Функциональные особенности станка

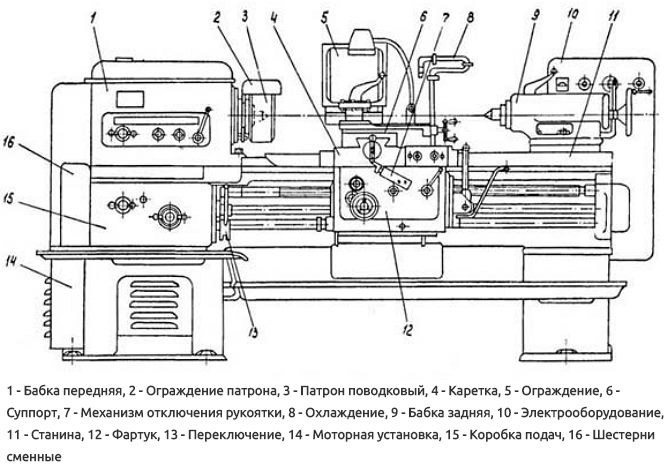
Внешний вид станка
Спецификой этого оборудования является возможность обработки деталей из закаленной стали. Этому способствует конструкция шпинделя, который установлен на специальных подшипниках, описанных в паспорте.
Для выполнения высокоточной обработки твердых сплавов станок имеет большую мощность главного привода. В совокупности с механической прочностью и жесткостью звеньев кинематической передачи это влияет на низкую вибрацию во время работы. Дополнительно нужно учитывать, что станок 1К62 является лобовым. Это означает, что на нем можно обрабатывать относительно кроткие заготовки с большим сечением.
Помимо этих особенностей следует знать такие характеристики станка 1К62, указанные в схеме и паспорте:
- конструкция задней балки. Она может смещаться в поперечном направлении. Это дает возможность обрабатывать пологие конусы;
- сменные зубчатые колеса. Они соединяют переднюю балку и коробку передач;
- наличие специального ступора. Это ограничивает продольное перемещение каретки до значения 250 мм/мин;
- мощный главный асинхронный электродвигатель 10 кВт;
- реле. Необходимо для защиты от тепловых перегрузок двигателя, возникающих во время обработки заготовок из твердых сортов стали.
Для детального ознакомления с этими качествами рекомендуется изучить паспортные данные оборудования и содержание инструкции по эксплуатации. Там же указаны основные характеристики.
Благодаря своей универсальной конструкции и эксплуатационным параметрам токарный станок 1к62 до сих пор остается популярным для комплектации мелкосерийных и штучных производств, мастерских.
Задняя бабка токарного станка. Устройство и ремонт задней бабки
Устройство задней бабки токарно-винторезного станка
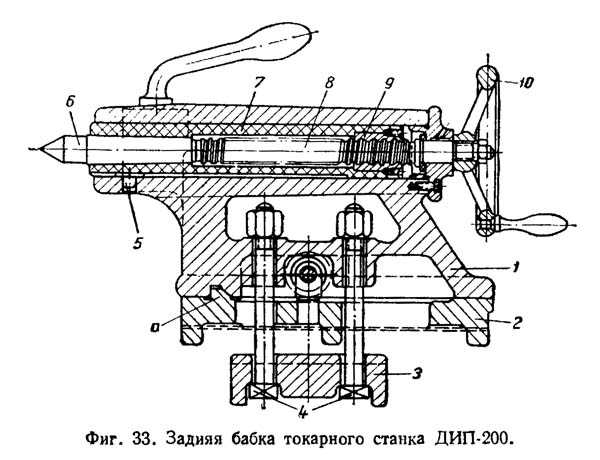
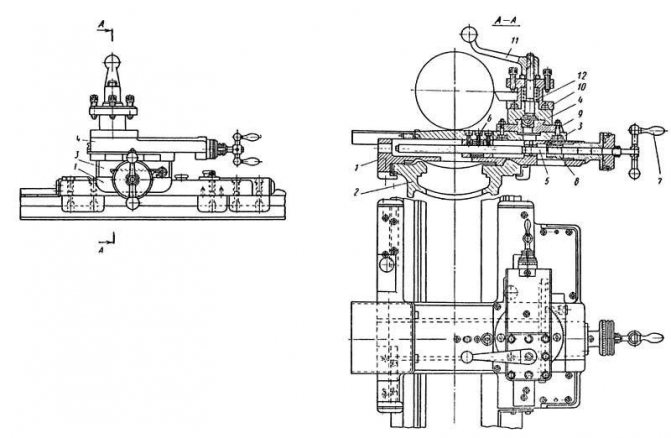
Общий вид и компоновка задней бабки токарно-винторезного станка показаны на рис. 33.
Задняя бабка служит для поддержания обрабатываемой заготовки при обработке в центрах и представляет собой вторую опору.
