В наше время на рынке представлено много разного оборудования, которое обеспечивает высокоточное сверление отверстий, один из лучших вариантов – сверлильный станок. Современные модели способны решить много задач помимо проделывания отверстия, главное, сделать правильный выбор во время покупки.
Классификация сверлильных станков
Сверлильное оборудование подразделяется на:
- Вертикально-сверлильные – отлично подходят для использования в маленькой мастерской или гараже;
- Одношпиндельные полуавтоматы – сверление производится в автоматическим режиме, всё остальное выполняется оператором;
- Многошпиндельные полуавтоматы – имеется возможность обрабатывать несколько отверстий из-за наличия нескольких шпинделей;
- Координатно-расточные – необходимы для создания отверстий со строгим соблюдением необходимых параметров;
- Радиально-сверлильные – отверстия могут обрабатываться в любом месте детали благодаря возможности перемещения шпинделя относительно заготовки;
- Расточные – обработка отверстий может происходить без дополнительной оснастки и разметки
- Алмазно-расточные – предназначены для тонкого растачивания отверстий с минимальным допуском на цилиндричность (3-5 мкм);
- Горизонтально-сверлильные и центровые – используют для создания глубоких отверстий;
- Разные сверлильные – станки специального назначения для конкретных целей.
Разновидности сверлильных станков: обзор стационарных и мини устройств, преимущества и недостатки
Сверлильный настольный станок и другие разновидности сверлильных устройств предназначены для получения в сплошном материале глухих и сквозных отверстий. Помимо этого, на них может выполняться операции фрезерования, зенкерования, нарезание резьбы, рассверливания и некоторые другие.
Классификация сверлильных станков
Сверлильные устройства, в соответствии с принятой классификацией, являются второй группой металлорежущего инструмента. По своему предназначению станки для сверления делятся на такие виды:
- специальные;
- универсальные;
- специализированные.
К специализированными относятся автоматизированные устройства, способные производить определенные технологические процессы. Они могут настраиваться на одновременное сверление нескольких отверстий в конкретных случаях. К ним относятся практически все отечественные станки и, как правило, они оборудуются множеством специальных приспособлений и инструментов, что ориентирует их на использование в крупносерийном и массово-поточном производстве.
Универсальные устройства дают возможность производить любые технологические работы, связанные со сверлением отверстий и их обработкой – токарно-расточной, фрезерно-токарно-расточной, фрезерно-расточной и т. д. Универсальное оборудование используют многие небольшие производственные компании, предприятия и частные лица (настольные мини станки сверлильные часто можно встретить в домашних мастерских).
Вся классификация универсального инструмента делится на:
- горизонтально-сверлильные и горизонтально-центровальные;
- вертикально-сверлильные. Могут быть с диаметром сверления 2-11 мм (легкие), с диаметром 18-50 мм (средние), с диаметром 75 мм (тяжелые). Любой настольный станок по своим характеристикам относится к классу легких;
- радиально-сверлильные станки. Бывают стационарными, передвижными, оборудованные поворотными головками и другими.
Станки специального вида делаются для выполнения ограниченного количества операций в определенной детали. Как правило, их нельзя перенастроить на работу с другими деталями.
Сверлильный станок с ЧПУ
Нужно добавить, что радиально-сверлильное оборудование или станок иного типа (к примеру, магнитный или сверлильно-присадочный) может оборудоваться системой ЧПУ. Оборудование с ЧПУ в маркировке имеет специальные обозначения, описывающее особые характеристики устройства. Естественно, что бытовые мини станки не оснащаются ЧПУ, в этом нет надобности.
Оборудование без ЧПУ делится на:
- с механической и ручной подачей;
- полуавтоматическое;
- автоматическое;
- автоматизированное.
Помимо этого, станки в последнее время пополнились большим количеством новых специализированных и специальных устройств, среди них можно выделить:
- комбинированный токарно-фрезерно-расточной и многофункциональный фрезерно-токарно-расточной центр;
- магнитный инновационный станок;
- деревообрабатывающий присадочно-сверлильный станок.
