Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Устройство
Медь из доступных металлов служит лучшим проводником. В сочетании с гибкостью это делает ее идеальным материалом для изготовления основы сварочного провода- токопроводящих жил.
Конструкция состоит из следующих основных частей:
- медная жила, скрученная из большого числа медных проволочек диаметром до 0, 5 мм;
- разделительный слой- тонкая оболочка, предупреждающая слипание жилы и слоя изоляции, может дополняться тальком или другим порошком;
- изолирующее покрытие, состоит из каучука, резины или другого полимера.
На концах предусмотрены контакты для того, чтобы подключаться к инвертору и держателю. Они опрессовываются и пропаиваются для обеспечения наилучшего контакта.
Характеристики
Важнейшая характеристика нужная для провода- его сечение. Оно определяет максимальный ток, проходящий через кабель. Не менее важно и сопротивление, обуславливающее потери электроэнергии на пути от аппарата к электроду. Большое значении имеют механические параметры:
- прочность: способность выдерживать нагрузки;
- упругость: способность возвращаться к начальной форме после деформации
- температурная стойкость: способность сохранять рабочие свойства при изменении температуры;
- способность выдерживать солнечный свет и влажность;
- сопротивляемость грибку и плесени;
Комплект соединительных сварочных проводов, поставляемый вместе с аппаратом, соответствует ему по допустимому сечению и длине.
Виды
С инверторами бытового и полупрофессионального класса, наиболее распространенными в домашних мастерских, в основном используются одножильные провода марки КГ.
В зависимости от назначения и характеристик они бывают:
- КГ-ХЛ, изоляция выполнена из морозоустойчивого каучука, они работают на холоде;
- КГ-Т, изоляция пропитана веществами, предотвращающими рост грибка и плесени, используются во влажном климате
- КОГ, провода повышенной гибкости, для сварки в труднодоступных местах, например, в судостроении.
По числу жил они подразделяются на:
Одножильный
Большая часть инверторных проводов выполняются одножильными.
Один провод соединяет клеммы аппарата с держателем электрода, другой- с зажимом массы на заготовке.
Двужильный
Используются для высокочастотной сварки и работы переменным током. Две жилы имеют собственную изоляцию, снаружи они покрыты еще одним изоляционным слоем. В качестве материала используются сплавы меди и других цветных металлов.
Трехжильный
Такие провода применяются, чтобы подсоединять системы автоматической сварки, соединяющих трубопроводы и большие емкости.
Каждая жила также имеет собственную изоляцию.
Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.

1. Наиболее простым способом является применение дополнительных принадлежностей — сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: «папа-мама» — является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение «скруткой» является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
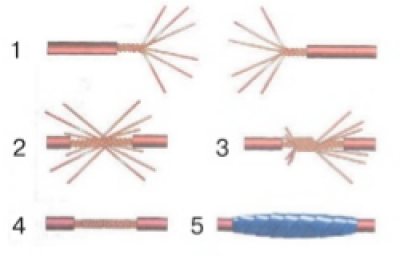
«Скрутка» может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
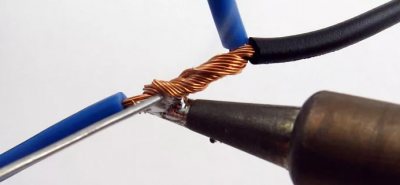
3. Пайка — способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.

4. Опрессовка — процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера «скрутки» и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
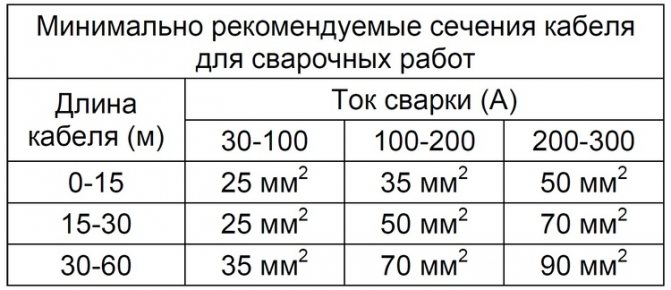
Выбор сечения
Корректно выбранное сечение сварочного кабеля для инвертора позволит работать безопасно и с ожидаемой производительностью. При недостаточном сечении сопротивление провода будет вызывать потери тока на его нагрев, в результате аппарат не сможет развить необходимый сварочный ток и качество шва резко ухудшится. На инверторе в таком случае начнет моргать индикатор, свидетельствующий о перегрузке.
Важно! при продолжительной работе перегревающимся кабелем возможно оплавление изоляции и клеммы соединения. Это часто приводит к выходу оборудования из строя и даже к возгоранию.
