Сведения о производителе круглошлифовального станка полуавтомата 3Б161
Производитель круглошлифовального станка полуавтомата 3Б161 — Харьковский станкостроительный завод.
Завод основан 29 января 1936 года и специализируется на производстве универсальных и специальных круглошлифовальных станков
Станки, выпускаемые Харьковским станкостроительным заводом
- 2В56
станок радиально-сверлильный Ø 50 - 3А151
станок круглошлифовальный с гидравлическим механизмом врезания Ø 200 х 700 - 3А161
станок круглошлифовальный с гидравлическим механизмом врезания Ø 280 х 1000 - 3А164
станок круглошлифовальный общего назначения Ø 400 х 2000 - 3Б151
станок круглошлифовальный общего назначения Ø 200 х 700 - 3Б161
станок круглошлифовальный общего назначения Ø 280 х 1000 - 3М132в
станок круглошлифовальный универсальный Ø 280 х 1000 - 3М151
станок круглошлифовальный общего назначения Ø 200 х 700 - 3М152
станок круглошлифовальный общего назначения Ø 200 х 1000 - 3М162
станок круглошлифовальный общего назначения Ø 280 х 1000 - 3М151Ф2
станок круглошлифовальный с ЧПУ Ø 200 х 700 - 3М193
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 2800 - 3М194
станок круглошлифовальный тяжелый повышенной точности Ø 560 х 4000 - 3М196
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 4000 - 3М197
станок круглошлифовальный тяжелый повышенной точности Ø 800 х 6000 - 3130
станок круглошлифовальный универсальный Ø 280 х 700 - 3132
станок круглошлифовальный универсальный Ø 280 х 1000 - 3151
станок круглошлифовальный универсальный Ø 150 х 750
Общий вид круглошлифовального станка 3Б161

Фото шлифовального станка 3Б161
Фото шлифовального станка 3Б161

Фото шлифовального станка 3Б161

Фото шлифовального станка 3Б161

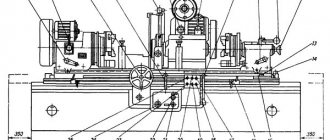
Расположение составных частей шлифовального станка 3Б161
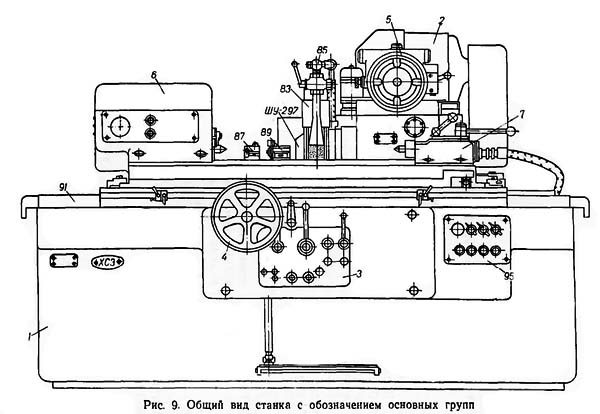
Расположение основных узлов шлифовального станка 3Б161
Перечень и обозначение основных узлов шлифовального станка 3Б161
- 1. станина станка
- 2. шлифовальная бабка
- 3. гидравлическое управление
- 4. механизм ручного перемещения стола
- 5. механизм поперечной подачи
- 6. передняя бабка
- 7. задняя бабка
- 8. маслопровод*
- 83. кожух шлифовального круга
- 85. охлаждение
- 87. люнет
- 89. прибор для правки шлифовального круга
- 91. ограждение
- 92. механизм быстрого подвода шлифовальной бабки (только на станках моделей 3Б151 и 3Б161)*
- 92. механизм быстрого подвода и врезания (только на станках моделей 3А150 и 3А161)*
- 95. электрооборудование, пульт управления
- ШУ-270. фланец шлифовального круга*
- ШУ-297. механизм для балансирования шлифовального круга
- ШУ-965. правильный прибор*
* Группы и узлы, отмеченные звездочкой на рисунке не показаны.
