Сдача станка заказчику
Результатом оказанных услуг является
- Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным завода изготовителя, принятая Заказчиком;
- Полный комплект необходимой документации;
Общее описание
Предназначен для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой, и точной резьб (метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.) Задняя бабка токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может обработка пологих конусов. Возможно соединение задней бабки с нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
Табл. 1 Технические характеристики
Ремонт токарного станка 1К62
Капитальный ремонт и модернизация станков модели 1К62
Мы предлагаем следующий услуги:
- Ремонт и сервисное обслуживание токарного станка 1К62;
- Дефектация токарного станка 1К62;
- Пуско-наладочные работы токарного станка 1К62;
- Гарантийный ремонт токарного станка 1К62.
Перечень работ при среднем ремонте станка 1К62:
- частичная разборка станка
- промывка, протирка
- осмотр деталей разобранных сборочных единиц и очистка о грязи не разобранных
- замена непригодных или восстановление изношенных сборочных единиц и деталей
- проверка и зачистка не изношенных деталей, оставляемых в механизме станка, ремонт насосов и систем смазки, охлаждения и гидравлики
- контрольное шабрение или шлифование нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый
- ремонт или замена оградительных устройств, для защиты отработанных поверхностей станка от стружки и абразивной пыли
- сборка отремонтированных сборочных единиц
- проверка правильности взаимодействия всех механизмов станка
- окраска наружных нерабочих поверхностей станка
- обкатка станка на всех скоростях и подачах
- проверка параметров станка на точность
- время и сроки ремонта определяются согласно укрупненных норм времени
- отгрузка станка производится без комплектации оснастки и инструмента
Перечень работ при капитальном ремонте и модернизацию станка модели 1К62:
1. Разборка станка 2. Очистка и мойка станка 3. Шлифовка станины 4. Обработка каретки 5. Ремонт суппортной группы 6. Ремонт салазок 7. Замена клиньев и прижимных планок с их подгонкой 8. Ремонт коробки скоростей 9. Ремонт коробки подач 10. Ремонт фартука 11. Замена изношенных винтовых пар привода салазок ,суппорта, ходового вала и задней бабки 12. Восстановление геометрии задней бабки с установкой гильзы, подгонка по осям шпинделя 13. Ремонт гитары 14. Замена системы смазки 15. Ремонт системы СОЖ с заменой насоса 16. Замена электрооборудования и проводки 17. Сборка станка (с геометрическими нормами точности согласно паспортным данным 18. Регулировка на точность и обкатка под нагрузкой 19. Подготовка и окраска станка
Производим как капитальный, так и текущий ремонт коробок скоростей металлообрабатывающих станков.
Типичный перечень производимых при капитальном ремонте работ:
- разборка
- дефектовка
- восстановление посадочных мест
- изготовление и замена отдефектованных шестерен и валов
- изготовление либо ремонт и замена ручек и вилок
- ремонт или замена шпинделя
- замена подшипников
- замена маслонасоса
- восстановление системы смазки
- изготовление шильдиков
- восстановление электрики
- покраска корпуса
- регулировка и обкатка.
Токарный станок – достаточно сложное технологическое оборудование, присутствующее в станочном парке любого производства. В процессе интенсивной эксплуатации он подлежит неизбежному износу и периодически требует ремонта. Неисправности могут возникнуть в различных узлах и системах токарного оборудования, не обходят они стороной и такую важную часть токарно-винторезного станка как коробку скоростей. Не случайно ремонт коробок скоростей станков считается достаточно распространенной разновидностью ремонта. Коробка скоростей представляет собой основную составляющую привода токарного станка, передающую вращающий момент его шпинделю. Включенная между электродвигателем и валом шпинделя, она обеспечивает переменный вращательный момент валу шпинделя. Таким образом, управляя скоростями вращения последнего, она фактически задает режимы металлообработки, что является важными функциями токарного станка. Конструктивно коробка скоростей может быть выполнена отдельно, что характерно для высокоточных станков. Вариантом исполнения для станков нормальной точности считается расположение ответственного узла в корпусе передней бабки, за что она получила название шпиндельной бабки. Такая компоновка существенно упрощает конструкцию самого станка, однако усложняет температурные режимы для самой коробки и способствует повышению вибраций. Фактически в этом случае устранение неисправностей функционального узла представляет собой ремонт передней бабки токарного станка. Рассматривая устройство коробки скоростей на примере станка 16К20, видно, что основным ее элементом является блок шестерен, управляемый специальной рукоятью. Вращательный момент от него валу шпинделя передается посредством специальной муфты. В связи с возможностью вращения ходового винта в двух направлениях регулировка скорости доступна одним контролирующим элементом.
