Станок произведен в 1950 году, но насколько старая модель справляется с задачами современной обработки заготовок. Токарный станок 1М63 – ретро модель, она поражает своей эффективностью современных специалистов.
В послевоенный период повышенное внимание уделялось производственным мощностям и повышению качества обработки металлических заготовок. На помощь рядовым низкоэффективным моделям оборудования пришел инновационный станок 1М63. Разработанный рязанскими инженерами агрегат обладал уникальной расширенной функциональностью, это существенно увеличивало продуктивность работы.
Область применения
Покупателями винторезного станка 1М63 зачастую становились машиностроительные заводы с довольно крупным объемом производства. Это связано с тем, что ходовой винт модели позволяет проводить обработку заготовки длиной 750-10000 мм в зависимости от РМЦ. Однако сегодня этот токарно-винторезный станок существенно уступает современным винторезным моделям по показателю производительности и точности обработки. Назначение: можно точить цилиндрические и конусообразные детали, нарезать резьбу.
Токарный станок модели 1М63 может использоваться для работы со сложными формами и округлыми типами заготовок. Дополнительное назначение – нарезка различных типовых резьб. Чертеж оборудования предполагает очень удобную конструкцию основного шпинделя и самого резца, кроме того допускается установка для работы следующих инструментов: зенкеров, сверл, метчиков и плашек. Сама заготовка для последующей обработки может закрепляться непосредственно в патроне либо поддерживается крепеж в центрах.
К основным достоинствам машины приписывают:
- простота выполнения любой операции;
- не сложная конструкция узловых элементов машины;
- станина токарного станка 1М63 характеризуется достаточной жесткость, также увеличены стандарты температурной стабильности и точности обработки;
- характеристики двигателей установки имеют высокие показатели мощности, что облегчает обработку по металлу;
- износостойкость каждого отдельного узлового агрегата имеет высокие значения;
- скорость нарезания резьб очень высокая;
- кинематическая схема отличается определенной жесткостью, что положительно сказывается на всей работоспособности установки;
- в комплектации 1М63 присутствуют электрические и стандартные механические блокировки, которые обеспечивают максимальную безопасность при выполнении любой операции.
Параметры агрегата
Технические возможности агрегата ограничиваются следующими допустимыми параметрами:
- согласно ГОСТ точность обработки деталей достигает показателя «H»;
- диаметр обтачиваемых заготовок над суппортом достигает 35 см, обработка над станиной ограничивается 63 см;
- максимальный показатель длины заготовки доходит до 140 см;
- центры оборудования расположены на высоте 31,5 см;
- вращение шпинделя поддерживается на заниженных до 18/1800 оборотов в минуту, это происходит при включении заднего хода. Прямой ход шпинделя осуществляется на оборотах – 10/1250.
- встроенная система торможения играет роль коробки передач, это позволило выделить на станке 22 прямые скорости обработки и 11 обратных.
Токарный станок 1М63
Особенности конструкции
У 1М63 есть несколько качеств, которые выделяют его среди других станков токарной группы:
- Резцедержатель 1М63 создан так, что можно использовать инструменты из специальных сплавов и быстрорежущей стали. Резцедержатель создан так, что можно его изменять под режущий инструмент и поворачивать на нужный угол.
- Токарный станок по металлу 1М63 относится к классу винторезных машин, которые отвечают за возможность проведения работы по нарезанию резьб. Для этого устанавливается гитара сменных шестерен. Кроме этого коробка скоростей имеет сменные зубчатые колеса. Путем подбора зубчатых колес можно изменять шаг резьбы.
- Для того чтобы точение детали могла проводится на высокой скорости и при высоких показателях подачи повысили жесткость нижней части суппорта и станины.
- На токарно-винторезном станке 1М63 установлен специальный двигатель и коробка подач, которые дают возможность ускорить движение суппорта во время точения заготовки. Коробка подач также имеет шестерни из каленной стали.
- При создании верхней части 1М63 также предусмотрели возможность перемещения. Именно поэтому при установке стандартного резцедержателя можно проводить точение конических поверхностей.