Виды сверлильных станков
Вертикально-сверлильный станок
Любое настольное оборудование для сверления является вертикально-сверлильным. Эта группа имеет шпиндель, расположенный вертикально, предназначается для единичного и мелкосерийного производства. Определенный настольный станок может выполнять отверстия диаметром 0,24-11 мм в любых деталях с небольших размеров.
Устанавливаются эти аппараты на верстак или на иную устойчивую поверхность, если этот станок используется в частном порядке. С помощью болтов они надежно фиксируются к рабочему столу. Совершенно несложно, при необходимости, самому изготовить настольный станок – он будет великолепно справляться с «бытовыми» задачами по обработке небольших изделий.
Огромное количество вертикально-сверлильных устройств не оказывает большого влияния на их конструкцию. Все они оборудованы станиной, фундаментной плитой, шпиндельным узлом, коробкой подач и скоростей, головкой для сверления и рядом других одинаковых элементов. Практически на всех устройствах рабочий инструмент перемещается не механически, а вручную. А шпиндель на этих агрегатах получает необходимое для выполнения работы вращение от электрического двигателя через клиноременную передачу.
Особенности радиально-сверлильного оборудования
Отличие радиальных устройств от вертикальных заключается в том, что на первых, перемещение шпинделя делается относительно изделия, а на вторых – изделие перемещают вдоль шпинделя. Эта особенность неслучайна, так как обработка тяжелого изделия на станке, ее фиксация и выверка продолжаются гораздо дольше, чем подвод сверла к детали.
Также это оборудование может оснащаться множеством вспомогательных приспособлений, благодаря этому на нем производят не только основные операции, но и некоторые специальные:
- расточка отверстий;
- выполнение больших по диаметру отверстий в крупных стальных дисках и металлических в листах;
- точная притирка отверстий в цилиндрах и клапанах.
Но, главное, как вы уже, скорей всего, поняли, этот станок в основном используется для работы с тяжелыми и крупными заготовками. При этом его универсальные возможности подойдут самым различным предприятиям и тем, где происходит крупносерийное производство и небольшим ремонтным предприятиям.
По особенностям конструкции радиально-сверлильный аппарат может относиться к одной из групп устройств:
- общего назначения;
- передвижные станки;
- с колонной, которая может перемещаться по направляющим, установленным на станине;
- переносные.
Радиально-сверлильный агрегат имеет «особый» шпиндель, он может передвигаться непосредственно радиально или по окружности различных радиусов. Благодаря этой особенности любой станок этого типа может сделать отверстие в требуемой точке изделия, независимо от того, где она расположена. Описываемые устройства, помимо этого, характеризуются следующими особенностями:
- изменение скоростей и подач делается с помощью гидравлики, при этом данные процедуры происходят максимально быстро благодаря наличию специального переключающего оборудования;
- почти каждый станок имеет большой выбор частоты вращения шпинделя и его скоростей, что объясняется наличием мощного электропривода;
- на головке шпинделя расположены все органы управления работой устройства.
Сегодня большую популярность набирает магнитный станок – небольшое устройство, которое устанавливают и фиксируют на верстаке. Это оборудование применяется для выполнения больших по диаметру и глубоких отверстий в металлических и стальных конструкциях, в крупногабаритных производственных машинах и технике, в строительном оборудовании.
Магнитное сверлильное оборудование фиксируется к парамагнитным металлическим поверхностям десяти и более миллиметров толщиной, в противном случае он не будет держаться. При небольшой толщине допускается настилать под заготовку стальной лист. Поскольку устройство с магнитной подошвой – это современный аппарат, даже можно сказать инновационный, он оборудован электронными управляющими системами, автоматизирующими выполнение работ и не дающими дорогостоящему оборудованию выйти из строя из-за небрежности оператора.
