Стандартизация изделий
Различие здесь обусловлено разными типами ГОСТов, где ВГП-трубы регламентируются государственным стандартом №3262-75, а второй вариант №10705-80 и №10704-91. Именно благодаря этим указаниям, в документах относительно товарной единицы уже можно найти назначение изделия.
Более того, каждый такой сборник требований позволяет сделать изделие качественнее, а срок службы хозяину дольше.

Характеристики электросварного трубопроката по ГОСТ 10706-76
- Масса (1 м): не более 500 кг.
- Наружный диаметр: от 530 до 1420 мм.
- Толщина стенки: от 7 до 16 мм.
Вес трубопроката зависит от его сечения. Продукт имеет 1-2 сварных швов. Размеры, предельные отклонения соответствуют ГОСТ 10704.

Заключение
Самыми главными отличиями являются способ изготовления и область применения. Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.
Электросварная продукция уступает бесшовной из-за наличия продольного шва, по которому могут происходить протечки. Осуществлять монтаж таких труб нужно швами от стен, чтобы в случае протечки была возможность заварить свищ. Однако, это зависит от уровня производства и качества самого металла. К электросварной продукции выдвигаются повышенные требования качества металла, а современные способы сварки позволяют повысить долговечность продукции при сохранении универсальности, поэтому риски минимальны.Также из минусов можно выделить то, что гнуть электросварные трубы сложнее, швы могут дать трещину и делают поверхность более уязвимой к коррозии.
Срок службы бесшовного изделия будет немного выше при равных прочих условиях. Но производство электросварных труб дешевле и проще. У технологии меньше ограничений, в частности, по размеру. Максимальный размер бесшовного изделия меньше. Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.
Выбор напрямую зависит от применения трубной продукции и условий эксплуатации. Под большинство бытовых нужд подойдет более экономный вариант — электросварная труба с достаточными характеристиками прочности. Продукт должен соответствовать ГОСТ. Если преобладают более жесткие условия и агрессивные среды с высоким давлением, то следует выбрать бесшовный вариант.
Габариты и технические характеристики
Основное сходство между трубами здесь одно и заключается оно в наружном диаметре. Остальные компоненты у ВГП и ЭСВ-труб полностью различные, вплоть до диаметра проходного отверстия.
Сортамент ВГП-изделий сильно ограничен и в основном товарные единицы представлены толщиной от 2 до 5,5 миллиметров, а наружный диаметр до 165 мм. В то же время электросварные трубы могут предоставить до 1420 миллиметров в диаметре – им крайне важно выдерживать мощнейшее давление относительно себя.
Область применения труб электросварного типа
Качеством, за которое особенно ценится труба электросварная, является исключительная универсальность ее применения. Это в первую очередь касается изделий круглого сечения, которые успешно используются промышленными предприятиями и строительными организациями, а также при монтаже трубопроводов, производстве мебели и создании интерьеров современных жилых и коммерческих помещений. Кроме того, электросварная труба часто применяется в качестве расходного материала для производства различных изделий.
О том, насколько широко распространены трубы подобного типа, можно судить по тому, что они встречаются практически повсеместно: ограждения зданий и территорий, перила лестниц, навесы, козырьки и остановки общественного транспорта, уличные скамейки и др. О высоком качестве, которым обладают трубы стальные электросварные прямошовные, свидетельствует и тот факт, что их успешно используют для монтажа трубопроводов, по которым транспортируются химически агрессивные жидкости и среды, нагретые до высокой температуры.
Производство, материалы и способ сборки
Хотя поначалу и кажется, что оба типа оборудования изготавливаются по одинаковому принципу с одними и теми же материалами, а именно углеродистой сталью, но для водогазопроводных труб лучше всего подойдут разновидности с аббревиатурами СП, ПС, КП и так далее. ЭС же вариации задействуют твёрдые сорта стали, устойчивые даже к максимальному механическому воздействию.
По технологии изготовления изделия схожи – ВГП-трубы формируются из листового металла посредством сварки, с добавлением усиленного сварного шва. Аналогичная методика работает и с электросварными конструкциями.