Гитара токарного станка 1М63
Паспорт токарно-винторезного станка 1М63 указывает на то, что вес варьируется в пределе от 4200-13200 в зависимости от показателя РМЦ. Проведем также обзор основных характеристик.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1М63
Широкий спектр выполняемых работ на токарном оборудовании этой модели обеспечивается отдельными модернизациями конструкции. Любая операция по точению, созданию конусов и нарезанию резьб выполняется достаточно легко, без тонкой скрупулезной настройки. Дополнительными конструкционными особенностями установки 1М63 являются:
- размер поперечника заготовок повышен до 700 мм.;
- показатель допустимого диаметра деталей над суппортом равняется 350 мм.;
- увеличен допустимая масса заготовок, теперь можно работать с деталями до 3,5 тонны;
- диаметр отверстия цилиндрической формы в главном шпинделе равняется 105 мм.;
- имеется функция крестообразного смещения суппортов в продольной плоскости – 5,2, в поперечной до 2 м/минуту;
- повышена мощность силового узла до 15 кВт.;
- масса модели составляет 5750 кг.
Суппорт токарного станка 1М63
Большие габариты, увеличенная функциональность позволяют устанавливать модель 1М63 в больших цехах, где упор делается на количество выпускаемой продукции. При этом точность работы и эффективность машины также остается на достаточном уровне.
Технические характеристики универсального токарного станка 1М63БФ101
| Наименование параметра | 1м63ф101 | 1м63Бф101 | 1м63Мф101 |
| Основные технические данные станка | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 630 | 630 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 350 | 350 | 350 |
| Высота центров, мм | 315 | 315 | 315 |
| Наибольшая длина устанавливаемой детали РМЦ, мм | 1400 | 2800 | 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | 320 | 335 |
| Наибольшая длина обработки детали (без перестановки резцовых салазок), мм | 1260 | ||
| Высота резца, установленного в резцедержатель, мм | 32 | 32 | 32 |
| Наибольшая масса обрабатываемой детали, кг | 2000 | ||
| Шпиндель | |||
| Частота прямого/ обратного вращения шпинделя, об/мин | 10…125018…1800 | 10…125018…1800 | 12,5..160022,4..2240 |
| Количество прямых/ обратных скоростей шпинделя | 22/ 11 | 22/ 11 | 22/ 11 |
| Диаметр отверстия в шпинделе, мм | 70 | 70 | 80 |
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | 8м | 8м | 8м |
| Размер внутреннего конуса шпинделя | Метрический 80 | Метрический 80 | Метрический 100 |
| Наибольший крутящий момент на шпинделе, кНм | 3,3 | ||
| Торможение шпинделя | есть | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольное/ поперечное, мм | 1260/ 400 | 2520/ 400 | 1360/ 400 |
| Количество подач продольных/ поперечных/ резцовых салазок | 44/ 44/ 44 | 32/ 32/ 32 | 32/ 32/ 32 |
| Пределы рабочих подач продольных/ поперечных/ резцовых салазок, мм/об | 0,064-1,0250,026-0,380,028-0,34 | 0,06-1,40,024-0,5180,019-0,434 | 0,06-1,40,024-0,5180,019-0,434 |
| Пределы увеличенных подач подач продольных/ поперечных/ резцовых салазок, мм/об | 1,07-3,20,039..1,180,336..1,0 | 0,24-5,60,096-2,0720,076-1,736 | |
| Пределы/ количество шагов метрических резьб, мм | 1-192/ 56 | 1-224 | 1-224/ 46 |
| Пределы/ количество шагов дюймовых резьб, ниток/дюйм | 24-0,25/ 33 | 56-0,25 | 28-0,25/ 31 |
| Пределы/ количество шагов модульных резьб, модуль | 0,5-48/ 55 | 0,5-112 | 0,25-56/ 37 |
| Пределы/ количество шагов питчевых резьб, питч диаметральный | 96-7/8/ 52 | 112-0,5 | 112-0,5 /30 |
| Скорость быстрых перемещений продольных/ поперечных, м/мин | 4,5/ 1,6 | 4,5/ 1,6 | 4,5/ 1,6 |
| Наибольшее усилие резания, допускаемое механизмом подач, кН | 2,22 | 2,22 | |
| Цена деления лимба при продольном/ поперечном на диаметр перемещении, мм | 1/ 0,05 | 1/ 0,05 | 1/ 0,05 |
| Перемещение на оборот лимба при продольном/ поперечном перемещении, мм | 300/ 5 | 300/ 5 | 300/ 5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба при перемещении резцовых салазок, мм | 0,05 | 0,05 | 0,05 |
| Перемещение на оборот лимба при при перемещении резцовых салазок, мм | 5 | 5 | 5 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Конус под центр в пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Устройство цифровой индикации (УЦИ) | |||
