Устройство и принцип работы токарно-фрезерного станка Р105
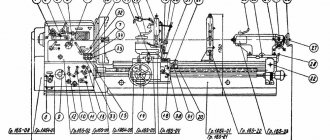
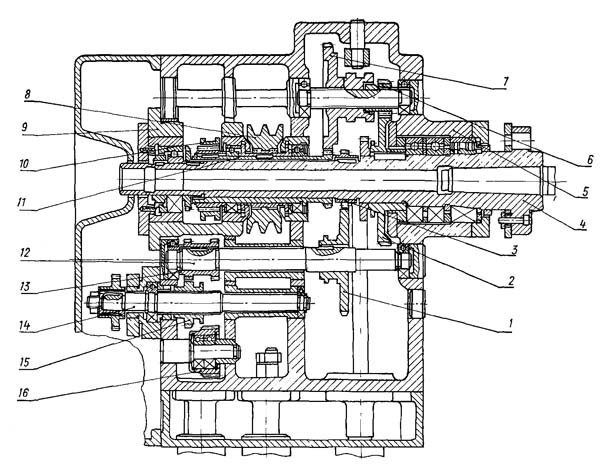
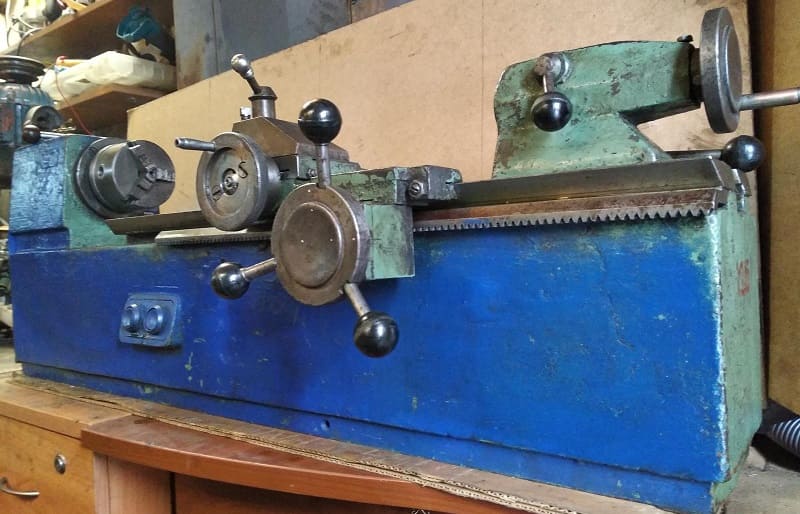
Станок состоит из станины 4 (рис. 1), задней бабки 22, суппорта 14, шпиндельной группы 5, фрезерной головки 15, привода 10, электроблока 11 и патрона 9.
Станина — литая, в верхней левой части имеет выступ, являющийся корпусом передней бабки.
Направляющие станины типа «ласточкин хвост». Станина имеет три люка: торцовый, обеспечивающий доступ к ременной передаче 2 и два задних, через один из которых вставляется привод шпинделя, а через второй — электроблок, смонтированный на крышке люка. Торцовый люк закрывается крышкой 1, имеющей специальные вентиляционные окна. На передней стенке станины расположен пульт управления станком 12, на котором смонтированы кнопки «пуск» и «стоп».
Задняя бабка — установлена в направляющем пазе и может по нему передвигаться в зависимости от длины устанавливаемого якоря. Фиксация бабки в определенном положении на станине осуществляется с помощью рукоятки 21, приводящей в действие эксцентриковый зажим. Пиноль задней бабки имеет конус Морзе № 2.
Суппорт перемещается по направляющим станины в продольном направлении посредством реечной передачи с ручным приводом от штурвала фартука 20, закрепленного на нижней стороне передней балки плота. Поперечная подача осуществляется с помощью маховичка 19. Цена деления гайки указателя поперечной подачи 0,05 мм На поперечном суппорте установлен резцедержатель 18, в котором с помощью винтов крепится режущий инструмент. На задней стенке плота предусмотрено место крепления кронштейна фрезерной головки 15.
Шпиндельная группа — состоит из стакана 5, в котором на двух шарикоподшипниках установлен шпиндель 7 с отверстием конус Морзе № 4.
Регулировка натяга в подшипниках шпинделя осуществляется с помощью разрезной гайки 3, путем поджима наружного кольца подшипника. Шпиндельная группа с помощью винтов прифланцовывается к корпусу передней бабки. Привод шпинделя осуществляется клиноременной передачей 2 непосредственно со шкива электродвигателя 24 на шкив шпинделя.
Фрезерная головка — устанавливается на задней стенке суппорта. Головка представляет собой поворотный кронштейн с закрепленным на нем электродвигателем и микропереключателем.