Паспорт 3Б161 Круглошлифовальный станок (Харьков)
Паспорта на шлифовальные станки
Наименование издания: Часть 1: Руководство по уходу и обслуживанию – 128 страницЧасть 2: Электрооборудование – 22 страницыВыпуск издания: Харьковский станкостроительный заводГод выпуска издания: 1966Кол-во книг (папок): 2
Кол-во страниц: 150
Стоимость: ДоговорнаяОписание: Полный комплект документации Содержание:Руководство по уходу и обслуживанию1. Назначение и область применения станков2. Распаковка и транспортировка- Подвязка станка при транспортировке краном- Габарит станка в плане и план фундамента3. Фундамент станка, монтаж и установка4. Смазка станков- Схема смазки станкаСмазка подшипников шпинделя шлифовальной бабкиСмазка направляющих столаСмазка направляющих шлифовальной бабкиСпецификация к схеме смазки5. Подготовка станков к первоначальному пуску. Первоначальный пуск и указания по технике безопасности.Станки моделей – 3А151, 3А161Станки моделей — 3Б151, 3Б161Указания по технике безопасности5. Паспорт станкаОрганы управления- Расположение органов управления на станкеОсновные данные станков- Схема расположения подшипников каченияСпецификация подшипников качения- Габариты рабочего пространства. Посадочные и присоединительные базы станковСведения о ремонте станкаИзменения в станкеДанные о комплектовании станкаСпецификация шестерен, червяков, гаек6. Краткое описание конструкции и работы станковОбщие сведения о кинематике станков- Общий вид станка с обозначением основных группОбщая компоновка станковКонструктивные особенности узлов станка- Станина и столы- Шлифовальная бабка- Механизм ручного перемещения стола- Механизм ручной поперечной подачи- Передняя бабка- Задняя бабка- Люнет- Прибор для правки круга алмазом- Прибор для безолмазной правки круга — Кинематическая схема механизма для балансирования шлифовальных кругов- Механизм быстрого подвода и врезания7. Гидропривод станков- Гидрокинематическая схема станков 3А151, 3А161- Гидрокинематическая схема станков 3Б151, 3Б161Гидропривод станков моделей 3А151, 3А161Гидропривод станков моделей 3Б151, 3Б161Неполадки, которые могут возникнуть при работе на станке, и их устранениеТехническая характеристика гидроприводаСпецификация гидроаппаратуры8. Эксплуатация станков и уход за нимиКрепление шлифовального кругаБалансирование шлифовального кругаПравка шлифовального кругаОбщие указания по выбору шлифовальных кругов и режимов шлифованияОбщие указания по эксплуатации станковДефекты шлифования и меры их устранения9. Регулирование станковРегулирование натяжных ремней привода шлифовального кругаРегулирование натяжения ремней привода изделия- Схема регулирования подшипников шпинделя шлифовальной бабкиРегулирование упорного подшипника шпинделя шлифовальной бабкиРегулирование механизма осциллирующего движения привода шлифовальной бабки10. Особенности разборки и сборки станков при ремонтеРазборка столовРазборка шлифовальной бабки
11. Спецификация чертежей и чертежи деталей, подвергающихся износу в процессе эксплуатации станка**********
12. Акт приемкиПриложение: вкладыш в руководство по обслуживанию «шлифовальная бабка».
Часть 2: Электрооборудование
1. Общие сведения2. Действие электросхемы3. Защита4. Указания по обслуживанию электрооборудования станка5. Условные обозначения на принципиальной электросхеме6. Спецификация покупного электрооборудования- Принципиальная электросхема станков моделей 3А151 и 3А161- Монтажная электросхема станков моделей 3А151 и 3А161- Принципиальная электросхема станков моделей 3Б151 и 3Б161- Монтажная электросхема станков моделей 3Б151 и 3Б161- Размещение электрооборудования на станках моделей 3А151, 3А161, 3Б151, 3Б161
prompasport.ru
Расположение органов управления шлифовальным станком 3Б161
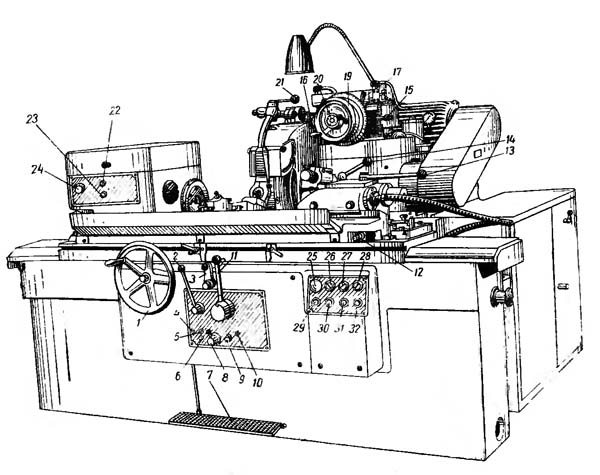
Расположение органов управления шлифовальным станком 3Б161
Перечень органов управления шлифовальным станком 3Б161
- маховик ручного перемещения стола
- рукоятка перегона стола
- рычаг реверса стола
- дроссель регулирования задержки реверса стола слева
- рукоятка переключения периодической подачи (подача при реверсе на каждый ход стола, подача при реверсе стола справа, подача при реверсе стола слева, подача выключена)
- дроссель регулирования скорости перемещения стола при правке шлифовального круга
- педаль гидравлического отвода пиноли задней бабки
- рукоятка переключения скорости стола со шлифования на правку
- дроссель регулирования скорости перемещения стола при шлифовании
- дроссель регулирования задержки реверса стола справа
- рукоятка быстрого подвода шлифовальной бабки и пуска гидравлического перемещения стол
- винт поворота верхнего стола
- рукоятка отвода пиноли задней бабки
- рукоятка зажима пиноли задней бабки
- рукоятка
- рукоятка регулирования периодической подачи от храпового механизма
- упор ручной поперечной подачи
- маховик ручной поперечной подач
- маховичок установки лимба ручной поперечной подачи
- рукоятка крана охлаждения
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
- рукоятка регулирования скорости вращения изделия
- кнопка «Общий стоп»
- переключатель насоса охлаждения
- переключатель освещения
- переключатель пуска вращения изделия (ручной — автоматический)
- кнопка пуска вращения гидронасоса и насосов смазки направляющих и подшипников шпинделя шлифовальной бабки
- кнопка пуска вращения шпинделя шлифовальной бабки
- кнопка пуска вращения изделия
- кнопка выключения вращения изделия
Описание гидропривода круглошлифовального станка модели 3А161
Перемещение стола. Гидравлическое перемещение стола производится остановкой рукоятки кранового распределителя 6. Масло от насоса 13 подводится к распределителю через крановые распределители 6 и 4. В зависимости от положения золотника распределителя 7 масло поступает в правую или левую полость гидроцилиндра 21 перемещения стола. Масло из противоположной полости гидроцилиндра 21 вытесняется на слив через распределители 7, 27, 22, крановый распределитель 9, дроссель 8 и обратный клапан 10. Скорость стола при шлифовании регулируется дросселем 5, Перед правкой необходимо выключить осциллирующее движение шлифовального шпинделя рукояткой кранового распределителя 9, установив ее в положение «Правка». Слив масла из гидроцилиндра 21 перемещения стола при правке будет происходить через дроссель 16, При перемещении стола масло под давлением поступает также в гидроцилиндр 15 блокировки механизма ручного перемещения стола и расцепляет его муфту.
