ключ, обычно поставляющийся в комплекте с УШМ, должен предназначаться для откручивания прижимной гайки, которая может быть закручена и вручную, с помощью процесса самозатягивания.
Процесс резки: направление отлета искр
Каждый специалист использует собственные способы обращения с «болгаркой». Резать можно и искрами на себя, и от себя. Оба данных способа имеют и «плюсы» и «минусы».
Если резать с падением искр в сторону от оператора, то:
- Обзор рабочей зоны не будет ничем перекрыт (ибо сноп искр не будет ее затмевать);
- Искры летя в обратную от оператора сторону и риск прожечь нечаянно одежду почти не существует.
Как «минус» можно обозначить то, что может случиться «обратный удар», и если оператор не сможет удержать инструмент в руках, то он просто полетит в его сторону, что может создать травмоопасную ситуацию.
Если осуществлять резку в собственную сторону, то:
- Падающие искры будут закрывать рабочую зону;
- Искры будут падать на одежду.
Плюсом здесь станет то, что даже при обратном ударе безопасность оператора будет вне опасности – инструмент полетит в прямо противоположную сторону.
Исключение рисков заклинивания инструмента
Особую безопасность нужно соблюдать, осуществляя резку заготовок толстого объема (как пример – профильные трубы). В данном случае необходимо надлежащим образом расположить заготовку, чтобы по окончанию разреза края паза не сомкнулись и не зажали сам диск «болгарки». Подобная ситуация не только может повредить круг или механизм УШМ в целом, но может привести и к «обратному удару». Таким образом, при резке металлических объектов важно следить, чтобы края изделия раскрывались как можно медленнее или попросту не мешали работе отрезного круга. Для этого, под большой объект можно положить доски, а при работе на верстаке – использовать только его крайнюю часть.
Вместо эпилога
Проведенным анализом современного российского рынка отрезных кругов для УШМ было установлено, что нижний сегмент является самым популярным и потенциальный покупатель предпочитает жертвовать износостойкостью в угоду качественному, но недолгому резу. Данный сегмент плотно занимают абсолютно разные производители – и отечественные, и западные, и азиатские. Средний сегмент является самым невостребованным, что обусловлено малой потребностью в нем среди полупрофессионалов. В то же время, профессиональный и премиум сегмент также пользуются спросом, однако, только для очень узкого круга. В основном, потребителями являются крупные специализированные организации.