Положение головки по высоте регулируется с помощью винта, имеющего на своей поверхности накатку. Фреза крепится непосредственно на валике, установленном на валу электродвигателя.
Привод шпинделя — смонтирован на задней крышке и состоит из электродвигателя мощностью 400 Вт и натяжного устройства.
Электроблок — устанавливается через задний люк станины и крепится к ней четырьмя винтами. На блоке смонтированы два магнитных пускателя, набор зажимов, предохранитель, штепсельное соединение и провода. Электроблок смонтирован таким образом, что его можно целиком вынуть через люк станины при наладке или ремонте.
Шпиндельная бабка
В блоке бабки есть управляющий элемент. На втулке ставится шкив, она соосная по отношению к шпинделю. В одной стороны от шкива располагаются колеса перебора, с другой стороны, муфта, она обеспечивает включение шпинделя напрямую.
Сам шпиндель расположен в стакане, если требуется устанавливать новый шкив, стакан демонтируется. Подшипники качения (вид — прецизионный) обеспечивают шпиндель хорошими рабочими характеристиками.
Смазка бабки реализуется с помощью специального элемента. Корпус шпиндельного блока снабжен кнопками запуска силовой установки. Вектор резьбы меняется с использованием трензеля.
Стандартная комплектация
- Резцедержатели с клиньями
- Комплект гаечных ключей и отверток
- Шприц смазочный штоковый для нагнетания в пресс-масленки пластичного смазочного материала
- Гидравлический съемник для выпрессовки центрального подшипника планшайбы
- Тиски для зажима изделий на планшайбе (4 шт.)
- Комплект быстро изнашиваемых деталей и комплектующих изделий на время гарантийного срока.
Опции
- Суппорт комбинированный (взамен левого токарного суппорта)
- Суппорт токарный левый
- Суппорт боковой токарный
- Головка фрезерная
- Головка фрезерная поворотная
- Головка фрезерная угловая
- Головка шлифовальная для вертикального суппорта
- Головка шлифовальная для бокового суппорта
- Приспособление для обточки конусов методом 2-х подач
- Опоры клиновые
- Тиски (дополнительный комплект)
- Закладные части к фундаменту
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
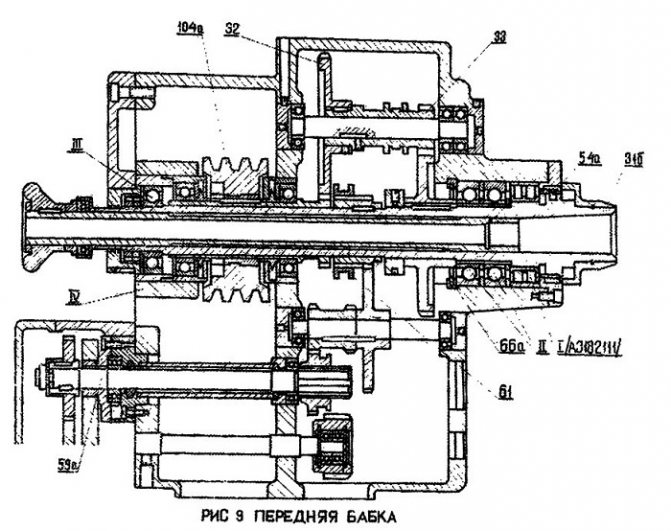
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
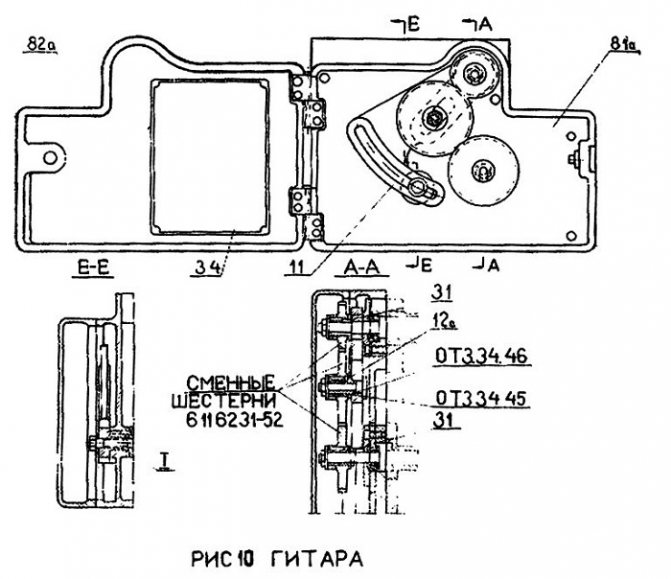
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Конструкция
Несмотря на свои компактные размеры, Р105 имеет классическую компоновку и схему управляющих органов. На станине расположены устройства каретки суппорта, задней бабки. Станок поставляется в различных модификациях, одна из которых включает блок фрезерования с горизонтальным расположением рабочего органа.
