Материалы, применяемые для листовой штамповки
При выборе материала для холодной штамповки необходимо учитывать эксплуатационные свойства получения деталей и способность материала к обработке давлением.
Из углеродистой стали обыкновенного качества (ГОСТ 380-2005, марки Ст0, Ст1, Ст2 и др.) штампуют детали, несущие малые нагрузки, бытовые изделия. Из качественной углеродистой стали (ГОСТ 1050-88, марки 10, 15 и др.) штампуют детали с повышенными требованиями прочности. Широкое применение для листовой штамповки находит качественная конструкционная кипящая сталь (ГОСТ 1050-88, марок 05кп, 08кп, 10кп, 15кп и др.).
Для изготовления сложных облицовочных деталей (например, кузовные детали автомобиля) применяет сталь 08кп ‑ нестареющую сталь с присадкой ванадия, 08сп или 08пс ‑ соответствующую спокойной или полуспокойной стали, раскисленной алюминием.
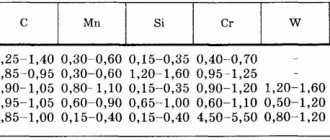
Для изготовления ответственных штамповых деталей применяют различные легированные стали: 10Г2А, 12Г2А, 20ХГСА, 25ХГСА и др.
При листовой штамповке из цветных металлов и их сплавов наибольшее распространение получили: алюминий – A1, А2, A3; АД, АД1; сплавы алюминия ‑ Д1, Д6, Д16, АМг1, АМг5, АМц; медь ‑ М1, М2, М3; латунь ‑ Л62, Л68, Л70; магниевые сплавы, титан и его сплавы, некоторые неметаллические материалы: картон, бумага, кожа, резина асбест, метилметакрилат (органическое стекло) и др.
Глубокая вытяжка листового металла
страница » Конструирование штампов » Штампы вытяжные » Расчет усилия вытяжки и усилия прижима
- 1 Расчет усилия вытяжки
- 2 Расчет усилия прижима
Вытяжка полых круглых деталей из плоской заготовки относится к нестационарным процессам деформирования. Ввиду значительной сложности аналитических формул расчета усилия вытяжки на черт. 209 приведен графический метод расчета усилия для вытяжки с прижимом из плоской заготовки цилиндрических полых деталей без утонения материала.
Ротационная вытяжка металла
Ротационная вытяжка — широко распространенный способ обработки металлов, он применяется для изготовления тонкостенных полых деталей в форме тел вращения.
Ротационная вытяжка металла
Осуществляется путем приложения давления к вращающейся листовой или полой заготовке, приобретающей в результате форму оправки.
Вытяжка металла и ее виды
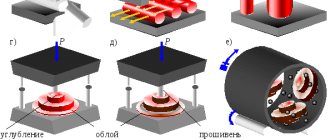
Основные виды ротационной вытяжки металла:
Поступенчатое формование
Листовая заготовка в форме круга закрепляется между оправкой и суппортом. Оправка должна совпадать с внутренней конфигурацией изделия.
Привод начинает вращать болванку, а управляемое формовочное давление осуществляется специальным пассивным роликом, приводимым в движение вращением заготовки. Давление осуществляется как в продольной, так и радиальной плоскостях.
Ролик прижимает металл к оправке и двигается по сложной кривой то к краю болванки, то назад.
Прижим осуществляется за несколько проходов, ступенчато. В конце обработки проводится серия сглаживающих движений ролика с пониженным прижимом для получения высококачественной поверхности.
Проецирование — формование за один проход
Вытяжка осуществляется за один проход. Ролик перемещается параллельно оправке, в зависимости от угла его установки осуществляется большее или меньшее утонение стенки болванки, материал ее смещается под воздействием ролика в осевом направлении.
Проецирование — формование за один проход
Способ отличается экономичностью и точностью соблюдения размеров, а также высоким классом получаемой поверхности..
Закатка с оправкой или без нее
В этом случае осуществляется уменьшение внешнего диаметра заготовки с одновременным утолщением ее стенки за счет перераспределения материала. Закатка осуществляется по направлению к центру, в несколько проходов.
Закатка с оправкой или без нее
Как вариант применяется формование детали отдельными сегментами оправки посредством ролика со смещенным центром. Резка, дополнительное профилирование или отбортовку проводят в качестве завершающих операций.
Комбинированный
Для деталей сложной конфигурации поступенчатое формование, закатки, профилирования и резки применяются совместно в различных сочетаниях.
