Опубликовано 29 Мар 2015 Рубрика: Механика | 23 комментария
Мастера, технологи и фрезеровщики механообрабатывающих цехов, в станочных парках которых есть зубофрезерные станки, регулярно сталкиваются при изготовлении косозубых цилиндрических зубчатых колес с вопросом максимально точного подбора шестеренок гитары дифференциала.
Если не вдаваться в подробности работы кинематической схемы зубофрезерного станка и технологического процесса нарезания зубьев червячной фрезой, то данная задача заключается в сборке двухступенчатого цилиндрического зубчатого редуктора с заданным передаточным отношением (u) из имеющегося комплекта сменных колес. Этот редуктор и есть гитара дифференциала. В комплект (приложение к станку) входит, как правило, 29 зубчатых колес (иногда более 50) с одинаковым модулем и диаметром посадочного отверстия, но с разным количеством зубьев. В наборе могут присутствовать по две-три шестерни с одинаковым количеством зубьев.
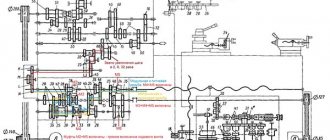
Схема гитары дифференциала изображена ниже на рисунке.

Настройка гитары дифференциала начинается с определения расчетного передаточного отношения (u) по формуле:
u=p*sin (β)/(m*k)
Где:
p – параметр конкретной модели станка (число с четырьмя-пятью знаками после запятой).
Значение параметра (p) индивидуально для каждой модели, приводится в паспорте на оборудование и зависит от кинематической схемы привода конкретного зубофрезерного станка.
β – угол наклона зубьев нарезаемого колеса.
m – нормальный модуль нарезаемого колеса.
k – число заходов червячной фрезы, выбранной для работы.
После этого необходимо выбрать из набора такие четыре шестерни с числами зубьев Z1, Z2, Z3 и Z4, чтобы, установленные в гитару дифференциала, они образовали редуктор с передаточным отношением (u’) максимально близким к рассчитанному значению (u).
(Z1/Z2)*(Z3/Z4)=u’≈u
Как это сделать?
Подбор чисел зубьев шестеренок, обеспечивающий максимальную точность, можно выполнить четырьмя способами (по крайней мере, известными мне).
Рассмотрим кратко все варианты на примере зубчатого колеса с модулем m=6 и углом наклона зубьев β=8°00’00’’. Параметр станка p=7,95775. Червячная фреза – однозаходная k=1.
Для исключения ошибок при многократных расчетах составим простую программу в Excel, состоящую из одной формулы, для расчета передаточного числа.
Ссылка на скачивание файла Excel: raschet-peredatochnogo-chisla-gitary-differentsiala (xls 34KB)
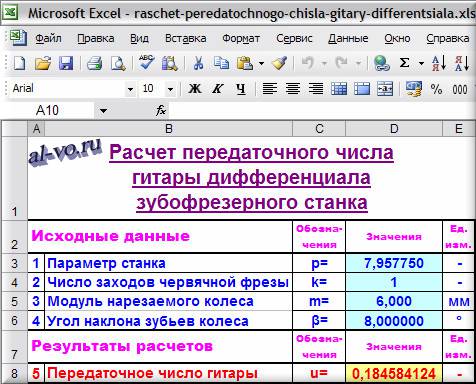
Расчетное передаточное число гитары (u) считываем
в ячейке D8: =D3*SIN (D6/180*ПИ())/D5/D4=0,184584124
Относительная погрешность подбора не должна превышать 0,01%!
δ=|(u-u’)/u|*100<0,01%
Для высокоточных передач это значение может быть гораздо меньше. В любом случае следует всегда стремиться к максимальной точности в расчетах.
«Ручной» подбор колес гитары дифференциала.
Значение передаточного отношения (u) представляем приближениями в виде обычных дробей.
u=0,184584124≈5/27≈12/65≈79/428≈91/493≈6813/36910
Это можно сделать при помощи программы для представления многозначных констант приближениями в виде дробей с заданными точностями или в Excel подбором.
Выбираем подходящую по точности дробь и раскладываем ее числитель и знаменатель на произведения простых чисел. Простые числа в математике – это те, что делятся без остатка только на 1 и на себя.
u’=91/493=0,184584178
91/493=(7*13)/(17*29)
Умножаем числитель и знаменатель выражения на 2 и на 5. Получаем результат.