Реверс стола. При переключении распределителя 27 рычагом реверса, работающим от упоров, масло направляется под торец золотника распределителя 7 и давлением перемещает его в правое или левое положение. Полости гидроцилиндра 21 перемещения стола попеременно оказываются под давлением, направление движения стола при этом автоматически изменяется. Дросселями 23 регулируют задержку стола, а дросселями 18 — плавность разгона стола при реверсе.
Перегон стола осуществляется рукояткой кранового распределителя 19 при отведенной шлифовальной бабке и выключенном гидравлическом перемещении стола. Масло из штоковой полости цилиндра 28 быстрого подвода шлифовальной бабки через крановый распределитель 6 поступает к левому торцу золотника распределителя 17 и к верхнему торцу золотника распределителя. 22. Золотник распределителя 17 переместится вправо, соединив нерабочую полость цилиндра 21 перемещения стола со сливом через распределитель 19. Золотник распределителя 22 переместится вниз и перекроет проход маслу из цилиндра 21 к дросселям 8 и 16. Для перегона стола необходимо наклонить рукоятку распределителя 19 вправо или влево.
Периодическая подача шлифовальной бабки включается крановым распределителем 37, может быть произведена при каждом ходе, при левом реверсе стола, при правом реверсе стола.
Периодическая подача от механизма вращения. Рукоятка кранового распределителя 4 устанавливается в положение «Периодическая подача». Рукоятка кранового распределителя 34 устанавливается в положение «От механизма врезания». Масло из нижней полости цилиндра 31 механизма врезания проходит через крановый распределитель 4 и перекрывается золотником распределителя 35. При реверсе стола и переключении распределителя 27 камера а соединяется с камерой б, к которой подведено масло. Масло под давлением поступает к торцу золотника распределителя 35 через каналы кранового распределителя 37 и проточку золотника распределителя 38. Золотник распределителя 35 переместится в нижнее положение. Масло от цилиндра 31 врезания поступает в полость дозатора 36; поршень его, сжав пружину, переместится до упора, положение которого определяет величину подачи. Одновременно масло из камеры а поступит через обратный клапан 20 к торцу золотника распределителя 7 и переместит золотник в одно из крайних положений; направление перемещения стола изменится. Золотник распределителя 38 переместится в противоположное крайнее положение, в результате чего торцовая полость распределителя 35 соединится со сливом через каналы кранового распределителя 37 и распределитель 27. Золотник распределителя 35 переместится вверх под действием пружины, сообщив полость дозатора 36 со сливом. Для компенсации утечек, нарушающих стабильность подач малой величины, предусмотрен дроссель 30.
Периодическая подача от храпового механизма. Рукоятка кранового распределителя 4 устанавливается в положение «Подачи нет». Рукоятка кранового распределителя 34 находится в положении «От механизма периодической подачи». В момент реверса стола масло от распределителя 38 направляется в цилиндр 39 храпового механизма периодической подачи. Поршень цилиндра 39 переместится вправо, собачка повернет колесо и вместе с ним горизонтальный вал механизма поперечной подачи, производя подачу. Величина подачи регулируется винтом.
Быстрый подвод и отвод шлифовальной бабки включается рукояткой распределителя 5. Масло поступает в поршневую полость цилиндра 28 через распределитель 5, штоковая полость цилиндра соединяется со сливом. Быстрый отвод включается рукояткой распределителя 5 или электромагнитом распределителя 3.
Непрерывная подача шлифовальной бабки (врезание). Рукоятка кранового распределителя 4 устанавливается в положение «Непрерывная подача». Подача бабки включается наклоном рукоятки распределителя 5; происходит быстрый подвод бабки к изделию. Врезание производится при повороте кулачка, который вращается поршнем-рейкой цилиндра 31 механизма врезания, до соприкосновения с неподвижным упором. Масло поступает к верхнему торцу поршня-рейки цилиндра 31 из правой полости цилиндра 28 быстрого подвода шлифовальной бабки, когда поршень цилиндра 28 подходит к крайнему левому положению. Из противоположной полости цилиндра 31 механизма врезания масло вытесняется на слив через крановый распределитель 4, распределитель 2 управления и дроссель 40, настройкой которого определяется скорость врезания. В конце врезания золотник распределителя 3 перемещается электромагнитом в нижнее положение, происходит быстрый отвод бабки.
Ускоренная подача шлифовальной бабки после быстрого подвода производится наклоном вправо рукоятки, связанной с дросселем 40.
После появления искры рукоятку опускают и шлифование происходит при скорости подачи, определяемой дросселем 40.
