Коробки скоростей станков
Современные металлорежущие станки устроены таким образом, что вращательное движение их электродвигателей требуется передавать шпинделю, причем делать это таким образом, чтобы была возможность изменять транслируемую мощность, крутящий момент и число оборотов в определенных пределах. Для этого используется механизм, называемый коробкой скоростей.
Эти конструкции достаточно сложны, обходятся весьма недешево в производстве, однако в металлорежущих станках используются практически повсеместно. Основными их элементами являются зубчатые колеса и валы. Следует заметить, что коробки скоростей современного станочного оборудования весьма компактны, просты в управлении и эксплуатации.
Вращательный момент на их входе поступает со шкива постоянной скорости, приводимым в движение электродвигателем, связанным с ним зубчатой, цепной, ременной или клиноременной передачей.
Для того чтобы изменять количество оборотов шпинделя, в конструкции коробок скоростей станков предусмотрено несколько рукояток (в некоторых моделях оборудования она всего одна). Разгрузка шпинделей этого оборудования в случае наличия коробки скоростей является существенным преимуществом. В отличие от ременных, зубчатые передачи обеспечивают действительно жесткую кинематическую цепь движения, которая исключает проскальзывания. Это обстоятельство очень важно при проведении на станках многих операций (например, нарезания резьбы резцами).
Конструкции коробок скоростей и коробок подач современного станочного оборудования весьма разнообразны, однако в общем и целом они представляют собой ни что иное, как сочетание целого ряда достаточно типовых и несложных деталей, механизмов и узлов. Они скомпонованы и взаимодействуют между собой таким образом, чтобы обеспечивать изменение количества оборотов ведомых валов (шпинделей, ходовых валов и винтов).
Во всех современных металлорежущих станках коробка скоростей представляет собой одну из важнейших их частей. С ее помощью изменяется количество оборотов шпинделя.
Все детали и узлы, из которых состоит коробка скоростей, располагаются в специально разработанном и изготовленном корпусе. Он отливается из чугуна, а перед сборкой коробки проходит соответствующую обработку.
Основными функциональными деталями коробок скоростей являются блоки шестерен, зубчатые колеса, рейки, валы, зубчатые муфты, рукоятки и пр.
Сама процедура переключения скоростей состоит в том, что при помощи рукояток производится смена кинематических условий, в которых находятся зубчатые колеса. В результате этого осуществляется изменение передаточного числа и, соответственно, частоты вращения шпинделя.
Для обеспечения возможности переключения скоростей вращения шпинделей станочного оборудования, рукоятки размещаются непосредственно на внешней стороне коробки, что обеспечивает к ним легкий и удобный доступ. Эти элементы управления с помощью рычагов и других конструктивных элементов связаны с зубчатыми муфтами и блоками шестерен, которые и меняют непосредственно конфигурацию передач.
Одной из важнейших частей коробок скоростей является шпиндель. Именно на нем закрепляется различный инструмент или специальная оснастка (например, патроны, в которые зажимаются обрабатываемые заготовки или детали). Шпиндель представляет собой конечный элемент конструкции коробки скоростей.
С точки зрения структурной схемы станочного оборудования, коробки скоростей – это элементы приводов, обеспечивающих ступенчатое регулирование главного движения. К ним предъявляется целый ряд требований, среди которых основными являются обеспечение постоянства скоростей, передача усилий, удобство управления, быстродействие и габаритные размеры.
Лекция на тему «Конструкция коробок скоростей.»
Конструкции коробок скоростей
Требования, предъявляемые к конструкциям коробок скоростей метал-лорежущих станков: плавность хода, точность, вращение без вибраций, бесшумность работы передач, достаточная жесткость корпусов, валов, шпинделей и опор. Не менее важными являются качество изготовления деталей, сборка и технологичность конструкций.
Корпус коробки скоростей отливают из серого чугуна марок СЧ 15-32 и ,СЧ 28-48. Отливки подвергают старению.
Допуски на неточность отверстий под подшипники шпинделя устанавливают чаще всего по 1-му классу точности в системе отверстия, а промежуточных валов — по 2-му классу. Отклонения формы отверстий не должны превышать 1/3—1/2 поля допуска.
Зубчатые колеса, работающие со скоростями, не превышающими 1—2 м/с, изготовляют из стали 40ХФА. Сталь 40Х находит применение при окружных скоростях до 12 м/с. При наличии же ударных, нагрузок используют цементуемую сталь 20Х. Для ответственных зубчатых колес, работающих со скоростями более 12 м/с, применяют сталь 12ХНЗА и 18ХГТ.
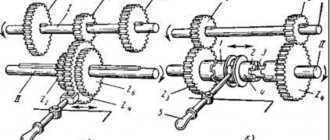
В коробках скоростей наряду с одиночными зубчатыми колесами применяют блоки двух, трех, реже — четырех колес. Цельный блок (рис. 1,а) выгоден по себестоимости, однако имеет такие недостатки, как невозможность шлифовки зубьев у всех колес, неодинаковая их долговечность, выводящая из строя весь блок при износе одного колеса. Это привело к составным блокам, которые показаны на рис. 1,6, в, г. Они позволяют производить шлифовку всех зубьев, упрощают заготовки. За счет самоустановки колес происходит более равномерное распределение нагрузки. Конструкция блока значительно упрощается при склеивании затвердевающей клеевой композицией [3]. Большое значение имеет форма закругления зуба. Применение бочкообразной формы (рис. 1,д) приводит к выравниванию эпюр удельных нагрузок, повышает долговечность передачи.
Ведущие колеса на валу электродвигателей с целью уменьшения шума, где это позволяют условия, изготовляют из текстолита. Окружную скорость в этом случае можно принимать до 40 — 50 м/с. Материал сопряженного колеса должен иметь твердость не ниже НВ 200 — 220.
Степень точности зубчатых передач регламентируется ГОСТ 1643 — 72, а шероховатость рабочей поверхности — ГОСТ 2789 — 73 (табл. 1).