Главные технические преимущества оборудованию придает монолитная станина. Ее прочность, смещение центра тяжести — гарантируют максимум устойчивости. Кроме этой особенности, конструкция характеризуется следующими параметрами:
- суппорт подается ручным способом, путем вращения приводного колеса, снабженного рукоятками;
- задняя бабка снабжена маховиком смещаемой пиноли, имеет ручку фиксации последней;
- предусмотрено две скорости вращения шпинделя: с номинальными оборотами (1400 в минуту) и мощностью в 400 ватт, повышенная до 2000 оборотов в минуту.
Переключение скоростей не механическое, производится смещением ременной передачи по шкивным валам.
Для предотвращения аварийных ситуаций в станке применены плавкие предохранители защиты от КЗ и перегрузки сети, а также магнитные пускатели для невозможности самостоятельного пуска двигателя при подключении питания.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
Характеристики СТМН-550/350
| Характеристика | Значение |
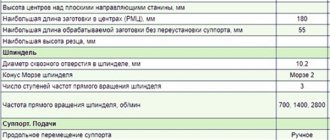
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
Характеристики КРАТОН MML-01
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
Характеристики Корвет 402
| Характеристика | Значение |
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Технические характеристики
| Общие | |
| Диапазон частот: | 36.0 — 46.1 МГц |
| Годы выпуска: | 1967-1986 |
| Соответствие стандартам: | ГОСТ МОРОЗ-4 (отечественный военный стандарт), превосходит нормы ГОСТ 12252-86 |
| Шаг частот: | плавная перестройка, шкала через 25 кГц |
| Отображение частоты: | оптическая шкала |
| Суммарная погрешность установки частоты по шкале при 20°С (±5): | через 5 минут прогрева не превышает 4 кГц |
| Тип излучения: | FM |
| Тип антенного разъема: | под антенну Куликова, байонетный |
| Сопротивление антенны: | 1-2000 Ом |
| Тип источника питания: | 4 батареи КН14 или 2 батареи 2НКП-20 (или 2НКП-24) |
| Напряжение питания: | 4.4 — 5.2 В (2 х 2.4 В) |
| Потребляемый ток: | • прием 0.85 А • передача 1.85 А • передача в режиме д/у 2.2 А |
| Время работы с батареей (прием:передача = 3:1): | • 12 час. с КН14 • 17.5 час. с 2НКП-20 • 21,5 час с 2НКП-24 |
| Дальность связи при использовании антенны штырь 1.5 м с использованием трехлучевого противовеса: | не менее 6 км, на антенну штырь 2.7 м — не менее 10 км, и на антенну бегущей волны — не менее 25 км |
| Время развертывания: | • при работе на штыревую антенну — 5 мин. • при работе на лучевую антенну — 15 мин. |
| Диапазон рабочих температур: | –40 ~ +50 °C |
| Габаритные размеры: | • радиостанции (с выступающими частями) — 310 х 325 х 170 мм • укладочного ящика — 620 х 420 х 350 мм |
| Вес: | • рабочего комплекта р/с — не более 14 кг • укладочного ящика с комплектом — не более 40 кг |
| Передатчик | |
| Тип: | плавный гетеродин (LC генератор) |
| Выходная мощность: | не менее 1 Вт |
| Максимальная девиация (FM): | ±5 кГц |
| Чувствительность модуляционного входа передатчика : | 140 мВ |
| Приемник | |
| Тип: | супергетеродин с одним преобразованием |
| Промежуточная частота: | 793.8 кГц |
| Чувствительность: | не хуже 1.5 мкВ при сигнал/шум 10:1 |
| Избирательность по зеркальным каналам: | не менее 54 дБ |
| Избирательность по ПЧ: | не менее 80 дБ |
| Ширина полосы пропускания на уровне 6 кГц: | 14 кГц |
| При изменении входного напряжения от 3 до 1000 мкВ выходное напряжение изменяется: | не более 20% |
| Постоянная времени АПЧ: | 0.1 С |
| Выходное напряжение НЧ тракта приемника при напряжении сигнала на входе 1.5 мкВ и девиации частоты 5 кГц на нагрузке низкоомных телефонах ТА-56М: | не менее 1 В |
| Выходное напряжение НЧ тракта приемника при отсутствии сигнала (напряжение шумов): | 0.75 В |
Функции, возможности, управление и т.п.