Технология производства
Технологический процесс, по которому изготавливают трубы электросварного типа, состоит из целого ряда операций. Он достаточно сложный, трудоемкий и занимает много времени. Чтобы труба электросварная приобрела свой законченный вид, ее сворачивают из полосы легированной стали (штрипс), которая была предварительно изготовлена способом холодной или горячей деформации.
Для изготовления качественных и надежных труб разного диаметра преимущественно применяется радиочастотная сварка, позволяющая, ко всему прочему, выполнять процесс соединения металла с достаточно большой скоростью. При таком методе сварки через предварительно свернутую заготовку пропускают токи высокого напряжения, которые и способствуют быстрому разогреванию ее кромок. Для того чтобы на месте разогретых и расплавленных кромок заготовки сформировался надежный сварной шов, их прижимают друг к другу под большим давлением. С целью получения из стальной полосы (штрипса) заготовки для электросварной трубы требуемого диаметра применяются специальные обжимные станы.
Данная технология, по которой на специализированных предприятиях изготавливают трубы стальные электросварные прямошовные и спиралешовные, позволяет не только получать на выходе качественную и надежную продукцию, но и обеспечивать ей привлекательный внешний вид (сварной шов на таких изделиях почти незаметен).
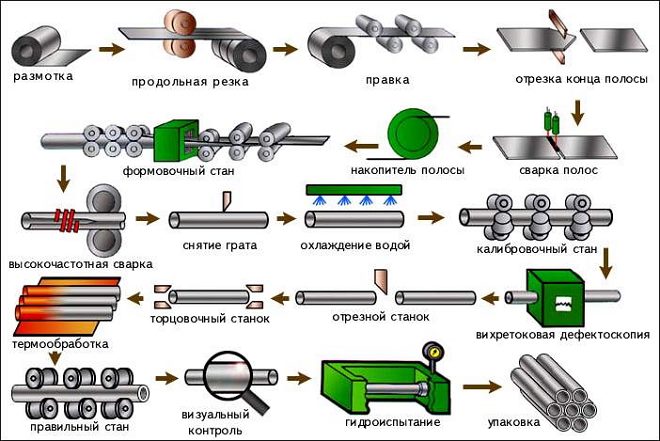
Технологический процесс производства сварных труб
Плюсы и минусы изделий
Для больше понимания представим плюсы и минусы в виде списков. Итак, преимущества ВГП-конструкций в следующем:
- Защита от биологических и химических раздражителей;
- Повышенная прочность;
- Легкость.
Из недостатков можно отметить разве что повышенную пропускную способность металла к электричеству.

ЭС-трубы здесь проигрывают по всем параметрам:
- Восприимчивость к коррозии.
- Пониженная прочность.
- Узконаправленная специализация – при задействовании таких труб в неподходящем месте они быстро приходят в негодность.
Но даже так данные изделия имеют повышенную устойчивость к механическим воздействиям и химически инертны, а потому при должном подходе смогут прослужить хозяину долгие десятилетия.
Преимущества и недостатки
Все технологические сложности, затраты при производстве прямо- и спиралешовных типов продукции несравнимы с усилиями, которые затрачиваются на производство бесшовных. Отсюда главное достоинство электросварных изделий — стоимость.
Другое несомненное достоинство — в большом диаметре, который может даже в 100 и более раз превышать толщину стенок. Это позволяет сделать ее более легкой, удобной при транспортировке.
Технология изготовления прямошовных труб позволяет создавать как круглые, так и профильные виды продукции (прямоугольные, квадратные).
Некоторые недостатки все же присутствуют — согласно нормам ГОСТов, сварные трубы способны выдержать давление значительно меньшее, чем бесшовные. Также они не поддаются изгибанию, а потому, если необходимо изменить направление водо- или газопровода, выполненного из них, не обойтись без фитингов.
Отличия бесшовной трубы от электросварной
Бесшовная труба
— цельная конструкция из металла без типов соединений. Существует несколько способов изготовления таких конструкций:
Продукт имеет повышенную прочность, из-за чего его чаще используют в сложных конструкциях под воздействием разных сред. Продукция без сварного шва делится на 2 класса:

И те, и другие изделия изготавливаются из одинаковых марок сталей. Разница в том, что холодная прокатка помогает добиться лучшего качества поверхности металла, а также точности в параметрах геометрии. Горячекатаная сталь обладает более высокой производительностью, и цена конечного продукта будет ниже.
