Токарный станок 1А616 имеет давнюю историю: выпускать его начали еще в середине 50-х годов прошлого века. Выпуском данного станка, который многие специалисты узнают даже по фото, занимался Средневолжский станкостроительный завод. Эту модель и сегодня можно встретить на многих производственных предприятиях
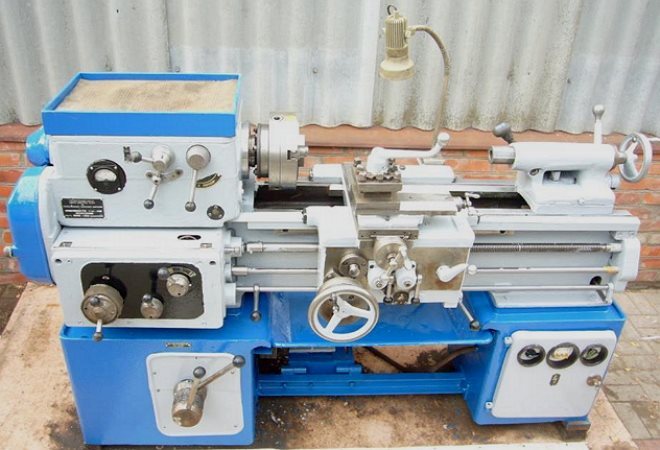
Токарно-винторезный станок 1А616
Функциональные возможности станка 1А616
Функционал данного оборудования представлен перечисленными ниже операциями:
- обтачивание поверхностей деталей произвольной формы (включая их торцевание);
- точечное сверление;
- вырезка канавок различной глубины;
- развертывание стандартных отверстий;
- подготовка резьбы посредством резца или метчика;
- формирование сетчатых рифлений.
Наличие большого числа всевозможных функций превращает токарно-револьверные станки в универсальные механизмы, к числу достоинств которых относят и их низкую стоимость.

Основная комплектация и технические характеристики оборудования
В комплект станков марки 1А616 входят образцы резцов твердосплавных, по необходимости применяемых для нарезки резьбы. Помимо этого в нем имеется специальный набор быстрорежущего инструмента.
Станок располагает следующими рабочими характеристиками:
- Предельная длина заготовок, подлежащих обработке – 71 см.
- Диапазон выполняемого на станке обтачивания – 66 см.
- Предельный размер устанавливаемых болванок, закрепляемых сверху суппорта – 18 см, а непосредственно над станиной – 32 см.
- Диаметр рабочего вала под шпиндель – 3,5 см.
- Масса станины с навесным оборудованием – 1,5 тонны.Резьбовой конец вала шпинделя имеет тип «6К».
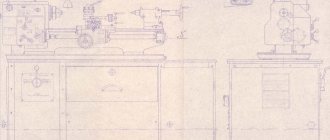
И, наконец, габариты станочного корпуса в классическом исполнении составляют 2,1х1,22х1,2 метра.
Маркировка названия
Обозначение буквенно-цифрового индекса 1а616 расшифровывается следующим образом:
- 1 – станки, относящиеся к 1 группе классификации – токарный;
- А – первая модель, не подвергшаяся модернизации;
- 6 – тип станков – токарно-винторезный;
- 16 – лимитирующий параметр – высота расположения центров над уровнем станины – 165 мм .
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы; они выбираются оператором в границах от 0,065 до 0,91 об/мин.

Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Этот узел устанавливается во внутренней полости оборудования и закрепляется таким образом, чтобы его можно было смещать по вертикали.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней.
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.
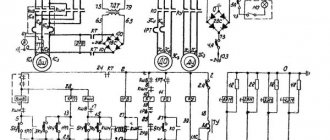
Электросхема
В электрическую схему токарного станка 1А616 включены такие элементы:
- Плавкие предохранители.
- Выключатель на входе.
- Световой элемент для освещения рабочей зоны.
- Реле напряжения.
- Контакторы включения и обратного хода.
- Регулятор включения насоса охлаждающей жидкости.
- Реле скорости вращения мотора и аналог управления контактором.
- Трансформатор понижающей конфигурации.
- Индикатор уровня нагрузки.
- Выпрямитель.
- Переключатель узла управления оборудованием.
Металлообрабатывающий агрегат оснащен двумя электрическими двигателями, у каждого из которых имеется свой функционал. Трехфазный мотор ПА22 имеет мощность 0,12 кВт и оборотистость 2800 вращений в минуту. Он служит для включения насоса подачи хладагента в рабочую зону.
Трехфазный аналог А02-41-4 обладает показателем мощности 4 кВт (1430 оборотов в минуту). Его предназначение – обеспечение работы главного привода станка.
Промышленные модели рассчитаны на напряжение 380 В, бытовые варианты агрегируют с электрической сетью 220 В. Под заказ выпускаются модификации, рассчитанные на 500 В.
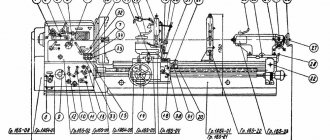
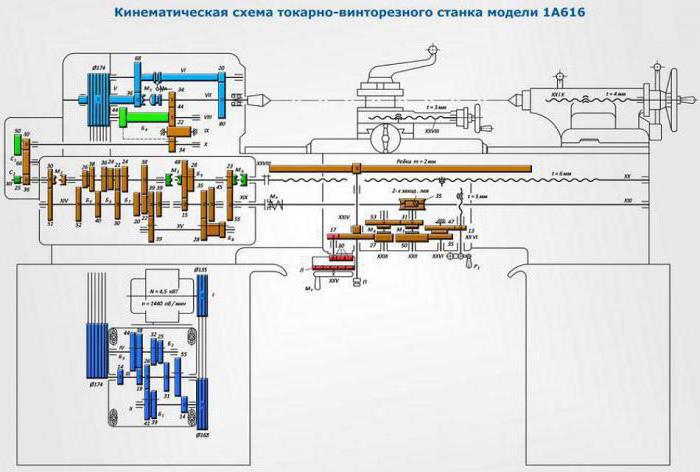
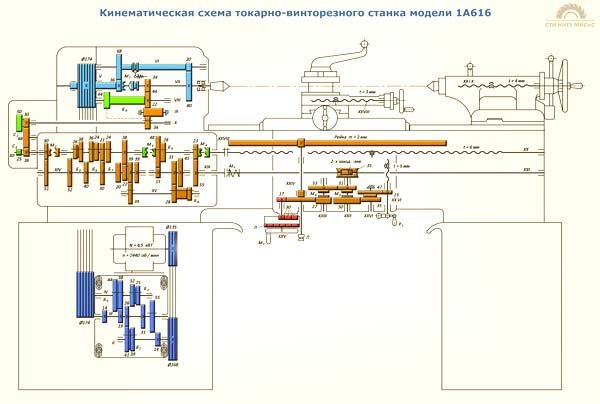
Кинематическая схема
Рассматриваемая схема позволяет представить расположение всех рабочих узлов агрегата и входящих в их состав механизмов. Для ознакомления с ней достаточно заглянуть в паспорт изделия.
Изучив кинематику станка 1А616 (рисунок ниже), любой оператор станка без труда разберется со всеми тонкостями его функционирования. Кроме того, благодаря этим знаниям удается использовать все возможности механизма и при необходимости совершенствовать свое мастерство.
Правила эксплуатации 1А616
Для освоения техники эксплуатации станка потребуется разобраться с такими категориями как его первый пуск, а также приемы обработки металлов, обслуживание и уход.
Первый пуск токарного агрегата 1А616
Особое внимание запуску агрегата в работу объясняется невозможностью предусмотреть осложнения в его функционировании после поступления со сборочного конвейера или длительной консервации. Указанная процедура включает в себя следующие обязательные операции:
- расконсервирование станка;
- заливка охлаждающего реагента и масла;
- визуальный осмотр элементов конструкции и электропроводки на предмет их целостности.
По завершении подготовительных действий можно будет запускать станок в работу.

Ход впуска и металлорезание
Приводимый в движение от электродвигателя шпиндель станка выполняет функцию держателя лишь в ситуации, когда требуется нарезать резьбу длиной не более 6-ти мм. При необходимости большего резьбового смещения придется воспользоваться функцией перебора и повышенного сдвига. С этой целью потребуется организовать одновременное смещение ведущего вала и обрабатываемого изделия.
Этого удается добиться за счет раздельных двигательных приводов, опосредованных следующими передаточными узлами:
- Суппортом с4-мя рабочими позициями.
- 12-ти ступенчатой КП.
- Уже рассмотренной ранее ременной передачей.
Все вместе взятое, действуя одновременно, обеспечивает достижение требуемой синхронизации движений.
Краткая история серии

В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты. Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П:
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
Основные параметры:
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
Обслуживание и уход
Обслуживание и уход за станком предполагают регулярное выполнение следующих обязательных операций:
- контроль рабочего уровня масла в агрегате и доливка его при необходимости;
- периодическая протирка открытых металлических частей от масляных подтеков и налета ржавчины;
- проведение профилактических мероприятий согласно утвержденным графикам обслуживания.
Лишь при условии выполнения этих пунктов удастся обеспечить бесперебойную работу оборудования.

Техника безопасности при работе со станком
Соблюдение техники безопасности при работе с агрегатом 1А616 сводится к выполнению следующих требований:
- Во время работы станка не допускается касаться рукоятей, располагающихся на КП и задней бабке.
- В процессе обработки деталей обязательно применение экранной (защитной) сетки.
- При работе с центрированными изделиями с хомутами необходимо использовать специальный патрон, оснащенный защитным ободом.
И, наконец, согласно инструкции по эксплуатации, дверцы станка должны быть плотно прикрыты во время процесса обработки заготовок.
Особенности ремонта
Токарный станок 1к62д
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.
- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.