Отвод пиноли задней бабки может быть произведен только при отведенной шлифовальной бабке. Пиноль отводится ножной педалью, связанной с распределителем 33.
Врезное шлифование при работе с прибором активного контроля. После чистовой подачи подается команда на электромагнит, который передвигает золотник распределителя 2 управления, масло из нижней полости цилиндра 31 механизма врезания сливается через дроссель 1 доводочной подачи. При достижении заданного размера изделия прибор подает команду на электромагнит распределителя 3; происходит быстрый отвод шлифовальной бабки.
Следящий люнет. При установке следящего люнета подвод масла к цилиндру 29 люнета должен быть осуществлен согласно рис. 29.
Автоматическое выключение механизма осциллирующего движения происходит при переключении кранового распределителя 9 в положение правки. Канал гидропанели, сообщающийся с крановым распределителем 9, соединяется с цилиндром 26 выключения механизма осциллирующего движения шпинделя шлифовальной бабки.
Устранение зазора в механизме поперечной подачи (винтовой паре поперечной подачи) осуществляется цилиндром 25.
Кинематическая схема круглошлифовального станка 3Б161
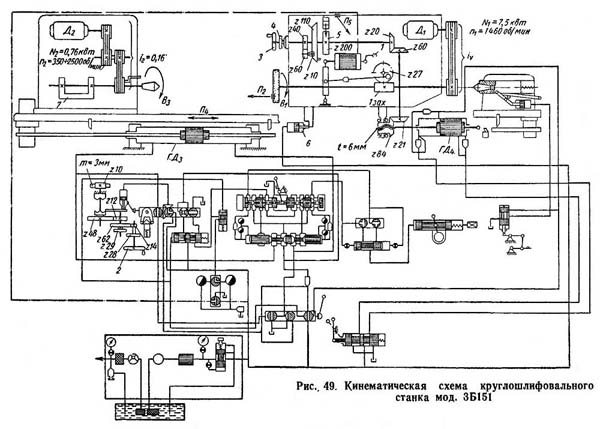
Кинематическая схема круглошлифовального станка 3Б161
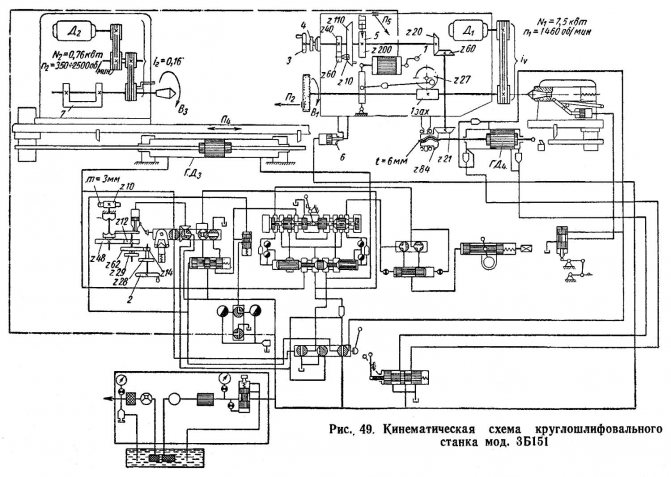
Посредством ряда кинематических цепей и гидравлической системы в станке осуществляются следующие движения:
- Вращение шпинделя шлифовальной бабки
- Вращение изделия
- Ручная и автоматическая поперечные подачи (станки моделей 3А150 и ЗА161 имеют два вида автоматической поперечной подачи — непрерывную врезную подачу и периодическую подачу, осуществляющуюся при реверсе стола; станки моделей 3Б151 и 3Б161 не имеют автоматической врезной подачи).
- Ручное и гидравлическое перемещение стола
- Быстрый гидравлический подвод и отвод шлифовальной бабки
- Гидравлический отвод пиноли задней бабки. Кинематические цепи главного движения, вращения изделия, ручной поперечной подачи и ручного перемещения стола ясны из прилагаемых схем (см. рис. 21 и 22) и поэтому описание их не приводится.
Характеристики
Разбираем тему дальше. Основной инструмент, который имеет круглошлифовальный станок — это, специальный круг.
- Он может быть самой разнообразной формы и создается для обработки различных деталей. Все будет зависеть от вида работы, которые производит сам станок, он может относиться к различным группам этого оборудования.
- К примеру, есть агрегаты центровые и бесцентровые, внутришлифовальные и плоскошлифовальные. Помимо таких групп, еще есть станки, которые используются на предприятиях машиностроения. С их помощью обрабатывают все резьбы, зубчики колес и шестеренок и шлицы.
- Самые новые автоматизированные круглошлифовальные устройства имеют много возможностей. Они обеспечены системами, которые помогают человеку запрограммировать технический процесс и до минимума убирать вмешательство в работу приборов. Во многих станках объем памяти дает возможность загружать в нее огромное количество программ. К примеру, в японском оборудовании есть 7 классических способов шлифовки. Помимо этого, в них есть автоматизированная наладка оборудования под определенную деталь.
Гидропривод станков 3Б161
Гидросистема станка приводится в действие насосной установкой, состоящей из лопастного насоса, приводного электродвигателя пластинчатого фильтра и разгрузочного клапана (рис 22). Насосная установка смонтирована на отдельной плите, закрепленной сзади на тумбе станины станка.