Магнитный станок характеризуется такими основными показателями:
- мощность: чем она больше, тем выше у оборудования производительность, естественно, что маломощное мини сверлильное устройство имеет небольшую производительность, а агрегаты с мощностью более 1900 Ватт могут производить практически любую операцию;
- скорость вращения шпинделя: магнитное сверлильное устройство может просверлить без риска выхода из строя очень большие отверстия (более десятка сантиметров), поскольку он оборудован редуктором, понижающим обороты;
- прижимная сила магнита: в некоторых моделях она может достигать величины более 27 000 ньютон.
Присадочно-сверлильный станок для обработки дерева
Сегодня производители мебели часто используют деревообрабатывающий присадочно-сверлильный станок, он гарантирует выполнение идеальных отверстий необходимого диаметра в мебели. Эти отверстия получаются без сколов и отличаются идеально ровной поверхностью. Присадочно-сверлильный станок используется для выполнения отверстий сквозного и глухого типа, куда в дальнейшем устанавливаются держатели полок, крепежные детали, мебельная фурнитура и так далее.
Присадочно-сверлильное оборудование может иметь специальную конструкцию. Это зависит от того, для каких именно целей оно применяется. Также есть и настольное мини сверлильное устройство для изготовления единичной, индивидуальной мебели в небольших мастерских и частных ателье, которые изготавливают корпусные изделия меблировки. Существует и такой присадочно-сверлильный станок, который разработан для больших мебельных заводов, которые специализируются на производстве большой номенклатуры изделий крупными заказами.
Чаще всего современный присадочно-сверлильный станок оборудован специальными режущими устройствами, множеством патронов быстросъемного типа, несколькими обрабатывающими головками. Это гарантирует высокую скорость изготовления мебели при сохранении качественных проделанных отверстий.
Фрезерно-токарно-сверлильные центры
Завершая обзор, который был посвящен сверлильным станкам, немного скажем о многофункциональных и комбинированных фрезерно-токарно-сверлильных центрах, которые, по большому счету, являются многошпиндельными устройствами, объединяющими в своей конструкции основные достоинства сверлильного, токарного и фрезерного оборудования. При помощи их делают обработку не только чугунных и стальных деталей, но и изделий из сплавов на основе алюминия, латуни, а также сверхтвердых сплавов.
Необходимо не забывать, что наличие ЧПУ делает станок более дорогостоящим. Но, если аппарат будет использоваться в промышленных целях, то ЧПУ является довольно выгодной инвестицией, которая повысит точность и качество проведения многих операций. Практика показала, что покупка компьютеризированного оборудования окупается очень быстро. Самое главное – это выбрать подходящий по всем показателям аппарат, который справится с поставленной задачей.
- Автор: Александр Романович Чернышов
- Распечатать
stanok.guru
Обозначение
Сверлильное оборудование разделяется на модели согласен таблице металлорежущих станков. Каждая модель уникальна и имеет соответствующее название, состоящее из набора цифр и букв.

Первая цифра говорит о принадлежности к определенной группе станков, 2 – сверлильная группа. Вторая цифра обозначает тип станка. Третья и четвертая цифра обозначают важный параметр для станка, то есть максимальный диаметр обрабатываемого отверстия.

Если между первой и второй цифрой имеется буква, то она говорит о модернизации оригинального станка. Буква в конце говорит о создании отличного от оригинала станка на базе основной модели.

Рассмотрим несколько примеров:
- 2118 – вертикально-сверлильный станок, достижимый диаметр отверстия – 18 мм.
- 2Н118 – вертикально-сверлильный станок, достижимый диаметр отверстия – 18 мм, модернизированный;
- 2Н118А – вертикально-сверлильный станок, достижимый диаметр отверстия – 18 мм, буква А говорит об автоматизации станка.
Как работает агрегат?