Из-за высокой надежности изделий без шва, цельный металлопрокат может использоваться в сложных сферах и отраслях по строительству машин. В частности, горячекатаные трубы используются в промышленных сферах. Этот вид проката используют, когда нагрузки на изделие сильно превышают допустимый уровень для сварного типа.
Электросварная труба
— образец с одним швом, проходящим по всей длине, выполненный из листового проката или штрипсов посредством формовки или сварки.
Металлопрокат делится на 4 вида:
- прямошовный;
- спиралешовный;
- водогазопроводный;
- профильный.
1. Прямошовный тип производится из металлических полос, сваренных противоположными концами, и формируется электродуговой или высокочастотной сваркой.
2. Спиралешовный тип большого диаметра изготавливается электродуговой сваркой под слоем флюса.
3. При производстве водогазопроводных электросварных трубных образцов в качестве сырья используется углеродистая сталь.
4. Профильный прокат электросварного метода изготавливается при помощи различных металлов или сплавов, а также полимерных материалов.
Способ изготовления электросварного трубопроката — горячекатаный или холоднокатаный.
Данный вид получил широкую область применения: строительство, изготовление мебели, ограждений, автомобилей, изготовление нефте-, газопроводов, трубопроводов, другие хозяйственные/промышленные сферы.
Зачем нужны электросварные трубы
Сварные трубы универсальны в своём применении. Трубопроводы из стальных электросварных труб встречаются почти в каждой сфере промышленности, где в той или иной степени необходимо перемещение жидкостей или газов: в нефтяной промышленности, при создании магистралей отопления или водоснабжения, газотранспортных систем любой пропускной способности и т.д.
Кроме применения непосредственно в промышленности, такие трубы применяют в качестве вспомогательного материла. Например, при постройке заборов или изгородей, ограждений и барьеров.

Отдельно следует отметить использование сварных труб при выпуске спортивных тренажёров. Ведь именно использование качественной профильной или круглого сечения продукции дало возможность создавать безопасные стойки, скамьи и тренажёры, способные с запасом выдержать большой вес, а значит, обеспечивающие сохранность здоровья спортсмена даже при неудержании отягощения или возникновении ударной нагрузки.
Классификация
Указанные изделия можно разделять по нескольким признакам, в частности, по наличию или отсутствию на трубе сварного шва.
Преимущества электросварных труб без шва (бесшовных):
- могут работать в условиях с большим давлением, чем аналоги;
- пригодны для транспортировки химически активных, агрессивных, ядовитых жидкостей или газов (при условии правильного подбора сечения и внутреннего покрытия изделия);
- характеризуются более долгим сроком эксплуатации (при соблюдении необходимых условий);
- проще в изготовлении (не требуют операций раскатки и последующей сварки).

По способу производства бесшовная труба может быть:
- горячедеформированной (катаной или прессованной);
- холоднодеформированной (тепло- или холоднотянутой, тепло- или холоднокатаной).
Часто, однако, необходимо наличие у трубы рёбер жёсткости, обеспечивающих необходимую для строительства прочность. В этом случае используются профильные трубы со швом.
По виду шва такая продукция делится на:
- сварные прямошовные трубы – шов выполняется сплошной прямой линией (параллельной сваркой);
- спиралешовные трубы – сварка называется винтовой и проходит по спирали, охватывая всё изделие.
Проще в изготовлении, универсальнее и дешевле электросварные прямошовные трубы, получившие наибольшее распространение. Кроме того, прямошовные трубы представлены на рынке в любых размерах, а аналогичные изделия со спиральным швом – только больших сечений (прочитайте: «Стальные электросварные прямошовные трубы – нормы и стандарты, сфера использования»).
Прямошовные трубы по способу изготовления делятся на:
- горячедеформированные – выпускаются с более толстыми стенками, из-за чего подходят не для каждой технологической схемы, стоят дороже;
- холоднодеформированные – проще в изготовлении, поэтому стоят дешевле, наиболее ходовой товар.