Управление работой гидросистемы станка осуществляется при помощи гидропанели ГШ-001А, смонтированной в передней части станины.
Гидросистема станка выполняет следующие функции:
- продольное перемещение стола
- реверс стола
- перегон стола при наладке станка
- периодическую подачу шлифовальной бабки
- быстрый подвод и отвод шлифовальной бабки
- отвод пиноли задней бабки
- блокировку механизма ручного перемещения стола
- выборку люфта в зацеплении гайки и винта механизма речной подачи
Круглошлифовальный станок 3м151
Этот агрегат работает в нашей стране уже очень долго. Он помогает на высшем уровне обрабатывать цилиндрические, прерывистые цилиндрические части, а также поверхность разных конусов.
Благодаря своей уникальности, агрегат 3м151 помогает работать с самыми сложными заготовками. Способ шлифовки, который применяется в таком станке, называют продольным или врезным. Приборы, которые устанавливают на этом станке, дают возможность полностью контролировать как размер заготовки, так и процесс самой обработки.
Дополнительно нужно учитывать следующие тонкости, которыми обладает круглошлифовальный агрегат:
- Наличие поворотного столика. Благодаря этому столу можно делать смещение изделия относительно абразивного диска в горизонтальной и вертикальной части;
- Прибор механизма подач. Это может быть автоматический комплекс или его специальный аналог. В последнем случае агрегаты такого типа используют для черновой шлифовки.
- Возможность фиксации изделий в центрах, патроне. Этот фактор относится лишь к оборудованию центрового типа.
Агрегат помогает специалисту быстро работать с изделиями длиной в 700 мм, и диаметром 200 мм. Частота, с которой начнет вращаться шлифовальный круг агрегата, будет равняться 1590 мин-1. Получается, что скорость перемещения столика (которую можно регулировать бесступенчато) составит 0,05−500 мин-1. В последнее время выпускается огромное количество моделей таких станков. Поэтому помимо выбора по стандартным параметрам нужно смотреть на технические и эксплуатационные качества.
Такие круглошлифовальные агрегаты приносят огромную пользу и сейчас очень сложно без них обойтись, они требуются практически везде.
1.
Что называется масштабом? Масштабы, применяемые при выполнении чертежей в машиностроении.
Масштаб показывает, во сколько раз каждая линия, нанесенная на чертёж, меньше или больше её действительных размеров. Есть три вида масштаба: численный, именованный, графический.
Масштабы могут быть представлены численно или графически.
Численный масштаб записывают в виде дроби, в числителе которой стоит единица, а в знаменателе — степень уменьшения проекции. Например, масштаб 1:5 000 показывает, что 1 см на плане соответствует 5 000 см (50 м) на местности.
Более крупным является тот масштаб, у которого знаменатель меньше. Например, масштаб 1:1 000 крупнее, чем масштаб 1:25 000.
Графические масштабы подразделяются на линейные и поперечные. Линейный масштаб — это графический масштаб в виде масштабной линейки, разделённой на равные части. Поперечный масштаб — это графический масштаб в виде номограммы, построение которой основано на пропорциональности отрезков параллельных прямых, пересекающих стороны угла. Поперечный масштаб применяют для более точных измерений длин линий на планах.
При выполнении чертежей в зависимости от их назначения, сложности форм предметов и сооружений, их размеров применяют следующие числовые масштабы, установленные ГОСТ 2.302-68.
Масштаб 1:2; 1:2,5- 1:4; 1:5; 1:10; 1:15; 1:20; и т.д
уменьшения
Масштаб 2:1; 2,5:1; 4:1; 5:1; 10:1; 15:1; 20:1; и т.д.
увеличения
Натуральная величина 1:1 . Предпочтителен натуральный масштаб (М 1:1).Не предусмотренные стандартом масштабы не применяют.
Читать также: Золото в радиодеталях список
B машиностроении предпочтителен натуральный масштаб.
2.
Основные узлы и механизмы круглошлифовального станка, их назначение и устройство.
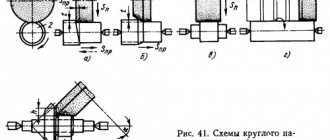
Круглошлифовальные станки предназначены для наружного шлифования цилиндрических, конических или торцовых поверхностей тел вращения. Детали при обработке устанавливаются в центрах или закрепляются в патроне. Один центр находится в отверстии шпинделя передней бабки, а другой — в задней бабке. Поджим детали задним центром производится пружиной. Для обработки на центровых станках необходимо вращение шпинделя круга, вращение обрабатываемой детали, непрерывная или периодическая подача на глубину, продольное перемещение стола. При автоматизации цикла обработки дополнительно требуется быстрый подвод и отвод шлифовальной бабки и отвод пиноли задней бабки.
Круглошлифовальный станок состоит из следующих основных узлов:
· механизма для ручного перемещения стола,
· механизма для поперечной подачи,
· кожуха для шлифовального круга
· устройства для правки круга.
Станина
служит для установки узлов и механизмов станка, а также органов управления. Внутренние полости станины иногда используются для размещения гидропривода, гидроагрегатов и в качестве резервуара для масла. На верхней поверхности станины находятся тщательно обработанные
направляющие
, по которым передвигается стол. Движение стола возвратно-поступательное. Оно осуществляется гидравлической системой станка. Изменение направления движения стола (реверсирование) производится поворотом рычага, с помощью упора.
