Многие производства или мастерские сталкиваются с необходимостью изготавливать металлические детали в виде тел вращения. При этом покупка промышленного токарно-винторезного станка, даже подержанного, оказывается нерентабельным.
Разумным выходом становится приобретение настольного токарного станочного оборудования хорошо зарекомендовавшей себя модели.
Подобное исполнение характеризуется следующими качествами:
- Невысокая стоимость, доступная даже для частных мастерских, так называемая категория «хобби».
- Полноценное выполнение всех базовых операций. Вопрос ограничения кроется в размерах и возможности выполнять наиболее сложное точение, которое требуется далеко не всегда.
- Пониженные требования к обслуживанию и более простой ремонт.
- Мобильность. При необходимости его можно быстро переставить с одного места на другое. Все, что требуется, это прочный стол соответствующих габаритов.
СОВЕТ: при выборе можно рассматривать советские модели, которые проявили себя лучшим образом и морально не устарели даже в наше время.
Устройство
Компоновка и устройство Универсала-2 типовые. Основные части, узлы и механизмы:
- Станина, к которой крепятся все другие узлы. Кроме того, она обеспечивает надежность установки и минимизацию вибрации за счет правильной балансировки. На ней размещены направляющие для перемещения.
- Передняя бабка со шпинделем. Она необходима для установки заготовки и её вращения с заданными режимами. В отличие от большинства других моделей данный модуль является сменным и при необходимости заменяется другими устройствами.
- Задняя бабка. Данное устройство необходимо для поджима детали. Для этого используется пиноль, выдвигаемая с помощью маховика. При сверлении сюда зажимается сверло, которое в процессе обработки само не вращается.
- Суппорт, перемещающийся по направляющим станины. В нем крепится режущий инструмент для последующей подачи.
- Гитара. Её зубчатые колеса передают вращающий момент от шпинделя на продольный винт, ответственный за подачу и шаг при нарезании резьбы.
- Основной двигатель. Вращение на шпиндельный шкив передается посредством ремня.
- Суппорт, в котором крепится инструмент, и который задает ему работу.
- Заточное устройство.
- Стол, устанавливаемый на поперечные салазки суппорта.
- Элементы крепления к столу: кронштейны. Зажим гарантирует надежность установки техники и компенсирует её небольшой вес.
- Сменное оборудование. Комплектация может варьироваться в зависимости от типа обработки. После установки специализированных модулей возможны следующие типы обработки: токарная, фуговальная, сверлильная, шлифовальная, фрезерная, деревообрабатывающие операции. Так же возможно затачивать инструмент.
Доступны подробное описание, универсальные руководство и инструкции по эксплуатации настольного токарного станка Универсал-2. Перед началом работы желательно изучить его кинематическую и электрическую схему. В документации так же имеется таблица, позволяющая задать нарезание нужной резьбы.
Обзор токарного станка Универсал-2: виды основных функций и характеристики
Московский занимается выпуском специального оборудования для работы в домашних условиях. Особой популярностью пользуются модели станков Универсал-2. Благодаря своей конструкции они могут выполнять большой спектр работы по обработке металлических, деревянных и полимерных заготовок.
Виды функций станка и его конструкция
Главной особенностью конструкции станка является функция изменения положений шпиндельной части относительно станины. Это дает возможность помимо стандартных токарных операций выполнять и ряд других на этом оборудовании.
Это осуществляется с помощью простых переналадок. Для этого необходимо детально изучить конструкцию и технические характеристики оборудования. Подобная универсальность влияет на параметры обработки материалов.
На первый взгляд, компоновка станка стандартная. На станине размещаются салазки, передняя и задняя бабки, а также привод с коробкой передач. Но для повышения функциональности предусмотрена возможность изменения положения блока со шпинделем и силовой установкой. После его поворота на 90° на станке можно выполнять сверлений и фрезерования.
Перечень операций, выполняемых на настольном токарном станке после его модификации:
- токарные работы;
- сверлильные и шлифовальные;
- обработка лобзиком и круглой пилой;
- фугование деревянных заготовок;
- заточные операции.
Преобразование конструкции для выполнения этих функций не предоставит большой сложности. Так, для сверления достаточно раскрутить монтажные винты, расположенные на защитной крышке шпинделя и главного привода. Затем на станину устанавливается вертикальная опора. На нее монтируется блок с электродвигателем и остальными компонентами.
В стандартную комплектацию оборудования входят необходимый перечень дополнительных элементов для выполнения вышеописанных операций. Их наличие следует проверять перед покупкой станка. В особенности это касается приобретения моделей б/у.
Технические характеристики оборудования
Основные компоненты оборудования Согласно паспортным данным токарный настольный станок имеет хорошие эксплуатационные характеристики. Они обусловлены профессиональным подходом к созданию конструкции. Но несмотря на это производственное объединение отказалось от выпуска подобных моделей, поставив приоритетом изготовление узкоспециализированных станков.
Общая масса оборудования составляет 17 кг. При этом габариты станка не превышают размеров 66,5*35,2*22,7 см. Эта конструкция предназначена для монтажа на рабочий стол. В ней не предусмотрены механизмы регулировки уровня
Поэтому при монтаже следует уделить внимание ровной плоскости стола
Станок Универсал-2 имеет следующие технические параметры:
- максимальный диаметр заготовки. Над станиной – 12,5 см, над суппортом – 6 см;
- длина заготовки не должна превышать 18 см;
- диаметр сверления при обработке стальных поверхностей – до 6 мм;
- высота изделия при монтаже под сверлом – до 10 см;
- высота резца не может быть более 8 мм;
- габаритные размеры стола. При работе с круглой пилой – 18*18 см. Во время фрезерования – 9*16 см;
- максимальная толщина материала при распиловке – 15 мм;
- допустимая ширина строгания – 3 см;
- смещение суппорта. В продольном направлении – 16 см, в поперечном – 6 см.