Трубы ВГП и ЭСВ — какие лучше
Однозначно ответить на этот вопрос не представляется возможным. Все зависит от конечной цели и назначения изделий. Если монтировать водопровод, то идеальный вариант – оцинкованные ВГП трубы. Они смогут обеспечить нормальное качество водопроводной воды, поскольку такие трубы прослужат долго и надежно. Но трубы ВГП всегда стоят на порядок дороже, а значит, для их применения понадобятся финансовые затраты.
Электросварные трубы больше подходят для «сухих» коммуникаций и прочих сооружений. Такие трубопроводы дешевле по стоимости. Важно, чтобы при эксплуатации таких труб было меньше влаги, которая разрушительно действует на стенки. Чтобы не ошибиться с выбором, лучше обратиться к нашим специалистам, которые помогут подобрать материал, а также полностью рассчитают необходимые объемы.
Материалы для изготовления
Сварной трубопрокат делается из листовой стали толщиной до 5 см или ленты свернутой рулонами. Для изготовления производителями используется углеродистое или низколегированное железо. В зависимости от процентного содержания углерода сталь подразделяется на низко, средне и высокоуглеродистые сорта. Чем его больше, тем прочнее металл. Однако при отрицательных температурах высокоуглеродистая сталь становится хрупкой, что ограничивает область применения.
У низколегированного металла, содержащего не больше 2,5% легирующих добавок, высокая прочность сохраняется в широком диапазоне температур. Это дает возможность снизить вес за счет уменьшения толщины стенок. Такие сварные трубы дороже, чем из простой стали. Однако за счет уменьшенного износа и повышенной стойкости к коррозии увеличивается срок эксплуатации. Поэтому расходы окупаются с лихвой. Сварные трубы из нержавейки делают из холоднокатаной (толщина 0,4 — 5 мм) или горячекатаной (2 — 50 мм) листовой стали.
Виды стальных труб и их обозначения
Стальные трубы – это полые (пустотелые) цилиндрические или профильные изделия, имеющие большую по сравнению с сечением длину, при относительно небольшой массе трубы обладают большим моментом сопротивления изгибу и скручиванию. Металлические трубы из стали изготавливают преимущественно круглого сечения, а так же квадратного, прямоугольного, овального и др. По способу производства трубы делятся на :
- Бесшовная стальная труба – стальная труба, не имеющая сварного шва или другого соединения, изготовленная одним из способов ковки, прокатки, волочения или прессования.
- Горячедеформированная бесшовная стальная труба –стальная труба, деформированная при температуре выше температуры рекристаллизации*. *напряжения текучести и уровень деформационного упрочнения уменьшаются с увеличением температуры, поэтому для деформации требуется силы меньше, чем при холодной обработке
- Холоднодеформированная бесшовная стальная труба – стальная труба, заданный размер которой получен способом холодной деформации.
- Электросварная стальная труба – труба, изготовленная из штрипсов** или листового проката путем формовки и электросварки. ** полоса, более узкое, чем лист катаное изделие некоторой максимальной толщины и ширины, зависящих от типа металла
. - Прямошовная электросварная стальная труба – труба, изготовленная путем сварки прямого стыка, параллельного оси трубы.
- Спиралешовная электросварная стальная труба – труба, изготовленная из штрипсов или листового проката путем формовки по спирали и непрерывной сварки стыка спиральным швом.
Стальные трубы делят на шесть классов:
Трубы 1-2 классов изготавливаются из углеродистых сталей.
Трубы 1-го класса. Так называемые стандартные и газовые, используют в тех случаях, когда не предъявляются специальные требования, например при сооружении строительных лесов. Ограждений, опор для прокладки кабелей, ирригационных систем. А так же для локализованного распределения и подачи газообразных и жидких веществ.
Трубы 2-го класса применяют в магистральных трубопроводах высокого и низкого давления для подачи газа. Нефти и воды, нефтехимических продуктов, топлива и твердых тел.