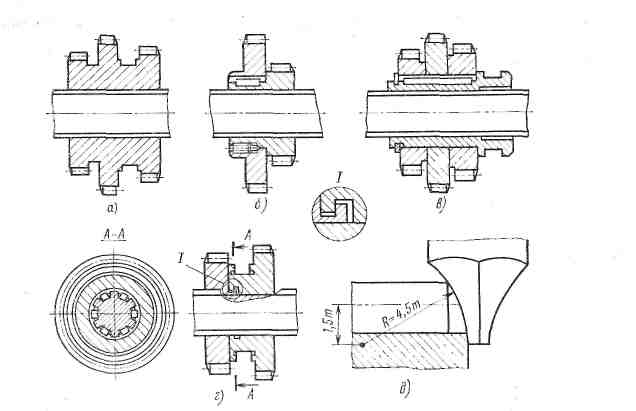
Рис. 1. Конструкция блоков зубчатых колес
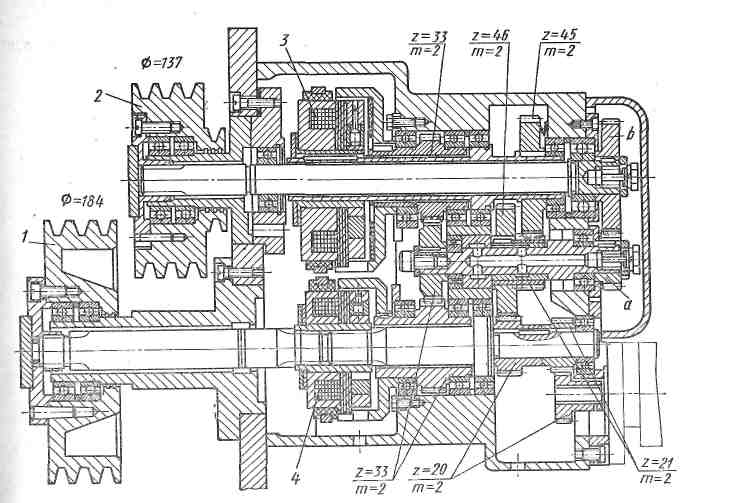
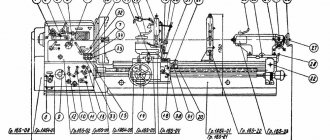
Рис. 2. Коробка скоростей револьверного станка мод. 1Н318
Конструкции коробок скоростей весьма разнообразны и зависят прежде всего от общей компоновки станков и способов переключения передач. По компоновке все коробки делят на две группы: встроенные в корпус и с раздельным приводом; по способам переключения — на четыре группы: со сменными колесами, с передвижными колесами, с муфтами, с бесступенчатыми передачами.
Коробки, встроенные в корпус, применяют в станках общего назначения. Они компактны, имеют меньшее количество корпусных деталей и соответствующих пригонок. Вместе с тем встроенные коробки служат источником вредных вибраций и нагрева шпиндельных узлов, имеют технологические трудности.
В современном станкостроении применяют следующие размерные компоновки.
1. Шпиндельные бабки с нормальным соотношением радиальных и осевых размеров (станки малых и средних размеров).
2. Шпиндельные бабки с уменьшенными осевыми размерами в результате увеличения радиальных размеров. Данные компоновки применяют В целях уменьшения возможных вибраций, вызванных консольным расположением, электродвигателя и других вращающихся деталей. Их применяют также в вертикальных конструкциях с верхним приводом шпинделя для уменьшения высоты станка и повышения виброустойчивости (радиально-сверлильные и продольно-фрезерные станки).
3. Шпиндельные бабки с уменьшенными радиальными размерами в результате увеличения осевых размеров (тяжелые токарные и некоторые другие станки).
Коробки скоростей с раздельным приводом (с редуктором) обеспечивают .более плавное вращение шпинделя. Последний не нагревается; .вибрации, возникающие в приводе, не передаются шпиндельной бабке.
Коробки со сменными колесами применяют для упрощения конструкции станка в тех случаях, когда время на перенастройку мало по сравнению с общим временем. Кроме того, сменные колеса значительно упрощают конструкцию станка. Достоинства этой передачи в ее малых осевых размерах; конструкция допускает большое количество передач исключена аварийность. Сменные колеса широко используют при массовом и серийном производстве в автоматах, .зубо- и резьбонарезных станках,- в специальном и операционном оборудовании, а также в некоторых универсальных станках. В качестве примера можно привести сменные, колеса а — Ъ, установленные в коробке скоростей револьверного станка 1Н318 (рис. 2). Валы для удобства имеют консольную часть. Колеса закрепляют с помощью шпоночных соединений и быстросъемных шайб, либо сажают на шлицах.
Коробки скоростей с муфтами применяют очень часто. В таких передачах используют кулачковые, зубчатые, фрикционные, электромагнитные и порошковые эмульсионные муфты. Преимуществами переключения кулачковыми муфтами являются малые осевые перемещения, незначительные усилия при переключении, возможность передачи вращения косо-зубыми и шевронными колесами. Недостатками их являются возможность поломки кулачков при включении и холостое вращение передач, не участвующих в движении. Эти недостатки ограничивают применение данных муфт. —
Фрикционные муфты, благодаря быстроте и плавности передач на ходу, сокращают время управления станком. Они позволяют применять в коробке косозубые и шевронные передачи. Недостатки этих муфт заключаются в ограничении величины крутящего момента, в больших размерах, затрудняющих применение более двух передач в группе и более трех групп в коробке. Потери мощности и изнашивание при холостом вращении постоянно сцепленных передач, трение в выключенных муфтах не способствует повышению КПД станка. Фрикционные муфты применяют преимущественно в малых и средних токарно-револьверных станках, иногда В сочетании с многоскоростным электродвигателем.
На рис. 2 показана коробка скоростей станка 1Н318. Привод осуществляется от двухскоростного электродвигателя с n= 1420/2800 об/мин и N = 2,6/3 кВт. Вращение от него передается на шкив клиноременной передачи 1. Через двухступенчатую коробку скоростей, регулируемую двумя электромагнитными муфтами 3 и 4, движение передается на шпиндель через шкив 2. Наличие сменных колес (четыре пары) позволяет получить 16 значений частот вращения с пределом регулирования 100-4000 об/мин. Коробка имеет две механические ступени: при включении муфты .Сменные колеса числом зубьев 22-44 и 29-37 путем-перестановки обеспечивают четыре передаточных отношения. При выключенных муфтах редуктор не работает.