Для обеспечения главного привода в станке есть электродвигатель мощностью 0,25 кВт. Частота вращения составляет 2600 об/мин. В конструкции предусмотрена возможность формирования метрической резьбы. Пределы ее шагов составляют от 0,2 до 2 мм.
С примеров запуска и обслуживания станка можно ознакомиться в этом видеоматериале:
stanokgid.ru
Универсал — станок токарный настольный многофункциональный. Назначение, область применения
Настольный токарный станок Универсал является станком класса «хобби», и предназначен для индивидуального (бытового) применения, т. е. по своим конструктивным особенностям и техническим характеристикам станок не предназначен для использования на производстве.
Токарный станок по металлу Универсал предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Универсал является настольным токарным станком и предназначается для всевозможных токарных работ:
- проточка и расточка внешних и внутренних цилиндрических, фасонных и конических поверхностей
- сверление отверстий, снятие фасок
- растачивание отверстий
- отрезка
Шпиндель токарного станка Универсал полая стальная деталь, с внутренним отверстием 10 мм для обработки пруткового материала, смонтирован на 2-х роликовых подшипниках в передней и задней опорах передней бабки.
Шпиндель получает 10 скоростей вращения от электромотора мощностью 120 Вт через шкивный привод. 4-е скорости получаются перестановкой шкивных ремней между 4-х ступенчатыми шкивами электродвигателя и приемным шкивом шпинделя. Остальные скорости достигаются применением дополнительного (промежуточного) шкива.
Передний конец шпинделя станка Универсал имеет резьбу М20 для установки на шпиндель токарного или поводкового патрона (смотрите статью Токарные патроны).
На резьбовой конец шпинделя можно, также, установить цанговый зажим с различными внутренними отверстиями.
В сверлильном исполнении шпиндель может перемещаться вдоль своей оси на 25 мм с помощью ручки и пары: зубчатое колесо — зубчатая рейка. В токарном исполнении гильза шпинделя зажимается двумя винтами и не используется.
Суппорт с установленным на нем резцом перемещается по продольным направляющим на 160 мм и по поперечным — на 55 мм.
На станке Универсал нельзя нарезать резьбу резцом т.к. нет механической подачи суппорта — ходовой винт не соединен с приводом и суппорт перемещается только вручную.
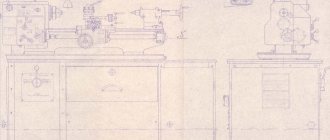
На станке «Универсал» (рис. 1) с применением дополнительных приспособлений и устройств, прилагаемых к станку, можно выполнять самые разнообразные виды механической обработки по металлу, дереву, пластмассам и другим материалам.
Отличительной особенностью станка является широкая универсальность и возможность переналадки с помощью приспособлений, которые позволяют выполнять следующие работы:
- токарную обработку и расточку отверстий;
- сверление отверстий
- фрезерование плоскостей, выемок, канавок и т.д.
- шлифование и полирование
- заточку различного режущего и бытового инструмента
- распиливание листового материала, реек, досок с помощью круглой пилы
- распиливание по контуру с помощью лобзикового устройства
- навивку пружин
- нарезку резьбы плашками и метчиками с ручным вращением шпинделя к др
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок «Универсал» при переналадке и установке дополнительных приспособлений может иметь следующие основные исполнения:
- токарное исполнение (рис.1);
- сверлильное, фрезерное и шлифовальное (рис.2)
- для работы круглой пилой по дереву (рис.3)
- для работы лобзиком по дереву (рис.4)
- заточное
В настоящее время токарный станок Универсал снят с производства и больше не выпускается. Вместо него выпускается более совершенный токарный настольный станок Универсал-3М.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO (За 40 лет продано свыше 600 тысяч станков этой модели).
Токарный станок Универсал производился серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
С 1968 года завод СтанкоКонструкция начал производить токарно-винторезный настольный станок Универсал-2 — значительно усовершенствованный станок Универсал.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
- Завод СтанкоКонструкция: Универсал, Универсал-2, Универсал-3 (ТШ3), Универсал-3м, Миниток (СКТ100-01, СКТ100-02, СКТ100-03).
- Воткинский машиностроительный завод: Универсал-В (ТШ3-01)
- Владимирский завод прецизионного оборудования: Универсал-2
- Мичуринский завод Прогресс: TН-1, ТН-1м
- Орион СКТБ г. Нижний Новгород: ТН-1м
- Пензенский приборостроительный завод (ФГУП ФНПЦ «ПО «Старт» им. M.B.Проценко») г. Пенза: ТД-180, ТН-150
Токарный станок Универсал-3
Конструкция третьей модели Универсала была получена путем модернизации первой. При этом в устройство базового изделия был внесен ряд существенных изменений. Шпиндельная бабка стала сниматься со станины не так легко, как раньше. Пара цилиндрических направляющих была заменена одной несколько большего диаметра. Изменилась также мощность двигателя и габаритно-массовые параметры изделия.
При этом станок получил возможность обработки деталей большего размера. Возросла также и скорость резания. Для удобства работы новая модель получила возможность изменять направление движения суппорта без остановки и смены направления вращения вала шпинделя.
Назначение и область применения
Станок Универсал 3 способен делать те же операции что и его предшественник. Он тоже может наряду с токарной обработкой после несложной переналадки сверлить, зенковать, фрезеровать и шлифовать плоские поверхности. Так же как все станки этой линейки он не годится для работы на производстве, потому что не рассчитан на длительную ежедневную эксплуатацию.
Подобное оборудование создается для периодического использования с небольшой нагрузкой. Это может быть реализация проектов домашнего творчества или служба вспомогательным оснащением небольшой мастерской.