Трубы 3-го класса используют в системах, работающих под давлением и в условиях высоких температур, ядерной технике, в трубопроводах нефтяного крекинга, в печах, котлах и т.п.
Трубы 4-го класса предназначены для разведки и эксплуатации нефтяных месторождений, их применяют как бурильные, обсадные и вспомогательные.
Трубы 5-го класса – конструкционные, используются в производстве транспортного оборудования (автостроении, вагоностроении и т.д.), в стальных конструкциях (мостовые краны, мачты, буровые вышки, опоры), как элементы мебели и т.д.
Трубы 6-го класса применяются в машиностроении для изготовления цилиндров и поршней насосов, колец подшипников, валов и других деталей машин, резервуаров, работающих под давлением. Различают трубы малого наружного диаметра (до 114 мм), среднего (114-480 мм) и большого (480-2500 мм и больше).
С целью улучшения структуры и свойств материала трубы некоторых видов подвергают термической обработке для предохранения от коррозии и действия абразивов, покрывают неметаллическими материалами (пластмассами, цементом, битумом, краской и др.), изнутри и снаружи футеруют*** базальтовыми, резиновыми, стеклянными и т.п. вкладышами.
*** футеровка – покрытие специальными материалами при повышенной т-ре
Массу 1м труб вычисляют по формуле:М=0,02466хS(Дн-S)
Где: Дн – наружный диаметр, мм; S – толщина стенки, мм; Плотность стали принята равной 7,850 г/см3.
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ПРЯМОШОВНЫЕ
Трубы стальные электросварные прямошовные по ГОСТу 10704-91 (сортамент)
Трубы стальные электросварные прямошовные изготавливаются различного диаметра от 8 мм до 530 мм и толщины стенки до 10 мм включительно, из углеродистой стали. Область применения: трубопроводы и конструкции различного назначения.
Трубы стальные электросварные по ГОСТу 10705-80для труб диаметром до 530 мм (технические условия)
В зависимости от показателей качества трубы изготовляют следующих групп: А — с нормированием механических свойств из стали по ГОСТу 380-94 (категорий1-3); Б — с нормированием химического состава из стали по ГОСТу 380-94, ГОСТу 1050-87, ГОСТу 9045-87; В — с нормированием механических свойств и химического состава по ГОСТам 380; 1050 и 9045 для труб диаметром 50 мм. Д — с нормированием испытательного гидравлического давления.
По длине трубы изготовляют: немерной длины: при диаметре до 30 мм—не менее 2 м; при диаметре св.30 до 70 мм — не менее 3 м: при диаметре св.70 до 152 мм — не менее 4 м; менее 4м; при диаметре св.152 мм — не менее 5 м.
По требованию потребителя трубы групп А и В диаметром свыше 152 мм изготовляют длиной не менее 10 м; Трубы диаметром свыше 426 мм изготовляют только немерной длины. По согласованию изготовителя с потребителем трубы диаметром свыше 70 до 219 мм допускается изготовлять от 6 до 12 м; Трубы мерной и кратной длины изготовляют двух классов точности по длине: I — с обрезкой концов и снятием заусенцев; II — без заторцовки и снятия заусенцев (с порезкой в линии стана). Предельные отклонения по длине мерных труб: До 6 м для I класса- +10 мм; для II класса +50 мм; Св. 6м для I класса +15 мм; для II класса +70 мм; Предельные отклонения по общей длине кратных труб не должно превышать: +15 мм — для труб I класса точности; +100 мм — для труб II класса точности; Предельные отклонения по толщине стенки должны соответствовать: +/-10% — при диаметре труб до 152 мм; Согласно ГОСТ 19903 при диаметре труб свыше 152 мм (для максимальной ширины листа нормальной точности, из которого изготавливают трубы) кривизна труб, изготовленных по ГОСТ 10705, не должна превышать 1,5 мм на 1 м длины. На поверхности труб не допускаются трещины, закаты и риски. Рябизна, забоины, вмятины, мелкие риски, слой окалины и следы зачистки допускаются при условии, если они не выводят толщину стенки и диаметр трубы за предельные отклонения. Допускается смещение кромок до 10% от номинальной толщины стенки. Поверхность труб, термически обработанных в защитной атмосфере, не должна иметь окалины. Допускается наличие окисной пленки. Допускается заварка отдельных выявленных непроваров шва с последующей зачисткой этих мест и повторным гидравлическим испытанием труб или контролем неразрушающими методами. На трубах диаметром 57 мм и более допускается один поперечный шов.