| Модель УЦИ | Ф5071 | Ф5071 | Ф5290 |
| Тип датчика | Сельсин БС-155А | Сельсин БС-155А | Сельсин БС-155А |
| Диапазон измерений перемещения, мм | 0,01…9999,99 | 0,01…9999,99 | 0,01…9999,99 |
| Дискретность отсчета, мкм | 10 | 10 | 10 |
| Нестабильность (временный уход) показаний блока совместно с сельсином не превышает, мкм | ±2 | ±2 | ±2 |
| Масса УЦИ не превышает, кг | 8 | 8 | 5 |
| Электроборудование станка | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного движения, кВт (об/мин) | 13 (1460) | 15 (1460) | 18,5 (1465) |
| Электродвигатель быстрых перемещений, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 1,1 (1400) |
| Электродвигатель насоса СОЖ, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина, ширина, высота), мм | 3530 х 1680 х 1290 | 4950 х 1780 х 1550 | 3655 х 1590 х 1420 |
| Масса станка, кг | 4300 | 5620 | 4400 |
Список литературы
Станок токарно-винторезный 1М63. Руководство по эксплуатации 1М63.00.000. Станкоимпорт, 1968
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Основные характеристики
Устройство фрикциона токарно станка 1М63, как и остальных его элементов соответствует установленным стандартам в 1982. Модель относится к классу точности Н и должна соответствовать установленным стандартам. Технические характеристики следующие:
- Подшипники шпинделя 1М63 поддерживают частоту вращения в пределах от 10 до 1 250 об/мин.
- Токарный станок может иметь самый различный показатель РМЦ. Во время работы оба фиксирующих элемента неподвижные.
- Модель может использоваться для обработки длинных и не жестких деталей с различным показателем РМЦ. Для этого предусмотрена возможность установки люнета. Однако стоит учитывать, что люнет не поставляется в комплекте. Люнет для токарного станка 1М63 используется для ограничения при обработке деформации деталей.
- Резцедержатель выполнен в классическом стиле: инструмент сам по себе неподвижный, двигается только суппорт. Расстояние между осью центров и кромкой резцедержателем составляет 32 см. При изготовлении резцедержателя применяется прочный материал, который исключает вероятность деформации конструкции. Настройка резцедержателя позволяет подобрать оптимальные показатели точения.
- Отверстия в шпинделе 65 мм. Шпиндель используется для установки заготовок диаметром 630 мм. Прямой прут может устанавливаться и подаваться по мере точения на рассматриваемом токарно-винторезном 1М63.
- Устанавливается задняя бабка на рассматриваемом токарно-винторезном станке, при ее мощи фиксируется задний конец.
- Коробка передач дает возможность регулировать скорость в 22 диапазонах.
- Суппорт имеет продольную и поперечную подачу в автоматическом режиме.
- Кинематический механизм довольно сложный. Есть передняя и задняя бабка. В передней бабке есть коробка скоростей. Задняя бабка позволяет фиксировать второй конец детали. Положение задней бабки может изменяться. Также используются обгонные муфты 1М63, отвечающие за поддержание точности работы.
- При рассмотрении коробок скоростей и подачи отметим высокую прочность и надежность. Ремонтопригодность коробок делает токарно-винторезный станок 1М63 более привлекательным.
- Электрический шкаф расположен в передней бабке, что подтверждает чертеж токарного станка 1М63.
- Фартук токарного станка 1М63 управляется при помощи специального переключателя.
- Характеристика сменных колес позволяет нарезать дюймовую, метрическую, модульную и питчевую резьбу. Технический потенциал у модели довольно большой. Установить можно сменные колеса для точения резьбы самого различного типа
Приобрести люнет для повышения качества обработки следует в случае, когда нужно проводить высокоточное точение деформирующихся заготовок. Люнеты могут изготавливаться из самых различных материалов. Если не использовать люнет, то сильная подача приведет к деформации заготовки. Люнеты могут устанавливаться и сниматься в зависимости от поставленных задач.
Коробка скоростей 1М63, 163, ДИП 300
Есть несколько видов — учитывайте это при заказе!