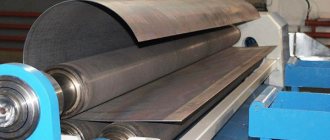
В качестве заготовки, как правило, используются листовая пластина в форме круга. Кроме того, для некоторых деталей используют и другие плоские фигуры — овал или эллипс, а также сложные криволинейные замкнутые контуры. Применяют и заготовки — отрезки труб, чаще всего круглых.
Подготовительные операции для уникальных деталей и небольших серий выполняются на кругорезах. В случае больших серий раскрой эффективнее выполнять на станках гидравлической резки, ввиду того, что лазерный или плазменный раскрой связан с воздействием высокой температуры в зоне разреза. Это может ухудшить пластичность материала.
Процесс ротационной вытяжки металла
Технология ротационной вытяжки используется в производстве трубообразных изделий с изменяющимся диметром и толщиной стенок, Кроме того, снаружи возможно сформировать ребра жесткости. Ротационную вытяжку металла используют и в сложных технологических процессах совместно с штамповкой, сваркой, клепкой и слесарными операциями.
Способы формоизменения ротационной вытяжкой металла
Многообразие приемов ротационной вытяжки металла сводится к одному из двух видов:
- Прямой. Перемещение металла происходит по ходу формующего ролика.
- Обратный. Перемещение металла происходит против хода формующего ролика.
Прямой способ
Наружный контур пуансона соответствует внутреннему контуру будущего изделия (с учетом необходимых припусков). Из-за этого оправка делается длиннее изделия. Устройство пуансона усложняется, вес, себестоимость и трудоемкость отладки технологического процесса возрастает.
Прямой способ ротационной вытяжки металла
Этот метод применим для формовки деталей в виде конуса и цилиндра с большим соотношением длины к диаметру и диаметра — к толщине стенок.
Обратный
В этом случае оправка должна совпадать по размерам и форме с внутренней поверхностью заготовки, что дает возможность выполнить оправку намного короче, чем будущее изделие.
Толстостенная ротационная вытяжка
Метод используют в производстве изделий с малым отношением длины к диаметру и относительно толстыми стенками.
Операции ротационной вытяжки металла делятся также на формовку:
- С утонением — сохраняется наружный размер, толщина стенок снижается.
- Без утонения — толщина стенок при обработке сохраняется, наружный диаметр меняется.
- С раскатом — сохраняется наружный диаметр, толщина стенок увеличивается.
Основные виды ротационной вытяжки металла
Заготовку закрепляют между оправкой, зафиксированной на приводе, и прижимом суппорта.
Станки для ротационной вытяжки металла
Для реализации технологии применяют следующие виды станков:
- Давильно-раскатные станки для ротационной вытяжки металла.
- Станки ротационной ковки.
- Кругорезы.
На ручных токарно-давильных станках формовка производится мышечной силой рабочего. Используются для выпуска уникальных изделий или особо малых серий. Для средних и больших серий применяют давильно-обкатные (раскатные) станки с числовым программным управлением.
Гидравлика или электроприводы, управляемые контроллером согласно программе, загруженной в центральный блок ЧПУ, позволяют с большой точностью контролировать силу и направление прижима, равно как и направление движения ролика, включая самые сложные криволинейные траектории.
Такие станки обеспечивают абсолютную идентичность изделий в серии, что особо важно для деталей реактивных двигателей и другой высокотехнологичной продукции
Схема ковки на станках ротационного типа
Станки ротационной ковки позволяют формовать изделия конической формы из труб путем обжимки трубы специальным инструментом — ковочным штампом. Особенность и главное преимущество заключается в уникальной возможности производства изделий, у которых:
- длина во много раз превышает диаметр.
- по длине возможно неоднократное изменение диаметра и угла раскрыва конуса.
- требуется накатка ребер жесткости.
Кругорезы
Кругорезы предназначены для раскроя листового проката на плоские заготовки в форме круга или эллипса. Также применяются как с ручным приводом, так и электрогидравлические.
Область применения ротационной вытяжки металла
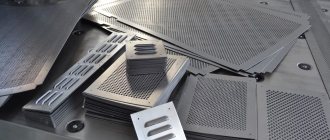
Метод применяется для производства:
- деталей реактивных двигателей в системах вооружения;
- днищ и крышек резервуаров;
- различных экранов в радиотехнике, включая радарные экраны;
- тонкостенные сосуды сложной формы: бидоны, чайники, баллоны, котелки;
- детали корпусов строительных миксеров;
- детали вентиляторов и вытяжных зонтиков.
Изделия изготовленные путем ротационной вытяжки
Метод применяется также в производстве предметов современного искусства и в ателье по кастомизации уникальных мотоциклов и автомобилей.