Конструкция и общий вид станка
По внешнему виду и устройству станок за исключением некоторых моментов очень похож на своего предшественника. Расположение его основных узлов также не отличается оригинальностью. Наиболее заметным отличием, сразу бросающимся в глаза, является единственная продольная направляющая довольно большого диаметра. Если встать лицом к маховичку поперечного перемещения суппорта, то, аналогично предыдущим моделям слева будет шпиндельная, а справа упорная бабка.
Существенным отличием от второй модели является то, что для выполнения шлифования или фрезерования переднюю бабку не нужно переставлять на дополнительную направляющую. Так как эти операции делают, перемещая заготовку не в горизонтальной, а в вертикальной плоскости.
Габариты рабочего пространства токарного станка
При работе над конструкцией было решено увеличить его рабочее пространство. Поэтому размеры и масса настольной модели тоже получились несколько больше, чем у первых Универсалов. Длина его была увеличена на 10, ширина – 58, а высота – 53 мм. Зато ему стала доступна обработка заготовки Ø до 150 мм. Длина же болванки, обтачиваемой в центрах, увеличилась до 250 мм.
Чтобы обеспечить возможность резания заготовок большего диаметра была увеличена мощность двигателя главного движения. На различные экземпляры этого станка устанавливаются электродвигатели мощностью от 370 до 550 Вт.
Регулировка станка Универсал
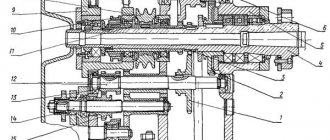
В том случае, если в подшипниках шпинделя появится излишний зазор или излишний натяг, необходимо их отрегулировать. Для этого (рис.  следует отвернуть гайку 2 и 4,снять шкив 6 и вращать гайку 5. При затяжке гайки 5 зазор в подшипнике уменьшается, при ослаблении — увеличивается. Правильно отрегулированные подшипники не должны иметь осевого люфта, который можно проверить, перемещая шпиндель вперед и назад в осевом направлении. Одной из причин появления вибраций при резании может быть неправильная регулировка подшипников.
следует отвернуть гайку 2 и 4,снять шкив 6 и вращать гайку 5. При затяжке гайки 5 зазор в подшипнике уменьшается, при ослаблении — увеличивается. Правильно отрегулированные подшипники не должны иметь осевого люфта, который можно проверить, перемещая шпиндель вперед и назад в осевом направлении. Одной из причин появления вибраций при резании может быть неправильная регулировка подшипников.
Наладка станка на сверлильные, фрезерные и шлифовальные работы и правила его использования
Для переналадки станка на сверлильные, фрезерные и шлифовальные работы необходимо снять шпиндельную бабку с приводом и электродвигателем, для чего через окно в деревянной подставке снизу отвернуть полностью две гайки 3 (рис. 8)трубчатым ключом, прилагаемым к станку, и вынуть два штифта, находящиеся спереди шпиндельной бабки. После этого кронштейн 2 (рис. 10) закрепить на шпиндельной бабке теми же гайками 3. Вместо шпиндельной бабки установить в отверстие станины стойку I, надеть шайбу 4 и закрепить гайку 3 трубчатым ключом. Кронштейн 2 со шпиндельной бабкой и приводом надеть на стоику и закрепить винтом 5 с помощью ключа. Положение кронштейна по высоте зависит от высоты обрабатываемой детали и длины режущего инструмента.
Сверла и концевые фрезы закрепляются в патроне типа II диаметром 1-6 мм или В цанге I (рис.9). Для установки патрона необходимо в коническое отверстие шпинделя вставить коническую оправку 6 (рис.10), на свободный конец которого насадить патрон. При выполнении плоскошлифовальных работ на резьбовой конец шпинделя навернуть собранную шлифовальную оправку (рис.11).
Обрабатываемые изделия могут закрепляться в тисках либо на прямоугольном столе), которые устанавливаются па верхние салазки суппорта.
Для установки тисков необходимо снять резцедержатель, который крепится к салазкам винтом и сухарем, находящимся в Т-образном пазе. Используя два более коротких винта и, добавив один сухарь в Т-образный паз, надежно закрепить винтами тиски на верхних салазках.
Тиски (рис. 12) имеют привертную губку I, в которой сделаны два взаимно перпендикулярных паза в виде призы, что позволяет удобно крепить детали цилиндрической формы в вертикальном и горизонтальном положениях.
Установка прямоугольного стола (рис. 13) аналогична установке тисков. Стол зажимается винтами и четырьмя сухарями, прилагаемыми к станку. Обрабатываемые детали крепятся на столе с помощью двух прихватов, каждый из которых выполнен в виде планки с двумя винтами.
Планка при зажиме должна одним концом опираться на деталь, другим — в регулировочный винт и располагаться горизонтально во избежание изгиба винтов при зажиме детали гайкой.
Для обеспечения более близкого подхода суппорта к шпиндельной бабке необходимо снять оградительную втулку продольного винта, закрепленную с левой стороны суппорта.
Вертикальный подвод и подача режущего инструмента производится перемещением гильзы в шпиндельной бабке рукояткой 7 (рис. 10). При этом с помощью двух Винтов, имеющихся в шпиндельной: бабке, необходимо предварительно поджать гильзу так, чтобы она не падала под действием собственного носа вниз и о то же время могла сравнительно легко помещаться от рукоятки 7. Подача при сверлении должна быть такой,чтобы она не вызывала поломки сверла или трения без снятия заметной стружки. Перед сверлением отверстий необходимо накернить обрабатываемое изделие и, перемещая суппорт в двух направлениях, точно совместить лунку с вершиной сверла.
При фрезеровании вертикальным перемещением гильзы осуществляется только врезание, после чего с помощью винтов на шпиндельной бабке следует закрепить гильзу. Подача в горизонтальной плоскости осуществляется в двух взаимно перпендикулярных направлениях путем перемещения суппорта. Если необходимо фрезеровать по контуру, то его следует навести предварительно чертилкой на поверхности обрабатываемой детали.