Ремонт токарного станка 1К62
Станок 1К62 — универсальное токарное оборудование винторезного типа. На сегодняшний день эта модель снята с производства. Однако она продолжает применяться на множестве предприятий, которые рано или поздно столкнутся с неисправностями оборудования. Профессиональный ремонт станка 1К62 предлагает ООО «РемСтан».
Почему выгодно ремонтировать станок?
Главное преимущество для предприятия, выбирающего ремонт, а не приобретение более современной аналогичной модели, является финансовая экономия. Покупка обходится куда дороже, а ремонт может себе позволить даже небольшая фирма или мастерская. Кроме того, выбирая ремонт, можно получить такие выгоды:
- снижение расхода ресурсов компании благодаря повышению энергоэффективности оборудования;
- большая прибыль от реализации продукции за счет увеличения производительности и возможности выполнять заказы большего объема;
- экономия времени — ремонт выполняется предельно быстро (средний срок — 1 месяц);
- отсутствует необходимость обучать персонал работе с новым оборудованием, что повышает безопасность и снижает издержки.
Какие услуги мы оказываем?
ООО «РемСтан» предлагает комплексные ремонтные услуги. Мы осуществляем:
- сервисное обслуживание;
- диагностику с последующей дефектацией;
- непосредственно ремонтные работы в необходимом объеме;
- демонтаж и монтаж станка (в случае необходимости);
- пуско-наладочные работы;
- гарантийный ремонт и послегарантийное обслуживание.
Ремонт токарного оборудования — главное направление деятельности . Наши специалисты осуществляют малый, средний и капитальный ремонт станка модель 1К62.
В случае среднего ремонта оборудование частично разбирается, промывается, осматривается. Изношенные детали меняются, неизношенные — зачищаются. Наружные нерабочие поверхности окрашиваются.
При капремонте станок 1К62 разбирается полностью. Это осуществляется на территории производственной базе нашей компании. Оборудование очищается, моется. Станина шлифуется. Ремонтируются салазки, суппорты, коробки скоростей и передач, фартук, меняются изношенные детали — клинья, винтовые пары, задняя бабка и т.д. Выполняется сборка, регулировка, проводятся пуско-наладочные работы.
Заказать ремонт токарного станка 1К62 в ООО «РемСтан» — значит получить безукоризненно работающее оборудование, которое будет эффективно решать поставленные производственные задачи.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Все про токарный станок 1к62, ремонт, оснастка, электрика и тд.
Кто в курсе маточную гайку как регулировать? Вымысле, фартук снят, затолкать вал и настраивать зацепление? Так можно сделать?
у меня 1 а 62. но буду следить за темой, так как мой ремонт пока закончился оттиранием табличек и сборкой в кучу. остался правда один болт крепления передней бабки была снята и какая-то пластина подозрительно ровно обработанная и блестящая чтобы считать её случайно оказавшейся в ящике с железом от станка
но найти ей место никак не получается, позднее скину фото может кто подскажет что это. чья-то шутка или деталь от станка
Настроил рычаг быстрой подачи,
или как он правельно называется, отрегулировал зацеп шестерён вправо влево вперёд назад, снял вал шестерню, этот вал не выходил из зацепления с зубчатой рейкой, на своём месте только с помощью молотка его можно было продвинуть, снял этот вал он оказался погнут! Даже не вооруженным глазом видно погнутость, снял зубчатую рейку, надо попытаться востоновить, хочу наварить сломаные зубы и отдать токарю чтоб профрезеровал.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Рожденный ползать,летать не сможет.
