Для чего предназначены алмазные круги по металлу
Алмазные шлифовальные круги — один из видов алмазного инструмента. Этими приспособлениями оснащают станки и электрооборудование. Для ручных операций алмазные круги используют редко.

Фотография №1: алмазные шлифовальные круги по металлу
Основные сферы применения этих приспособлений — станкостроение и машиностроение. К более узкоспециализированным областям использования относятся:
- медицина;
- приборостроение;
- производство фарфоровых, стеклянных и хрустальных изделий;
- стоматология (протезирование зубов).
Алмазными кругами по металлу выполняют следующие основные операции.
- Заточка деталей и инструментов (резцов, скальпелей, ножей и т. д.).
- Хонингование.
- Доводка.
- Шлифование.
- Полировка.
- Обдирка.
- Черновая отделка.
Чаще всего алмазные круги применяют для обработки заготовок и изделий из:
- твердых сплавов и иных труднообрабатываемых материалов;
- стекла;
- керамики.
Кроме этого алмазными кругами обрабатывают полудрагоценные, поделочные и драгоценные камни.
Стоимость и области применения
Цена, по которой сегодня продаётся насадка на дрель для заточки свёрл, на простые модели составляет порядка 600–650 рублей. Понятно, что приспособление доступно практически каждому. При выборе следует помнить о совместимости устройства с дрелью, желательно сначала измерить соответствующий посадочный диаметр. Нелишним будет также проверить, какой угол заточки сверла может обеспечить насадка. Довольно часто в комплекте поставки есть дополнительный точильный камень — при возможности выбора предпочтите именно такой вариант. Если при работе можно произвести фиксацию дрели на столе или верстаке, то этим следует воспользоваться.

Следует также помнить, что это не станок, и нагружать конструкцию больше её возможностей не стоит. Однако при регулярном использовании дрели, когда часто появляется необходимость «поправить» сверло, приобрести подобное устройство будет не лишним. Конечно, свёрла недороги, их можно просто заменить новыми, но такой подход не всегда оправдан. Применение специальной насадки поможет повысить эффективность дрели, сделав её более универсальной. Поскольку кромки сверла можно исправить в процессе работы, это увеличивает производительность и автономность действий мастера. Понятно, что дрель с надетым на неё приспособлением не станет полноценной заменой заточного станка, однако она для этого и не предназначена. Для бытовых нужд и при отсутствии профессионального оборудования насадка находит применение и выполняет свои задачи.
Кислородный шланг. Цена за метр
Тепловизоры для обследования зданий и сооружений
Конструкция и распространенные формы алмазных кругов
Расскажем подробнее о конструкции алмазного круга. Основная его часть — прочный диск с отверстием.
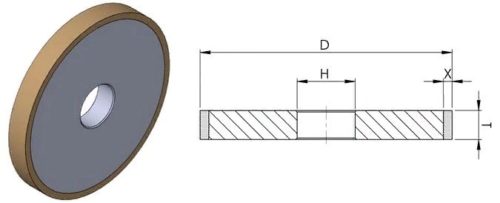
Изображение №1: конструкция алмазного круга
Диски изготавливают из материалов двух групп.
- Конструкционные стали (Ст20, Ст3 и т. д.). Диски из этих материалов отличаются повышенной устойчивостью к механическим нагрузкам и вибрациям. Стали неплохо отводят тепло.
- Алюминиевые сплавы (Д16 и сплавы группы АК). Имеют отличную теплопроводность, однако прочность — меньшая. При обработке заготовок на больших скоростях диски их этих материалов склонны к вибрации.
- Композитные материалы с добавлением полимеров. Диски из них отличаются максимальной вибростойкостью, однако прочность и теплопроводность оставляют желать лучшего.
Некоторые поверхности диска (1 более) покрыты рабочим слоем. В его состав входят:
- наполнитель (это порошок из карбида бора, электрокорунда, глинозема, меди или графита);
- связка;
- алмазный порошок.
Именно рабочий слой входит в контакт с заготовкой при обработке.
Особенности связок
При изготовлении алмазных кругов по металлу используют связки трех типов.
1. Связки на металлических основах. К последним относятся композиты из цинка, алюминия, меди и олова. Металлические связки:
- отличаются максимальной прочностью;
- имеют высокую теплостойкость;
- при эксплуатации инструментов не деформируются в течение длительного времени;
- служат долго;
- быстро засаливаются;
- повышают производительность алмазных кругов по металлу.