При плоском шлифовании абразивный круг в вертикальном направлении также подается только на глубину, которая должна составлять небольшую величину (0,01-0,02 мм). В некоторых случаях можно снимать слой металла глубиной до 0,5 мм. Подача в горизонтальном направлении должна осуществляться суппортом равномерно и достаточно быстро до полного выхода круга из контакта с обрабатываемой деталью. В конце обработки для достижения хорошей чистоты поверхности делается так называемое выхаживание, т.е. осуществляется подача без врезания шлифовального круга до тех пор, пока не исчезнет искра.
Шлифовальный круг может быть также использован для заточки различных инструментов.
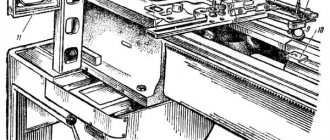
Наладка станка на распиловочные работы и правила его использования
Распиловочные работы выполняются на специальном прямоугольном столе (рис. 14), в прорези которого вращается дисковая пила. К станку прилагается пила для распиловки дерева или другого материала, аналогичного по механическим свойствам. При применении других типов пил можно разрезать тонкие металлические листы или полосы.
Наладка устройства осуществляется следующим образом. Отвернуть гайки, крепящие шпиндельную бабку через окно в деревянной подставке, снять шпиндельную бабку, установить проставок, на который снова установить шпиндельную бабку и закрепить снизу гайками.
На передний резьбовой конец шпинделя (рис. 14) следует навернуть переходник I с закрепленной пилой и затянуть стержнем, вставляя его в отверстия переходника. На верхние салазки суппорта закрепить кронштейн 2 посредством двух винтов 3 и сухарей 4, располагаемых в Т-образных пазах. После этого прямоугольный стол 5 расположить так, чтобы пила прошла в его прорезь и находилась посредине впадины предохранительного кожуха 6. Затем, перемещая суппорт в двух взаимно перпендикулярных направлениях, совместить отверстия стола 5 и кронштейна 2 для крепления винтами 7. При этом штырь 8 должен свободно войти в отверстие втулки 9. Если они не совпадут, то следует гайку 10 отпустить, ввести суппортом штырь и снова закрепить гайку 10. К месту трения штыря и втулки периодически подавать 2-3 капли масла. Перемещая стол 5 суппортом в продольном направлении, обеспечить свободное вращение пилы так, чтобы она не касалась стола и предохранительного кожуха. После этого суппорт закрепить специально предусмотренным винтом. Необходимо, чтобы при вращении пилы втулка 9 сильно не нагревалась вследствие неправильной регулировки втулки. Для удобного и правильного направления разрезаемого материала служит ограничитель II, который крепится двумя винтами 12. При этом край ограничителя II, обращенный к пиле, должен быть установлен строго параллельно ее полотну.
Разрезка материала осуществляется путем равномерной подачи его вдоль пилы и прижима к ограничителю II.
ВНИМАНИЕ! При работе следует соблюдать осторожность и пальцы руки должны находиться на достаточно безопасной расстоянии от вращающейся пилы. Работа с откинутым ограждением совершенно недопустима.
Технические характеристики оборудования
- Класс точности Н.
- Межцентровое расстояние – 180 мм.
- Максимальная длина точения – 120 мм.
- Ø сквозного отверстия шпиндельного вала – 10 мм.
- Частота вращения шпинделя – от 120 до 3*103 об/мин. при 11 ступенях переключения. Для ее регулировки переставляют приводной ремень на шкивах.
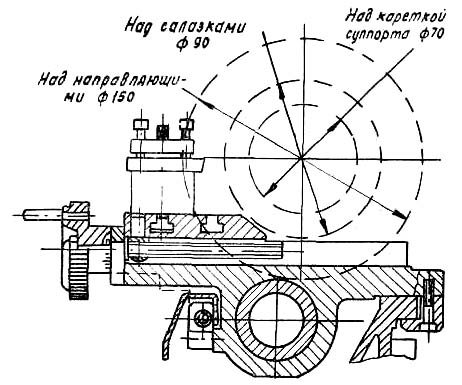
- Максимальный диаметр болванки: над направляющими – 125 мм, над салазками каретки – 60 мм.
- Амплитуда хода гильзы шпиндельного вала –30 мм.
- Диапазон подач – 0,05–0,175 мм/об. Переключение скорости подачи дискретное, количество ступеней – 6.
- Интервал шагов резьбы – 0,2–2 мм.
- Крепление патронов к валу шпинделя – резьба М20 и конус Морзе № 2.
- Упорная бабка – конус Морзе №1. Максимальный ход пиноли – 20 мм.
- Мощность единственного электродвигателя – 0,25 кВт.