Для того, чтобы подсоединить маломощные инверторы переносного типа работающие от сети 220в, используют легкие и гибкие провода сечением до 16 мм2.
Для более производительных устройств потребуется сечением до 50 мм2.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть. Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Правильное подключение
Правильное соединение гарантирует сварщику производительную и безопасную работу.
Подключение проводов к сварочному аппарату требует соблюдения ряда правил:
- на конце обязательно должна быть клемма, обжатая или пропаянная;
- провод по своему сечению должен соответствовать максимальному рабочему току аппарата плюс запас в 20%
- следует внимательно следить за полярностью подсоединения и соблюдать ее;
- кабель должен лежать в рабочей зоне свободно, без натяжения и петель.
Как подключить сварочный аппарат, если провода не хватает до зоны сварки? Можно нарастить его длину.
Как зажать в держаке
Метод фиксации сварочного кабеля зависит от типа электрододержателя: самодельный или покупной (произведенный компаниями соответствующего профиля).
Типы самодельных держаков и способы их сборки, их основные достоинства и недостатки рассмотрены в статье «Держатель электродов для сварочного аппарата«. В данной статье также представлен метод правильного и надежного подсоединения кабеля к электрододержателю.
Также следует обратить внимание на рекомендации мастера, которые помогут самостоятельно изготовить профессиональный грамотный держатель. Для наглядности представлено видео сборки держака.
Чтобы понять, как подсоединить сварочные кабели к приобретенному держателю, рекомендуем ознакомиться с представленным далее видео. Исполнитель может наглядно ознакомиться с тем, что кабель вместе с металлической прокладкой (пластинкой) вставляется в соответствующее отверстие и надежно фиксируется ключом посредством затягивания винтов.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
В Абакумов, сварщик 5 разряда, Северная верфь: «Я стараюсь не удлинять кабель. По мне так проще подтащить аппарат поближе, чем возиться с оплетением и опрессовкой. К тому же удлиненный чаще цепляется и запутывается, на нем большие потери тока».
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Важно! Все разъемы перед соединением нужно тщательно зачистить нулевой шкуркой и обезжирить для улучшения контакта.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Маркировка сварочных кабелей
Маркировка сварочного провода состоит из нескольких групп букв и цифр. По ней можно понять, какая модель перед нами.
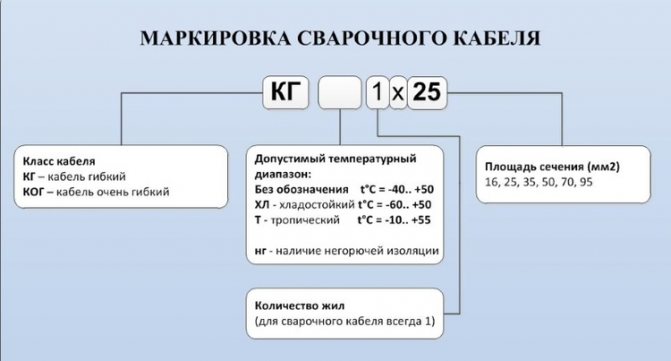
Сначала следует несколько букв, указывающих на тип кабеля.
После типа через тире может следовать указание на климатический класс провода:
Далее идет цифра, обознающаяся число жил- 1, 2 или более. Завершает обозначение сечение кабеля в мм2.
Как подключать сварочные провода к сварочному инвертору — Инженер ПТО
- Выразительные средства языка Инфоурок метафора сравнение метонимия синекдоха
- Существует ли оппозиция в демократическом режиме
- Презентация по обществознанию на тему «Роль СМИ в политической жизни» (11 класс) Почему стали столь популярны передачи исторической документалистики
- Почему вопрос о смысле жизни, по словам философа, волнует и мучает человека?
- Семейные интересы почти всегда губят интересы общественные
- Что это за растение кока?
Требования по безопасности
При сварных работах следует соблюдать следующие требования:
- нельзя работать проводами с нарушенной изоляцией и недостаточного сечения;
- провод в рабочей зоне должен размещаться свободно, не цепляясь за руки или ноги сварщика;
- в рабочей зоне должно быть достаточно света для уверенного перемещения сварщика;
- при соединении с аппаратом нужно соблюдать полярность.
Правильно подобранные провода для сварочного инвертора- залог безопасной и производительной работы. Нужно обращать внимание на сечение, длину и климатический класс кабеля. Удлинение кабеля можно проводить в строгом соответствии с требованиями правил.