((5*7)*(2*13))/((5*17)*(2*29))=(35*26)/(85*58)
Z1=26 Z2=85 Z3=35 Z4=58
Вычисляем относительную погрешность выбранного варианта.
δ=|(u-u’)/u|*100=|(0,184584124-0,184584178)/0,184584124| *100=0,000029%<0.01%
2.4. Наладка зубофрезерных станков. Схема установки червячной фрезы. Установка суппорта на угол.
<<�Предыдущая страница Оглавление книги Следующая страница>>
Наладка фрезерных станков заключается в настройке кинематических цепей, установке инструмента в шпиндель суппорта, суппорта на угол, заготовки на стол станка, упоров на каретке и столе, ограничивающих их перемещения, и переключателей на пульте управления.
Установка инструмента в суппорт станка производится таким образом, чтобы обеспечить нормальное его зацепление с нарезаемым колесом и экономично использовать режущие свойства червячной фрезы по всей ее длине.
На рис. 2.8 показана схема установки червячной фрезы и зоны, на которые условно разбивается длина червячной фрезы. Величина буртика l определяется по стандарту (см. табл. 2.2).
Рис. 2.8. Схема установки червячной фрезы
Зоны 1 и 5 по обе стороны фрезы, составляющие от 1 до 1,5 модулей, в работу не включают из-за неполноты профиля зуба, зона 2 используется для чернового нарезания зубьев, зона 3 является зоной нормального зацепления, зона 4 используется для осевого перемещения фрезы в процессе ее эксплуатации. Аналогично буквами обозначаются: bn — активная часть фрезы, bv — величина возможной осевой передвижки, bw — рабочая часть резания, состоящая из bе — входной и bа — выходной частей, определяемых по графику, приведенному на рис. 2.9.
Рис. 2.9. График определения рабочей длины червячной фрезы
Перед началом работы один из торцов червячной фрезы должен находиться на расстоянии с от центра заготовки, определяемом по формуле
с=bе+1,5m+l.
Пример.
Нарезается зубчатое колесо с числом зубьев z=62, модулем m=6 мм, углом наклона зубьев β=15°, стандартной фрезой по ГОСТ 9324-80 диаметром da0=112 мм, длиной L=112 мм и с буртиком l=4 мм. По графику (см. рис. 2.9) находим bе=2,8πm=2,8•3,14•6 =53мм; bа=1,2πm=1,2*3,14*6=23 мм. Активная часть фрезы bn=L-2l-2(l,5m)=112-2•4-2(1,5•6) =86 мм. Величина возможной осевой передвижки b(v)=bn — bа — be=86-53-23=10 мм. Размер для установки фрезы с=bе+1,5m+l=53+1,5•6+4 = 66 мм.
Установка суппорта на угол λ производится с учетом угла λm0 подъема витка червячной фрезы, который обычно указывается на ее торце, угла β наклона зуба нарезаемого колеса, а также направления наклона зуба и направления заходности фрезы.
В табл. 2.10 приведены варианты установки суппорта на угол.
Глубина фрезерования определяется высотой зуба h за вычетом припуска на последующую обработку. Если в технологической карте нарезания зубчатого колеса припуск задан по длине общей нормали (ΔW), то в этом случае глубина фрезерования определяется по формуле h=2,25m-1,462ΔW.
2.10. Установка суппорта на угол
| Эскиз | |
| Прямозубое | Правозаходная |
| Левозаходная |
| Направление зуба нарезаемого колеса | Заходность червячной фрезы | Эскиз |
| Правое | Правозаходная | |
| Левозаходная | ||
| Левое | Правозаходная | |
| Левозаходная |
Если припуск на последующую обработку задан по толщине зуба ΔS, то в этом случае глубина фрезерования определяется по формуле h=2,25m- 1,374ΔS.
Установка упоров, ограничивающих перемещение инструмента (или заготовки) в продольном и радиальном направлении, зависит от принятого цикла нарезания зубчатого колеса. В табл. 2.11 приведены основные циклы зубо-фрезерования цилиндрических колес. На схемах стрелками показано движение инструмента, но циклы (с попутной или встречной подачей) получили название по совпадению или несовпадению относительного движения заготовки S0 и направления вращения фрезы v.
Перейти вверх к навигации
Настройка гитары по таблицам справочника.