Технические характеристики станка Универсал
| Наименование параметра | Универсал | Универсал-2 | Универсал-3 | Универсал-3м |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 100 | 125 | 150 | 150 |
| Наибольший диаметр заготовки над суппортом, мм | 50 | 60 | 90 | 90 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 150 | 180 | 250 | 250 |
| Рекомендуемая глубина точения за один проход, мм | ||||
| Максимальная глубина точения за один проход, мм | ||||
| Максимальный размер державки резца, мм | 8 х 8 | 8 х 8 | 8 х 8 | 8 х 8 |
| Наибольший диаметр сверления по стали, мм | 6 | 6 | 6 | 6 |
| Передняя бабка. Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 10 | 15 | 15 |
| Присоединение патрона к шпинделю | М20 | М20 | М27х2 | М27х2 |
| Размер конуса шпинделя | Морзе №1 | Морзе №2 | Морзе №2 | Морзе №2 |
| Число ступеней частот прямого вращения шпинделя | 10 | 11 | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 160..2890 | 140..3000 | 200..3200 | 200..3200 |
| Диаметр токарного патрона, мм | 80 | 80 | 80 | 80 |
| Ход гильзы передней бабки, мм | 25 | 30 | — | — |
| Суппорт (поперечный ползун). Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 160 | 160 | 215 | 215 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее поперечное перемещение суппорта, мм | 55 | 60 | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | ||
| Наибольшее перемещение резцовых салазок (верхний суппорт, составной ползун), мм | — | — | ||
| Цена деления шкалы поворота резцовых салазок, град | — | — | 1 | 1 |
| Пределы продольных рабочих подач суппорта, мм/об | — | 0,05..0,175 | 0,05..0,175 | 0,05..0,175 |
| Пределы шагов нарезаемых резьб метрических, мм | — | 0,2..2 | 0,2..2,5 | 0,2..2,5 |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли, мм | 20 | 20 | 30 | 30 |
| Конус задней бабки | Морзе 1 | Морзе 1 | Морзе 1 | Морзе 2 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц | 220 В 50 Гц |
| Электродвигатель главного привода, Вт | 120 | 250 | 370 | 550 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 480 х 318 х 216 | 665 х 352 х 227 | 675 х 410 х 280 | 690 х 410 х 230 |
| Масса станка, кг | 26,5 | 38 | 60 | 62 |
- Настольный станок Универсал. Краткое описание, инструкция по эксплуатации, ЭНИМС, 1969
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Школьные токарные станки
- Заводы производители токарных станков
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Концы шпинделей токарных станков
- Токарные патроны. Разновидности, особенности выбора и эксплуатации
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
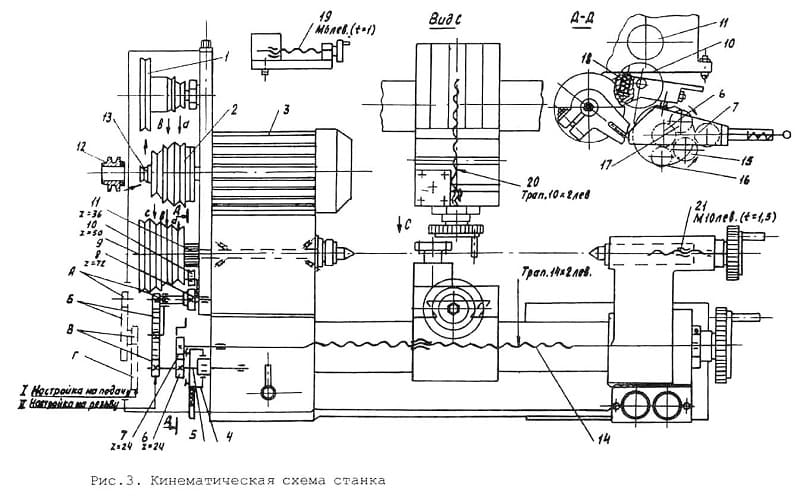
Описание кинематической схемы токарно-винторезного станка Универсал-3М
Цепь привода главного движения
В этой цепи вращение шпинделя осуществляется от электродвигателя 3 через клиноременную передачу (см. рис.3) . Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 300 об/мин) можно получить, если шкив 13, жестко сидящий на валу электродвигателя, соединить ремнем с промежуточным шкивом 1, а тот в свою очередь по ручью “а” – со шкивом 2, свободно вращающимся относительно вала электродвигателя. Со шкива 2 по одному из двух свободных ручьев – “в” или “с” – вращение передается непосредственно на шкив 9, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 13 прямо на шкив 9, минуя промежуточные шкивы 1 и 2.
Еще две ступени (525 и 1000 об/мин) можно получить, если на шкив 13 надеть сменный шкив 12 так, чтобы торец, на котором имеются кулачки, был обращен наружу. Со шкива 12, как и в первом случае, вращение передается на промежуточный шкив 1, а с него по ручью “в” – на шкив 2, который передает вращение шкиву 9 по ручьям “а” или “с”.
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин.) получаются, если вал электродвигателя соединить со шкивом 2 через шкив 12 с помощью кулачков, имеющихся на одном из торцов последнего. Теперь по любому из четырех ручьев вращение можно передать на шкив 9.
Примечание: Cтупень 1200 об/мин может быть получена и без соединения вала электродвигателя со шкивом 2.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется, ходовым винтом 14.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на нем зубчатым колесом II.
Через зубчатое колесо 10 вращение передается зубчатым колесам 8 и А, далее – на промежуточный валик 5. Имеется два варианта передачи вращения на этот валик: первый вариант (на схеме обозначен цифрой I)- через блок зубчатых колес Б-В и колесо Г и второй (на схеме обозначен цифрой II) – через зубчатые колеса Б и В.
Первый вариант используется для осуществления подачи при обычном точении, второй – при нарезании резьбы. С валиком 5 жестко связано зубчатое колесо 6. С этого колеса на колесо 7, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 15 и 16 – и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 17, что обеспечит перемещение суппорта вправо. Все три колеса (15, 16 и 17) смонтированы на поворотном устройстве 4 (см. Д-Д) и находятся в постоянном зацеплении с зубчатым колесом 6 (центральным) . Таким образом, можно осуществить перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключить подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес II и 10 с помощью того же поворотного устройства 4 и пружины 18.
ВНИМАНИЕ! Во избежание поломки зубчатых колес цепи привода подач включение и переключение направления перемещения суппорта следует выполнить при невращающемся шпинделе. Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме
Перемещение пиноли задней бабки и поперечное перемещение суппорта осуществляются маховичками через соответствующие винтовые пары, как показано на кинематической схеме.