На столе станка установлена передняя бабка
, от которой передается вращение детали с требуемой скоростью. Помимо продольных направляющих, на станине имеются и поперечные направляющие для установки и перемещения шлифовальной бабки.
Шлифовальная бабка
осуществляет главное рабочее движение, т. е. вращение шпинделя с кругом. Шпиндель шлифовальной бабки приводится в движение от отдельного электродвигателя через клиноременную передачу. Передняя бабка вращает деталь во время обработки, т. е. с требуемой скоростью осуществляет круговую подачу.
Задняя бабка
поддерживает правый конец детали при обработке в центрах.
На продольных направляющих передней части станины установлен нижний стол, на котором закреплен поворотный верхний стол. При обработке конусов верхний стол может быть повернут на требуемый угол и закреплен в нужном положении прижимами.
На правом прижиме имеется шкала и индикаторное устройство для отсчета угла поворота верхнего стола. Ручное перемещение нижнего стола по направляющим станины производится вращением маховика специального механизма, зубчатое колесо которого сцепляется с рейкой, закрепленной на нижнем столе.
3.
Приёмы шлифования гладких цилиндрических деталей с буртиками
4.
Измерение деталей микрометром и индикатором.
При измерениях микрометром
, деталь помещают между пяткой и микрометрическим винтом; затем поворачивают барабан с таким расчетом, чтобы микрометрический винт приблизился к детали, но не касался ее; дальнейшее продвижение микрометрического винта осуществляется поворотом трещотки до тех пор, пока не послышится характерное потрескивание, показывающее, что микрометрический винт достаточно плотно прижат к поверхности детали; тогда его застопоривают и читают получившееся значение размера.
Отсчет размера по микрометру производится так: определяют количество видимых под риской делений шкалы стебля и полученное число делений умножают на 1мм затем смотрят, не видно ли штриха над риской правее последнего нижнего штриха; если такой штрих виден, то это означает, что к полученному числу надо еще прибавить 0,5мм. Далее определяют, какой штрих на коническом скосе барабана совпадает с горизонтальной линией шкалы стебля; полученная цифра является количеством сотых долей миллиметра, которое прибавляют к ранее полученному числу миллиметров.
Индикаторы
предназначаются для относительного или сравнительного измерения и проверки отклонений от формы, размеров, а также взаимного расположения поверхностей детали. Этими инструментами проверяют горизонтальность и вертикальность положения плоскостей отдельных деталей (столов, станков и т. п.), а также овальность, конусность валов, цилиндров и др.
Кроме того, индикаторы применяются для проверки биения зубчатых колес, шкивов, шпинделей и других вращающихся деталей.
Измерительное давление осуществляется устройством с пружиной, а устранение мертвого хода в углах механизма – пружиной, которая все время стремится переместить шестерни в одно и то же положение.
На лицевой стороне индикатора имеется циферблат с круговой шкалой, разделенной на 100 частей. Полный оборот большой стрелки по этой шкале соответствует 1 мм вертикального перемещения стержня, а поворот стрелки на одно деление соответствует перемещению стержня на 0,01 мм. Перемещение стержня на целые миллиметры отмечается стрелкой по другой шкале, находящейся на дополнительном циферблате.
На ноль индикатор устанавливают поворотом обода циферблата или головки измерительного стержня (при неподвижном циферблате).
При измерении индикатор устанавливают на передвижной штанге, которая закрепляется на стойке. Стойка соединена с призмой и закрепляется гайкой. Такое устройство дает возможность устанавливать индикатор в любой точке измеряемой детали.
При измерении измерительную поверхность шарика прижимают к проверяемой поверхности и, перемещая деталь или индикатор, определяют отклонение по шкале.
5.
Первая помощь при поражении электрическим током.
· Обеспечить свою безопасность. Надеть сухие перчатки (резиновые, шерстяные, кожаные и т.п.), резиновые сапоги. По возможности отключить источник тока. При подходе к пострадавшему по земле идти мелкими, не более 10 см, шагами.
· Сбросить с пострадавшего провод сухим токонепроводящим предметом (палка, пластик). Оттащить пострадавшего за одежду не менее чем на 10 метров от места касания проводом земли или от оборудования, находящегося под напряжением.
· Определить наличие пульса на сонной артерии, реакции зрачков на свет, самостоятельного дыхания.
· При отсутствии признаков жизни провести сердечно-легочную реанимацию.
· При восстановлении самостоятельного дыхания и сердцебиения придать пострадавшему устойчивое боковое положение.
· Если пострадавший пришел в сознание, укрыть и согреть его. Следить за его состоянием до прибытия медицинского персонала, поскольку, может наступить повторная остановка сердца.
Схема электрическая принципиальная станка 3Б161
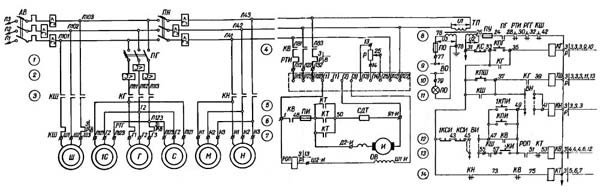
Электрическая схема круглошлифовального станка 3Б161
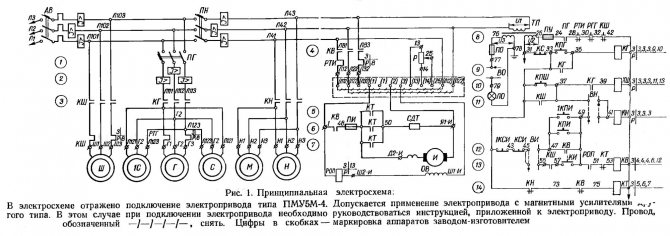
Станки оборудованы семью электроприводами: шлифовального круга, насоса гидравлики, насоса охлаждения, насоса смазки подшипников шпинделя шлифовальной бабки, насоса смазки направляющих станины, магнитного сепаратора и изделия.