Радиостанции Р105М, Р108М, Р109М собраны по трансиверной схеме. Общими элементами для приемника и передатчика являются: антенный контур, гетеродин, УНЧ, источник питания. Приемная часть радиостанции имеет 2 резонасных каскада УВЧ на лампах 1Ж17Б и 1Ж18Б, смеситель на лампе 1Ж18Б, 4 однотипных каскада УПЧ на лампах 1Ж18Б, усилитель-ограничитель на лампе 1Ж18Б, и частотный дискриминатор на диодах 2Д401. Гетеродин приемника собран на лимпе 1Ж18Б и имеет плавную перестройку изменением емкости. Этот же генератор используется при передаче как задающий. На приеме к задающему контуру подключается дополнительная емкость. В контур этого генератора так же включен варикап Д901, который используется для модуляции частоты при передаче и АПЧ при приеме. При работе на передачу сигнал с задающего генератора поступает на усилитель мощьности на лампе 1П24Б. Усилитель низкой частоты — 2х каскадный, на транзисторах МП15, используется при передаче как усилитель модуляционного сигнала. Все переменные смкости, кроме емкости антенного контура, установлены на одной оси, и перестраиваются одновременно с изменением частоты задающего генератора-гетеродина. В качастве оконечного низкочастотного устройства применяется мекротелефонная гарнитура, состоящая из микрофона ДЭМШ1А, микрофонного усилителя на транзисторе П15 и головных телефонов или трубка с микрофоном порошкового типа МК-10-МБ и телефонным капсюлем ТК-47-130.
Радиостанции обеспечивают надежную двустороннюю радиосвязь с однотипной радиостанцией на местности средней пересеченности и лесистости, в любое время суток и года, на любой частоте диапазона при напряжении аккумуляторных батарей 4,4 — 5,2 В на расстояниях: • при работе на ходу со штыревой антенной высотой 1,5 м или на земле на ту же антенну с противовесом — б км; • при работе на стоянке с комбинированной антенной 2,7 м и противовесом — 10 км (для P-105М — 8 км); • при работе на стоянке с лучевой антенной направленного действия, подвешенной на высоте 1 м над землей, — 15 км; • при работе на лучевую антенну, поднятую у радиостан-ции на высоту 5-6 м над землей, — 25 км; • при работе на лучевую антенну из укрытий глубиной не более 3 м с перекрытием толщиной не менее 1 м — 15 км; • при работе с вынесенного пункта через телефонный аппарат ТА-57, соединенный с радиостанцией двухпроводным полевым кабелем длиной до 500 м, на комбинированную антенну высотой 2,7 м — не менее 10 км (для Р-105М -не менее 8 км), на лучевую антенну, подвешенную на высоте 1 м, — не менее 15 км, поднятую на 5-6 м — не менее 25 км. При этом переключение радиостанции с приема на передачу и ведение связи производятся непосредственно с телефонного аппарата.
Радиостанция имеет антенные устройства следующих типов: • гибкая штыревая антенна высотой 1,5 м (с использованием противовеса из 3 лучей); • комбинированная антенна, состоящая из гибкой штыревой антенны и 6 колен (общая высота антенны — 2,7 м), с использованием противовеса из 5 лучей — для работы на стоянке; • бортовая антенна, состоящая из комбинированной штыревой антенны, специального кронштейна с амортизатором для крепления антенны на борту автомашины и соединяющего проводника длиною 1м — для работы на ходу автомашины; • лучевая антенна направленного действия длиною 40 м, подвешенная на высоте 1 м над землей, — для работы на повышенные дальности и из укрытий; • повышенная антенна, состоящая из лучевой антенны длиною 40 м, поднятой у радиостанции на высоту 5-6 м, с постепенно снижающимся противоположным концом, направленным на корреспондента, — для работы на повышенные дальности и из укрытий.
Устройство оборудования
Специфические задачи обработки якорей электрических машин заставили разработчиков превратить Р105 в токарно-фрезерный станок. Наряду с классическими узлами, он оснащен дополнительной фрезерной головкой, установленной на суппорте. Головка имеет регулировку по высоте. Фреза закрепляется непосредственно на вал электромотора, без применения каких-либо передач.
Конструкция станины цельнолитая, закрытого типа исполнения. Во внутреннем объеме устанавливаются электрооборудование и электродвигатель главного движения. В вертикальном приливе станины смонтирована ось крепления патрона. Вращающий момент с вала двигателя передается на шпиндель с помощью клиноременной передачи. Шкивы имеют два ручья разных диаметров, что обеспечивает две скорости вращения обрабатываемого изделия. Использование трехфазных двигателей требует наличия соответствующего электроснабжения мастерской.