Технические характеристики
Рассматривая описание оборудования можно уделить внимание тому, что по паспортным данным оно имеет весьма привлекательные эксплуатационные характеристики. Производитель подошел профессионально к созданию токарного станка
Выпускаемый настольный токарный станок Универсал 2 характеризуется следующими особенностями:
Масса рассматриваемой конструкции составляет 17 килограмм. За счет этого упрощается установка и транспортировка. Конструкция характеризуется небольшими габаритными размерами. В домашней мастерской не требуется большое количество свободного пространства для установки токарного станка. Основание механизма создано так, чтобы токарный станок можно было прикрепить на рабочий стол. При этом можно провести регулировку уровня
Именно поэтому на момент монтажа рекомендуется уделить внимание тому, чтобы основание было ровным. Устанавливаемая заготовка должна иметь диаметр не более 12,5 см. Максимальная длина обрабатываемой заготовки 18 см. Высота расположения резца 8 мм.
Конструкция имеет механизм, который может применяться для получения резьбовых витков на цилиндрической поверхности. Технические характеристики токарного станка Универсал 2 определяют то, что при применении рассматриваемой модели можно получить относительно небольшие изделия.
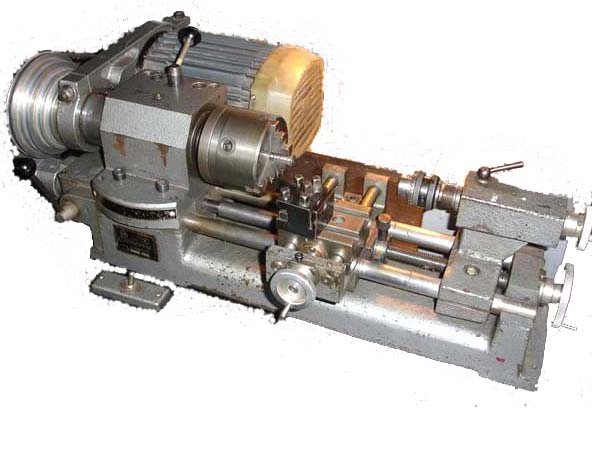
Описание и назначение
Настольный многофункциональный токарный станок Универсал-2 производится Московским станкостроительным (в прошлом так же было исполнение Владимирского завода прецизионного оборудования). За основу при проектировании в семидесятых годах были взяты Универсал и наиболее перспективное на тот момент оборудование, и результат превзошел ожидания. Даже сейчас оно не теряет актуальность без существенных модернизаций.
Это отличный вариант для домашней или ремонтной мастерской, а так же для вспомогательного производства. Его сильные стороны:
- Компактность. Наибольший габарит – длина – менее семидесяти сантиметров, а масса менее сорока килограммов. Это позволяет разместить Универсал-2 в самых стесненных условиях.
- Универсальность. Она определяется заданным функционалом и межцентровым расстоянием в 180 мм. На практике это оказывается совсем немало, и в него укладывается огромная номенклатура изделий.
- Возможность работать, как со сталями, так и со сплавами других металлов, а так же с деревом и пластиком.
- Простота управления. Если не требуется производить особо сложные или ответственные изделия, то достаточно общих навыков работы.
- Отличная точность. Она находится на среднем уровне для всего класса токарно-винторезной техники.
Для обработки заготовки крепятся в типовом патроне или в центрах. Для пруткового материала так же предусмотрено отверстие в шпинделе.
Допустимые токарные операции:
- Наружная проточка и внутренняя росточка. Конструкция позволяет работать, не только с цилиндрическими, но и с коническими и даже с фасонными поверхностями. Во многом сложность работ определяется квалификацией исполнителя.
- Снятие фасок и подрезание торцов.
- Сверление отверстий. Это вспомогательная функция, позволяющая сверлить отверстия, не меняя имеющуюся базу и не тратя лишнее время.
- Отрезка.
- Нарезание метрической резьбы. Для этого используется резец, который делает весь процесс производительнее и точнее.
- Для работы используется недорогой ГОСТовский инструмент, но при необходимости можно поискать и более производительные и стойкие сменные пластины.
Перечисленные операции определяют значительную часть обработки, используемой в машиностроении. Они требуют специализированного инструмента и соблюдения режимов.
Назначение и область применения
Настольный станок Универсал -3М предназначен для обработки средних и маленьких заготовок в индивидуальных мастерских. Такой механизм можно часто встретить в кабинетах школ, институтов, различных колледжей.
Прекрасно подходит для использования в бытовых условиях. основными преимуществами являются:
- небольшое количество шума;
- возможность подключится к бытовой электросети;
- небольшие размеры станка;
- его универсальность.
Именно поэтому устройство пользуется популярностью у различных мастеров. Предназначен станок для выполнения следующих операций:
- отрезка;
- растачивание отверстий разного диаметра;
- просверливание отверстий и снятие фасок;
- проточка и расточка различных поверхностей, цилиндрических, конических.
Это один из самых востребованных токарных устройств у современных токарей всех уровней.
W10003M
В поисках альтернативных можете, вы решений обратить свое внимание на компактный под агрегат названием W10003M. Производителем данного выступает устройства компания Xendoll из Китая
Его составляет цена от 8 тысяч рублей.
Приведем несколько данного характеристик устройства:
- Частота вращения — 2000 об/Глубина;
- мин обработки — до 20 мм;
- Длина обрабатываемых заготовок — до Конструкция мм;
- 135 использует трехзажимной самоцентрирующийся патрон Материал;
- вала изготовления — алюминий и углеродистая сталь.
W10003M Устройство предназначено для домашнего применения. токарные Выполняя операции на этом агрегаты, вы сможете следующие обрабатывать виды материалов:
- Древесина;
- Мягкий Латунь;
- алюминий;
- Медь;
- Пластик;
- Полимерные изделия;
- металлы Цветные;
- Драгоценные металлы.
При нынешнем приобрести, ассортименте универсальный токарный станок не сложно. основные на Ориентируйтесь правила выбора, но не забывайте и про сторону финансовую вопроса. Помимо демократичной стоимости оборудования самого, оно должно иметь удовлетворяющую стоимость вас эксплуатации.