При сверлении задняя бабка специальным прихватом соединяется с кареткой суппорта и получает от него механическую подачу. Сверло вставляется в пиноль вместо центра.
Задняя бабка должна удовлетворять следующим условиям:
- ни при каких условиях произвольно не сдвигаться
- давать правильное положение оси центра
- давать возможность быстрой установки по оси станка
- предоставлять возможность точной установки обрабатываемой детали на обоих центровых отверстиях станка
- обеспечивать надежное направление шпинделя (пиноли) задней бабки и зажим его без нарушения положения оси
Устойчивость и надежное положение оси задней бабки являются необходимыми условиями для получения удовлетворительных результатов при обработке в центрах и устранения возможности аварий из-за вырывания обрабатываемой детали из центров. Это зависит от закрепления корпуса задней бабки на станине.
Конструкции задних бабок очень разнообразны, но основные принципиальные схемы их имеют много общего. Поэтому, зная принципиальное устройство задней бабки какого-либо универсального токарного станка средних размеров, можно без труда разобраться в конструкции бабок других токарных станков.
Рассмотрим конструкцию задней бабки токарного станка. Корпус задней бабки этого станка, как и большинства станков других типов, состоит из двух деталей: собственно корпуса 1 и основания (плота, мостика) задней бабки 2.
Плот (мостик) пришабривается по направляющим станины, а на верхнюю поверхность его устанавливается корпус.
Плоскости соприкосновения корпуса с плотом пришабриваются так, чтобы ось задней бабки по высоте совпадала с осью шпинделя станка и была ей параллельна. Параллельность осей достигается за счет пришабривания вертикальной грани направляющего буртика
а плота. Боковое совпадение осей достигается перемещением корпуса по плоту при помощи винта с квадратной головкой и гайки. Корпус крепится к плоту и одновременно к станине при помощи двух болтов 4 и накладки 3.
Достижение совпадения осей шпинделей передней и задней бабок посредством шабровки опорных плоскостей корпуса бабки требует значительной затраты времени. Поэтому, как правило, при капитальном ремонте совпадение осей передней и задней бабки достигается за счет расточки отверстия под шпиндель задней бабки. При этом возникает необходимость замены шпинделя задней бабки, который окончательно протачивается по наружному диаметру лишь после расточки корпуса задней бабки.
Шпиндель (пиноль) задней бабки 7 представляет собой пустотелый цилиндр, передний край которого выполнен в виде конуса Морзе в который вставляется центр 6 или сверло, а в задний — гайка 9. При помощи этой гайки и винта 8 с маховиком 10 шпиндель может передвигаться вдоль оси. Шпонка 5 предохраняет шпиндель от поворота. Шпиндель зажимается рукояткой, которая имеет на конце правую и левую нарезки для зажимных сухарей. При убирании шпинделя полностью в заднюю бабку винт 8 своим торцом упирается в торец центра 6 и выталкивает его из корпуса шпинделя. Таким образом, в этой конструкции выбивание центра из конуса очень удобно.
У тяжелых станков шпиндель не имеет гайки, нарезка сделана непосредственно на шпинделе, а втулка маховика является гайкой. Из такого шпинделя выбить центр с торца невозможно. Поэтому обыкновенные центры для таких шпинделей не годятся; центры должны быть с нарезкой. На нарезку навертывается гайка, при помощи которой можно выпрессовывать центр, или на центрах делаются лыски, которые дают возможность ключом повернуть центр и тем самым освободить его из гнезда. Пользование простыми центрами у этих станков должно быть запрещено, так как они запрессовываются и выбить их можно только ударами кувалды или разогревом шпинделя паяльными лампами. Это приводит к порче конуса шпинделя.
При обработке пологих конусов необходимо смещать центр задней бабки в поперечном направлении. Для этой цели корпус задней бабки и основание связаны друг с другом поперечной шпонкой. Поперечное смещение корпуса бабки относительно основания производится винтами и гайкой.