В шпинделе предусмотрен конус Морзе №4, в который, в базовой комплектации устанавливается трехкулачковый патрон. Для поджима длинных заготовок, станок оснащается задней бабкой, пиноль которой расточена под конус Морзе №2.
Устройство токарного станка Р105
Суппорт перемещается по двум осям на стальных направляющих типа «ласточкин хвост». Привод продольной подачи использует пару рейка-шестерня, поперечной – винт-гайка. Обе подачи оснащены только маховичками ручного перемещения. Верхние салазки не заложены в конструктив оборудования. Длина продольных направляющих обеспечивает наибольший ход суппорта в 500 мм, что значительно превышает показатели моделей, аналогичного класса. При этом имеется ограничение движения в сторону шпинделя. Суппорт не доходит до патрона на расстояние примерно 50 мм, что обусловлено исходным назначением станка.
| Измеряемая величина | Схема измерения | Предельное значение |
| Радиальное и торцевое биение шпинделя |
| А: 0,009 мм В: 0,01 мм |
| Радиальное биение присоединительной поверхности шпинделя | 0,009 мм | |
| Радиальное биение оправки, установленной во внутренний конус шпинделя |
| А: 0,015 мм В: 0,03 мм |
| Параллельность пиноли задней бабки |
| А: 0,025 / 50 мм В: 0,015 / 50 мм |
| Биение оправки, установленной в центрах шпинделя и задней бабки |
| А: 0,03 мм В: 0,03 мм |
| Параллельность шпинделя |
| А: 0,03 / 250 мм В: 0,03 / 250 мм |
| Параллельность перемещения верхней каретки суппорта оси шпинделя |
| 0,04 / 75 мм |
| Радиальное биение токарного патрона | 0,04 мм | |
| Радиальное биение измерительной оправки. закрепленной в токарном патроне: |
Видео настольный токарный станок р 105 характеристики аналог в Москве
Токарный станок по металлу Metal Master MML 1830V
Подготовка к работе настольного токарного станка Metal Master MML
Проверка твердости направляющих станины токарного станка Metal Master MML 1830V
Как пользоваться таблицей токарного станка Metal Master MML 1830V
Видео о компании Metal Master
Экскурсия по заводу Metal Master в Китае
Презентация компании Metal Master на выставке металлобработка

Презентация компании Metal Master на выставке мосбилд
Сюжет о компании Metal Master на телеканале Russia Today
- модернизация настольного токарного станка
- описание токарного станка по металлу
- токарный станок по металлу цена в екатеринбурге
- токарный станок по металлу корвет-402 энкор отзывы
- недорогой настольный токарный станок
Технические характеристики и стоимость товара могут отличаться. Уточняйте наличие, стоимость и характеристики на момент покупки и оплаты. Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
Описание технических показателей
Из-за своих технических и функциональных характеристик, данный станок никогда не производился массово. Изначальной его задачей было протачивать коллекторы и создавать различные пазы. С другой стороны, устройство обладает относительно небольшими габаритами, что немного компенсирует его ограниченную функциональность. Габариты станка:
- длина – 1100 мм;
- ширина – 480мм;
- высота – 400 мм;
- масса – 110 кг.
К базовой комплектации устройства придавался специальный ключ и несколько фрез прорезного типа. Несмотря на простоту конструкции станка, у него имеется предохранитель, который обеспечивает длительную эксплуатацию электрооборудования станка. После подачи электричества, мотор изделия не запустится самостоятельно, поскольку у станка есть два пускателя магнитного типа, которые делают невозможным такой поворот событий.
Другие ключевые характеристики станка:
- Центры устройства имеют высоту 70 мм.
- Предел продольного движения суппорта – 500 мм.
- Предельная длина обрабатываемой заготовки – 550 мм.
- Мощность электромотора – 0,08 Вт.
- Предельная длина движения фрезера – 50 мм.
- Максимальное вертикальное передвижение – 4 мм.
- Предельное количество оборотов – 2760 (в минуту).
- Максимальная скорость продольной подачи фрезы – 30 мм за оборот.
- Цена одного сечения гайки – 0,05.
- Мощность привода шпинделя – 400 вт, а число его оборотов – 1400 (в минуту).
- Предельный поперечный ход резцедержателя – 7 см.
Отдельно стоит рассказать о столе для данного агрегата. Его поверхность должна быть максимально ровной, без изъянов. Для безопасного подключения устройства к сети необходима установка заземляющего контура. Для выполнения плановых и внеплановых ремонтных работ, станок надо полностью отсоединить от электросети. Ремонт следует осуществлять только по инструкции, предоставленной в паспорте устройства.
Видео: токарный станок Р105.