Существенным при проектировании коробок скоростей и подач является выбор средств переключения. В современном станкостроении применяют механические, электрические и гидравлические устройства. Выбор системы управления зависит главным образом от необходимой частоты переключений и потребного для этого времени сравнительно со штучным временем. Если станок предназначается для крупносерийного или массового производства, то управление им должно быть полностью или частично автоматизировано. Органы ручного управления предусматривают рычажные, реечные и винтовые механизмы. Используются они в тех случаях, когда время переключения мало по сравнению с общим временем обработки.
Принцип управления с предварительным набором скоростей (преселективная система) показан на рис. 3,а. Набор скорости, включаемой после той, на которой работает станок, производят предварительно, во время работы. Для этого рукоятку 7 поворачивают на себя. В результате этого деталь 6 разводит в разные стороны вилки 5 и 8, которые перемещаются по штангам 4 и 9 (рис. 3,6). Вилки охватывают выточки фасонных кулачков 3 и 13, сидящих на шлицах вала 2. Кулачок 13 устанавливают маховиком 14 в положение, соответствующее заданной скорости. В момент переключения поворачивают рукоятку 7 от себя, в результате чего кулачки 3 и 13 сближаются и своими профилированными выступами воздействуют на пальцы рычагов 1 и 10, которые устанавливают переключаемые колеса 11 и 12 в соответствующее положение. Одновременно с этим движением отключается главная муфта.
Принципиальная схема избирательного переключения (селективное управление) изображена на рис. 4. Рычаги 3 и 7 нижними концами жестко связаны с колесами 4 и 8, находящимися в зацеплении с зубчатыми рейками 2, 5 и б, 9.- Последние могут по высоте занимать три положения, в зависимости от наличия под хвостовиками торцовой плоскости, отверстия или потайных площадок диска 1. Для установки., конкретной скорости, диск при помощи зубчатого сектора 10 и круглой рейки отводят вниз, поворачивают в соответствующее положение и вновь возвращают к рейкам 2, 5, б и 9, устанавливая их в соответствующее положение. Широкое применение нашли системы дистанционного управления. Одним из наиболее простых и надежных устройств является переключение коробок- скоростей электромагнитными муфтами. В развитии привода главного движения можно отметить следующие основные тенденции. Прежде всего — агрегатирование привода, создание унифицированных коробок скоростей. Важным является сокращение количества органов ручного управления и разработка механизмов однорукояточного управления, в том числе дистанционного. Расширяется применение электромагнитных муфт для переключения коробок, использование механизированных и автоматизированных процессов управления.
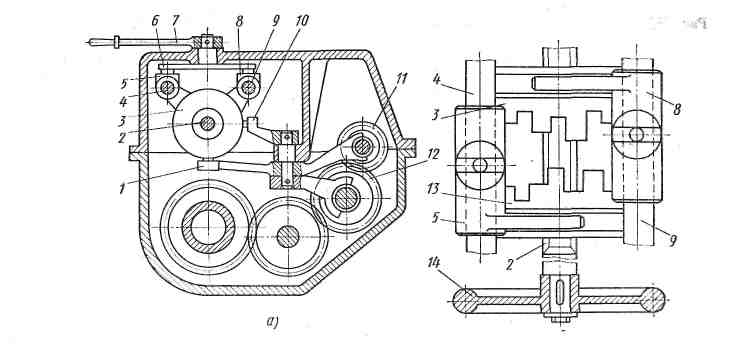
Рис. 3. Механизм переключения коробки скоростей
ІРис. 4. Селективный метод переключения передач
Рис. 1. Конструкция блоков зубчатых колес
Рис. 2. Коробка скоростей револьверного станка мод. 1Н318
Технические характеристики и назначение токарно-винторезного станка
Токарно-винторезные станки имеют похожие конструкции и схожие принципы работы вне зависимости от модели и серии выпуска.
Основная функция данного оборудования – выполнять операции точения, сверления, обработка торцов, нарезание резьбы.

Обрабатывать могут металлические и неметаллические изделия. Поэтому токарно-винторезные станки пользуются популярность на производстве с небольшим размером выпускаемых серий продукции.
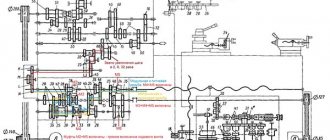
Схема кинематическая токарно-винторезного станка 1К62
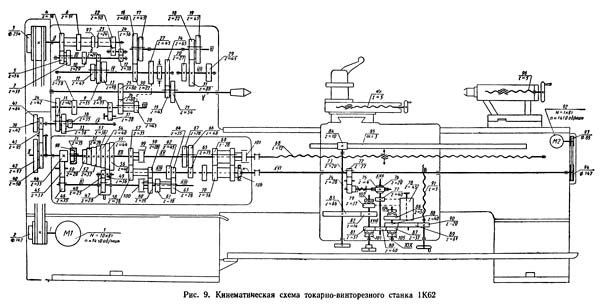
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Назначение и область применения универсального станка по металлу
Детали, обрабатываемые универсальными токарно-винторезными станками, в основном изготовлены из черных и цветных металлов.
Точение конусов ин нарезание резьбы – дополнительные функции станка. Если в комплекте идут дополнительные инструменты и сверла, то функциональные возможности станка еще больше.
Поскольку данные станки имеют большие габариты и внушительный вес, их редко можно встретить в частных мастерских. Сферы применения:
- производство мелких серий продукции;
- единичный выпуск и обработка деталей;
- в редких случаях – массовое производство.
Но в промышленных масштабах токарно-винторезные станки используются редко.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Привод подачи токарного станка, на примере 1К62
Привод подачи токарного станка предназначен для обеспечения относительных перемещений заготовки и инструмента в режиме токарной обработки детали либо в режиме установочных перемещений. Назначение цепи подач токарно-винторезного станка — обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке и нарезании резьб. Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об). Механизм привода подачи токарного станка должен допускать: включение и выключение подачи без остановки вращения шпинделя; реверсирование подачи при неизменном направлении вращения шпинделя; реверсирование подачи одновре менно с реверсированием шпинделя; регулирование величины подачи; перемещение резца относительно заготовки вручную.