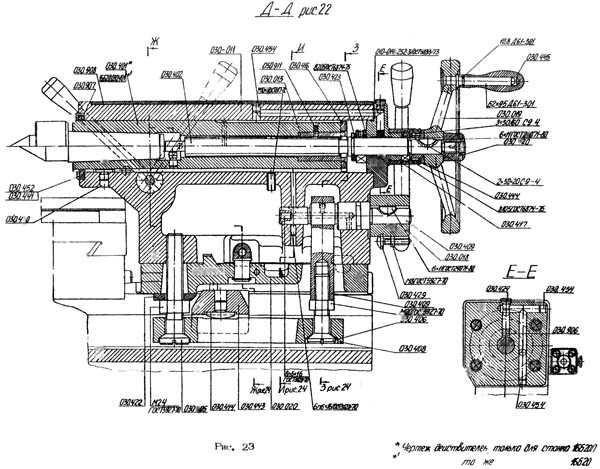
Задняя бабка токарного станка 1к62. Сборочный чертеж
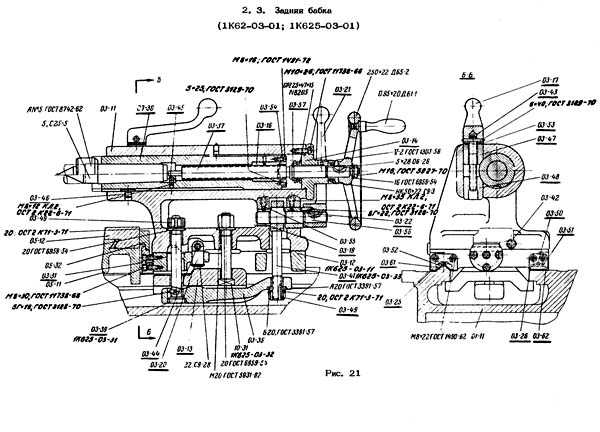
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе
Задняя бабка токарного станка 16к20. Сборочный чертеж
Задняя бабка токарного станка. Сборочный чертеж. Смотреть в увеличенном масштабе

Ремонт и восстановление задней бабки токарного станка
При ремонте задней бабки восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
Наиболее трудоемкими являются операции по восстановлению точности отверстия в корпусе под пиноль и восстановлению высоты центров.
Отверстие под пиноль в корпусе ремонтируют притирами, растачиванием с последующей доводкой и с помощью акрилопластов.
Притирами обычно ремонтируют малоизношенные отверстия. При этом высоту центров восстанавливают постановкой на направляющие компенсационных накладок и изготовляют новую пиноль.
При ремонте растачиванием одновременно восстанавливают высоту центров. После расточки отверстие обычно доводят притирами, а пиноль изготовляют большего диаметра.
Акрилопластами восстанавливают как точность посадки пиноли, так и высоту центров. При этом пиноль не изготовляют, а ремонтируют.
Этот способ ремонта наиболее эффективный, так как он требует затрат времени и средств в 3—5 раз меньших, чем в первых двух способах.
Рассматриваемые ниже два варианта ремонта задней бабки наглядно подтверждают выгодность ремонта с применением акрилопластов, в частности стиракрила марки ТШ.
Ремонт корпуса и мостика задней бабки без применения акрилопласта
Последовательность ремонта следующая:
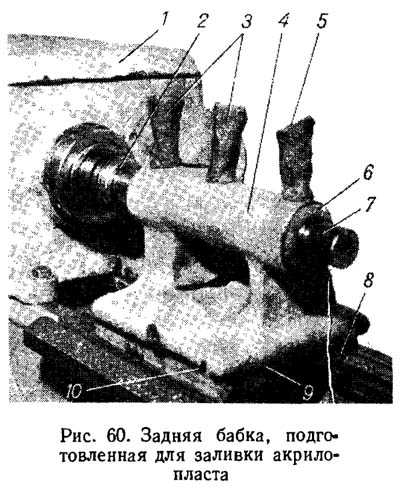
- Шабрят поверхность 9 корпуса (рис. 60). Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Фрезеруют поверхность 10 мостика 8 и устанавливают накладку на клею или на винтах. При плотном сопряжении выступа мостика с пазом корпуса эту операцию не производят
- Шабрят сопрягаемые с корпусом поверхности мостика (по корпусу). Количество пятен при проверке на краску — не менее 10 на площади 25 X 25 мм. Выступ мостика должен плотно входить в паз корпуса (без люфта)
- Шабрят поверхности мостика по направляющим станины. Количество отпечатков краски — 10—15 на площади 25 X 25 мм. Одновременно при шабрении добиваются горизонтальности поверхности, сопрягаемой с корпусом, с точностью 0,05 мм на 1000 мм длины. Проверку ведут по уровню, устанавливаемому на поверхности 9 вдоль и поперек направляющих станины. Станину устанавливают и выверяют по уровню, при этом плоскость для крепления коробки подач должна располагаться строго вертикально.
- Скрепляют мостик с корпусом
- Закрепляют бортштангу в шпинделе передней бабки станка. Ось бортштанги в месте крепления резца должна быть выше нормального положения оси шпинделя на 0,05 мм, для чего: измерительный стержень индикатора, закрепленный на суппорте станка, подводят к верхней образующей бортштанги (у места крепления резца) и фиксируют это положение; ослабляют передние болты крепления передней бабки (ось шпинделя уже выверена параллельно направляющим станины), с помощью рычага несколько приподнимают переднюю часть, под передние концы направляющих подкладывают фольгу толщиной 0,02—0,05 мм и закрепляют бабку на станине; подводят индикатор к верхней образующей бортштанги и замечают новое ее положение, при котором ось бортштанги должна быть расположена выше оси шпинделя на 0,05 мм.