Трубы стальные электросварные по ГОСТу 10706-80
для труб диаметром от 530 до 1420 мм (Технические условия)
Настоящий стандарт распространяется на прямошовные электросварные трубы общего назначения диаметром 530—1420 мм. Стандарт соответствует СТ СЭВ 489—77 и устанавливает более жесткие требования к ударной вязкости основного металла, количеству поперечных швов, усилению внутреннего шва, к фаске на конце трубы. В зависимости от показателей качества трубы изготовляют следующих групп: А — по механическим свойствам из углеродистой стали марок Ст2, Ст3 (всех степеней раскисления) по ГОСТ 380—94, категории 1 по ГОСТ 14637—89; Б — по химическому составу из углеродистой стали марок Ст2, Ст3, (всех степеней раскисления) с химическим составом по ГОСТ 380—94 и ГОСТ 14637—89; В — по химическому составу и механическим свойствам из углеродистой стали марок Ст2 (всех степеней раскисления) по ГОСТ 380—94, категории 2 по ГОСТ 14637—89, Ст3кп по ГОСТ 380—94, категории 2 и 3 по ГОСТ 14637—89, Ст3пс, Ст3сп по ГОСТ 380—94, категорий 2, 3, 4 и 5 по ГОСТ 14637—89, а также из низколегированной стали, углеродный эквивалент которой не превышает 0,48 %; Д — без нормирования механических свойств и химического состава, но с нормированием гидравлического испытательного давления.
| Группа | Нормируемые показатели качества | ||
| Химический состав | Механические свойства | Гидравлическое испытание | |
| А | ¾ | + | + |
| Б | + | — | + |
| В | + | + | + |
| Д | — | — | + |
Примечание. Знак “+” означает, что показатель нормируется, знак “—” означает, что показатель не нормируется. При изготовлении труб по ГОСТ 10706 теоретическая масса увеличивается на 1% за счет усиления шва. Общая кривизна труб, изготовленных по ГОСТ 10706, не должна превышать 0,2% от длины трубы. Кривизна на 1 м длины таких труб не определяется. Выпускают термически обработанные трубы (по всему объему трубы или сварному соединению) и трубы без термической обработки.
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВГОСТ 20295-85
Настоящий стандарт распространяется на стальные сварные прямошовные и спиралешовные трубы диаметром 159-820 мм, применяемые для сооружения магистральных газонефтепроводов, нефтепродуктов. Технологических и промысловых трубопроводов. Трубы изготовляют трех типов:
— прямошовные диаметром 159-426 мм, изготовленные контактной сваркой токами высокой частоты; — спиралешовные диаметром 159-820 мм, изготовленные электродуговой сваркой; — прямошовные диаметром 530-820 мм, изготовленные электродуговой сваркой.
В зависимости от механических свойств трубы изготавливают следующих классов прочности: К34, К38, К42, К50, К55, К60. Высота усиления всех наружных швов труб должна быть 0,5-2,5 мм – для труб с толщиной стенки менее 10 мм; 0,5-3,0 мм – для труб с толщиной стенки 10 мм и более. Высота усиления внутренних швов должна быть не менее 0,5 мм. На внутреннем шве допускается седловина или отдельные углубления до уровня основного металла. Концы труб должны быть обрезаны под прямым углом, и иметь фаску**** под углом 25-30 градусов. ****фаска – подрезанная угловая кромка, обработанная для того чтобы устранить острый торец
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ СПИРАЛЕШОВНЫЕ ГОСТ 8696-74
(Волжского трубного завода)
1.Трубы стальные электросварные со спиральным швом общего назначения. ГОСТ 8696-74 диаметром от 159 до 2520 мм не распространяется на трубы, предназначенные для магистральных газопроводов и нефтепроводов.