Описание и назначение
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана ЭНИМС и производился Московским станкостроительным заводом СтанкоКонструкция.
Первые Универсалы были с чугунной станиной и двумя цилиндрическими направляющими из прочной закалённой стали. Принцип создания этой конструкции заимствован у модели Unimat SL фирмы EMCO (Австрия), более 40 лет продававшая в год до 15 тысяч станков этой модели. В 1968 году появился токарно-винторезный станок Универсал-2, с двигателем небольшой мощности.
В 1975 году поведён Универсал-3 уже с одной направляющей большего диаметра вместо двух, диметром поменьше. Из-за сложного процесса настройки соосности шпинделя и задней бабки при возвращении на станину после демонтажа, переднюю бабку сделали несъёмной. Познакомимся ближе с моделью ТШ-3, представляющий всю линейку Универсалов.
Сведения о производителе
Рассматриваемый станок токарный Универсал 3 и более ранние версии стоит учитывать, что конструкция была разработана в 1975 году. Производство было налажено на Московском станкостроительном заводе СтанкоКонструкция. Кроме этого, оборудование производилось на Владимирском заводе прецизионного оборудования. Основное предназначение заключается в установке в домашних мастерских. Токарно-фрезерный станок Универсал 2 пользовался большой популярностью, именно поэтому оборудование продолжил выпускать завод ВСЗ Техника.
Первая модель была в течение нескольких лет модернизирована. Она характеризовалась весьма привлекательными эксплуатационными характеристиками, однако в 1968 году она была существенно переработана, появилась вторая версия, которая производилась на протяжении длительного периода. Уже в 80-х появилась третья версия токарного оборудования. Существенной доработкой можно назвать использование только одной большой направляющей, передняя бабка больше не отсоединяется от бабки, так как подобное крепление может привести к появлению вибрации и существенному снижению точности обработки.
В заключение отметим, что следует уделять довольно много внимания рекомендациям по установке оборудования. Примером можно назвать то, что конструкция не должна быть расположена вблизи источников тепла или вибрации. Рекомендуемый температурный режим составляет 16-24 градусов Цельсия. Слишком высокая температура становится причиной перегрева оборудования. Кроме этого, обеспечить длительную работу можно только при своевременном и правильном обслуживании механизма, к примеру, нужно проводить замену ремней.
Устройство и работа токарного станка Универсал-3М
На станине станка закреплена полая цилиндрическая направляющая. Она является общей базой для основных узлов станка: шпиндельной бабки, суппорта, задней бабки. Другой общей базой для этих узлов является плоская направляющая станины.
В передней части станины под кожухом расположен ходовой винт продольного перемещения суппорта.
На левой стенке передней бабки установлен кронштейн. На нем закреплен электродвигатель привода станка.
Под кожухом, закрывающим кронштейн, расположены шкивы привода вращения шпинделя и механизм привода подач.
Станок поставляется в токарном исполнении. Дополнительные принадлежности, входящие в комплект поставки (см. табл.7), служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка: фрезерно-сверлильное, шлифовальное, фуговальное и т.д.
Ниже описано устройство дополнительных принадлежностей и приведены способы наладки на различные виды обработки.
Резцедержки
В комплект поставки входят две резцедержки: подвижная и неподвижная.
С помощью подвижной резцедержки, смонтированной на каретке, можно обрабатывать конусные поверхности. Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухаря, входящего в один из Т-образных пазов ползуна. В каретке расположены два винта, которые с помощью тех же сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта в оснований каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки – 1°.
ВНИМАНИЕ! После разворота каретки на требуемый угол, необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше
Цанговый зажим
Зажим состоит из цанги, гайки и кольца, цанга вставляется в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Устройство и основные части токарного многофункционального станка Универсал
В перечисленных исполнениях станок состоит из следующих основных частей и устройств:
- Станина (см.рис.1), на которой закрепляются все части станка;
- Круглые направлявшие, привернутые к станине;
- Шпиндельная бабка, которая прикрепляется к станине таким образом, что может поворачиваться на 360° или сниматься со станка; предназначена для сообщения обрабатываемому изделии или режущему инструменту вращательного движения;
- Гильза с вращающимся в ней шпинделем на подшипниках качения; на правый конец шпинделя устанавливаются устройства для закрепления обрабатываемого изделия или режущего инструмента; гильза может перемещаться по своей оси в шпиндельной бабке и закрепляться двумя винтами;
- Шкивно-ременный привод (под кожухом), служащий для изменения скоростей вращения шпинделя и передачи вращения от электродвигателя на шпиндель;
- Электродвигатель для вращения ременного привода шпинделя, смонтированный на кронштейне, который клеммным зажимом скреплен с гильзой. Электродвигатель, ременная передача и гильза со шпинделем представляют собой единый узел, который комплектно может быть снят со станка.
- Суппорт, который состоит из продольной каретки, перемещающейся по направляющим станины от маховичка, расположенного справа;
- Верхние салазки, перемещающиеся перпендикулярно оси вращения шпинделя от маховичка, расположенного спереди; суппорт сообщает ревущему инструменту или обрабатываемому изделию поступательное перемещение;
- Задняя бабка, перемещающаяся по круглым направляющим станины и в необходимом положении прикрепляемая к ним; в корпусе бабки имеется пиноль, которая перемещается маховичком и служит для поддержки обрабатываемого изделия центром, вставленным в пиноль;
- Электрический тумблер для пуска и останова электродвигателя;
- Подставка из дерева, к которой прикрепляется станина станка четырьмя винтами;
- Кронштейн, посредством которого шпиндельная бабка прикрепляется к стойке;
Описание других более мелких приспособлений и устройств приведено в разделе «Наладка станка и правила работы на станке».