В токарном станке 1К62 (см. Привод главного движения станка токарного типа, рис. 1) цепь подач (вал VII) получает движение либо непосредственно от шпинделя (блок Б6, сдвинут влево), либо через перебор цепи главного движения (блок Б6 сдвинут вправо и его колесо z = 45 сцеплено с шестерней z = 45 на валу III). В последнем случае вал III в зависимости от положений блоков Б4 и Б5 перебора может вращаться с числом оборотов, в 2, 8 или 32 раза большим числа оборотов шпинделя. Зубчатый перебор (блоки) Б4 и Б5, привода главного движения и блок Б6 используются в этом случае в цепи подач как звено увеличения шага нарезаемых резьб или величин подач.
Тройной скользящий блок Б7, на валу VIII представляет собой трензель, который образует две прямые и одну обратную передачи. Управление им осуществляется рукояткой 3 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2).
При переключении блоков Б3, Б4, Б5, Б6 и Б вал VІІІ может вращаться с числом оборотов, равным числу оборотов шпинделя, превышать ero в 2, 4, 8, 16 и 32 раза, быть меньше в 1,51, 2 или 3,02 раза.
Коробке привода подач токарного станка движение передается через сменные шестерни С1 и С2, (см. Привод главного движения станка токарного типа, рис. 1) гитары настройки. В общем случае гитара (рис. 1) состоит из четырех сменных колес А, Б, В, Г и рычага 2, имеющего два паза — радиальный 4 и круговой 1.
Паз 1 дает возможность поворачивать рычаг 2 вокруг оси 5 вала и жестко закреплять его гайкой 3. В радиальном пазу можно перемещать палец 6 гитары, на котором свободно вращается блок сменных шестерен Б и В. Палец 6 также закрепляется гайкой. Поворот рычага и радиальное перемещение пальца гитары дают возможность сцепить попарно четыре сменных колеса с различными числами зубьев. В токарном станке 1К62 для получения продольной подачи и для нарезания метрической и дюймовой резьб ставят С1 = 42 и C2 = 50, а при нарезании модульной и питчевой резьб С1 = 64 и С2 = 97. В обоих случаях на палец гитары устанавливают одну паразитную шестерню z = 95.
В коробке подач токарного станка имеется ряд зубчатых муфт, скользящих блоков и шестерен, а также конус Нортона — устройство, состоящее из ступенчатого конуса зубчатых колес, закрепленных на валу X, с которыми может сцепляться скользящий вдоль вала XI блок (ка ретка) шестерен Б9. При нарезании резьб коробка подач передает вращение ходовому винту XV; при токарной обработке и нарезании торцовых (плоских) резьб вращается ходовой валик XVI. Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Максимальный диаметр
По максимальному диаметру имеется самая обширная классификация деталей. Они начинаются от 100 мм и вплоть до 4000 мм. Помимо вышеперечисленных показателей, часто для классификации используют такой параметр, как производительность.
Имеются станки для мелкосерийного производства, для средней серии и для крупных промышленных масштабов. Последний вариант используется на конвейерных линиях.

Коробки подач станков, схема механизма с выдвижной шпонкой
Коробки подач предназначены для изменения скорости и направления подач при обработке на станке различных деталей. Коробка подач в большинстве случаев получает движение от шпинделя станка или от отдельного электродвигателя. Значения подач должны обеспечивать требуемые параметры шероховатости поверхности, а также высокую стойкость инструмента и производительность станка.
Подачу можно изменять различными способами: с помощью механизмов с зубчатыми передачами и без применения зубчатых передач (например, электрическим или гидравлическим путем, храповым или кулачково-рычажными механизмами и т. д.).
Коробки подач с зубчатыми передачами бывают: со сменными зубчатыми колесами с постоянным расстоянием между осями валов; с передвижными блоками зубчатых колес; со встречными ступенчатыми конусами колес и вытяжными шпонками; в форме гитар сменных зубчатых колес. Для получения большого числа значений подач коробки часто конструируют, используя сразу несколько механизмов.
Коробки подач со сменными зубчатыми колесами(с постоянным расстоянием между осями валов) применяют в станках для крупносерийного производства при редкой наладке. В частности, такие коробки встречаются в автоматах, полуавтоматах, операционных и специальных станках. Конструкции коробок подач, состоящих из одних лишь сменных зубчатых колес, очень просты и не отличаются от аналогичных коробок скоростей.
Коробки подач с передвижными блоками зубчатых колес широко применяют в универсальных станках. Они позволяют передавать большие крутящие моменты и работать с большими скоростями. К недостатку коробок подач этого типа относится невозможность использования в них косозубых колес. По конструкции коробки подач с передвижными зубчатыми колесами аналогичны соответствующим коробкам скоростей.
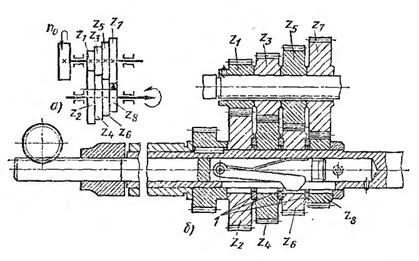
Коробка подач со встречными ступенчатыми конусами колес и вытяжной шпонкой на четыре различных передаточных отношения (вообще число передач в таких коробках может достигать восьми — десяти в одной группе) показана на рис. а, где приведена ее кинематическая схема. Передача движения в ней осуществляется через пару зубчатых колес . Механизмы
с вытяжными шпонками обычно используют в качестве основной группы передач коробки подач. В механизме с вытяжной шпонкой (см. конструктивное исполнение на рис. б) на верхнем валу жестко закреплены на шпонке зубчатые колеса z1, z3, z5 и z7, которые находятся в постоянном зацеплении соответственно с зубчатыми колесами z2, z4, z6 и z8. Одно из зубчатых колес, расположенных на ведомом валу, вытяжной шпонкой может быть жестко связано с валом, и тогда вращение валу передается через это колесо. При этом остальные зубчатые колеса вращаются вхолостую. Для предотвращения одновременного включения двух ведомых зубчатых колес механизм имеет специальные разделительные кольца.
