Главная / Аппараты
Назад
Время на чтение: 4 мин
0
2096

Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
- Общая информация
- Сборка самодельного аргонного аппарата Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
Общая информация
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
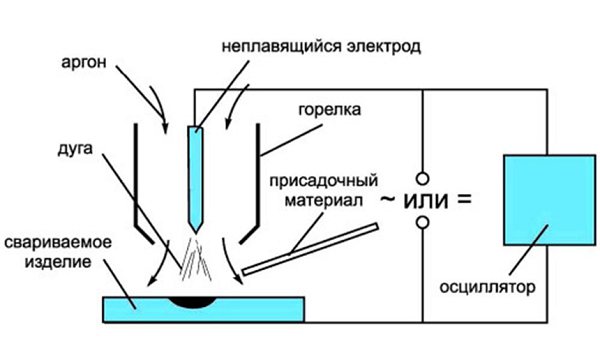
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
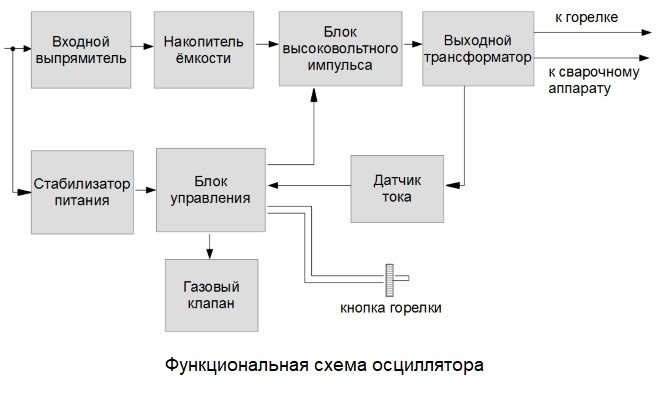
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Сборка самодельного аргонного аппарата

Из чего собрать?

Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Варианты исполнения
Возможно несколько подходов к изготовлению своими руками аргонового сварочного аппарата, отличающихся разным уровнем материальных затрат. Самый дешёвый вариант предполагает использование готовых модулей и запасных частей.
Такой подход позволяет получить простую в исполнении конструкцию инверторного агрегата, обладающего возможностью варить как постоянным, так и переменным током.
Вдобавок к этому потребуется комплект шлангов в сборе с заводской горелкой и специальный блок (осциллятор), значительно облегчающий розжиг дуги. И, наконец, нужно будет побеспокоиться о приобретении готового узла задержки токовой подачи.
Второй подход к реализации проекта аргоновой сварки состоит в изготовлении своими руками всех сборных модулей и электронных плат, что несколько снижает суммарные затраты. Однако в этом случае от исполнителя потребуется высокий профессионализм, а также достаточный запас свободного времени.
Независимо от выбранного способа сборки, при изготовлении своими руками инвертора для аргоновой сварки потребуется корпус, в котором будут размещены все элементы конструкции.
Перед набором запчастей и деталей следует внимательно изучить электрическую схему будущего устройства и составить чёткий план соединения электронных блоков.
Варианты принципиальных схем сварочного аппарата с осциллятором
За основу комплекта для аргоновой сварки всегда берётся типовой блок питания, собираемый на базе трансформаторного преобразователя и диодного мостика с ёмкостными фильтрующими элементами на выходе. С их помощью формируется пониженное напряжение (от 45 до 60 Вольт), которое после импульсного преобразования в инверторе вновь выпрямляется и обеспечивает на выходе требуемую величину сварочного тока.
Изготовление своими руками инверторного модуля сопряжено с большими трудностями профессионального характера. Проще всего использовать готовый импульсный блок от бытового прибора с подходящими характеристиками после его доработки и перенастройки.
Сборка аппарата

Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт. Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Правила безопасности сварки в домашних условиях
Независимо от опыта работы, сварщик должен позаботиться о снижении вероятности травм и других негативных явлений в процессе соединения стальных деталей.
Техника безопасности подразумевает соблюдение следующих правил:
- Возле рабочего места не должны находиться легковоспламеняющиеся предметы и жидкости. При случайном попадании искры может начаться пожар. С рабочей поверхности убирают все, что может помешать во время сварки.
- В процессе соединения деталей могут выделяться токсичные пары, поэтому над сварочным столом устанавливают вытяжку.
- Перед началом сварки проверяют основные элементы агрегата. Не допускается использование оборудования с поврежденным кабелем или шлангом подачи газа. Убеждаются в правильности выбора режима работы аппарата.
- Нельзя использовать тройники или иные средства одновременного подсоединения нескольких горелок. Устройства подключают к отдельным розеткам.
- Для защиты кожи и глаз сварщика используют костюмы и маски. На руки надевают огнеупорные перчатки.