Функциональность радиально-сверлильного станка зависит от качества его составляющих. Например, работа этого оборудования требует установки в сверлильной бабке коробки переключения скоростей и регулировки рабочих передач.
Все манипуляции, связанные с обработкой металлических деталей, выполняются благодаря точному и ритмичному вращению режущего инструмента.
На лицевой панели расположен своего рода центр управления станком и всеми выполняемыми операциями. От качества и особенностей электрического двигателя, которым оснащен радиально-сверлильный станок, зависит и его мощность. Однако параметры осуществляемой обработки зависят от различных факторов, в числе которых:
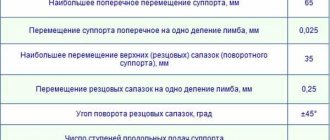
- диаметр создаваемого отверстия;
- наибольшее расстояние, на которое способен перемещаться шпиндель;
- номер конуса, который расположен во внутренней части шпинделя и присоединен к станку;
- количество ступеней, с помощью которых можно регулировать частоту вращения шпинделя;
- количество оборотов шпинделя.
Радиально-сверлильные станки относятся к числу сложного, но высокоэффективного и многофункционального оборудования.
Большинство таких станков используются на крупных предприятиях, а числовое программное управление значительно облегчает выполняемую работу по созданию различного диаметра отверстий в деталях самой сложной формы.
Устройство сверлильных станков
Сверлильные станки применяются как в промышленных, так и в бытовых целях. Однако различия между ними не существенны. Поэтому целесообразнее рассмотреть из чего состоит бытовой сверлильный станок, так как он обладает меньшими габаритами по сравнению со своим промышленным родственником.

Можно выделить следующие обязательные компоненты:
- Массивное основание, на которую крепится вертикальная стойка;
- Вертикальная стойка со сверлильной головкой
- Сверлильная головка, состоящая из шпиндельного узла и электродвигателя с ременной передачей;
- Шпиндельная бабка, на которой находится патрон

Правила работы на сверлильном оборудовании
Работа с подобным оборудование всегда сопровождается определенным риском нанесения вреда здоровью. Небезопасными для жизни и здоровья специалиста, работающего со сверлильным устройством, могут быть вращающиеся и перемещающиеся детали аппарата, токопроводящие элементы, недостаточно прочно закрепленные инструменты и изделия.
Однако возможных проблем можно избежать, соблюдая несколько важных и несложных правил.
- Самое главное — работать только с технически исправным оборудованием и по его прямому назначению.
- Правильную работу сверлильного станка и нужный результат по итогам его работы обеспечивает сверло. Важно использовать заточенный и верно подобранный к материалу режущий инструмент.
- В процессе выполнения задачи режущий элемент быстро нагревается. Чтобы обезопасить себя от рисков для здоровья и оборудование от выхода из строя, нужно своевременно охлаждать инструмент, используя специальную охлаждающую жидкость или обычную воду.
- Важный момент — обеспечение работоспособности станка при сверлении отверстий с глубиной более пяти диаметров инструмента. В этом случае необходимо в процессе сверления иногда доставать инструмент и очищать незавершенное отверстие от стружки.
Требования к профилактике оборудования и соблюдению безопасности при работе с ним не так сложны. В случае ответственного подхода к работе со сверлильными станками результат будет точным и качественным.
Производимые операции
На сверлильном оборудовании можно сделать всё, что касается изготовления отверстия:
- Сверление – черновое создание отверстия в сплошном материале.
- Рассверливание – увеличение диаметра ранее созданного отверстия.
- Зенкерование – получистовая обработка отверстия с целью повышения его точности.
- Развертывание – чистовая обработка отверстия, идущая после зенкерования.
- Зенкование – создание углублений под головки болтов, винтов и заклёпок.
- Цекование – чистовая обработка плоского дна углубления, идёт после зенкования.
- Нарезание резьбы – создание резьбовой поверхности.