Привет Николай . Станок этот распостраненный , может рейку заказать в интернете.
Привет, Кто бы сылку дал на вал и зуб рейку!?
ищу пока не нашёл, сегодня разобрал точнее снял крышку коробки подачь, осмотр показал что все в порядке, за исключением Блока шестерён немного зуб один отколот, как это повлияет на работу стонка, подскажите! Ещё заметил что шестерни над которыми написано, при сборке шестерни выставить по меткам, дак вот они стоят не по меткам, как так то? Как работали на нем? И что мне делать? Ставить шестерни по меткам или оставить так как есть?!
Оглавление
Коробка скоростей токарного станка относится к основным частям привода шпинделя. Она создана для осуществления передачи энергии движения электродвигателя остальным частям механизма. Также ее используют для изменения частоты вращения шпинделя, а соответственно и скорости работы. В зависимости от конструкции станка может быть два типа размещения этого узла. Коробку могут встраивать в корпус бабки шпинделя или же монтировать ее в отдельном корпусном блоке, который все равно должен быть связан со шпинделем.
Если коробка скоростей токарно-винторезного станка является встроенной, то это делает конструкцию существенно более простой, особенно это заметно в плане монтажа. Это сильно упрощает управление устройством. В то же время они создают условия для повышения температуры во время рабочего процесса, а также создают дополнительные вибрации. Таким образом, они находят применение только в моделях нормальной точности, так как для точных станков используется принцип действия с раздельной коробкой.

фото:коробка скоростей токарного станка
Изменение скорости может производиться бесступенчатым и ступенчатым способом также как и реверсирование. Для этого используется несколько способов, к примеру, таких как:
- Скользящие блоки, состоящие из 2-3 колес с прямыми зубьями, которые перемещаются по валу с направляющей шпонкой или шлицами. Используются в станках средних размеров.
- Фрикционные муфты с ручным или электромагнитным включением. Здесь допускается применение шевронных или косозубых колес, благодаря чему скорости можно переключать на ходу. Эта система используется в автоматических станках средних и мелких размеров.
- Кулачковые муфты, которые работают совместно с шевронными и косозубыми колесами. Они обладают малыми условиями включения и небольшими пределами перемещения. Данная система хорошо подходит для тяжелых станков.
- Сменные зубчатые колеса, которые обладают относительно небольшими осевыми габаритами. Такая система обеспечивает широкие пределы частоты вращения шпинделя. Ещё используются в операционных и специальных станках автоматического и полуавтоматического типа, которые заняты в серийном производстве.
- Механизмы бесступенчатого регулирования, или как их еще называют – вариаторы. Они обеспечивают плавную регулировку скорости при работе станка. Используются в средних и малых станках.
Устройство коробки скоростей
Коробки скоростей металлорежущих станков могут заметно отличаться друг от друга. На примере такого устройства как токарный станок 1М61 можно рассмотреть составляющие детали оборудования. Сюда входят такие вещи как:
- Реверсивный электродвигатель от https://eec.kz, что обеспечивает вращение шпинделя;
- Система зубчатых передач;
- Клиноременная передача, соединяющая двигатель и систему зубчатой передачи в коробке;
- Многодисковая электромагнитная муфта, которая обеспечивает торможение шпинделя;
- Рукоять для переключения скоростей.