Инструменты с такими связками используют для снятия с заготовок большого количества металла. Основная операция — предварительная обработка. Получаемая поверхность приобретает восьмой-девятый класс шероховатости.
2. Органические связки. Имеют небольшие прочность и теплостойкость. На высоком уровне находятся производительность и скорость обработки. Инструменты мало засаливаются, но рабочие поверхности быстро изнашиваются из-за увеличенного расхода алмазов.
Алмазные круги по металлу с органическими связками используют при обработке заготовок из следующих материалов.
- Твердые сплавы.
- Труднообрабатываемые материалы.
- Металлы, предназначенные для изготовления медицинских и измерительных инструментов.
Основные операции — доводка, чистовая обработка, качественная заточка. Класс шероховатости полученных поверхностей — 11 или 12.
3. Керамические связки. Круги с ними имеют алмазоникелевое покрытие. Оно наносится в один или несколько слоев. Перечислим ключевые характеристики инструментов этой категории.
- Высокая режущая способность.
- Низкая цена.
- Отличная теплопроводность.
- Качественный отвод стружки с обрабатываемых поверхностей.
Такие алмазные круги по металлу используют для обработки заготовок из:
- германия, ситала, кремния и иных полупроводниковых материалов;
- камня;
- керамики;
- технического стекла.
Основные операции — резка и доводка.
Формы алмазных кругов по металлу
Чаще всего применяют 8 типов алмазных кругов по металлу.
- Плоские круги без выточек (Д/Н >= 1,8).
- Кольца (Д/Н ˂ 1,8).
- Плоские круги с односторонним рельефом.
- Плоские конусообразные модели.
- Плоские круги с одной выточкой.
- Плоские круги с двумя выточками.
- Чашечные круги (45° ˂ α ˂ 90°).
- Чашечные круги (α ˂= 45°).
Инструменты всех этих типов имеют свои идентификационные номера. Ознакомьтесь с ними и конструктивными особенностями приспособлений в размещенной ниже таблице.
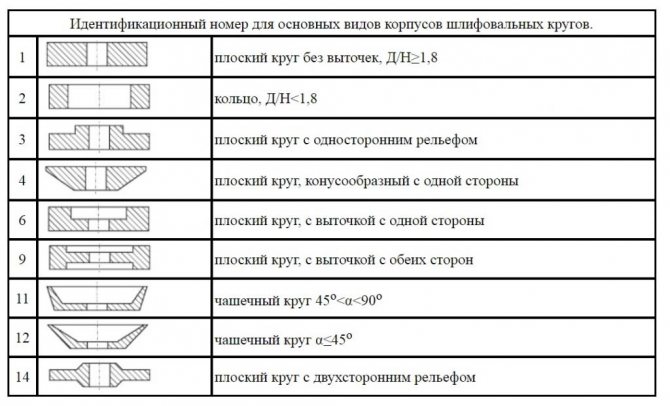
Изображение №2: формы алмазных кругов по металлу
Перейдем к детальному изучению зернистости инструментов.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее). Часто эти станки используют исключительно для целей ручной шлифовки или полировки. Вообще, для снятия слоя материала с заготовки, которую можно свободно удерживать в руках, наждаки представляют собой оптимальный вариант. Причем они нередко используются и в процессе формообразования деталей, особенно, плоских.
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Зернистость алмазных кругов по металлу
Начнем с общей информации. Зернистость — это числовая характеристика алмазных кругов, на значение которой напрямую оказывают влияние размеры алмазных зерен и их концентрация на рабочих поверхностях инструментов.
Таблица зернистости алмазных кругов по металлу с маркировками
Существуют 4 основные группы шлифовальных материалов. Они имеют различную зернистость.