Недостатком этого механизма является то, что зубчатые колеса ведомого вала независимо от того, передают они крутящий момент или нет, постоянно вращаются, что ускоряет их изнашивание н требует дополнительной затраты мощности. К недостаткам относится также возможность перекоса вытяжной шпонки, малая жесткость шпоночного валика, ослабленного продольным пазом, вращение колесе чрезмерно большой скоростью, если шпоночный валик работает как ведущий, и др. Коробки подач с вытяжными шпонками применяют в небольших, а иногда и в средних по размеру сверлильных и токарно-револьверных станках.
Коробки подач предназначены для изменения скорости и направления подач при обработке на станке различных деталей. Коробка подач в большинстве случаев получает движение от шпинделя станка или от отдельного электродвигателя. Значения подач должны обеспечивать требуемые параметры шероховатости поверхности, а также высокую стойкость инструмента и производительность станка.
Подачу можно изменять различными способами: с помощью механизмов с зубчатыми передачами и без применения зубчатых передач (например, электрическим или гидравлическим путем, храповым или кулачково-рычажными механизмами и т. д.).
Коробки подач с зубчатыми передачами бывают: со сменными зубчатыми колесами с постоянным расстоянием между осями валов; с передвижными блоками зубчатых колес; со встречными ступенчатыми конусами колес и вытяжными шпонками; в форме гитар сменных зубчатых колес. Для получения большого числа значений подач коробки часто конструируют, используя сразу несколько механизмов.
Коробки подач со сменными зубчатыми колесами(с постоянным расстоянием между осями валов) применяют в станках для крупносерийного производства при редкой наладке. В частности, такие коробки встречаются в автоматах, полуавтоматах, операционных и специальных станках. Конструкции коробок подач, состоящих из одних лишь сменных зубчатых колес, очень просты и не отличаются от аналогичных коробок скоростей.
Коробки подач с передвижными блоками зубчатых колес широко применяют в универсальных станках. Они позволяют передавать большие крутящие моменты и работать с большими скоростями. К недостатку коробок подач этого типа относится невозможность использования в них косозубых колес. По конструкции коробки подач с передвижными зубчатыми колесами аналогичны соответствующим коробкам скоростей.
Коробка подач со встречными ступенчатыми конусами колес и вытяжной шпонкой на четыре различных передаточных отношения (вообще число передач в таких коробках может достигать восьми — десяти в одной группе) показана на рис. а, где приведена ее кинематическая схема. Передача движения в ней осуществляется через пару зубчатых колес . Механизмы
с вытяжными шпонками обычно используют в качестве основной группы передач коробки подач. В механизме с вытяжной шпонкой (см. конструктивное исполнение на рис. б) на верхнем валу жестко закреплены на шпонке зубчатые колеса z1, z3, z5 и z7, которые находятся в постоянном зацеплении соответственно с зубчатыми колесами z2, z4, z6 и z8. Одно из зубчатых колес, расположенных на ведомом валу, вытяжной шпонкой может быть жестко связано с валом, и тогда вращение валу передается через это колесо. При этом остальные зубчатые колеса вращаются вхолостую. Для предотвращения одновременного включения двух ведомых зубчатых колес механизм имеет специальные разделительные кольца.
Недостатком этого механизма является то, что зубчатые колеса ведомого вала независимо от того, передают они крутящий момент или нет, постоянно вращаются, что ускоряет их изнашивание н требует дополнительной затраты мощности. К недостаткам относится также возможность перекоса вытяжной шпонки, малая жесткость шпоночного валика, ослабленного продольным пазом, вращение колесе чрезмерно большой скоростью, если шпоночный валик работает как ведущий, и др. Коробки подач с вытяжными шпонками применяют в небольших, а иногда и в средних по размеру сверлильных и токарно-револьверных станках.
Основные технические характеристики
У токарно-винторезного станка есть ряд технических характеристик, на которые стоит ориентироваться при выборе станка как на производство, так и для личной небольшой мастерской.
Количество оборотов
Количество оборотов может отличаться в зависимости от размеров и предназначения токарного станка, но максимальное количество оборотов – 2000 в мин.
Большие обороты предназначены для тонких отверстий в маленьких деталях. Для личных целей в небольшой мастерской достаточно станка, который работает на скорости 1000 об/мин.
Класс точности
Существует несколько классов по точности станков. Для обработки мелких деталей и в промышленных масштабах используются станки повышенной точности с пометкой П.
Для бытовых условий достаточно станков с нормальным уровнем точности, которые имеют пометку Н. Есть особые классы точности, которые используются только на очень крупных производствах. Это обозначено буквами В, С.
Применение ЧПУ
Современные токарные станки, особенно иностранного производства, имеют числовое управление. Это позволяет добиться высокой точности обработки.

Особенностями таких станков являются следующие нюансы:
- Все подвижные органы станка управляются мини блоком управления. Станок имеет сложную электрическую схему.
- Все параметры станка с ЧПУ точно соответствуют ГОСТу и также расписаны в паспорте оборудования. Здесь указаны показатели точности, габариты, скорость.
- Станки такого рода могут работать в домашних условиях, поскольку имеют небольшой размер, но при этом выдерживают поразительно высокие для своих габаритов нагрузки.
- Оборудование имеет индикацию, а также табло для ввода информации.
- Настольные станки с ЧПУ используются для высокоточной обработки небольших деталей. При этом у домашнего производства получается высокий показатель рентабельности.
Обзор и схемы распространенных моделей
Среди разнообразного модельного ряда и нескольких поколений станков, которые выпускаются нашим производством, есть несколько моделей, которые продолжают пользоваться популярностью по своим техническим характеристикам и универсальным свойствам.
Все они используются на производстве или в бытовых условиях по сей день. При этом продолжают быть достойными конкурентами иностранным аналогам.
Это надежные, прочные и долговечные устройства, способные выполнять огромное количество самых разнообразных функций.
1Л532
Один из наиболее популярных на территории бывшего СССР станок, на котором успешно можно выполнять обработку заготовок средних и больших размеров.
В свое время данное оборудование успешно экспортировалось во многие страны мира. Класс точности – Н. Масса станка – 43 тонны.

16У04П
Оборудование повышенной точности. Наибольший диаметр детали, обрабатываемой над станиной – 200 мм. Масса станка – 750 кг.