С помощью таблиц справочника М.И. Петрика и В.А. Шишкова «Таблицы для подбора зубчатых колес» можно быстро решить рассматриваемую задачу. Методология работы подробно и понятно описана в самом начале книги.
Стандартный комплект В.А. Шишкова содержит 29 зубчатых колес с числами зубьев: 23; 25; 30; 33; 37; 40; 41; 43; 45; 47; 50; 53; 55; 58; 60; 61; 62; 65; 67; 70; 73; 79; 83; 85; 89; 92; 95; 98; 100.
Используем этот набор в решении нашей задачи.
Результат подбора по таблицам:
Z1=23 Z2=98 Z3=70 Z4=89
u’=(23*70)/(98*89)=0,184590690
δ=|(u-u’)/u|*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557%<0,01%
Министерство образования и науки Республики Казахстан
им. С. Торайгырова
Факультет металлургии, машиностроения и транспорта
Кафедра машиностроения и стандартизации
КИНЕМАТИЧЕСКАЯ СТРУКТУРА И НАСТРОЙКА ЗУБОФРЕЗЕРНОГО СТАНКА МОДЕЛИ 5310
Методические указания к выполнению лабораторной работы №5 по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей
(для внутривузовского пользования)
Павлодар
УДК 621.9.06(07)
ББК 34.63-5я7
К41
Рекомендовано Учёным советом ПГУ им. С. Торайгырова
Рецензенты:
кандидат технических наук, профессор .
Составитель: кандидат технических наук, профессор
К41 Кинематическая структура и настройка зубофрезерного станка модели 5310: методические указания к выполнению лабораторных работ по дисциплине «Металлорежущие станки» для студентов машиностроительных специальностей (для внутри вузовского пользования)/сост. . –Павлодар, 2006. –20 с.
В методическом указании приводится принцип работы зубофрезерного станка на основе его кинематической структуры, используемой при нарезании прямозубых и косозубых цилиндрических колес. Изложена методика расчета параметров и их настройки для указанных типов зубчатых колес.
В заключении студентам предлагается оценить качество обработанного на станке зубчатого колеса.
Лабораторная работа является составной частью общего цикла лабораторных работ, предусмотренных по дисциплине «Металлорежущие станки».
УДК 621.9.06(07)
ББК 34.63-5я7
©, 2006
©Павлодарский государственный университет
им. С. Торайгырова, 2006
1 Цели и задачи лабораторной работы
1.1 Цель лабораторной работы – изучить принцип работы зубофрезерного станка при обработке прямозубых и косозубых зубчатых колес, произвести расчеты, настройку и наладку станка на обработку заданных зубчатых колес.
1.2 Задачи лабораторной работы:
— изучить настоящее методическое указание;
— получить индивидуальное задание и с помощью преподавателя или учебного мастера в лаборатории ознакомиться со станком;
— согласно выданному варианту задания составить карту наладки (таблица А.1, приложение А) используя для этого расчетную карту (таблица В.1, приложение В) и записать параметры червячной модульной фрезы;
— произвести анализ структуры станка используемой при нарезании прямозубых зубчатых колес, для этого:
а) произвести расчеты параметров для кинематической группы, создающей движение скорости резания Фv(B1B2);
б) произвести анализ и расчеты параметров кинематической группы, создающей движение подачи Фs(П3).
— произвести анализ структуры станка используемой при нарезании косозубых зубчатых колес, для чего:
а) сделать заключение о кинематической группе создающей движение скорости резания Фv(B1B2);
б) произвести анализ и расчеты параметров для кинематической группы, создающей движение винтовой подачи Фs(П3В4).
— заполнить карту наладки (таблица А.2, приложение А);
— произвести настройку станка на нарезание прямозубого зубчатого колеса и выполнить операции по наладке станка; нарезать прямозубое зубчатое колесо;
— произвести настройку станка на нарезание косозубого зубчатого колеса и выполнить операции по наладке станка; нарезать косозубое зубчатое колесо;
— произвести измерение параметров нарезанных зубчатых колес и сделать заключение об их годности;
— составить отчет и защитить его.
2 Назначение и техническая характеристика зубофрезерного станка мод. 5310
Станок предназначен для нарезания цилиндрических прямозубых и косозубых зубчатых колес, а также червячных колес методом тангенциальной подачи и врезания (в методическом указании будет рассмотрено нарезание прямозубых и косозубых колес). В качестве режущего инструмента используется червячная модульная фреза.