Причины неисправностей
В зависимости от модели станка коробки скоростей могут иметь существенные различия вплоть до применения механизмов бесступенчатого управления скоростью (вариаторов). Столь же разнообразны и типы неисправностей, спровоцированных различными причинами, хотя к числу типичных следует отнести:
- отсутствие вращения шпинделя при включенном двигателе;
- проблемы с переключением скоростей;
- заклинивание валов в коробке при включении скоростей;
- самопроизвольное выключение передач;
- перегрев коробки и пр.
Причинами этих неисправностей могут быть износ и поломка различных деталей, срезание шпонок и штифтов, износ шпоночных пазов, деформации валов, износ дисков фрикционной муфты и многое другое. Разнообразие причин, добавляет например, заклинивание валов в коробке скоростей, вызванное одновременным включением двух скоростей сразу. Чрезмерный нагрев коробки скоростей возникает при перетяжке подшипников муфты, проблемах в системе смазки. Зачастую неисправности кроются в неверных или ослабленных регулировках. К другим проблемам с коробкой скоростей передней бабки, ремонт которой может заключаться как в элементарной настройке, так и в замене вышедших из строя деталей относятся проблемы с работой механизма подачи. Как правило, они бывают вызваны поломкой муфты ускорения хода, или неисправностями механизма блокирования. Обычно неисправности коробки скоростей токарных станков возникают по причине отсутствия должного ухода за оборудованием. Последнее необходимо производить в ходе регулярного технического обслуживания станка. В частности замена масла должна производиться согласно смазочной карте, кроме того регулярной замене подлежат масляные фильтры. Возникающие в процессе интенсивной эксплуатации станка люфты в коробке скоростей негативным образом отражаются на точности работы станка. Одновременно они могут оказаться причиной поломки оборудования. Поэтому обнаружение появившихся люфтов должно послужить причиной для проведения необходимых настроек либо замены изношенных деталей.
Привод подачи токарного станка, на примере 1К62
Привод подачи токарного станка предназначен для обеспечения относительных перемещений заготовки и инструмента в режиме токарной обработки детали либо в режиме установочных перемещений. Назначение цепи подач токарно-винторезного станка — обеспечить автоматическое перемещение резца, закрепленного на суппорте, относительно вращающейся заготовки при токарной обработке и нарезании резьб. Источником движения (исходным звеном) цепи подач является шпиндель, поэтому скорость подачи в токарно-винторезных станках измеряется и указывается в миллиметрах на один оборот шпинделя (мм/об). Механизм привода подачи токарного станка должен допускать: включение и выключение подачи без остановки вращения шпинделя; реверсирование подачи при неизменном направлении вращения шпинделя; реверсирование подачи одновре менно с реверсированием шпинделя; регулирование величины подачи; перемещение резца относительно заготовки вручную.
В токарном станке 1К62 (см. Привод главного движения станка токарного типа, рис. 1) цепь подач (вал VII) получает движение либо непосредственно от шпинделя (блок Б6, сдвинут влево), либо через перебор цепи главного движения (блок Б6 сдвинут вправо и его колесо z = 45 сцеплено с шестерней z = 45 на валу III). В последнем случае вал III в зависимости от положений блоков Б4 и Б5 перебора может вращаться с числом оборотов, в 2, 8 или 32 раза большим числа оборотов шпинделя. Зубчатый перебор (блоки) Б4 и Б5, привода главного движения и блок Б6 используются в этом случае в цепи подач как звено увеличения шага нарезаемых резьб или величин подач.
Тройной скользящий блок Б7, на валу VIII представляет собой трензель, который образует две прямые и одну обратную передачи. Управление им осуществляется рукояткой 3 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2).
При переключении блоков Б3, Б4, Б5, Б6 и Б вал VІІІ может вращаться с числом оборотов, равным числу оборотов шпинделя, превышать ero в 2, 4, 8, 16 и 32 раза, быть меньше в 1,51, 2 или 3,02 раза.
Коробке привода подач токарного станка движение передается через сменные шестерни С1 и С2, (см. Привод главного движения станка токарного типа, рис. 1) гитары настройки. В общем случае гитара (рис. 1) состоит из четырех сменных колес А, Б, В, Г и рычага 2, имеющего два паза — радиальный 4 и круговой 1.