Все электроприводы, кроме привода изделия, имеют асинхронные электродвигатели трехфазного тока с короткозамкнутым ротором. Электропривод изделия имеет электродвигатель постоянного тока с параллельной обмоткой возбуждения, который получает питание от блока магнитных усилителей и выпрямителей.
Скорость электродвигателя привода изделия можно бесступенчато регулировать в пределах от 250 до 2500 об/мин.
В станках предусмотрено местное освещение от пониженного напряжения 36 В.
Для цепей управления предусмотрено напряжение 127 В.
Цепи местного освещения и управления получают питание через понижающий трансформатор.
Станки выпускаются для питания от трехфазной сети переменного тока напряжением 380 В, 50 Гц.
По согласованию с заводом-изготовителем станки могут быть изготовлены и на другие напряжения питания, местного освещения и цепи управления.
Станция управления прикреплена к станине станка.
Описание электрической принципиальной схемы станка 3Б161
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
Защита электрооборудования
Защита электрооборудования станка от коротких замыканий осуществляется автоматическими выключателями АВ, ПГ, ПН и плавкими вставками предохранителей ПИ, ПУ, ПО, а защита электродвигателей Ш, Г, И от перегрузки — тепловыми реле РТШ, РТГ, РТИ.
Тепловые реле имеют ручной возврат.
Защита электродвигателя И от разноса при обрыве поля обеспечивается реле РОП.
Описание принципиальной схемы
Для пуска станка необходимо включить автоматический выключатель АВ (рис. 1) и воздействовать на кнопку КПГ. При этом произойдет включение электродвигателей насосов: гидравлики Г, смазки подшипников шпинделя шлифовальной бабки С, смазки направляющих станины 1С.
Убедившись в наличии циркуляции масла в двух прозрачных колпачках, расположенных на крышке корпуса шлифовальной бабки, воздействием на кнопку КПШ включаем электродвигатель шлифовального круга Ш.
Включение и выключение электродвигателя изделия И может быть осуществлено либо вручную при воздействии соответственно на кнопки КПИ (1КПИ), КСИ (1КСИ), либо автоматически при быстром подводе (включение) и отводе (отключение) шлифовальной бабки.
В первом случае выключатель ВИ должен быть установлен в положение, при котором замкнуты контакты 45—47, во втором случае — в положение, при котором замкнуты контакты 45—55.
Включение и отключение электродвигателя изделия при подводе и отводе шлифовальной бабки происходит в результате того, что микропереключатель КИ соответственно нажимается и освобождается.
Остановка электродвигателя И изделия происходит в режиме динамического торможения.
Включение и отключение электродвигателя Н насоса охлаждения при шлифовании происходит одновременно с электродвигателем изделия Я, при правке — одновременно с электродвигателем шлифовального круга Ш.
Это достигается с помощью переключателя ВН, который при шлифовании установлен в положение «шлифование»—замкнуты контакты 41—49, а при правке — в положение «правка» замкнуты контакты 37—41.
Отключение всех электродвигателей производится воздействием на кнопку КС.
Включение и отключение местного освещения производится выключателем ВО.
Монтажная схема представлена на рис. 2, схема размещения электрооборудования на станке — на рис. 3, символические изображения на пультах управления — на рис. 4, а схема трассы зануления на рис. 5.