Станок 1М63 и его знаменитый «пращур» ДИП-300 – достойные образцы советского станкостроения. Достаточно сказать, что они и сегодня находятся в строю, разве что отдельные узлы за многие десятилетия нуждаются в ремонте. Типичным представителем такого узла считается коробка скоростей ДИП-300 (1М63), узел, который по праву можно считать «сердцем» станка. На достаточно сложном и ответственном узле станка, именуемом иначе как шпиндельная или передняя бабка, возложен целый ряд задач, в частности:
- выбор направления вращения шпинделя и скорости металлообработки;
- пуск и торможение вращения заготовки при переключении режимов;
- обеспечение высокой точности вращения шпинделя, гарантирующей точность обработки.
Со временем различные комплектующие узла под индексом 1М63.02.000 изнашиваются, от чего страдает главная характеристика станка – точность металлообработки. Причин тому бывает много, вплоть до неисправностей систем смазки, но главная причина механического износа таится во времени, поскольку срок службы станков достаточно велик. Несложно себе представить, что восстановление коробки скоростей 1М63, ремонт которой представляет довольно хлопотное и дорогостоящее занятие – задача не из легких. Кроме того для полноценного ремонта требуются не только оригинальные комплектующие и запчасти, но и опытный коллектив ремонтников, а это не всегда под силу штатным слесарям владельцев станков. Выгодным вариантом решения проблем с металлообрабатывающим оборудованием бывает заказать коробку скоростей 1М63 в сборе, ведь в этом случае клиент приобретает готовый узел с нулевым износом. В каталоге нашей компании можно без труда отыскать требуемые комплектующие, по доступной стоимости, которые продлят трудовую жизнь станку еще на один срок.
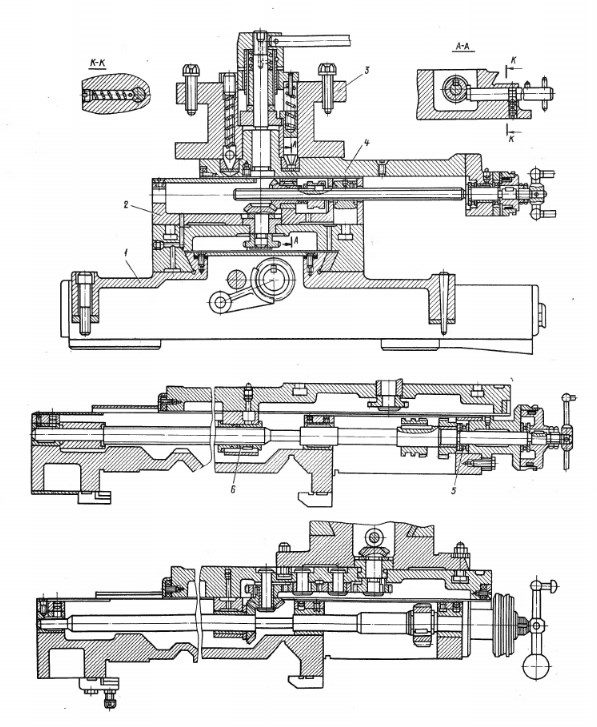
Механизм переключения скоростей. Включение любой из 24 скоростей вращения шпинделя производится на станке модели 163 двумя рукоятками. Рукоятка 1 (рис. 23,б) управляет пддвижными блоками шестерен Б1 и Б2 (рис. 22, а) коробки скоростей, а рукоятка 27 (рис 23,6)—тройным блоком Б3 и двойным блоком Б4 (рис. 22, а) переборного устройства.
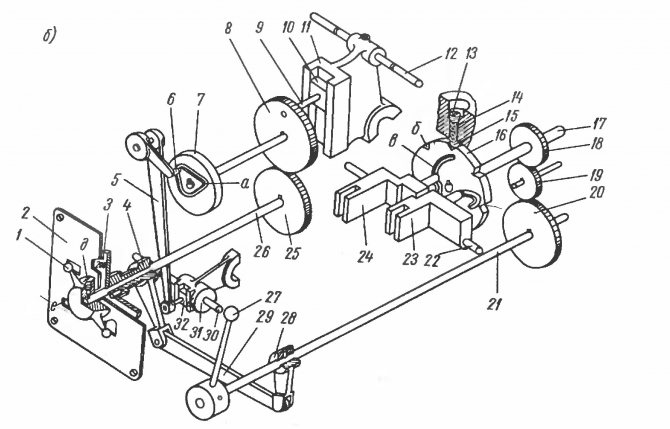
Вращением рукоятки (рис. 23, б) через вал 26 и шестерни 25—8 приводятся в движение кривошипный палец 9 и диск 7 с торцовым криволинейным пазом а, в который входит ролик 6 двуплечевого рычага 5. Второй конец рычага 5 посредством ползунка 32 связан с вилкой 3,перемещающейся по круглой направляющей 30. Вилка 31 управляет тройным подвижным блоком Б2 (рис. 22, а).