ТРУБЫ СТАЛЬНЫЕ ЭЛЕКТРОСВАРНЫЕ ВОДОГАЗОПРОВОДНЫЕГОСТ 3262-75
К данной группе относятся неоцинкованные и оцинкованные стальные сварные трубы, применяемые для водопроводов и газопроводов, а так же для системы отопления и деталей конструкций. Изготавливаются трубы различного диаметра от 6 до 150 мм и делятся на легкие, обыкновенные и усиленные в зависимости от толщины стенки. При определении массы неоцинкованных труб относительная плотность стали, принята равной 7,85 г/см. Оцинкованные трубы тяжелее неоцинкованных на 3%. Трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления. Трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций. По длине трубы изготовляют от 4 до 12 м: мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм; немерной длины.
| Условный проход | Наружный диаметр | Толщина стенки труб | Масса 1 м труб, кг | ||||
| легких | обыкно- венных | усилен- ных | легких | обыкно- венных | усилен- ных | ||
| 6 | 10,2 | 1,8 | 2,0 | 2,5 | 0,37 | 0,40 | 0,47 |
| 8 | 13,5 | 2,0 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 10 | 17,0 | 2,0 | 2,2 | 2,8 | 0,74 | 0,80 | 0,98 |
| 15 | 21,3 | 2,35 | — | — | 1,10 | — | — |
| 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 20 | 26,8 | 2,35 | — | — | 1,42 | — | — |
| 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,50 | 1,66 | 1,86 |
| 25 | 33,5 | 2,8 | 3,2 | 4,0 | 2,12 | 2,39 | 2,91 |
| 32 | 42,3 | 2,8 | 3,2 | 4,0 | 2,73 | 3,09 | 3,78 |
| 40 | 48,0 | 3,0 | 3,5 | 4,0 | 3,33 | 3,84 | 4,34 |
| 50 | 60,0 | 3,0 | 3,5 | 4,5 | 4,22 | 4,88 | 6,16 |
| 65 | 75,5 | 3,2 | 4,0 | 4,5 | 5,71 | 7,05 | 7,88 |
| 80 | 88,5 | 3,5 | 4,0 | 4,5 | 7,34 | 8,34 | 9,32 |
| 90 | 101,3 | 3,5 | 4,0 | 4,5 | 8,44 | 9,60 | 10,74 |
| 100 | 114,0 | 4,0 | 4,5 | 5,0 | 10,85 | 12,15 | 13,44 |
| 125 | 140,0 | 4,0 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 150 | 165,0 | 4,0 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Трубы должны выдерживать гидравлическое давление: 2,4 МПа (25 кгс/см) — трубы обыкновенные и легкие; 3,1 МПа (32 кгс/см) — трубы усиленные.
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ
ГОСТ 8734-75. (Сортамент)
Настоящий стандарт распространяется на холоднодеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. Диаметры: 5 — 250 мм. Стенки: 0,3 — 24 мм. Применяются в машиностроении, холодильной промышленности, котельных высокого давления, в агрессивных средах, для сооружения трубопроводов, конструкций, деталей машин и др.
По величине отношения наружного диаметра (D) и толщине стенки (S) трубы подразделяются на:
— Особотонкостенные – при D/S более 40 и трубы диаметром 20 мм и менее со стенкой 0,5 мм и менее. — Тонкостенные – при D/S от 12,5 до 40 и трубы диаметром 20 мм и менее со стенкой 1,5 мм — Толстостенные – при D/S от 6 до 12,5 — Особо толстостенные – при D/S менее 6
По длине трубы должны изготовляться:
— немерной длины от 1,5 до 11,5 м; — мерной длины от 4,5 до 9 м с предельными отклонениями по длине + 10 мм; — длины, кратной мерной от 1,5 до 9 м с припуском на каждый рез по 5 мм (если другой припуск не оговорен в заказе) и предельными отклонениями на общую длину не более оговоренных для труб мерной длины. — В каждой партии труб мерной длины допускается не более 5% труб немерной длины не короче 2,5 м.