- Устанавливают заднюю бабку впереди каретки суппорта и накладывают груз для жесткости
- Растачивают отверстие для пиноли в корпусе задней бабки (за 2—3 прохода), скорость вращения шпинделя 250 об/мин; подача 0,1 мм/мин. При этом чистота поверхности должна быть не ниже V5, конусность — не более 0,02 мм, овальность — не более 0,01 мм.
- Шлифуют отверстие в корпусе с помощью разжимной оправки, закрепленной в шпинделе, и наждачной бумаги. Скорость вращения шпинделя 500—800 об/мин, подача 10—15 м/мин. Чистота поверхности V7, конусность — не более 0,02 мм, овальность — не более 0,01 мм
- Производят доводку отверстия в корпусе с помощью чугунного притира. Скорость вращения шпинделя 200—300 об/мин, подача — 5—8 м/мин. При этом достигается чистота поверхности V 8, конусность должна быть не более 0,01 мм, овальность — не более 0,005 мм.
- Удаляют фольгу из-под направляющих передней бабки и закрепляют переднюю бабку на станине. Собирают заднюю бабку с вновь изготовленной и пригнанной по месту пинолью. Движение пиноли должно быть плавным, без люфтов. Зажим должен обеспечить надежное крепление пиноли.
- Проверяют положение пиноли по отношению к направляющим станины и совпадение центров передней и задней бабок, согласно техническим условиям по ГОСТу 42—56.
Рассмотренный технологический процесс задней бабки широко применяется на многих заводах, несмотря на значительную его трудоемкость.
Восстановление задней бабки акрилопластом
Восстановление задней бабки акрилопластом весьма прост и эффективен, так как отпадают операции по точной расточке и доводке отверстия корпуса и создается возможность сохранения старой пиноли. Ремонт мостика производят так же, как при ремонте без акрилопласта.
Технологический процесс восстановления отверстия корпуса задней бабки включает следующие операции:
- Отверстие под пиноль в корпусе 4 задней бабки (рис. 60) растачивают на расточном или токарном станке, при этом снимают слой металла, равный 2—3 мм. Чистота обработки должна соответствовать V 1, конусность и овальность допускаются не более 0,5 мм.
- В шпинделе 2 передней бабки 1 станка, ось которого выверена на параллельность направляющим станины, устанавливают пустотелую оправку с пробкой 7. Наружный диаметр цилиндрической части оправки соответствует наружному диаметру отремонтированной пиноли и имеет размер на 0,01 мм больший, чем пиноль. Оправку устанавливают эксцентрично по отношению к оси шпинделя на 0,07—0,08 мм. Для этого в конусное отверстие шпинделя до установки оправки закладывают прокладку формы усеченного конуса толщиной 0,07—0,08 мм. Материалом для прокладки служит бумага или фольга. Форма прокладки (усеченный конус) обеспечивает равномерное биение на обоих концах оправки.
- Вращением шпинделя 2 проверяют биение оправки, которое должно быть не более 0,15—0,18 мм, и устанавливают шпиндель так, чтобы образующая оправки с наибольшим плюсовым отклонением располагалась над осью шпинделя. Такое расположение оправки обеспечивает установление разности высоты центров передней и задней бабки (0,05—0,07 мм) в соответствии с требованиями технических условий.
- В корпусе задней бабки 4 над отверстием для пиноли сверлят три отверстия диаметром 6—8 мм; отверстия располагают по середине и по краям корпуса
- Обезжиривают расточенное отверстие корпуса и просушивают в течение 15—20 мин до полного испарения растворителя
- На оправку наносят тонкий равномерный слой мыла, устанавливают корпус задней бабки и закрепляют его болтами на станине
- Отверстие под пиноль (пространство между оправкой и корпусом бабки) герметизируют кольцами и пластилином 6; так же герметизируют отверстия устройств крепления пиноли, а над тремя просверленными отверстиями устанавливают из пластилина три воронки 3 и 5.
- Приготовляют раствор акрилопласта и заливают в среднюю воронку. Заливку завершают, когда масса стиракрила частично заполнит крайние воронки
- Залитую заднюю бабку выдерживают на месте не менее 2 ч при температуре 18—20° С
- Сдвигают заднюю бабку, защищают корпус от пластилина и приливов пластика, делают смазочные канавки, сверлят отверстия, долбят шпоночный паз и производят сборку задней бабки
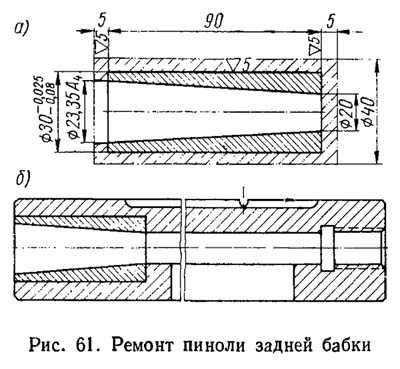
Ремонт пиноли задней бабки
Этот процесс включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путем установки компенсационной втулки.