Паз 1 дает возможность поворачивать рычаг 2 вокруг оси 5 вала и жестко закреплять его гайкой 3. В радиальном пазу можно перемещать палец 6 гитары, на котором свободно вращается блок сменных шестерен Б и В. Палец 6 также закрепляется гайкой. Поворот рычага и радиальное перемещение пальца гитары дают возможность сцепить попарно четыре сменных колеса с различными числами зубьев. В токарном станке 1К62 для получения продольной подачи и для нарезания метрической и дюймовой резьб ставят С1 = 42 и C2 = 50, а при нарезании модульной и питчевой резьб С1 = 64 и С2 = 97. В обоих случаях на палец гитары устанавливают одну паразитную шестерню z = 95.
В коробке подач токарного станка имеется ряд зубчатых муфт, скользящих блоков и шестерен, а также конус Нортона — устройство, состоящее из ступенчатого конуса зубчатых колес, закрепленных на валу X, с которыми может сцепляться скользящий вдоль вала XI блок (ка ретка) шестерен Б9. При нарезании резьб коробка подач передает вращение ходовому винту XV; при токарной обработке и нарезании торцовых (плоских) резьб вращается ходовой валик XVI. Использование ходового валика для осуществления подачи при токарной обработке позволяет дольше сохранить точность ходового винта, необходимую при нарезании резьб.
Перестановка скользящего блока Б9, по конусу Нортона дает последовательный ряд величин подач или шагов резьб, а за счет переключений блоков Б11 и Б12, можно увеличить их в 2, 4 и 8 раз. Управление блоками Б9, Б11 и Б12 производится одной рукояткой 10 (см. Токарный станок по металлу: назначение, компоновка, параметры, рис. 2). Включение цепи подач токарного станка на нарезание резьб различных видов — метрической, дюймовой, модульной или питчевой — и на подачу по ходовому валику производится переключением муфт М2, М3, M4, M5, и блоков Б8 и Б10 с помощью одной рукоятки 11.
Рис. 1. Гитара сменных колес токарного станка
Суппорт токарного станка как звено подач
Суппорт токарного станка (рис. 2) является конечным звеном цепи подач. Он служит для закрепления резца и сообщения ему движения подачи токарного станка относительно вращающейся заготовки. Суппорт состоит из четырех основных частей:
- каретки (нижних салазок) 1, которая перемещается по направляющим станины вдоль оси заготовки;
- поперечных салазок 2, скользящих по направляющим каретки 1 в поперечном, к оси заготовки, направлении;
- поворотной части 4 с направляющими, по которым перемещается резцовая каретка ( верхняя каретка) 3.
Каретку и поперечные салазки можно перемещать как автоматически, так и вручную. Поворотную часть суппорта 4 можно устанавливать под углом к линии центров станка и закреплять с помощью болтов, головки которых входят в круговые пазы на поперечных салазках; эта возможность используется главным образом при обтачивании конусов.