ГОСТ 8733-74 Трубы стальные бесшовные холоднодеформированные.(Технические условия)
Настоящий стандарт распространяется на холоднодеформированные и теплодеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. В зависимости от показателей качества трубы должны изготовляться следующих групп: Б — с нормированием химического состава, из спокойной стали марок по ГОСТ 1050, ГОСТ 14959, ГОСТ 4543 и ГОСТ 19281; В — с нормированием механических свойств, указанных в табл. 1, и химического состава, из стали марок по ГОСТ 1050, ГОСТ 14959, ГОСТ 4543 и ГОСТ 19281; Г — с нормированием механических свойств, контролируемых на термообработанных образцах, и химического состава, из стали марок по ГОСТ 1050, ГОСТ 14959, ГОСТ 4543 и ГОСТ 19281. Нормы механических свойств должны соответствовать требованиям соответствующих стандартов на сталь; Д — без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления; Е — после специальной термической обработки. Марки стали, режим термической обработки и нормы механических свойств устанавливаются документацией, утвержденной в установленном порядке.
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАННЫЕ
ГОСТ 8732-75 (Сортамент)
Диаметры: 28 — 530 мм. Стенки: 3 ± 75 мм. По длине трубы должны изготовляться: немерной длины — в пределах от 4 до 12,5 м; мерной длины — в пределах немерной; длины кратной мерной — в пределах немерной длины с припуском на каждый рез по 5 мм; приблизительной длины в пределах немерной длины.
Предельные отклонения по длине труб мерной длины и длины, кратной мерной, не должны превышать: +10 мм — при длине до 6 м; +15 мм — при длине свыше 6 м или с наружным диаметром более 152 мм; ±500 мм — дли приблизительной длины.
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные.
(Технические требования)
Настоящий стандарт распространяется на горячедеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. В зависимости от показателей качества трубы должны изготовляться следующих групп и марок сталей: А — с нормированием механических свойств из стали марок Ст2сп, Ст4сп, Ст5сп, Ст6сп по ГОСТ 380; Б — с нормированием химического состава из спокойной стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281; В — с нормированием механических свойств и химического состава из стали марок по ГОСТ 1050, ГОСТ 4543, ГОСТ 19281 и ГОСТ 380; Г — с нормированием химического состава из стали марок 10, 20, 35, 45, 10Г2, 20Х, 40Х, 30ХГСА, 10ХМ, 30ХМА, 12ХН2 по ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281, с контролем механических свойств на термообработанных образцах. Нормы механических свойств должны соответствовать указанным в стандартах на сталь; Д — без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления. Выпускаются трубы: 1. Общего назначения ГОСТ 8732-78 2. Подшипниковые Д73 и выше ГОСТ 800-78 3. Подшипниковые Д73 ГОСТ 800-78 4. Нефтепроводные ГОСТ 8732-78 5. Обсадные ГОСТ 632-80 6. Газлифтные ГОСТ 14-3-1618-89
ТРУБЫ ПРОФИЛЬНЫЕ
Размеры труб должны соответствовать указанным в ГОСТ 8638-57, ГОСТ 8639-82, ГОСТ 8642-68, ГОСТ 8644-68, ГОСТ 8645-68 и ГОСТ 8646-68. Предельные отклонения по размерам должны соответствовать указанным в ГОСТ 8639-82. Трубы изготовляют горячедеформированными, холоднодеформированными, электросварными или электросварными холоднодеформированными.
Трубы изготовляют из сталей марок: Ст2сп, Ст2пс, Ст2кп, Cт4сп, Cт4пc, Cт4кп по ГОСТ 380-88; марок 10, 10пс, 20, 35, 45, 08кп — по ГОСТ 1050-88. В зависимости от назначения трубы должны изготовляться: группа А — с нормированием механических свойств из стали марок по ГОСТ 380-88; группа В — с нормированием механических свойств и по химическому составу из стали марок по ГОСТ 1050-88 и ГОСТ 380-88. В условных обозначениях труб индекс А или В проставляется перед маркой стали. Трубы изготовляют термически обработанными или без термической обработки. Концы труб должны быть обрезаны под прямым углом. По требованию потребителя трубы изготовляют без обрезки концов.