Кривошипный палец 9 (рис. 23,6) при помощи ползушки 10 перемещает по круглой направляющей 12 вилку 11,
которая управляет двойным подвижном блоком шестерен Б1 (рис. 22, а). Каждому из шести фиксируемых положений рукоятки 1 соответствует определенное расположение двойного и тройного блоков шестерен, что обеспечивает шесть комбинаций зацепления шестерен и соответственно шерть различных скоростей вращения шпинделя.
Кожух 2 имеет шесть окон е, через которые видны цифры, нанесенные на диске 3. Цифры соответствуют ряду чисел оборотов шпинделя. Указатель д на лимбе рукоятки 1 показывает, какое число оборотов будет иметь шпиндель при данном расположении рукояток 1 и 27.
При повороте рукоятки 27 через вал 21, зубчатую передачу 20—19—18 и вал 17 приводится во вращение диск 16. Последний имеет криволинейные торцовые пазы в и г и V-образные выемки — б. На круглой направляющей 22 установлены вилки 24 и 23. Криволинейный паз в посредством вилки 24 определяет положение тройного подвижного блока шестерен Б3 (рис. 22, а), а паз г при помощи вилки 23 (рис. 23,6) перемещает двойной подвижный блок шестерен (рис. 22, а).
Выемки 6 (рис. 23, 6) служат для фиксации положения блоков шестерен. Для этрй цели предусмотрен фиксатор, состоящий из шарика 15, пружины 14 и резьбовой пробки 13. Диск 3 посредством рычажной втулки 4, тяги 29 и рычага 28 связан с валом 21. Поэтому каждому фиксированному положению рукоятки 27 соответствует определенное положение диска 3 с цифрами чисел оборотов шпинделя.
Электрооборудование и кинематическая схема
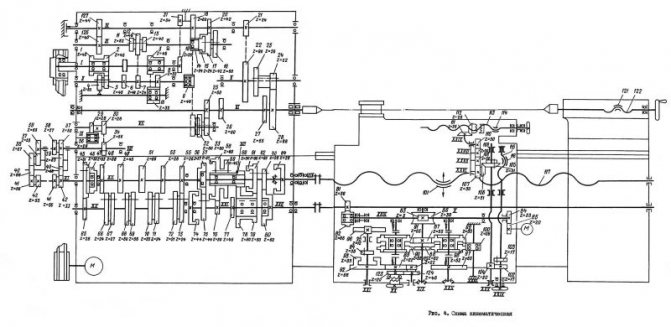
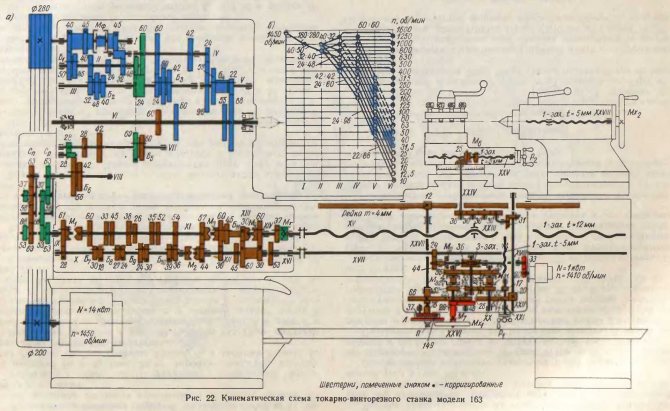
Кинематическая схема станка 1М63
Токарно-винторезный станок 1М63, электросхема которого имеет 4 электродвигателя, также имеет подробное описание каждого узлового модуля в своем паспорте. Основной мотор может работать от сети 50 Гц или 60 Гц. Электрическая схема указывает на то, что мотор имеет мощность 13 кВт.
Инструкция по эксплуатации предусматривает охлаждение системы. Для этого также устанавливается большой мотор. Кинематическая схема указывает на необходимость подачи 22 литров жидкости в минуту. Мощность электродвигателя 0,12 кВт.