ВСН станок сверлильный настольный. Назначение и область применения
Станок ВСН предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка ВСН:
- Максимальный диаметр сверления: Ø16 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Мощность электродвигателя: 0,75 кВт
- Масса станка: 60 кг
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станок ВСН позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Шпиндель станка ВСН получает 3 скорости вращения от трехступенчатых шкивов привода, что обеспечивает выбор скоростей резания – 450, 1200, 1800 об/мин.
Конец шпинделя – наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный – Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.

Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. В российском стандарте конус КМ7 к применению не рекомендован, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953-82 (Конусы инструментов укороченные).
- B7 – конус Морзе – КМ0, D = 7,067 мм;
- B10 – конус Морзе – КМ1, D = 10,004 мм;
- B12 – конус Морзе – КМ1, D = 12,065 мм;
- B16 – конус Морзе – КМ2, D = 15,733 мм;
- B18 – конус Морзе – КМ2, D = 17,780 мм;
- B22 – конус Морзе – КМ3, D = 21,793 мм;
- B24 – конус Морзе – КМ3, D = 23,825 мм;
- B32 – конус Морзе – КМ4, D = 31,267 мм;
- B45 – конус Морзе – КМ5, D = 44,399 мм.
Где D – диаметр конуса в основной плоскости.
Инструмент
Для сверлильного станка предложено значительное количество различного инструмента.
Свёрла. В зависимости от формы изготовляемого отверстия свёрла по металлу разделяются на:
- Спиральные;
- Конические;
- Корончатые
- Ступенчатые
Спиральный вариант выглядит как классическое сверло, необходимое для изготовления цилиндрического отверстия. Режущая часть инструмента врезается в металл, высверливая отверстие. Рабочая поверхность имеет спиралевидную конструкцию, предназначенную для вывода стружки из создаваемого отверстия. Хвостовик используется для закрепления детали в патроне станка.

Конические свёрла очень удобны для сверления за один заход, не требуется создавать отверстие меньшего диаметра для будущего рассверливания. Однако использование такого инструмента требует больших мощностей станка.
Корончатые свёрла представляют собой пустой цилиндр с зазубринами по всему торцу, образующие «корону». Они требуются для создания отверстий большого диаметра.

Ступенчатые свёрла являются большим открытием в мире сверлильного инструмента. Его универсальность позволяет создавать отверстия разного диаметра без задействования других инструментов.

Зенкеры. Принцип действия как у сверла. Первая группа служит для промежуточной обработки, оставляя припуск на развёртывание, вторая же обрабатывает отверстие окончательно без необходимости в последующей обработке.

Развёртки. Этот инструмент классифицируется по многим критериям, однако разговор пойдет только об основных типах развёрток.

Цилиндрические развёртки. Необходимы для окончательной обработки цилиндрических отверстий.
- Конические развёртки. После использования такого инструмента отверстие принимает конусную форму.
- Ступенчатые развёртки. Принцип действия как у ступенчатых сверл.
- Зенковки. Делятся на цилиндрические, конические и торцевые.
- Цилиндрические формируют углубление для метизов с внутренним шестигранным отверстием.
- Конические создают углубление для метизов с потайными головками
- Торцевые (цековки) необходимы для обработки дна углубления с целью повышения перпендикулярности между опорной плоскостью и осью отверстия.
Метчики. Состоят из хвостовика и рабочей части, состоящей из режущего и калибрующего фрагмента. Имеются канавки для вывода стружки. При нарезании резьбы используются два метчика, один для чернового нарезания резьбы, второй – для чистовой.
Особенности использования станков
Технические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и рассверливание отверстий различного диаметра, зенкерование, нарезку резьбы, осуществляемую при помощи метчика.
Даже настольный станок данной категории можно оснащать различными рабочими инструментами, которые повышают его функциональность. Оснащенные такими инструментами, радиально-сверлильные станки дают возможность выполнять технологические операции, характерные для оборудования расточной группы.