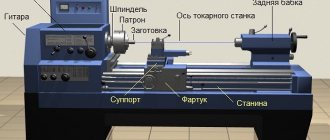
Токарно-винторезный станок 1К62
1К62
Назначение токарно-винторезного станка 1К62 — наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 — 4,16
- Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 — 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
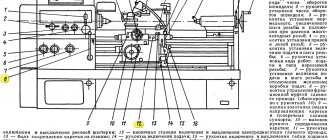
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4. В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
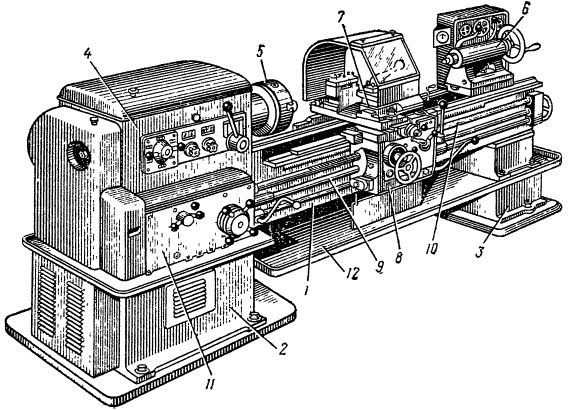
Рисунок 1 — Токарно-винторезный станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость. Кинематическая схема станка 1К62 представлена на рисунке
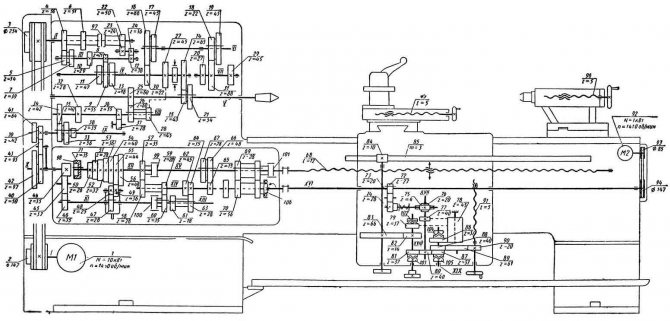
Рисунок 2 — Кинематическая схема токарно-винторезного станка 1К62
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 — 17 и 18 — 19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15 — 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 — 26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27 — 28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 — 20, 29 — 19, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 29 — 19, 16 — 30, 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 16 — 30, 27 — 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 — 33 или 34 — 35, или через реверсивный механизм с колесами 36 — 37 — 38, сменные колеса 39 — 40 или 41 — 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1. Вращение передается через зубчатые колеса 44 — 45 — 46 на вал XI, затем через колеса 47 — 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 — 56) и далее по цепи