Настройка самодельного аппарата

Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Инструкция по сварке стали аргоном
Процесс соединения стальных элементов трубопровода прост. При наличии хорошего ручного или полуавтоматического оборудования сварку можно легко выполнить в домашних условиях.
Рекомендуем к прочтению Как варить автомобильные диски с помощью аргона
Инструкция предписывает соблюдение следующих рекомендаций:
- Шов начинают формировать по направленности обрабатываемых краев. Зигзагообразные движения увеличивают ширину стыка, снижая прочность шва.
- Необходимо поддерживать среднюю скорость движения горелки. При слишком большом показателе проварить детали на всю толщину не получится. Если скорость будет низкой, образуются сквозные дефекты.
- Проволоку необходимо подавать равномерно. Это исключит образование наплывов и других недостатков. Лучший вариант – использование механического устройства подачи расходного материала.
- Электрод удерживают перпендикулярно обрабатываемым поверхностям или с небольшим уклоном. Присадочный материал подают под углом 45° к стержню.
- Пуск газа начинают за 10 секунд до возбуждения электрической дуги, прекращают через 5-7 секунд. Аргон защищает шов от проникновения кислорода, повышая прочность.
- Завершают сварку железа, плавно снижая силу дуги с помощью реостата.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
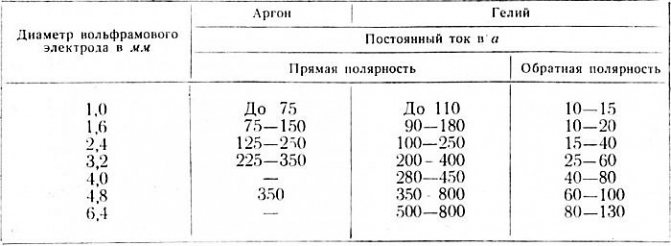
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте . Здесь представлены лучшие образцы от производителя.
Суть процесса сварки черного металла
Основополагающим нюансом, способным создать дискомфорт в ходе выполнения сварочных работ, является присутствие кипения в области сварной ванны. Данный процесс возникает в результате недостаточности нагрева обрабатываемого металла. С целью нивелирования вероятности возникновения подобного развития событий рекомендуется осуществлять верный выбор присадочного материала с одномоментным задействованием флюса, способствующего необходимому раскаливанию заготовки.
В течение сварки железа с особой тонкостью обрабатываемого металла посредством присутствия аргоновой составляющей достигается ускоренное проведение сварочных работ ввиду отсутствия вероятности прожигания используемой детали. Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.

В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ — вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Технологический аспект сварочного процесса
Перед тем, как сварить тонкое железо электродом, важно провести подготовительные работы, а именно зачистить будущее соединительное место. Предполагается устранение масляной пленки за счет растворителя или иного вещества химической природы. Затем следует поместить флюс на поверхность обрабатываемого металла и выставить необходимые параметры.
В течение проведения сварочных работ следует соблюдать правила безопасности. В завершении процесса рекомендуется оценить качество проведенной сварки.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.

Режим ТИГ сварки
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Недостатки процесса сварки
Как и для любого процесса и вида деятельности, для сварки железа аргоном присуще наличие недостатков. К числу подобных дискомфортных аспектов принято относить:
- присутствие повышенной стоимости осуществления процесса по сравнению с иными видами сварочных работ;
- высокая вероятность перехода категории выполняемой работы в группу рисковой деятельности ввиду присутствия и непосредственного использования газовой составляющей;
- присутствие ситуаций вскипания в области сварной ванны, что сопровождается явлениями разбрызгивания металлической составляющей в различные стороны от места проведения сварочных работы, что имеет результатом соединение низкого качества с одномоментным формированием условий, опасных для жизни;
- недостаточная представленность и доступность определенных приспособлений, необходимых для организации сварочного процесса.