Различные модели станков данной категории отличают их габариты и технические характеристики. Наиболее распространенными моделями оборудования радиально-сверлильной группы являются: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Универсальность, которой отличаются станки радиально-сверлильной группы, дает возможность успешно использовать их для осуществления ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы.
Радиально-сверлильный станок 2А554
Техника безопасности
ЗАПРЕЩАЕТСЯ:
- Начинать работу без проверки на исправность и заземление;
- Начинать рабочую деятельность без спецодежды;
- Работать без защитных очков и головного убора.
Во избежание травм выполняйте следующие требования:
- Спецодежда должна плотно прилегать к телу;
- Не нагромождайте станок ненужными предметами;
- Не использовать сломанный инструмент;
- Не пытаться остановить патрон во время процесса резания;
- Проверяйте закрепление сверла в патроне;
- Дождитесь остановки станка, после чего вы можете покинуть рабочее место;
- Ни в коем случае не поправлять деталь во время работы станка.

Виды металлорежущего оборудования
Металлорежущие станки в зависимости от назначения подразделяются на девять основных групп. К ним относятся следующие устройства:
- токарные — все разновидности станков токарной группы (в маркировке обозначаются цифрой «1»);
- сверлильные и расточные — станки для выполнения сверлильных операций и расточки (группа «2»);
- шлифовальные, полировальные, доводочные — металлорежущие станки для выполнения доводочных, шлифовальных, заточных и полировальных технологических операций (группа «3»);
- комбинированные — металлорежущие устройства специального назначения (группа «4»);
- резьбо- и зубообрабатывающие — станки для обработки элементов резьбовых и зубчатых соединений (группа «5»);
- фрезерные — станки для выполнения фрезерных работ (группа «6»);
- долбежные, строгальные и протяжные — металлорежущие станки различных модификаций соответственно для строгания, долбежки и протяжки (группа «7»);
- разрезные — оборудование для выполнения отрезных работ, в том числе пилы (группа «8»);
- разные — примеры таких металлорежущих агрегатов — бесцентрово-обдирочные, пилонасекательные и другие (группа «9»).
Группы и типы металлорежущих станков (нажмите, чтобы увеличить)
Кроме того, металлорежущие станки могут относиться к одному из следующих типов:
- много- и одношпиндельные, специализированные (полуавтомат и автомат), копировальные многорезцовые, револьверные, сверлильно-отрезные, карусельные, лобовые и специальные типы токарных станков;
- оборудование для выполнения технологических операций расточки и сверления: много- и одношпиндельные, полуавтоматы, сверлильные станки вертикального, горизонтального и радиального типа, расточные устройства координатного, алмазного и горизонтального типа, разные сверлильные модели;
- различные типы шлифовальных станков (плоско, внутри- и круглошлифовальные), обдирочное и полировальное оборудование, заточные и специализированные агрегаты;
- типы металлообрабатывающих станков, предназначенные для обработки элементов зубчатых и резьбовых соединений: зуборезные (в том числе предназначенные для обработки колес конической формы), зубострогальные — для цилиндрических зубчатых колес, зубофрезерные, резьбонарезные, резьбо- и зубошлифовальные, зубоотделочные, проверочные, резьбо-фрезерные, устройства для обработки торцов зубьев и элементов червячных пар;
- металлорежущие станки, относящиеся к фрезерной группе: консольные (вертикальные, горизонтальные и широкоуниверсальные модели) и бесконсольные (вертикальные устройства, продольные, копировальные и гравировальные модели);
- строгальное оборудование и модели подобного назначения: продольные станки, на которых установлена одна или две стойки; горизонтальные и вертикальные протяжные устройства;
- разрезное оборудование: оснащенное абразивным кругом или гладким металлическим диском, резцом или пилами различной конструкции (ленточными, дисковыми, ножовочными); правильно-отрезные типы металлообрабатывающих станков;
- остальные типы станков для обработки металлических заготовок: делительные, используемые для осуществления контроля сверл и шлифовальных кругов, опиловочные, балансировочные, правильно- и бесцентрово-обдирочные, пилокасательные.