Устройство станка
Рассматривая настольный токарный станок Универсал 2 следует уделить внимание и его компоновке. Устройство состоит из следующих элементов:
- Станина выступает в качестве несущего элемента, который связывает все узлы между собой. Она изготавливается из чугуна, характеризуется высокой жесткостью. За счет этого обеспечивается точное позиционирование всех узлов относительно друг друга, а также гашения вибрации на момент обработки.
- К основанию привариваются круглые направляющие. Они требуются для перемещения основных узлов. В последней версии оборудования есть только одна направляющая, но она обеспечивает точное позиционирование узлов на момент перемещения.
- За исключением последней модели, на первой и второй передняя бабка выполнена в съемном виде, крепление осуществляется специальным болтами.
- На станине установлен электрический двигатель. В качестве привода применяется ременная передача ступенчатого типа. Стоит учитывать, что электрическая схема токарного станка Универсал 2 достаточно проста, электродвигатель комплектно с приводом может быть снят с устройства.
- Крестовый суппорт представлен кареткой, продольными ипоперечными салазками. Этот узел фиксирует инструмент в требуемом положении на момент обработки. Крестовый суппорт характеризуется высокой универсальностью в применении, подходит для закрепления инструмента с прямоугольной державкой. Инструмент может быть смещен относительно заготовки на определенный угол при необходимости.
- Рассматриваемый токарный станок Универсал 3 также имеет заднюю бабку, которая требуется для закрепления заготовки в требующемся положении. В большинстве случаев в ней закрепляется центр для поддержки заготовки при ее большой длине.
- Сменные шестерни гитары скоростей предназначены для организации привода подачи суппорта. Подбираются они при нарезании резьбы с различными параметрами. Гитара представлена сочетанием четырех или трех сменных зубчатых колес с клеммовыми зажимами. Также имеется инструкция по наладке устройства для получения требуемой резьбы.
- Количество оборотов на выходе изменяется ременной передачей. Подобный элемент также исключает вероятность перегрева двигателя в случае заклинивания шпинделя.
- Электрический блок управления.
- Продольный ходовой винт. Он предназначен для обеспечения передвижения каретки вдоль обрабатываемой детали.
- Также имеется стойка, которая при необходимости может монтироваться при проведении сверлильных работ.
- Рукоятки и другие элементы управления. Для того чтобы обеспечить требуемую точность управления устанавливаются штурвалы, рукоятки. Управлять электрической частью можно при помощи различных клавиш.
- Цанговый зажим для закрепления фрез и сверл. Рассматриваемая модель может применяться для проведения различных фрезеровальных работ, для чего устанавливается соответствующая оснастка и инструмент. Однако, количество проводимых фрезерных операций существенно ограничено.
- Стол прямоугольный.
Расположение достаточно большого количества различных узлов на небольшой станине определяет то, что Универсал может применяться для проведения самых различных работ. Компоновка у Универсала классическая, за счет чего проблем с наладкой и установкой заготовки не возникает.
Особенности компоновки определяют также то, какие именно виды работ могут проводиться на токарном станке. Перечень операций выглядит следующим образом:
- Токарные работы, черновые и чистовые.
- Шлифование и сверление.
- Обработка заготовки лобзиком или круглой пилой.
- Фугование в случае установки деревянных заготовок.
- Операции заточного типа.
Важным моментом назовем то, что провести переналадку оборудования для сверлильных работ достаточно просто, для этого достаточно открепить монтажные винты. После этого проводится установка вертикальной опоры, которая применяется для монтирования электрического привода с остальными необходимыми компонентами.
Универсал 3 М
Комплект токарного станка Универсал 3 М включает металлорежущий инструмент, наладки и дополнительные приспособления. Целевое назначение этого оборудование – обработка металлических, деревянных и пластиковых изделий. В список возможных операций на станке входит: фрезерование, сверление, расточка, шлифование, создание резьбы, распиловка и многое другое.
Токарный станок серии Универсал 3 М может похвастаться встроенным устройством, которое позволяет изменить направление движения суппорта, не останавливая шпиндель. Это явно делает работу за станком продуктивнее. Агрегат Универсал 3 М соответствует высоким нормам точности, в частности, по параметрам некруглости, конусности и шероховатости. Машина отлично подходит для чистовой обработки детали, о чем говорят многочисленные отзывы мастеров.
Станок токарный 3 М – это высокопрочный агрегат, несущие элементы которого выполнены из модифицированного чугуна, обработанного методом естественного старения. Это продлевает срок службы агрегата и предотвращает его преждевременный выход из строя.
Особенностью модели Универсал 3 М можно считать то, что машина способна удовлетворить требования и любителя, и профессионала. Широкий ассортимент дополнительных опций позволяет настроить агрегат под свои определенные нужды, что еще раз подтверждает справедливость названия «Универсал».
Теперь поговорим немного о технической части. Предельный диаметр заготовки над станиной и над направляющими суппорта составляют 150 и 90 миллиметров соответственно. Длина заготовки в центрах достигает 250 миллиметров. Предельное поперечное и продольное перемещение суппорта составляет 90 и 215 миллиметров. Диаметр шпиндельного отверстия – 15 мм. При этом диаметр заготовки, фиксируемой в шпинделе, может варьироваться от 4 до 70 мм.
Разработчики токарного станка Универсал 3 М позаботились о том, чтобы у мастера была возможность подобрать интенсивность вращения шпинделя для обработки конкретной детали. Для этого они предусмотрели девять скоростей вращения, которые находятся в диапазоне от 1200 до 3200 оборотов в минуту. Также мастер сможет выбрать формат продольной подачи, а в случае нарезания резьбы – подобрать нужный шаг резьбы.
Отметим, что модель 3 М способна просверливать отверстия в металле диаметром до 6 миллиметров. Это возможно, благодаря мощному 55-ваттному электрическому мотору. И это притом, что габариты и масса агрегата более чем скромны. Машина весит 62 кг, а ее размеры составляют 690x410x230 миллиметров.