1П611
Станок, использующийся на производстве, в том числе и для обточки колес ЖД транспорта. По ГОСТу отличаются повышенной точностью и имеет возможность торможения шпинделя. Вес устройства 560 кг. Легко выполняет следующие функции:
- Сверление.
- Отрезка.
- Нарезание резьбы внутренней и наружной.
- Обработка различных поверхностей.
Наибольший диаметр заготовки над станиной – 250 мм.
1Д601
Этот станок лучше подходит для чисто бытового использования. Точность меньшая, чем у предыдущего станка. Отличается высокими показателями работы даже спустя много лет функционирования.
Перемещение суппорта, возможно только вручную. Масса всего станка около 30 кг. В связи, с небольшими габаритами максимальная длина обрабатываемой заготовки – 18 см.

16К40
Одна из наиболее популярных моделей, которая реально завоевала популярность среди мастеров. Относится к среднему классу оборудования с классом точности Н.
Начиная с 1932 года в СССР выпущено несколько десятков тысяч самых разных токарно-винторезных станков. Они использовались не только на производстве, но и для обучения молодежи, в школах, училищах, да и у многих настольные станки были в гаражах, домах, собственных мастерских.

Такое оборудование поможет расточить отверстие, подровнять необходимую поверхность, просверлить уже имеющееся отверстие. Важно, ориентируясь на начальные паспортные характеристики оборудования приобрести наиболее подходящую модель.
Сборка узлов передней бабки станка
Сборка узлов при капитальном и среднем ремонте станка имеет свою особенность. Она заключается в том, что восстановление первоначальных размерных цепей, нарушенных вследствие износа ряда деталей, осуществляется не по чертежу, а производится нередко по месту. При этом слесарю-ремонтнику, в отличие от сборщика, приходится определять формы и размеры компенсаторов для установки их в ремонтируемом узле.
Сборку передней бабки выполняют после того, как она полностью укомплектована всеми деталями, в том числе вновь изготовленными, отремонтированными (восстановленными) и теми, которые определены годными для дальнейшей эксплуатации.
Детали, поступившие на сборку, должны быть без забоин и заусенцев и чисто вымыты.
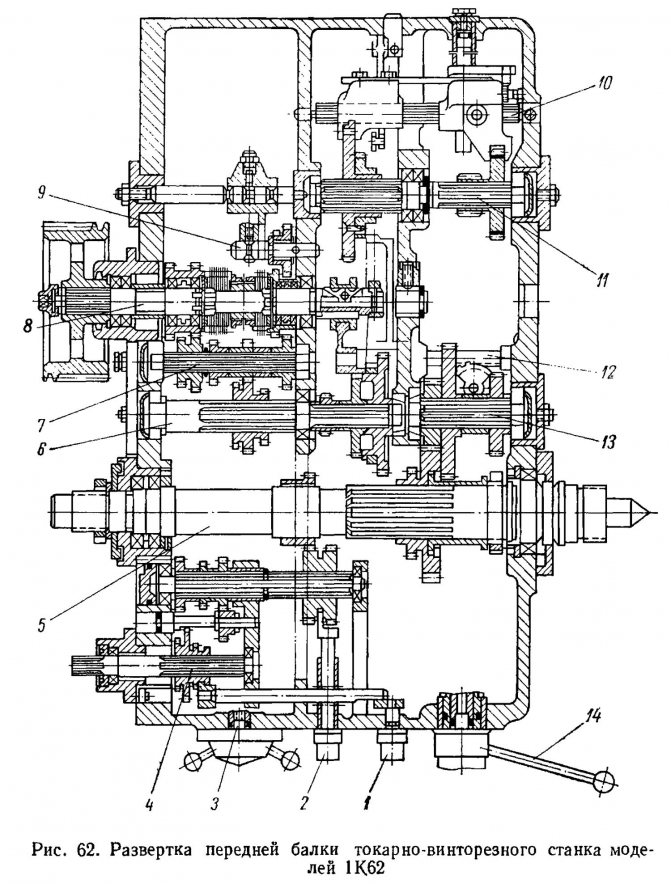
Сборку рекомендуется производить в следующей последовательности: валик 4 (рис. 62); рукоятки 1 и 2 переключения («нормальный шаг», «увеличенный шаг»); рейка 12; рукоятка 14 переключения перебора; рукоятка переключения скоростей 3; валик 7, 13, 9; вал 8 фрикциона; валик 6; шпиндель 5; вал 11 (узел перебора); валик 10 переключения перебора; плунжерный насос с пластинчатым фильтром; трубки маслопроводов; крышка корпуса бабки.
Наиболее сложными узлами передней бабки являются вал 8 фрикциона и шпиндель 5, сборка которых рассмотрена ниже.
Сборка вала фрикциона
До установки узла вала в корпус передней бабки станка производят подгонку деталей и их сборку на верстаке следующим образом:
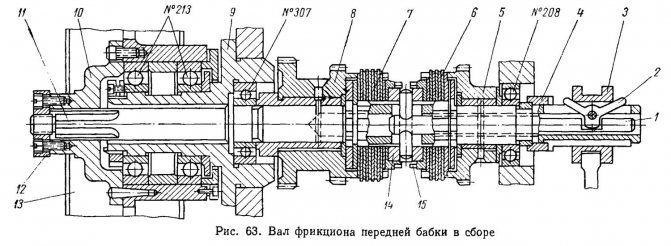
- В зубчатые колеса 5 и 8 (рис. 63) фрикционных муфт запрессовывают втулки. Просверливают отверстия и прорубают во втулках смазочные канавки. Пришабривают отверстия втулок по шлифованным шейкам вала 11. Вращение зубчатых колес на валу должно быть легким и плавным. Опробование производится вручную.