Кинематический механизм представлен и мотором, который обеспечивает ускоренное движение суппорта. Резец передвигается вместе с суппортом благодаря установке мотора, мощность которого 1,1 кВт.
Кинематическая схема станка 1М63 также указывает на наличие четырех муфт. Муфта фрикционная 1М63 отвечает за движение каретки: продольный и поперечный проход проводится во время обтачивания, внутренний механический элемент позволяет быстро подводить режущий инструмент. Электромагнитный тип устройства позволяет быстро изменять положение каретки. Имеется фрикционная муфта прямого хода 1М63, которая предназначена для обеспечения плавности прямых подач в оборудовании.
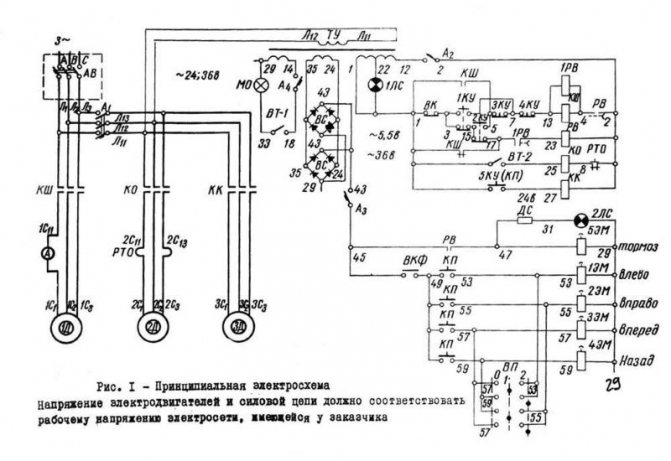
Электрическая схема станка 1М63
Электрооборудование станка 1М63.01
Для обеспечения высокой надежности в работе и обслуживания электрооборудования станка 1М63.01 специалистами средней квалификации вся релейно-контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях.
Электроаппаратура станка 1М63.01 (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка.
Электрооборудование станка 1М63.01 предназначено для подключения к трехфазной сети переменного тока с глухо заземлённым или изолированным нейтральным проводом.
Подключение к электросети, а также используемые силовые кабели должны соответствовать предписаниям. Напряжение и частота в электросети должны соответствовать данным на шильдике станка. Предохранитель должен быть на 25А.
Применяйте соединительные кабели только с обозначением Н07RN-F.
Подключение к электросети и ремонт должны проводить квалифицированные электрики.
Электрическое подключение производится к клеммным колодкам в электрошкафу сзади станка.
Указания по технике безопасности
Станок 1М63.01 должен быть надежно подключен к цеховому заземляющему устройству (контуру).
Электрическое сопротивление, измеренное между винтом заземления и любой металлической частью станка, которая может оказаться под напряжением в результате пробоя изоляции, не должно превышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ работать с открытыми клеммной коробкой и шкафом управления!
В шкафу управления установлено предохранительное светосигнальное устройство, показывающее наличие напряжения между выходными клеммами вводного автоматического выключателя и нейтральным проводом.
Ремонт оборудования
Работа на любом оборудовании предполагает проведение как планового ремонта, так и комплексного. Мероприятия по восстановлению работоспособности отдельных механизмов требуются для модели 1М63 достаточно редко. Но, постепенная потеря стабильности, расшатывание отдельных компонентов конструкции ведет к понижению точности операций и снижении скорости обработки.
Для проведения комплексного ремонта у производителя заказчику необходимо совместно со станком отсылать следующие документы: технические паспорт установки, специальные акты предыдущих технических осмотров и ведомость, в которой отражена информация о сборочных узловых модулях.
Инструкция по первоначальному пуску станка 1М63.01
При первоначальном пуске станка 1М63.01 необходимо путем внешнего осмотра проверить надеж¬ность заземления и качество монтажа электрооборудования. После осмотра отключить на клеммных наборах в шкафу управления провода питания всех электродвигателей и при помощи вводного автоматического выключателя станок подключить к цеховой сети. Проверить действие всех блокировочных устройств
- Проверить при помощи органов ручного управления четкость срабатывания магнитных пускателей и реле.
- При достижении четкой работы всех электроаппаратов, расположенных в шкафу управления, подсоединить ранее отключенные провода к клеммным наборам.
- Поочередным включением электродвигателей главного привода, быстрых перемещений суппорта проверить правильность направле¬ния их вращения .
- Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.