Гитара дифференциала в режиме on-line.
Заходите на сайт по адресу: sbestanko.ru/gitara.aspx и, если ваша модель станка присутствует в списке исходных данных, то задаете параметры нарезаемого колеса и червячной фрезы и ждете результат расчета. Иногда считает долго, иногда не находит решений.
Для нашего примера сервис не представил решений для точностей 5 и 6 разрядов после запятой. Зато для точности 4 знака после запятой выдал 136 вариантов!!! Мол — ковыряйтесь!
Лучший из представленных on-line сервисом результатов:
Z1=23 Z2=89 Z3=50 Z4=70
u’=(23*50)/(89*70)=0,184590690
δ=|(u-u’)/u|*100=|(0,184584124-0,184590690)/0,184584124| *100=0,003557%<0,01%
Техническая характеристика
Наибольший модуль нарезаемых колес, мм — 4
Наибольший диаметр нарезаемых колес, мм — 200
Наименьший диаметр, мм — 60
Наибольший угол поворота суппорта, град. — 60
Скорость быстрого перемещения суппорта, м/мин — 0,3
Мощность привода главного движения, кВт — 1,7
Станок работает по методу обката. Червячная модульная фреза с нарезаемым колесом имитируют собой кинематическую пару рейка – шестерня, в которой фреза воспроизводит рейку, а нарезаемое колесо – шестерню. Червячная модульная фреза представляет собой набор зубчатых реек, равномерно расположенных на цилиндре и сдвинутых друг относительно друга по винтовой линии. Фреза, вращаясь, создает эффект поступательного перемещения рейки. Нарезаемое колесо (заготовка) при этом вращается согласованно с перемещением «рейки» (вращением фрезы), в результате чего на заготовке образуется зубчатый венец с эвольвентным профилем.
Таким образом, образующая производящая линия (профиль зубчатого венца) получается методом обката, реализуемого движением скорости резания Фv (B1B2) (рисунок 3.1), где В1 – вращение фрезы, а В2 – согласованное с ним вращение заготовки. Направляющая линия (форма зуба по длине) получается методом касания, реализуемого двумя движениями: движением скорости резания Фv(B1) и движением подачи Фs (П3), где П3 – поступательное перемещение фрезы вдоль оси заготовки. Но так как вращение В1 уже существует в исполнительном движении Фv (B1B2), то для получения формы зуба достаточно создать движение подачи Фs (П3). Структура станка в этом случае К23 (рисунок 3.1). Эта структура используется при нарезании прямозубых цилиндрических колес.
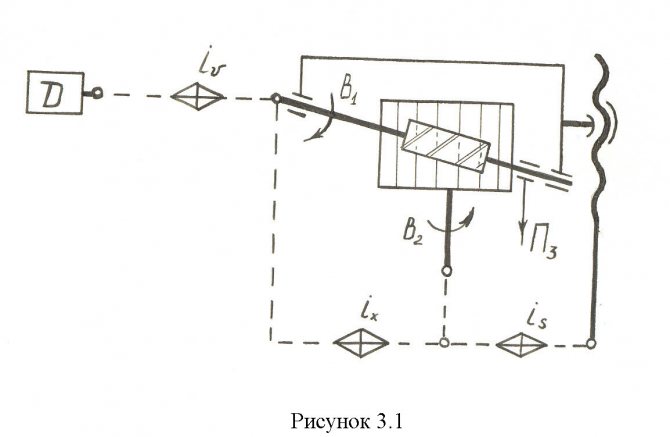
Рисунок 3.1
При нарезании колес с винтовым зубом необходимо создать перемещение фрезы вдоль косого зуба. Но так как этого сделать нельзя (имеется только вертикальные направляющие для суппорта с фрезой), то эффект перемещения вдоль косого зуба создается дополнительным вращением заготовки В4. В этом случае движение подачи становиться сложным Фs(П3В4), а структура станка будет С24 (рисунок 3.2)
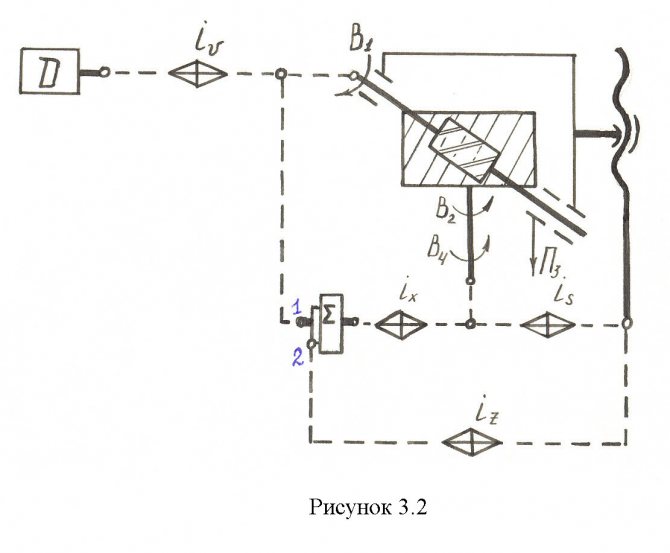
Рисунок 3.2
В состав первой кинематической группы создающей исполнительное движение скорости резания Фv (B1B2), входят: внутренняя связь с органом настройки ix (гитара обката), внешняя связь с органом настройки iv и источник движения D. В состав второй группы, создающей винтовое движение подачи Фs(П3В4), входят: внутренняя связь с органом настройки iz (гитара дифференциала) и суммирующим механизмом, внешняя связь с органом настройки is (гитара подачи) и источник движения, в качестве которого используется шпиндель заготовки. Дополнительное движение В4 создается от ходового винта через второе входное звено 2 суммирующего механизма.