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
- В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
- Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
- При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Токарный станок ИТ-1М относится к надежному оборудованию с высоким уровнем производительности. Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Назначение
Цели эксплуатации станка Р105 — обработка деталей малого размера, из металла и сплавов низкой и обычной твердости. Его сфера применения — домашние и небольшие мастерские, а также мобильные пункты оказания услуги оперативных ремонтных работ.
Описание особенностей, характеристик данного агрегата позволяет понять, что он легко разместится в задней части Газели-фургона. При этом потребляемая мощность позволяет запитать станок даже от аккумулятора автомобиля.
Изначально модель разрабатывалась, в том числе, для мелких работ с высокими требованиями к точности. С ее помощью можно резать пазы, протачивать коллекторы. Кроме этого, Р105 позволяет выполнять следующие типы операций:
- точение как цилиндрических, так и поверхностей сложной формы;
- фрезерование с некоторыми ограничениями (пальчиковая фреза располагается в горизонтальном положении).
Так как станок имеет малые размеры, для комфортной работы на нем понадобится стол. Конструкция последнего должна обеспечивать достаточную жесткость для гашения вибрации от устройства и увеличения точности обработки заготовок.
Стоит отдельно отметить недостатки устройства, ограничивающие количество вариантов его применения. Станок Р105 не способен нарезать резьбу. Не предлагается механизированная подача суппорта. Пользователи отдельно отмечают недостатки штатного резцедержателя суппорта, из-за чего разработаны некоторые варианты его модификации. Самодельный узел — гораздо лучше выполняет свои функции.
Токарный станок р 105 технические характеристики
настольный токарный станок р 105 характеристики — предназначен для обработки металлических и не металлических заготовок точением. Защитный экран патрона с концевым выключателем.
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель.
На станке установлено электронное бесступенчатое управление числом оборотов шпинделя. Данные о количестве оборотов шпинделя отображаются на цифровом дисплее на корпусе станка
Шпонка на креплении лимба поперечной подачи гарантирует отсутсвие непроизвольного поворота маховика и минимазацию риска изменения размера детали в процессе ее обработки.
Рекордная в своем классе ширина чугунной станины — 100 мм, что значительно увеличивает жесткость работы станка и положительно влияет на точность обработки.
Направляющие станка прошли процедуру шабрения, что существенно повышает точность обработки на токарном станке.
Наличие 6 тавотниц на суппорте токарного станка, позволяет оперативно обслуживать и смазывать суппорт, избежать износа направляющих и довльствоваться комфортной работой и плавным перемещением рукоятки.
Наличие шкалы для определения угла поворота резцедержателя.
Функционал точения конуса с поворотом каретки верхнего суппорта.
В стандартной комплектации поставлеяется быстрозажимной трехкулачковый патрон 100мм, с тавотницей на торцевой поверхности которая позволяет оперативно смазывать кулачки в труднодоступных местах.
Телескопическая защита ходового винта от стружки эффективно защищает ходовой винт от износа.
Лимб поперечной подачи – 0,05 мм
Лимб тонкой продольной подачи 0.02 мм
Лимб продольной подачи 0.25 мм
Направляющие станка прошли закалку ТВЧ (48-52 HRC) и шлифовку, что способствует повышению уровня надежности и точности обработки детали.
Для ослабления задней бабки с целью установки глубины сверления и закрепления длинных заготовок в центрах станок оснащен быстрозажимным рычагом.
Вылет пиноли задней бабки 60 мм, шкала до 50 мм.
На шпиндельной бабке станка изображены таблицы:
- 1. Таблица расположения зубчатых колес гитары
- 2. Таблица порядка выбора нарезания метрических резьб
- 3. Таблица дюймовых резьб
Назначение и область применения
На станке обрабатывается не только металл. Характеристики оборудования позволяют изготавливать детали из других материалов: дерева, пластика, композитов. Широко используется станок Р 105 в мастерских. Любят его домашние умельцы. При имеющемся навыке работы достигается высокая точность изделий. Преимуществом является качественная станина с хорошим диапазоном хода суппорта. Конструкция стабильна под нагрузкой и позволяет выполнять качественную обработку изделия по всей его длине.
Труба Икапласт 160 мм ПНД или (Труба ПЭ), что расшифровывается как труба из Полиэтилена Низкого Давления в последние годы заняла лидирующие позиции при строительстве наружных инженерных сетей. Она применяется на строительстве объектов любой сложности и в различных областях. Трубы ПНД в отличие от уже устаревших стальных, керамических и бетонных могут похвастаться:
- Более демократичной ценой;
- Низким весом, благодаря чему Труба ПНД удобна в монтаже и транспортировке;
- Устойчивостью к коррозии;
- Герметичностью;
- Стойкостью к ударным нагрузкам;
- Значительно большим сроком службы.