Компенсационная втулка (рис. 61, а) имеет цилиндрическую форму снаружи и конус внутри. Втулку часто изготовляют из цементируемой стали, при этом конус закаливают до HRC 58—60. Толщина стенки втулки около наибольшего диаметра конуса принимается от 2 мм и более (в зависимости от диаметра пиноли).
Наружный диаметр втулки изготовляют по расточенному отверстию пиноли с зазором 0,05 мм, чистота обработанной поверхности V5—V6.
Втулку на клее устанавливают в пиноль и после затвердения (через 24 ч) шлифуют конусное отверстие.
Для примера приведем технологию восстановления пиноли задней бабки токарно-винторезного станка модели 1Е61, которая состоит из двух этапов:
- изготовление компенсационной втулки (рис. 61, а)
- ремонт пиноли (рис. 61, б)
- Вытачивают втулку с технологическими припусками, конус Морзе № 3, под шлифовку натяг 7—8 мм, не считая припуска 5 мм. Цементируют на глубину 0,8—1,2 мм. Снимают технологические припуски, оставив по 1 мм на сторону. Калят, HRC 58—62. Протачивают наружный диаметр и торцы по чертежу (выверяют на оправке от конуса).
- Растачивают отверстие в пиноли Ø30А на длине 90 мм (выверяют на биение с точностью 0,05 мм, чистота обработки V 5). Устанавливают втулку на эпоксидном клее и выдерживают 24 ч при температуре 18—20° С. Вставляют пробки с двух сторон, зацентровывают с точностью до 0,02 мм, протачивают пиноль по верху в размер и подрезают передний торец, снимают фаски. Шлифуют наружный диаметр в размер. Фрезеруют смазочную канавку по эскизу. Гравируют цифры по эскизу. Снимают пробки. Затем выверяют пиноль с точностью 0,01 мм, шлифуют конус Морзе № 3 по пробке и передний торец как чисто.
У отремонтированной по такой технологии пиноли повышена износостойкость конусного отверстия, а стоимость ремонта значительно ниже стоимости изготовления новой пиноли.
Ремонт мостика задней бабки токарно-винторезного станка 1к62
Расточка задней бабки токарно-винторезного станка
Притирка задней бабки токарно-винторезного станка
Юстировка задней бабки токарного станка
Литература
- Борисов Г. С. и Сахаров В. Л. Краткий справочник цехового механика. М., изд-во «Машиностроение», 1966.
- Гельберг Б. Т. Заводский опыт модернизации станков. Лениздат,1960.
- Гельберг Б. Т. и Пекелис Г. Д. Вопросы технологии и организации ремонта оборудования. М., Профтехиздат, 1960.
- Гельберг Б. Т. и Пекелис Г. Д. Ремонт промышленного оборудования. М., изд-во «Высшая школа», 1967.
- Единая система планово-предупредительного ремонта и рациональная эксплуатация технологического оборудования машиностроительных предприятий. М., изд-во «Машиностроение», 1967.
- Клягин В. Н. Технические условия на ремонт металлорежущих станков нормальной точности. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Минкин А. С. Ремонт металлорежущих станков.Лениздат, 1962.
- Пекелис Г. Д. и Гельберг Б. Т. Восстановление и упрочнениедеталей технологического оборудования. М., изд-во «Машиностроение», 1964.
- Пекелис Г. Д. и Гельберг Б. Т. Механизация слесарно-ремонтных работ. М.—Л., изд-во «Машиностроение», 1967.
- Пекелис Г. Д. и Гельберг Б. Т. Ремонт металлорежущих станков и кузнечно-прессового оборудования по типовым технологическим процессам. М., изд-во «Машиностроение», 1967.
- Пекелис Г. Д., Гельберг Б. Т. и Гордин Ю. Н. Централизация и специализация ремонта оборудования в производственном объединении,ЛДНТП, 1967.
- Проников А. С. Расчет и конструирование металлорежущих станков. М., изд-во «Высшая школа», 1967.
- Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования. М.—Л., изд-во «Машиностроение», 1966.
- Щебров В. М. Ремонт машин и механизмов. М., изд-во «Высшая школа», 1964.
- Якобсон М. О. Технология станкостроения. М., изд-во «Машиностроение», 1968.