Вертикально-фрезерный станок — один из представителей обширной фрезерной группы
Классификация металлорежущих станков также осуществляется по следующим параметрам:
- по весу и габаритным размерам оборудования: крупное, тяжелое и уникальное;
- по уровню специализации: станки, предназначенные для обработки заготовок одинаковых размеров — специальные; для деталей с разными, но однотипными размерами — специализированные; универсальные устройства, на которых можно выполнять обработку деталей любых размеров и форм;
- по степени точности обработки: повышенной — П, нормальной — Н, высокой — В, особо высокой точности — А; также различают станки, на которых можно выполнять особо точную обработку — С, их еще называют прецизионными.
Советы по выбору
Обратите внимание на следующие моменты:
- Обрабатываемый материал. Не нужно покупать оборудование с огромными мощностями для сверления дерева или пластмасс.
- Тип станка. Подбирайте станок по необходимой вам обработке. Для чего вам дорогой многошпиндельный станок, если требуется сверлить одинаковые небольшие отверстия?
Обозначение оборудования
По буквам и цифрам в маркировке об оборудовании можно рассказать если не всё, то многое. Аббревиатура специалисту, работающему со станками по металлу, скажет об его основных характеристиках.
Буквенно-цифровое обозначение на корпусе указывает:
- первая цифра — на группы по таблице классификации металлообрабатывающего оборудования;
- вторая цифра – на тип оборудования;
- если на втором месте указывается буква, то это говорит о модернизации базовой модели;
- максимальный диаметр сверления в мм определяется по значению последних 2 цифр.
- если в конце стоят буквы «Н», «П», «В», «А», «С», то они указывают на точность, «М» — магазина со сменным инструментом.
Модернизированные станки с ЧПУ имеют в маркировке, обозначение перед типом букву «Ф» с цифрой. Значение цифры указывает:
- станок имеет цифровую индикацию и предварительный набор координат. Назначение этой системы в том, чтобы, отработав один из заданных циклов, станок остановился. Для запуска следующей операции необходимо нажать кнопку. Запрограммированное устройство автоматически выведет сверло на необходимую позицию. Движение инструментов программируется посредством записи действий на перфоленту.
- станок оснащён позиционными и прямоугольными ЧПУ. Назначение этой системы выставить одновременно от 1 до 5 инструментов в рабочую позицию.
- контурные системы ЧПУ. Импульсный сигнал определяет необходимое расстояние для перемещения инструмента в заданную точку.
- система ЧПУ универсальная.
Рейтинг лучших сверлильных станков
На 2022 год в рейтинг лучших станков входят следующие модели:
| Место | Модель | Особенность |
| 1 | RedVerg RD-4113 | Хорошее соотношение цены и качества |
| 2 | Калибр СС-13/400А | Точность работы |
| 3 | Jet JDP-8L | Долговечность работы и высокое качество сборки |
| 4 | Ryobi RDP102L | Надежность конструкции |
| 5 | Einhell BT-BD 701 | Высокое качество конструкции, элементарная инструкция по использованию |
| 6 | PROMA BY-3216PC/400 | Износостойкий, долговечный, есть защита от перегрева |
| 7 | Euroboor ECO 100/4 D | Лучший станок для работы с отверстиями больших диаметров |
Функция сверлильных станков – проделывание отверстий в различных материалах
Они незаменимы в производстве, где часто требуется сделать резьбу внутри отверстия, зенкеровать его и т.п. При помощи сверлильного станка все это можно сделать быстро и качественно. В зависимости от особенностей конструкции и выполняемых работ существуют станки разного типа. В целом все модели можно разделить на бытовые (как правило, обладают относительно небольшим размером и используются в личных целях) и промышленные (имеют место на предприятиях, где работа такого типа поставлена на поток). Однако вне зависимости от предназначения сверлильные станки представляют собой сложное устройство, при работе с которым необходимо учитывать множество его характеристик.