| Вид шлифовального материала | Размеры зерен | Маркировка по стандарту ISO 8486 | Маркировка по ГОСТу 3647-80 |
| Шлифзерно | 2000–2500 мкм | 10 | 200 |
| 1600–2000 мкм | 12 | 160 | |
| 1250–1600 мкм | 16 | 125 | |
| 1000–1250 мкм | 20 | 100 | |
| 800–1000 мкм | 22 | 80 | |
| 630–800 мкм | 30 | 63 | |
| 500–630 мкм | 36 | 50 | |
| 400–500 мкм | 40 | 40 | |
| 315–400 мкм | 54 | 32 | |
| 250–315 мкм | 60 | 25 | |
| 200–250 мкм | 70 | 20 | |
| 160–200 мкм | 80 | 16 | |
| Тонкие микрошлифпорошки | 7–10 мкм | 600 | М10 |
| 5–7 мкм | 800 | М7 | |
| 3–5 мкм | 1000 | М5 | |
| 2–3 мкм | 1200 | М3 | |
| Микрошлифпорошки | 50–63 мкм | 230 | М63 |
| 40–50 мкм | 240 | М50 | |
| 28–40 мкм | 280 | М40 | |
| 20–28 мкм | 360 | М28 | |
| 14–20 мкм | 400 | М20 | |
| 10–14 мкм | 500 | М14 | |
| Шлифпорошки | 125–160 мкм | 100 | 12 |
| 100–125 мкм | 120 | 10 | |
| 80–100 мкм | 180 | 8 | |
| 63–80 мкм | 220 | 6 | |
| 50–63 мкм | – | 5 | |
| 40–50 мкм | – | 4 |
Таблица №1: зернистость алмазных кругов по металлу
Обратите внимание! По ГОСТу 3657–80 маркировка шлифовальных материалов первой и последней групп зависит от наименьших размеров зерен. По второй и третьей группе — все наоборот. Маркировка зависит от максимальных размеров алмазных зерен.
На что влияет зернистость алмазных кругов по металлу
Зернистость алмазных кругов по металлу оказывает влияние на выбор инструментов и параметры обработки заготовок. Расскажем обо всех важных моментах.
- Чем меньше размеры зерен, чем чище получаются обрабатываемые поверхности. Однако мелкозернистые инструменты выбирают не всегда. Рабочие поверхности с алмазной крошкой мелкой фракции быстро засаливаются. В некоторых случаях обрабатываемые поверхности прижигаются. При использовании мелкозернистых алмазных кругов по металлу снижается производительность.
- Условно зернистость алмазных кругов по металлу делится на 4 группы.
- Мелкая — 100 и менее.
- Крупная — 125–160.
- Очень крупная — более 160.
Средняя — 100–125.
Выбор инструментов для основных операций
Рекомендуемые параметры представлены в размещенной ниже таблице
| Операция | Зернистость алмазного круга по металлу | Ra |
| Черновая заточка режущих инструментов | 40;25 | |
| Чистовая заточка режущих инструментов | 6–12 | |
| Черновое плоское шлифование периферией круга | 50;40 | 3,0–2,5 мкм |
| Чистовое плоское шлифование периферией круга | 16;12 | 0,63–0,40 мкм |
| Резьбошлифование с шагом менее 2 мм | 6–М20 | |
| Резьбошлифование с шагом более 2 мм | 10–6 | |
| Финишное шлифование | 6–М20 | 0,16–0,10 мкм |
| Черновое круглое наружное шлифование с продольной подачей | 40;50 | 2,5–1,25 мкм |
| Черновое круглое наружное шлифование с врезанием | 32;25 | 2,5–1,25 мкм |
| Чистовое круглое наружное шлифование с продольной подачей | 25;20;16 | 0,63–0,40 мкм |
| Чистовое круглое наружное шлифование с врезанием | 16;12 | 0,63–0,40 мкм |
| Отрезка | 80–50 | |
| Обдирочное шлифование | 200–80 |
Таблица №2: выбор зернистости алмазных кругов по металлу для выполнения основных технологических операций
Характеристики наждачных кругов
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам. Поэтому они здесь не рассматриваются.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Правила эксплуатации алмазных кругов по металлу
Чтобы алмазные круги по металлу прослужили как можно дольше, нужно соблюдать рекомендации специалистов и правила пользования инструментами.
Как правильно устанавливать алмазные круги на шпиндели
- Запрещается устанавливать алмазные круги по металлу на полномерные, маломерные или овальные шпиндели. Приведем рекомендуемые разницы между диаметрами шпинделей и диаметрами посадочных отверстий в инструментах.
| Диаметр алмазного круга по металлу | Рекомендуемая разница между диаметром шпинделя и диаметром посадочного отверстия |
| До 100 мм | 0,1–1 мм |
| От 101 до 250 мм | 0,2–1 мм |
| Более 250 мм | 0,3–1,5 мм |
Таблица №3: рекомендуемые разницы между диаметрами шпинделей и диаметрами посадочных отверстий алмазных кругов
- Если разница меньше допустимой, то отверстие следует расточить. В противном случае есть два варианта. Чаще всего используют втулки подходящих размеров. Отверстие в круге также можно сузить путем заливки специальной массы.