На основе рассмотренной структуры построена кинематическая схема зубофрезерного станка мод. 5310 (рисунок 3.3), которая будет использована для приобретения навыков расчета и настройки параметров движения.
4 Настройка и наладка станка
Нами будут рассмотрены две частные структуры станка, используемые при нарезании прямозубых и косозубых зубчатых колес.
4.1 Частная структура, используемая при нарезании прямозубых зубчатых колес (К23)
4.1.1 Кинематическая группа, создающая движения скорости резания Фv(B1B2).
Это движение сложное с замкнутой траекторией (зубчатый венец), поэтому необходимо настроить три параметра: траекторию, скорость и направление:
— настройка траектории (профиль зубчатого венца; внутренняя связь).
Условие настройки (УН):
1 об. фрезы → оборотов заготовки, где Кф – число заходов фрезы;
Z – число зубьев нарезаемого прямозубого колеса.
Уравнение кинематического баланса (УКБ):
1об. фр ·iдиф.·
Цепь врезания долбяка в заготовку (радиальная подача).
Радиальное врезание долбяка в заготовку в станках мод. 514, 512, 5А12, 5В12, 5М14 и в других осуществляется при помощи кулачка, который может быть одно-двух- или трехпроходным. Соответственно выбранному кулачку заготовку нарезают за один, два или три прохода (в зависимости от материала, модуля и требуемой точности). Кулачок имеет два участка: врезания (а, В) и обкатки (вс).
На участке врезания радиус кулачка постепенно возрастает на величину Н — шага подъема спирали. При обработке в один проход после поворота кулачка на 90° поворота каждого из них (после врезания) стол с заготовкой сделал один оборот. Расчетное перемещение в цепи радиальной подачи
Кинематическая цепь радиальной подачи: вал II, цепная передача вал IV, XIII, гитара радиальных подач вал XIV, колеса EMBED Equation.3 вал XV, червячная передача EMBED Equation.3 муфта М2 , вал XVI, передача EMBED Equation.3 вал XVII, кулачок К1 радиального врезания.
Уравнение кинематического баланса:
Цепь круговых подач.
При круговой подаче долбяк перемещается по дуге начальной окружности за один его двойной ход. Следовательно, цепь круговой подачи увязывает вращение долбяка и возвратно-поступательное движение штосселя.
Расчетные перемещения в цепи круговых подач:
Движение осуществляется по цепи: вал II, цепная передача вал IV, червячная передача вал V, коническая передача гитара круговых подач вал VII, XI, червячная передача штоссель XII, долбяк. Уравнение кинематического баланса:
откуда формула настройки гитары круговых подач:
где m и zд — соответственно модуль и число зубьев долбяка.
Станок снабжен тремя парами сменных колес гитары круговой подачи (сумма зубьев каждой пары 89), которые позволяют получить ряд значений Sкр. В приложении даны значения Sкр и число зубьев гитары для станка 514 при диаметре долбяка 100 мм. [3. табл.7.].
???