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
stanki-katalog.ru
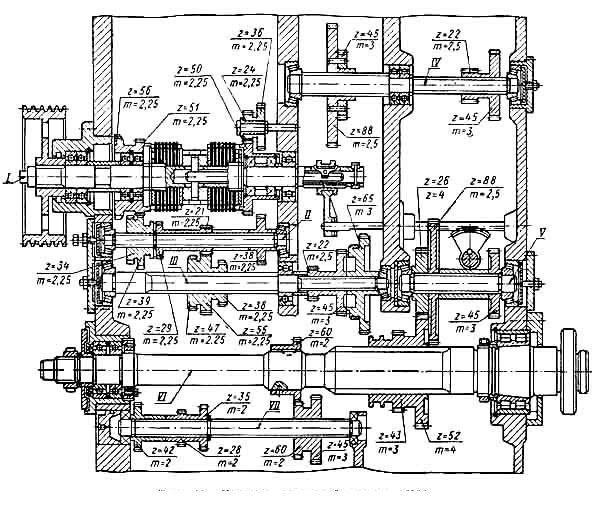
Кинематическая схема
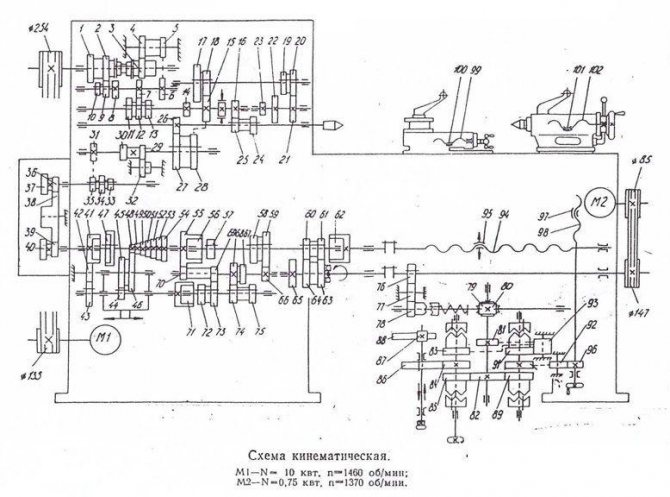
Кинематическая схема
Работа станка обеспечивается вращением шпинделя, которое происходит за счет клиноременной передачи. Она имеет несколько шкивов для изменения крутящего момента. Приводом служит электродвигатель.
Главное движение осуществляется через муфту, которая соединена со шпинделем системой зубчатых колес. Для прямого вращения происходит смещение муфты влево, в результате чего происходит включение определенных участков цепи зубчатых колес. В паспорте и схеме подробно описаны механизмы переключения.
Движение подачи осуществляется методом задействования четырех кинематических цепей, описанных в инструкции:
- винторезная. Для увеличения точности нарезки могут быть добавлены дополнительные муфты малых диаметров;
- поперечная. Для подачи используются схемы, включающие в себя три зубчатых колеса и червячную пару;
- продольная. Специфика работы полностью соответствует поперечной;
- ускоренные перемещения суппорта. Осуществляется за счет работы отдельного электродвигателя. Передача вращательного движения выполняется через клиноременную передачу.
Всего при переключении получают шесть вариантов сопряжения зубчатых колес. Если же делать это через перебор – количество возрастает до 24. Фактически же значений меньше, так как некоторые пары имеют одинаковое передаточное отношение.
В паспортной документации дается описание переключения каждой пары с указанием параметров конкретного зубчатого колеса на схеме станка 1К62. Эти данные можно использовать для первичного анализа характеристики оборудования.
Спецификация составных частей токарного станка 1К62
- Бабка передняя — 1К62.02.01
- Ограждение патрона — 1К62.260.001
- Патрон поводковый — 16Б20П.090.001
- Каретка — 1К62.05.01
- Ограждение — 1К62.50.01
- Суппорт — 1К62.04.01
- Механизм отключения рукоятки — 1К62.52.001
- Охлаждение — 1К62.14.01
- Бабка задняя — 1К62.03.01
- Электрооборудование — 1К62.18.01
- Станина — 1К62.01.01
- Фартук — 1К62.06.01
- Переключение — 1К62.11.01
- Моторная установка — 1К62.15.01
- Коробка подач — 1К62.07.01
- Шестерни сменные — 1К62.78.02
Характеристики передней и задней бабки
Коробка передач передней бабки
Для обработки детали необходимо закрепить ее между шпинделем и задней бабкой. Изменение частоты вращения происходит за счет коробки передач, которая входит в конструкцию передней бабки. Передача движения выполняется на ведомый вал.
С основными преимуществами конструкции коробки передач передней бабки можно ознакомиться в паспортных характеристиках. Они заключаются в установке подшипников качения на валах. Для повышения производительности и точности на узлы подается смазывающая жидкость. Дополнительно указаны фото оборудования для лучшего понимания расположения компонентов.