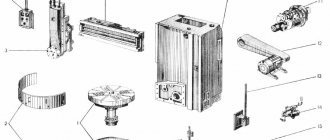
Размещение электрооборудования на станке 3Б161
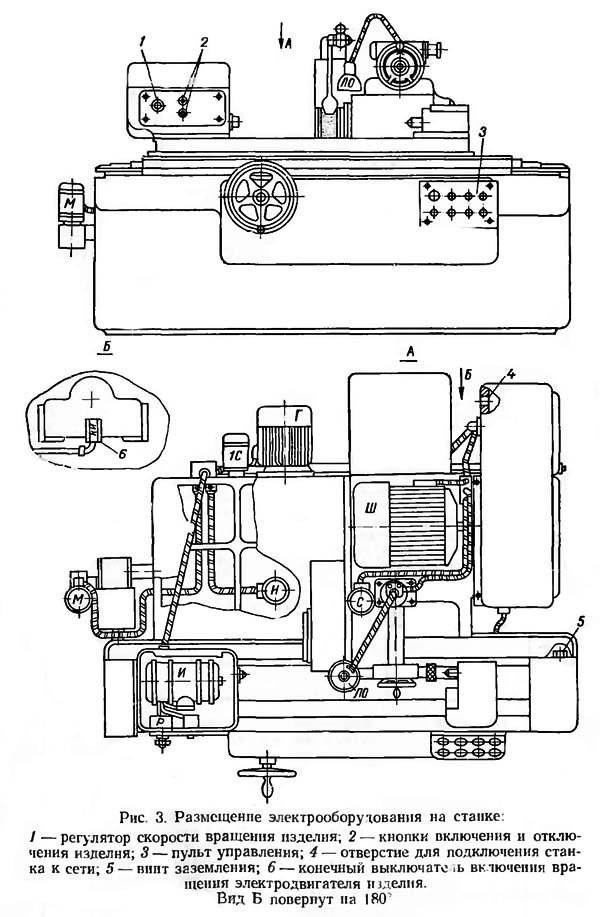
Размещение электрооборудования на станке 3Б161
- регулятор скорости вращения изделия
- кнопки включения и отключения двигателя вращения изделия
- пульт управления станком
- отверстие для подключения станка к сети
- винт заземления
- конечный выключатель включения вращения электродвигателя вращения изделия
Технические характеристики станков 3Б161
| Наименование параметра | 3Б151 | 3Б161 | 3А151 | 3А161 |
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 280 | 200 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 700 | 1000 | 700 | 1000 |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 | 60 | 60 |
| Наибольший диаметр шлифования без люнета, мм | 180 | 250 | 180 | 250 |
| Наименьший диаметр шлифования, мм | ||||
| Наибольшая длина шлифования, мм | 630 | 900 | 630 | 900 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 110 | 150 | 110 | 150 |
| Наибольшая масса обрабатываемого изделия, кг | 30 | 40 | 30 | 40 |
| Рабочий стол станка | ||||
| Наибольшая длина перемещения стола, мм | 650 | 920 | 650 | 920 |
| Ручное ускоренное перемещения стола за один оборот маховика, мм | 22,6 | 22,6 | 22,6 | 22,6 |
| Ручное замедленное перемещения стола за один оборот маховика, мм | 5,3 | 5,3 | 5,3 | 5,3 |
| Наименьший ход стола от гидросистемы при переключении упорами, мм | 8 | 8 | 8 | 8 |
| Скорость перемещения стола от гидросистемы (бесступенчатое регулирование), м/мин | 100..6000 | 100..6000 | 100..6000 | 100..6000 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3° | 3° | 3° | 3° |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10° | 8° | 10° | 8° |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ | 0°20′ | 0°20′ | 0°20′ |
| Конусность, мм/м | 10 | 10 | 10 | 10 |
| Шлифовальная бабка | ||||
| Наибольший/ наименьший диаметр шлифовального круга, мм | 600..450 | 600..450 | 600..450 | 600..450 |
| Наибольшая ширина (высота) шлифовального круга, мм | 63 | 63 | 63 | 63 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1112, 1272 | 1112, 1272 | 1112, 1272 | 1112, 1272 |
| Скорость резания шлифовального круга, м/с | ||||
| Наибольшее перемещение шлифовальной бабки по винту, мм | 200 | 200 | 200 | 200 |
| Величина быстрого подвода шлифовальной бабки от гидравлики, мм | 50 | 50 | 50 | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 | 2 | 2 | 2 |
| Периодическая подача шлифовальной бабки на диметр изделия от храпового механизма (при реверсе справа, слева, при каждом реверсе), мм | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 | 0,005..0,06 |
| Периодическая подача шлифовальной бабки на диметр изделия от механизма врезания (при реверсе справа, слева, при каждом реверсе), мм | — | — | 0,005..0,032 | 0,005..0,032 |
| Непрерывная подача для врезного шлифования скорость, мм/мин | — | — | 0,1..2 | 0,1..2 |
| Непрерывная подача для врезного шлифования, мм на оборот изделия | — | — | 0,0005—0,01 | 0,0005—0,01 |
| Цена деления лимба поперечной подачи на диаметр изделия, мм | 0,005 | 0,005 | 0,005 | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 1 | 1 | 1 | 1 |
| Передняя бабка | ||||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 63..400 | 63..400 | 63..400 | 63..400 |
| Задняя бабка | ||||
| Величина отвода пиноли задней бабки от руки, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Величина отвода пиноли задней бабки от гидросистемы, мм | 35±2 | 35±2 | 35±2 | 35±2 |
| Привод и электрооборудование станка | ||||
| Количество электродвигателей на станке | 7 | 7 | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки (Ш), кВт | 7,5 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода изделия (И), кВт | 0,76 | 0,76 | 0,76 | 0,76 |
| Электродвигатель насоса гидросистемы (Г), кВт | 1,5 | 1,5 | 1,5 | 1,5 |
| Электродвигатель насоса системы смазки подшипников шпинделя (С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы смазки направляющих стола (1С), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Электродвигатель насоса системы охлаждения (Н), кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Электродвигатель магнитного сепаратора (М), кВт | 0,08 | 0,08 | 0,08 | 0,08 |
| Габаритные размеры и масса станка | ||||
| Габаритные размеры станка (длина х ширина х высота), мм | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 | 3100 х 2100 х 1500 | 4100 х 2100 х 1560 |
| Масса станка с электрооборудованием и охлаждением, кг | 4200 | 4500 | 4200 | 4500 |
- Круглошлифовальные станки 3А151, 3А161, 3Б151, 3Б161. Руководство по уходу и обслуживанию, 1972
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Заводы производители заточных и шлифовальных станков в России
- Справочник шлифовальных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станок круглошлифовальный 3Б161
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре +7 (846) 201-07-64 в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер
stanok-kpo.ru