Типы сверлильных станков
1. Радиально-сверлильные.
Устройства этого типа применяют при работе с отверстиями в заготовках среднего и крупного размера. Благодаря широкому спектру выполняемых операций считаются универсальными. Они находят свое применение как в частных мастерских, так и в крупных цехах. Принцип действия радиально-сверлильных станков выглядит следующим образом: в процессе работы шпиндель перемещается вдоль поверхности заготовки и останавливается в том месте, где нужно сделать отверстие. Траектория его движения может быть любой. Вокруг неподвижной колонны, расположенной на фундаментальной плите, поворачивается гильза, которая обеспечивает возможность работать с любым участком поверхности колонны, не изменяя ее местоположения. Скорость перемещения шпинделя варьируется от 45 до 2000 оборотов в минуту.
2. Вертикально-сверлильные.
Принцип действия устройств этого типа прямо противоположен описанному выше. В этом случае перемещается не шпиндель, а заготовка. Сверло же надежно закреплено. Перемещение обрабатываемой поверхности и стола осуществляется в вертикальном направлении. От того, какое расстояние от торца шпинделя до рабочего стола имеет станок, зависит максимально возможная толщина обрабатываемой детали. Для всего электрооборудования отводится специальный шкаф. В зависимости от модели вертикально-сверлильные станки могут иметь разные типы столов: подвижный, съемный, откидной. Таким образом, каждый покупатель может выбрать устройство, подходящее именно ему. Охлаждение станка происходит путем подачи специальной жидкости насосом по шлангу. В основе строения шпинделя в станках этого типа лежат два шариковых подшипника, расположенных в гильзе. Верхний воспринимает вес самого шпинделя, нижний – силу подачи. Во избежание порчи деталей при работе в станов встроен специальный механизм, прекращающий подачу при достижении глубины обработки, соответствующей заранее заданному значению. Оно устанавливается посредством использования лимба механизма головки.
Среди станков этой группы выделяют:
• Легкие. Второе их название – настольное. Диаметр проделываемого ими отверстия составляет 3-12 мм.
• Средние. Позволяют проделывать отверстия диаметром 18 мм, а также от 25 до 50.
• Тяжелые. Максимальный диаметр сверления здесь достигает 7,5 см.
3. Горизонтально-сверлильные.
С их помощью осуществляется обработка длинномерных деталей и глубоких отверстий, с которой остальные устройства не справляются. Отличительной особенностью этих устройств является удлиненная станина. Перед началом работы заготовка фиксируется на рабочем столе в горизонтальном положении. Она перемещается вдоль станины. Это достигается за счет действия верньерного механизма. В одном блоке располагаются шпиндель, двигатель, коробка передач. С помощью последней обеспечивается возможность регулирования скорости вращения шпинделя. Сам блок может перемещаться по вертикали.
4. Многошпиндельные.
Как следует из названия, в этих устройствах работают несколько шпинделей одновременно. Это крайне удобно, если требуется проделать ряд отверстий за один раз. Кроме этого, многошпиндельные станки применяются, когда нужно нарезать резьбу или сделать развертку при наличии большого количества плоскостей обрабатываемой заготовки. В данном случае это более выгодно, чем использование одношпиндельных станков.
5. Специализированные станки незаменимы при глубоком сверлении. Как правило, имеют место на производстве.
6. Широкое применение сегодня как в частных мастерских, так и в небольших цехах получили настольные станки. В большинстве случаев режущий инструмент у них перемещается вручную. Для этого устройства оснащены рукояткой осевой подачи шпинделя.
Видео — Сверлильный станок | Настройка и другие хитрости
Видео — Многошпиндельные сверлильные станки
stanki-info.ru