Технические параметры шпинделя, которыми обладает токарно-винторезный станок 1К62:
- диаметр отверстия – 4,7 см;
- допустимое сечение прутка – 4,5 см;
- частоты вращения – от 19 до 2420 об/мин (обратное). Для прямого это значение варьируется от 12,5 до 2000 об/мин.
- количество ступеней частот для различных режимов вращения: прямое – 24; обратное – 12.
Также следует учитывать параметры внутреннего конуса, описанные в схеме. Его размеры соответствуют Морзе 6. Конфигурация внутреннего шпинделя по ГОСТ 12593-72 равно 6К.
Для перемещения задней бабки в конструкции предусмотрена плита, которая движется по станине. Согласно технической документации изменение положения происходит за счет маховика и винтовой пары. Выдвижная пиноль имеет фиксатор для установки режущего инструмента, с помощью которого можно формировать отверстия.
Паспорт токарно-винторезного станка 1К62.
Данное руководство по эксплуатации «Универсальный токарно-винторезный станок 1К62» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение и область применения станка
- Состав станка
- Устройство и работа станка и его составных частей
- Электрооборудование
- Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Указание мер безопасности
- Порядок установки
- Настройка, наладка и режимы работы
- Регулирование
- Схема расположения подшибников
ПАСПОРТ
- Общие сведения
- Основные технические данные и характеристики
- Сведения о ремонте
- Сведения об изменениях в станке
- Комплект поставки
- Свидетельство о приемке
- Свидетельство о консервации
- Свидетельство об упаковке
- Гарантии
Параметры суппорта
Чертеж суппорта станка
Согласно технической документации суппорт предназначен для смещения режущего инструмента относительно плоскости детали. Он состоит из нескольких ключевых узлов, каждый из которых нужен для выполнения конкретной функции.
Основным компонентом суппорта являются резцовые салазки. Они крепятся на поперечной каретке, которая фиксируется на салазках. Смещение происходит за счет механических компонентов. При этом учитывается максимальная длина хода каретки, которая для данной модели может составлять 64, 93 и 133 см.
Кроме этого, необходимо учитывать следующие паспортные характеристики:
- поперечный ход – до 25 см;
- ход верхней части – до 13 см;
- количество передач. Продольных и поперечных по 49;
- максимальное значение рабочих подач мм/об. Продольных – от 0,07 до 4,16. Поперечных – от 0,035 до 2,08;
- скорость быстрого смещения, м/мин. Поперечные -1,7; продольные – 3,4;
Конструкция станка позволяет формировать на поверхности детали различные типы резьбы – метрические, дюймовые, притчевые и модульные.
Фартук имеет жесткое крепление к каретке. Для передачи вращательного момента в его конструкции предусмотрен ходовой вал, соединенный с несколькими ступенями передач. С их помощью происходит вращение червячного колеса.
Максимальный диаметр детали ограничивается размером 40 см (над станиной). Над суппортом можно крепить заготовки, сечение которых не превышает 22 см.
Общее устройство 1К62
Токарный станок состоит из следующих узлов:
1. Две тумбы, соединенные коробчатой станиной образуют тело 1К62, его основу. Под станиной, между бабками помещено стальное корыто. Сюда в процессе токарно-винторезных работ падает срезаемая с детали стружка. В него же сливается отработанная охлаждающая жидкость и масло. Станина имеет четыре направляющих рейки: две плоских и две призматических, на которые опираются фартук и задняя бабка.
2. На массивной основе станка 1К62 расположена передняя бабка с поводковым патроном, куда зажимают обрабатываемые детали. Здесь же находятся коробка подач, моторный узел с главным электродвигателем, блок сменных шестерен. Тут же установлен целый набор управляющих рукоятей, позволяющих изменять скорость и направление движения узлов станка в процессе выполнения токарных операций.
3. Напротив передней бабки, расположена подвижная задняя. Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
4. С лицевой стороны токарного станка расположен фартук, способный двигаться вправо и влево.
5. Движение каретки фартука обеспечивают специальные приводные валы. Токарь может выполнять перемещение как вручную, вращением маховика, так и включая привод. Возможность механической подачи каретки составляет главное отличие токарно-винторезного станка от обычного, позволяет нарезать резьбу различного профиля и шага.
6. На фартуке 1К62 установлен суппорт с резцовой головкой, куда одновременно могут быть зажаты четыре резца с различным профилем. Суппорт оборудован двумя круглыми рукоятками – маховиками. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
Давая описание 1К62, мы говорили о «задних» и «передних» элементах. Это общепринятые технические термины. Если же рассматривать рабочее место токаря, точнее говорить о расположении тех или иных приспособлений слева и справа. То есть, передней называют левую сторону токарного станка. Соответственно рукоятки и маховики управления 1К62 размещены в центральной зоне (на каретке фартука, на суппорте), и так же слева, на передней бабке и коробке подач.