- Закрепляют круги при помощи зажимных шайб. Между ними и инструментами размещают прокладки. Слишком сильно зажимать круги не рекомендуется. Большое давление может привести к поломке приспособления.
Правила использования алмазных кругов по металлу
1. При обработке заготовок алмазными кругами на керамических или металлических связках в обязательном порядке необходимо использовать СОЖ. При работе с кругами с органическими связками использование СОЖ носит рекомендательный характер.
2. После установки инструмента нужно провести проверку. Для этого оборудование запускается вхолостую с рабочим числом оборотов. При этом в обязательном порядке должен быть установлен защитный кожух. К работе можно приступать только после того, как диск прошел испытание на прочность. Биение также не должно превышать установленной нормы.
3. При обработке запрещается использовать рычаги, повышающие нагрузку на инструменты.
4. Смазывающе-охлаждающая жидкость должна равномерно и своевременно подводиться и отводиться. Постоянное погружение круга в состав не допускается.
5. Алмазные круги по металлу чистят по-разному.
- Для удаления загрязнений с инструментов на органических связках используют пемзы.
- Круги на металлических связках чистят при помощи брусков из карбида кремния. Зернистость приспособления должна быть на 1–2 номера крупнее зернистости алмазного круга по металлу.
6. Для восстановления режущей способности алмазных инструментов применяют правку. Она заключается в обработке рабочей поверхности алмазами, алмазозаменителями или шарошками.
Как правильно хранить абразивные инструменты
- Хранить алмазные круги по металлу рекомендуется на стеллажах.
- Помещение должно быть светлым и отапливаемым.
- Температура хранения кругов на керамических связках — не ниже +5 °С.
- Температура хранения кругов на бакелитовой связке — не ниже +10 °С.
- Рекомендуется размещать инструменты на стеллажах группами. К примеру — в зависимости от формы.

Фотография №3: пример организации хранения абразивного инструмента
Преимущества и недостатки
Оценивая эффективность насадок на дрель, предназначенных для заточки сверл, следует помнить о том, что такое приспособление не подходит для интенсивного использования. Если же не предъявлять слишком высоких требований к подобным насадкам и использовать их по прямому назначению, то есть для оперативной заточки сверл в полевых условиях или в условиях домашней мастерской, то особых нареканий к их работе возникать не должно. Кроме того, следует учитывать и тот факт, что стоимость таких насадок невысокая. Это только добавляет им плюсов. Немаловажным является и то, что благодаря простоте конструкции такого устройства обучиться работе на нем можно достаточно быстро, даже не имея навыков выполнения заточных операций.

Обычно насадки могут затачивать сверла ходовых диаметров в диапазоне от 3 до 10 мм
Среди недостатков, которыми обладает такое приспособление, обычно выделяют следующие:
- Насадки, которые позиционируются производителями как инструмент для заточки сверл, больше предназначены для правки «подсевших» режущих кромок. Если выполнять на таком приспособлении полноценную заточку сильно затупившихся сверл, то наждачного круга, которым они оснащены, хватит ненадолго.
- Большинство моделей предлагаемых сегодня насадок характеризуется не очень надежной фиксацией на патроне дрели.
- Угол, под которым выполняется заточка сверла, уже заложен в конструкции такого приспособления, и изменить этот параметр практически невозможно.
- При покупке такой насадки не всегда есть возможность примерить ее к патрону дрели определенной модели. Из-за этого многие пользователи сталкиваются с тем, что вращающийся патрон их дрели задевает за внутреннюю поверхность переходной муфты.
- Если не использовать самодельный кронштейн, при помощи которого дрель фиксируется в процессе работы в комплекте с насадкой, таким приспособлением не очень удобно пользоваться: приходится одновременно удерживать рукой дрель, включать и выключать ее, а второй рукой манипулировать сверлом, направляя инструмент в отверстия в крышке устройства.
В целом же, если резюмировать все вышесказанное и проанализировать отзывы пользователей таких насадок, можно сказать, что эти недорогие и достаточно эффективные приспособления должны приобретаться для оснащения домашних мастерских.