Подключить станок можно практически везде. Он легко транспортируется и эксплуатировать его можно как мобильное устройство. Достаточно иметь питание и ровную поверхность для установки. Станок экономичен, надежен и долговечен.
Подойдет для решения производственных задач, реализации домашних идей, занятием любимым хобби. Невысокая стоимость при коммерческом использовании быстро окупается.
Применение модели Р105
Специализация Р105 значительно ограничила его возможности при решении чисто токарных задач. В фабричной комплектации станок может быть использован при точении металлов, дерева, пластмасс. Невысокая мощность привода главного движения станка не позволяет снимать большое количество металла за один проход. Также невозможно точение конусов, нарезание резьбы, обработка крупных заготовок. Токарный шпиндель не имеет сквозного отверстия, что делает не возможным зажим прутков через патрон. Фрезерная головка позволяет выполнять пазы на поверхности цилиндрических изделий из мягких материалов. Использовать ее для обработки стали не получится. Это же справедливо и для полноценной фрезеровки. Значительное количество недостатков частично нивелируется высокой прочностью и долговечностью станка.
От Р105 не следует ожидать выдающихся результатов. Особенности конструкции не позволят создавать сложные детали. Прерогатива токарного станка — изделия небольшого диаметра длиной до полуметра.

Самодельный станок Р105
Токарный станок Р105 на производстве
Часть недостатков может исправить доработка конструкции. Если не требуется обязательной фрезеровки пазов, фрезерную голову лучше демонтировать. Слабый двигатель все равно не позволит выполнять сколь-нибудь серьезные операции. Рекомендуется установить более мощный электродвигатель главного движения. Применение преобразователя частоты с однофазным питанием увеличит диапазон регулирования частоты вращения, а также позволит подключать станок к бытовой электросети. По механической части следует заменить резцедержку и настроить заднюю бабку. Дополнительно рекомендуется модернизировать токарный шпиндель и механизм поперечной подачи.
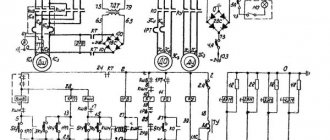
Электрооборудование токарно-фрезерного станка Р105
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380/220 в, частотой 50 Гц.
Пусковая и защитная аппаратура смонтированы на крышке электроблока и пульте управления.
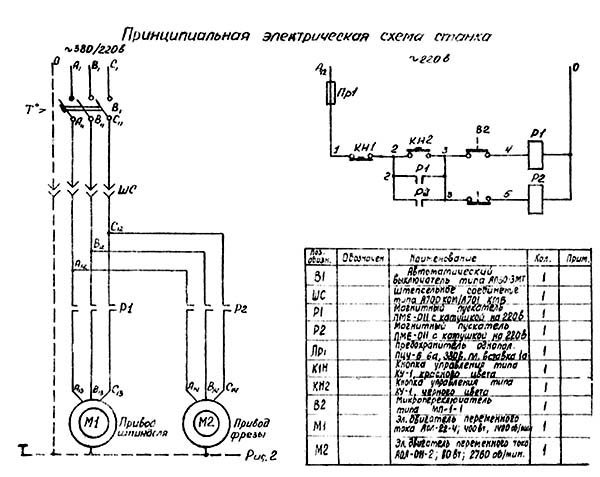
Электрическая схема токарного станка Р-105
Привод. Для привода шпинделя используется электродвигатель М1 (Рис. 2) переменного тока АОЛ-22-4 (M361) мощностью 0,4 кВт, с числом оборотов 1400 об/мин. Для привода фрезерной головки используется электродвигатель М2 переменного тока АОЛ-011-2 (M361) мощностью 80 Вт, числом оборотов 2760 об/мин.
Двигатель шпинделя управляется кнопками КН1 и КН2.
Включение и отключение двигателя фрезерной головки осуществляется микропереключателем В2.
Блокировка. При установке фрезерной головки в рабочее положение, контакты микропереключателя, установленного на кронштейне фрезерной головки переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включении двигателя шпинделя.
Защита. Электрооборудование станка защищено от коротких замыканий и перегрузок плавким предохранителем ПP1. Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей P1 и Р2.
Обучение экипажа
На 10 уровне никаких изменений с экипажем не произошло, он все так же состоит из 4 танкистов, а командир имеет совмещенную специализацию с заряжающим.
Важной особенностью EBR 105, как и ветки колесной техники в целом, является высокая зависимость от прокачанного экипажа. Необходимо серьезно отнестись к этому вопросу, потому что без прокачанных хотя бы 4-х перков ловить на 10 уровне нечего. В идеале нужно стремиться к такой прокачке навыков:
В идеале нужно стремиться к такой прокачке навыков:
Необходимо серьезно отнестись к этому вопросу, потому что без прокачанных хотя бы 4-х перков ловить на 10 уровне нечего. В идеале нужно стремиться к такой прокачке навыков:

Если боевое братство еще не изучено, то необходимо выбрать его через сброс навыков, заменив те, которые дают эффект с момента изучения.