- Пропиливают пазы в пистоне 1 и в валу 11 по коромыслу 2. Развертывают отверстие под ось в сборе с коромыслом. Движение коромысла вместе с пистоном должно быть легким, без заеданий
- Подгоняют по шлицам вала 11 и по зубчатым колесам 5и 8 фрикционные диски 6 и 7. Поверхности стенок шлицов вала и пазов зубчатых колес должны быть чисто обработаны. (Зазубрины, образуемые на стенках пазов, устраняют фрезерованием). Перемещение колец должно быть легким, без заеданий
- Устанавливают кольцо 14 на шлицы вала 11. В кольце вместе с пистоном 1 развертывают отверстие под ось. Пропиливают паз вала для свободного прохода оси. Перемещение кольца, соединенного с пистоном осью, вдоль оси вала должно быть легким, без заеданий
- Собирают узел вала фрикциона. Напрессовывают на вал 11 шарикоподшипник № 307, устанавливают зубчатое колесо 8, пружинное кольцо и комплект фрикционных дисков. Устанавливают кольцо 14 с навинченными гайками 15, соединяют его с пистоном 1 осью, монтируют на валу второй комплект фрикционных дисков и стопорят пружинным кольцом. Устанавливают зубчатое колесо 5, упорное кольцо, шарикоподшипник № 208, компенсационное кольцо и закрепляют на валу кольцом 4. Коромысло 2 соединяют с валом 11 осью и устанавливают муфту 3. Предварительно отрегулировав фрикционные муфты гайками 15, проверяют включение перемещением муфты 3, при этом каждое из плеч коромысла 2 должно поочередно заходить в отверстие муфты 3. Затем закрепляют соответствующий фрикцион на валу. Вращение фрикционных муфт на валу должно быть легким и без заеданий при расположении муфты 3 посередине коромысла 2.
- Монтируют собранный узел в корпусе передней бабки и закрепляют фланцем 9. Вращение вала должно быть легким, без заеданий
- Устанавливают шкив 13 с задним фланцем, шарикоподшипниками № 213 и упорным и распорным кольцами на фланец 9и закрепляют гайкой. Устанавливают фланец 10 на хвостовик со шлицами вала 11 и скрепляют со шкивом винтами. Навертывают на вал гайку 12 и закрепляют винтами. Вращение шкива вместе с валом должно быть легким, без заеданий
Сборка шпинделя токарно-винторезного станка
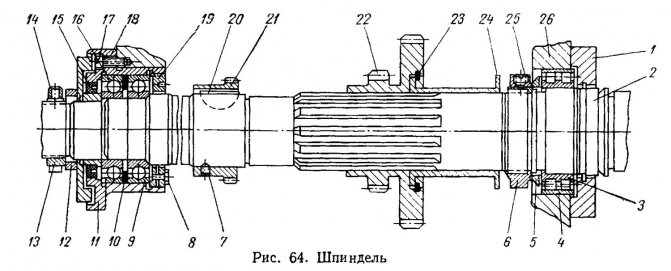
К сборке шпинделя токарно-винторезного станка (рис. 64) приступают, убедившись после соответствующих проверок в том, что все детали шпинделя исправны или отремонтированы. Необходимо также проверить правильность посадки зубчатых колес на шпинделе, состояние шеек шпинделя. В пазу шпинделя устанавливают шпонку 20.
Сначала собирают заднюю опору шпинделя. В стакан 18, скрепленный с корпусом бабки винтами 17, устанавливают уплотнение 15 и затем радиально-упорный шарикоподшипник 16; его располагают так, чтобы наиболее тонкий торец наружного кольца подшипника был направлен в сторону уплотнения 15. Затем устанавливают промежуточное кольцо 10 и подшипник 9, у которого тонкий торец наружного кольца должен быть обращен в противоположную сторону от уплотнения сторону. Подшипники закрепляют гайкой 19, которую стопорят винтом 8.
Для удобства сборки придают шпинделю 2 вертикальное положение и устанавливают на нем роликоподшипник 3 и кольцо 5; затем навинчивают гайку 6 до легкого соприкосновения ее с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его передней стенке, надевают на шпиндель двухвенцовое зубчатое колесо 22 с закрепленной с помощью пружины 23 втулкой 24 и зубчатое колесо 21. После этого заводят конец шпинделя в заднюю опору и вводят переднюю опору в отверстие корпуса; при этом несколько сдвигают наружное кольцо 4 подшипника в сторону корпуса.
Установив на конце шпинделя кольца 11 и 12, навинчивают ключом гайку 13, пока шпиндель не станет на свое место, что определяют по усилию затяжки и по вращению шпинделя. Сначала замечается осевое перемещение шпинделя при его равномерном вращении, в дальнейшем осевое перемещение шпинделя прекращается и его вращение становится тугим.
При установке шпинделя сдвигают с помощью специальной втулки кольцо 4 так, чтобы оно расположилось на уровне внутреннего кольца подшипника.
Закончив установку узла, монтируют зубчатое колесо 21 на шпинделе и завинчивают стопор 7. Чтобы предотвратить возможность самоотвинчивания, вводят в канавку зубчатого колеса и шлиц стопора специальное пружинное кольцо. Завершают сборку креплением фланца 1.
Теперь можно приступить к регулированию опор шпинделя, которое начинают с задней опоры. Несколько отвинтив гайку 13, проворачивают шпиндель для того, чтобы внутренние кольца шарикоподшипников заняли нормальное положение (шпиндель тогда начинает легко вращаться); потом завинчивают стопорный винт 14.
Переднюю опору регулируют завинчиванием гайки 6 со стопором 25. Внутреннее кольцо 3 подшипника тогда начинает надвигаться на конус шпинделя и все больше расширяется, благодаря чему соединение получается правильным и надежным.
Проверку зазоров шпинделя производят в соответствии с описанием в гл. I (см. рис. 6).
Вращение шпинделя должно быть плавным, без заеданий.
При регулировке шпинделя следует обратить внимание на совмещение сцепления зубьев зубчатых колес шпинделя по ширине с сопрягающими зубчатыми колесами других валиков. Проверяют также положение маслосбрасывающей канавки шпинделя относительно фланца 1, которая должна располагаться так, как показано на рис. 64. В противном случае при работе шпинделя масло будет выбрасываться наружу.
Собранную переднюю бабку проверяют на вращение вручную на всех скоростях. Заедание и стуки не допускаются. Переключение рукояток должно быть легким, с усилием до 3 кг.