Какие бывают круги для наждака — очередной ликбез

У многих есть дома наждак — электрический станок, оборудованный шлифовальными кругами. Чаще всего на наждаке что-либо затачивают или шлифуют. Шлифовальных абразивных кругов в продаже очень много, помимо них в быту удобно использовать алмазные заточные круги. Однако для первоначальной обработки, для грубой обработки металла лучше все-таки использовать абразивные круги. Разберем классификация кругов для наждака, какие они бывают и где применяются.

Белые круги — они из электрокорунда 25А
Самые популярные круги, поскольку предназначены для обработки нетвердых металлов, для дома самое то. Поточить ножи, топоры, ножницы, обработать обыкновенную сталь(уголки и прочее) — такой круг подойдет просто отлично. Огромный выбор размеров и посадочных отверстий:

Маркировка электрокорунда 25А, чаще всего имеет белый цвет. Иногда производители добавляют красящий элемент, в результате чего круг может быть синего или оранжевого цвета. При точении обычного металла на таком круге получается очень качественная заточка, поскольку состав круга сам по себе мягкий, температура при трении небольшая, поэтому на металле не появляется синей окалины, а раз ее нет — то металл отлично сохраняет свои свойства.
Это прежде всего относится к ножам и других режущих предметам, поскольку это очень важно, чтобы при заточке не перекалить металл. Так что шлифовальный круг из электрокорунда — отличный выбор для дома.
Размеры кругов бывают разные, для различных станков. Посадка чаще всего 32 мм — если покупаете круг для домашнего наждака. Самые обычные размеры круга 125, 150, 175 и 200 мм в диаметре, посадка 32 мм и толщина 10, 16, 20, 25 мм. Как вы знаете, наждаки для дома бывают разных размеров, поэтому и круги выпускают нескольких размеров.
Зеленые круги — из карбида кремния 64С
Круги зеленого цвета, предназначены для обработки инструментальной стали и твердых сплавов(например напайки на бурах для перфоратора).

Материал более стойкий к истиранию, высокая температура при точении, поэтому если вы решите поточить таким кругом кухонный нож, то наверняка испортите нож, поскольку окалина на лезвии появится мгновенно.
Поэтому такой круг применяется только для точении инструмента из инструментальной стали(Р6М6, Р18, сталь с добавлением кобальта, также твердые сплавы ВК8, Т5К10, Т15К6). Конечно, точить твердый сплав также не очень удобно, нужно использовать самое мелкое зерно круга, но лучше всего конечно же точить твердый сплав алмазными заточными кругами.
Маркировка круга 64С, размеры такие же, как у электрокорунда.
Стоит заметить, что помимо небольших кругов для использования в быту выпускают шлифовальные круги большого диаметра, их ставят на большие станки. Посадка у таких кругов 76 мм, 127 мм и 203 мм.
Диаметры 250, 300, 350 и 400 мм. Электрокорунд и карбид кремния.
Это большие, тяжелые и дорогие круги для производства. Например, вот тут я держу круг 64с 400*40*127 25СМ — фото:
Какая бывает «зернистость»?
Многие, кто покупают шлифовальные круги на наждак, даже не знают, как маркируется зернистость. Думаю, этот момент также нужно осветить подробнее.
Итак, зерно шлифовального круга бывает 8, 12, 16, 25, 40-Н.
8 — самое мелкое, 40 — самое крупное.
Помимо цифр также можно увидеть буквы СМ — означает средне-мягкий круг, самый распространенный, поскольку не очень дорогой и терпит довольно неплохо. Чуть реже в продаже можно найти зерно СТ — средне-твердый, его стоимость заметно выше, однако и стойкость к истиранию гораздо выше.
Для точной заточки конечно лучше брать мелкое зерно, 12 или 16. Часто у нас покупают круги для заточки коньков, это 150*8*32 12 СМ — круг диаметром 150 мм, толщина всего 8 мм, посадка 32 мм, зерно мелкое, позволяет заточить просто идеально.
Например, для установки наждачного круга на станок 150 мм лучше всего покупать такой 150*20*32 25 СМ — стандартный круг для наждака диаметром 150 мм, посадка 32 мм, ширина круга 20 мм. Зерно 25 — среднее, подойдет для заточки как мелкого инструмента(ножи, ножницы), так и крупного — топоры. СМ — стандартный средне-мягкий круг для использования в быту также подойдет. Стоит такой круг примерно 120 рублей.
Из производителей порекомендую шлифовальные круги производства города Волжск — отличное качество(круги не разваливаются и довольно долго терпят), невысокая цена, доставка транспортными компаниями по всей России.