Маскировку прокачиваем постепенно всем членам экипажа, один из важнейших перков для повышения выживаемости машины при активном или пассивном свете.
Плавный поворот башни в сочетании с плавным ходом усилит хорошую стабилизацию орудия и сделает стрельбу в движении более прицельной, а виртуоз поможет эффективнее маневрировать, уклоняясь от вражеских снарядов.
Комбинация из радиоперехвата и орлиного глаза увеличат обзор на 15,5 метров.
Пятым навыком можно изучить пожаротушение, чтобы полностью убрать из расходников огнетушитель, заменив его на более полезный «Крепкий кофе».
Методы классификации
токарно-винторезные станки разделяют на несколько типов. Есть несколько наиболее популярных признаков, по которым классифицируют станки данного типа.
Масса
Существуют небольшие станки, которые удобно использовать в личной мастерской или большие, по массе предназначенные для промышленного производства.
Крупные и тяжелые токарные устройства предназначены в основном для применения в машиностроении и энергетике. Тяжелые станки – выше 40 тонн по массе.
Наиболее легкие весят не больше полутоны. У каждого типа по массе есть свои особенности:
- Легкие. Как правило, диаметр поперечного сечения в таком оборудовании не составляет больше 500 мм.
- Станки с весом до 15 тонн считаются средними и на них не обрабатывают детали с диметром больше 1250 мм.
- 15-400 тонн. Редко встречается с высокими показателями точности. Обычно это оборудование класса Н.
Максимальная длина детали
Этот параметр определяется расстоянием между центрами станка. При равном диаметре выпускаемых изделий есть станки, способные обрабатывать длинные и короткие заготовки.
Какие классы точности существуют и чем отличаются?
Классом точности называют обобщенную характеристику средств измерений, которая определяется пределом погрешностей (основных и дополнительных), а также рядом свойств, оказывающих влияние на точность измерений, производимых с их помощью.
Пределом погрешности является наибольшая погрешность измерительного прибора, при котором он является годным к измерению. Предел допускаемой основной погрешности выражается в форме:
- абсолютной;
- относительной;
- приведенной
Погрешности. Класс характеризует свойство точности проведения измерений с помощью данного прибора. А точность средств измерения — это качество измерительного прибора, которое свидетельствует о близости погрешности проводимых измерений к нулю.
Если же речь идет о классе точности, который обеспечивает, к примеру, токарный станок, то здесь имеется в виду класс чистоты поверхности детали, которую данное оборудование способно обеспечить в процессе обработки заготовки.
Измерительные приборы, а также обрабатывающее оборудование имеет следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0,1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Кроме того, выделяют несколько категорий классов точности:
Особой
Этот «Класс С» — высший класс точности оборудования (как измерительного, так и обрабатывающего). К данному классу относятся такие станки (в нашем случае – токарные), которые должны производить обработку заготовок с получением высшего класса чистоты поверхности (0,01-0,015).
Высокой
Высоким классом точности обладают, к примеру, ювелирные, медицинские и лабораторные весы. Другое название такого оборудования – прецизионное. Оно имеет маркировку «класс В». Если речь идет о токарном оборудовании, то высокий класс чистоты (0,02-0,025) обеспечивают детали полировальные токарные станки.
Нормальной
Под нормальным классом точности (маркировка — «класс Н», но она, как правило, не ставится) подразумевается такая характеристика оборудования или детали, при которой обеспечивается идентичность результатов в не менее, чем у 98% заведомо одинаковых объектов. Абсолютный показатель нормального класса чистоты находится в диапазоне (2,0-0,6).
Особо высокой
Оборудование особо высокого класса точности имеет по данному показателю маркировку – «класс А»
При проектировании оборудования высокого класса точности повышенное внимание уделяется качеству шпиндельных подшипников
Здесь преимущественно используются подшипники качения также высоких классов точности, а подшипники скольжения изготавливаются в виде регулируемых конусных втулок. (Все нормы здесь устанавливаются ГОСТом 1969-43).
Повышенной
Данный класс точности имеет маркировку «класс П». Применение элементов более высокого класса точности (в первую очередь, подшипников) увеличивает стоимость готового изделия, обрабатываемого на таком токарном оборудовании.
Однако если требуется получить более высокий класс обработки заготовки, то элементы повышенного класса точности применяют для позиционирования станочных валов, где требуется более высокая точность и скорость вращения.