Оглавление
Коробка скоростей токарного станка относится к основным частям привода шпинделя. Она создана для осуществления передачи энергии движения электродвигателя остальным частям механизма. Также ее используют для изменения частоты вращения шпинделя, а соответственно и скорости работы. В зависимости от конструкции станка может быть два типа размещения этого узла. Коробку могут встраивать в корпус бабки шпинделя или же монтировать ее в отдельном корпусном блоке, который все равно должен быть связан со шпинделем.
Если коробка скоростей токарно-винторезного станка является встроенной, то это делает конструкцию существенно более простой, особенно это заметно в плане монтажа. Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.

фото:коробка скоростей токарного станка
Изменение скорости может производиться бесступенчатым и ступенчатым способом также как и реверсирование. Для этого используется несколько способов, к примеру, таких как:
- Скользящие блоки, состоящие из 2-3 колес с прямыми зубьями, которые перемещаются по валу с направляющей шпонкой или шлицами. Используются в станках средних размеров.
- Фрикционные муфты с ручным или электромагнитным включением. Здесь допускается применение шевронных или косозубых колес, благодаря чему скорости можно переключать на ходу. Эта система используется в автоматических станках средних и мелких размеров.
- Кулачковые муфты, которые работают совместно с шевронными и косозубыми колесами. Они обладают малыми условиями включения и небольшими пределами перемещения. Данная система хорошо подходит для тяжелых станков.
- Сменные зубчатые колеса, которые обладают относительно небольшими осевыми габаритами. Такая система обеспечивает широкие пределы частоты вращения шпинделя. Ещё используются в операционных и специальных станках автоматического и полуавтоматического типа, которые заняты в серийном производстве.
- Механизмы бесступенчатого регулирования, или как их еще называют – вариаторы. Они обеспечивают плавную регулировку скорости при работе станка. Используются в средних и малых станках.
Ремонт корпуса передней бабки токарного станка
Восстановление отверстий под подшипники качения шпинделя путем расточки и последующей запрессовки втулок в корпус передней бабки производится в редких случаях при наличии большого износа отверстий, который нельзя компенсировать соответствующей регулировкой подшипников.
При условии установки подшипников шпинделя в специальных корпусах (станках) и фланцах износ отверстий под подшипники компенсируется заменой соответствующих корпусов и фланцев с последующей пригонкой внутреннего диаметра по подшипнику и выверкой радиального биения (допускаемое отклонение 0,01 мм).
При восстановлении отверстий методом расточки и установки компенсационных втулок ремонт корпуса передней бабки производят следующим образом.
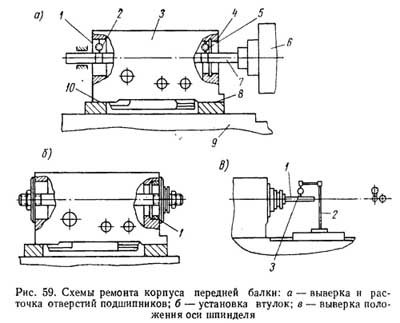
Первоначально зачищают шабером задиры на опорных поверхностях 8 и 10 (рис. 59, о) корпуса передней бабки 3 и в отверстиях под подшипники 1 и 4. Затем производят расточку изношенного отверстия (в нашем случае отверстие переднего подшипника 4) на горизонтально-расточном станке 6 для последующей запрессовки втулки.
Корпус передней бабки устанавливают на стол 9 горизонтально-расточного станка опорными поверхностями 8 и 10. Производят выверку точности установки с помощью индикаторов 2 и 5 на оправке 7, закрепленной в шпинделе расточного станка (ось шпинделя должна быть параллельна опорным поверхностям 8 и 10). Выверку установки производят по невыработанным поверхностям отверстий 1 и 4 (допускаемое отклонение 0,05 мм на длине детали, точность установки 0,01 мм).
После закрепления корпуса передней бабки токарного станка на столе 9 горизонтально-расточного станка производят расточку изношенного отверстия для запрессовки втулки, причем внутренний размер втулки следует брать с припуском под расточку, а наружный диаметр втулки должен быть равен внутреннему плюс 15—16 мм (допускаемые отклонения: радиальное биение — не более 0,01 мм; непараллельность оси отверстия опорным поверхностям 8 и 10 основания передней бабки — не более 0,01 мм на длине 300 мм).
После запрессовки втулки 1 (рис. 59, б) необходимо ее расточить и подрезать торец для запрессовки подшипника (допускаемое отклонение — радиальное биение — не более 0,01 мм).
Корпус передней бабки устанавливают на отремонтированные направляющие станины и производят выверку правильности установки и шабровки опорных поверхностей 8 и 10 (рис. 59, а). Затем в конусное отверстие шпинделя вставляют контрольную оправку 1 (рис. 59, в) и с помощью индикатора 3, установленного на мостике 2, проверяют параллельность оси шпинделя в горизонтальной и вертикальной плоскостях, при этом мостик с индикатором передвигают по направляющим станины на длине оправки.
При наличии отклонений выше допустимых дефект устраняется путем шабрения основания корпуса (опорных поверхностей) передней бабки.
Допускается непараллельность оси шпинделя: в вертикальной плоскости свободный конец оправки может быть только выше горизонтальной оси (0,02 мм на длине 300 мм); в горизонтальной плоскости — не более 0,02 мм на длине 300 мм, причем свободный конец оправки может быть отклонен только в сторону резца.
После шабрения количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм.
Для ремонта направляющих передней бабки необходимо установить шпиндель в свои опоры (подшипники). Бабку со шпинделем располагают на направляющих станины, выверенных по уровню, а в конусное отверстие шпинделя вставляют контрольную оправку (рис. 59, в). На каретку суппорта или на универсальный мостик 2 устанавливают стойку с индикатором 3, измерительный штифт которого последовательно подводят к верхней и боковой образующим оправки. Затем определяют отклонения от параллельности при перемещении каретки по направляющим станины. Шабрят направляющие по отпечаткам краски с учетом отклонений, отмеченных по контрольной оправке. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм. Допускается непараллельность в вертикальной плоскости не более 0,02 мм на длине 300 мм. Свободный конец оправки может быть наклонен только вверх. Допускается непараллельность в горизонтальной плоскости не более 0,01 мм на длине 300 мм. Свободный конец оправки может отклоняться в сторону резца.