Силовые агрегаты
Если мотор — сердце станка, то у 1К62 их целых четыре:
- Относительно небольшой, на 1 кВт обеспечивает быстрое и равномерное движение каретки фартука при нарезании резьбы и просто длинном проходе резца.
- Двигатель гидравлики, обеспечивающий подачу масла для смазки механизма передней бабки.
- Крохотный двигатель на 125 Вт вращающий насос подачи охлаждающей жидкости.
- Наконец, основной, мощностью 10 кВт — приводит в движение патрон куда зажимают обрабатываемую деталь.
Основной двигатель вращается со скоростью 1450 об/мин. С помощью системы клиноременной передачи она снижается до 810 оборотов. Далее в дело вступает переключатель скоростей со сменными шестернями.
Коробка переключения скоростей
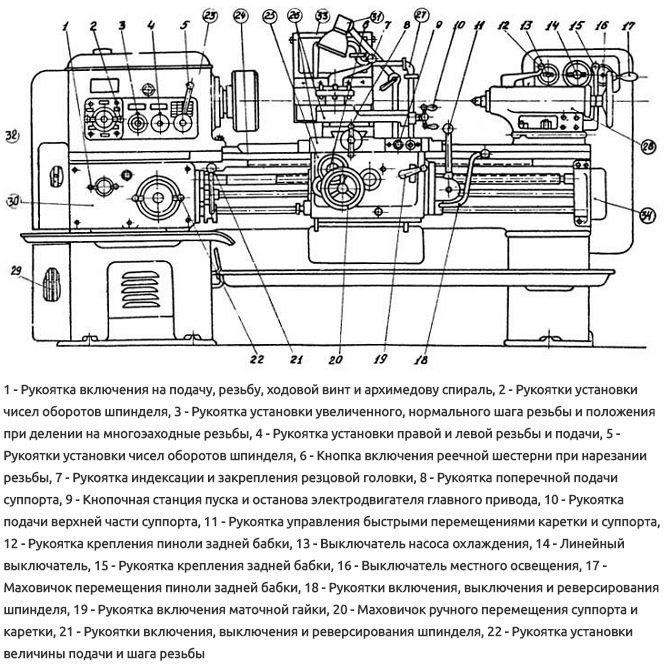
Управление скоростями выполняется с помощью двух крайних ручек, расположенных на лицевой панели передней бабки. Маховики между ними предназначены для установки шага и направления резьбы (левая или правая). Под рукоятями закреплены таблицы, с указанием положения рычагов и соответствующих им режимов. Коробка позволяет сообщить шпинделю патрона 23 скорости прямого и 12 обратного вращения.
Выглядит это следующим образом:
- Сначала крайней справа рукояткой устанавливаем ряд оборотов. Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
- После того, как скоростной ряд обозначен, первой ручкой слева устанавливаем скорость и направление шпинделя в пределах данной группы.
Устройство позволяет регулировать скорость вращения заготовки в диапазоне от 12,5 до 2000 об/мин.
Регулировка соотношений шестеренок коробки скоростей дает возможность проводить многозаходную нарезку, если размер или марка стали не позволяет выполнить операцию за один раз.
Коробка подачи
Особое устройство, дающее 1К62 в том числе и нарезать резьбу, состоит из коробки подачи с приводными валами и перемещающейся по ним кареткой. Вращение заготовки с одновременным движением вдоль нее резца оставляет спиральное углубление по форме режущей кромки. А значит, регулируя скорость шпинделя и перемещения суппорта получим неограниченные возможности выбора вида и шага резьбы. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Механический привод, обеспечивающий движение суппорта позволяет токарю обратить все внимание на точность установки резца. Не отвлекаясь на его ручное перемещение вдоль заготовки. Подача выполняется гораздо более равномерно, чем с помощью вращения маховика. Механизм зацепления расположенный непосредственно на фартуке позволяет в любой момент остановить перемещение.
Установка станка
С учетом возникающей в процессе работы токарный станок требует достаточно прочного основания. Ведь суммарная масса 1К62 вместе с весом заготовки может составлять почти четыре тонны. Поэтому токарное оборудование устанавливают на специальных фундаментах, зажимая анкерными болтами.
Монтаж оборудования необходимо выполнить так, чтобы ось вращения детали была строго горизонтальной. Отклонения, допускаемые техническими характеристиками 1К62, составляют доли миллиметра. Добиваются таких характеристик укладкой под основание станка стальных конусных подкладок. После выверки выполняют подливку фундамента цементным раствором.
Значительный вес станка не позволяет перемещать его вручную. Поэтому выгрузку и монтаж выполняют с помощью тали или крана. При этом обязательно нужно учитывать, что цент тяжести 1К62 сдвинут к передней бабке. Места, за которые фиксируют стропы погрузчика, указаны на станине. Кроме того, в паспорте приведена схема зацепления устройства при подъеме.