зубчатых передач 57 — 58, 59 — 60, 61 — 62 или 63 — 64 через колеса 65 — 66 или 64 — 67 — валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69 — 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 — 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 — 48 — 47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 — 74 и червячную пару 75 — 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77 — 78 — 79 или 80 — 81 валу XVIII и далее парой 82 — 83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77 — 78 — 86 или 80 — 87
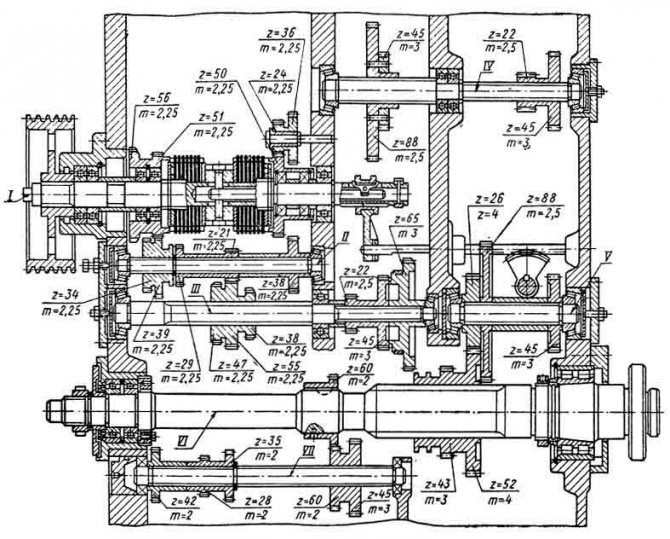
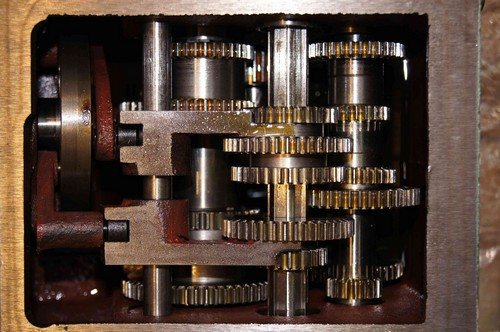
Рисунок 3 — Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки. Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 — z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47 — z = 55 — z = 38. В левом положении блока z = 43 — z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 — z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней
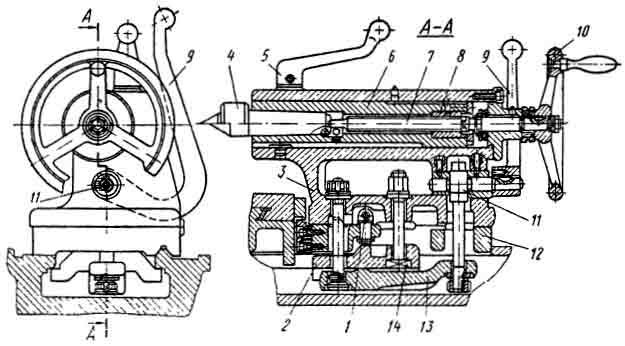
Рисунок 4 — Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
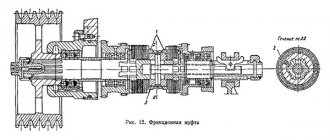
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
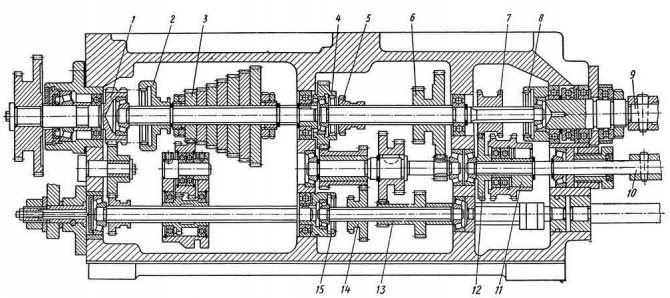
Рисунок 5 — Коробка подач станка 1К62
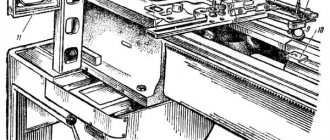
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической
от зубчатого колеса 8.
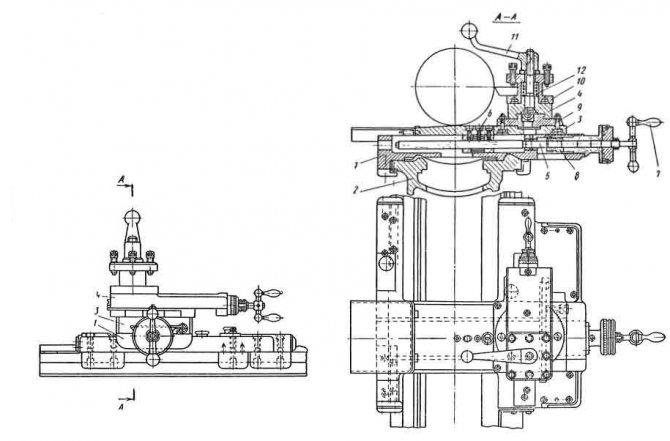
Рисунок 6 — Суппорт станка 1К62
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
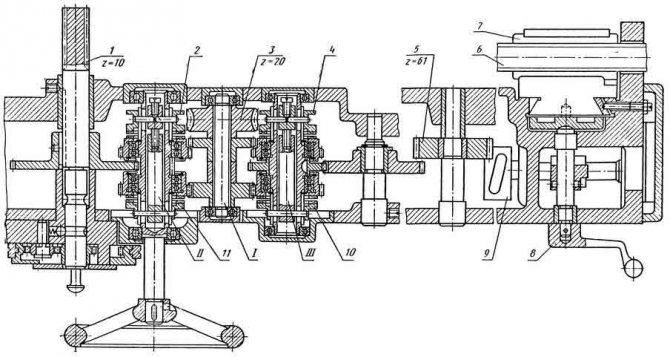
Рисунок 7 — Механизм фартука станка 1К62