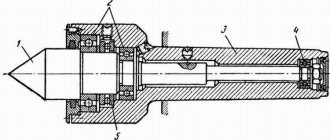
Конструкция вращающихся центров
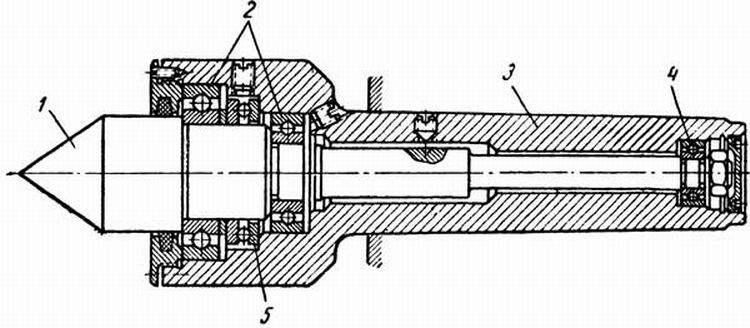
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
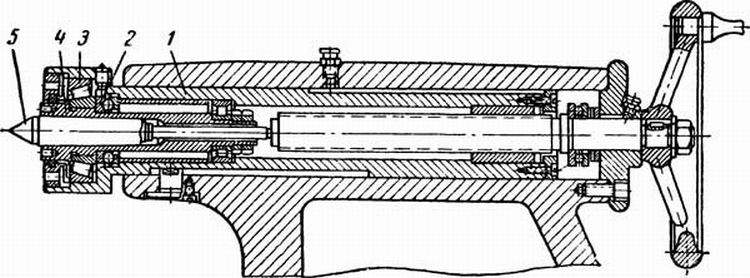
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Мы рады приветствовать Вас на страницах нашего сайта.
Мы производим технологическую оснастку:
- Оправки с конусом 7:24 для насадных торцевых фрез ГОСТ 26538-85
- Оправки с поддерживающей втулкой и хвостовиком конусностью 7:24 для горизотально-фрезерных станков ГОСТ 15068-75
- Втулки переходные с конусностью 7:24 для концевых фрез с коническим хвостовиком ГОСТ 13790-68 с исполнением хвостовика по ГОСТу 25827-93 (1,2,3)
- Втулки переходные с конусностью 7:24 под сверло с коническим хвостовиком с исполнением хвостовика по ГОСТу 25827-93 (1,2,3)
- Патроны для быстросменного инструмента ГОСТ 14077-83
- Втулки переходные быстросменные жесткие ГОСТ 13409-83 без кольца
- Линейки 500 мм ГОСТ 427-75
- Центра упорные с конусностью 1:7 ГОСТ 18259-72
- Центра вращения с конусом Морзе 1Н, 2Н,3Н,3У,4Н,4У,5Н,5У,6Н,6У, Мет80, Мет 100
- Упорные центра с конусом Морзе КМ0, КМ1,КМ2,КМ3,КМ4,КМ5,КМ6, Мет80, Мет 100
- Грибковые центра с различными насадками и разного типа изготовления.
- Центра вращения для ЧПУ в них применяются высокоскоростные подшипники.
- Упорные полу центра и упорные центра с отжимной гайкой.
- Переходные втулки с большего конуса Морзе на меньший конус Морзе.
- Переходные втулки, удлинённые с большого конуса Морзе на меньший конус Морзе.
- Переходные втулки, удлинённые с меньшего конуса Морзе на большой конус Морзе.
- Оправки для сверлильного патрона с укороченным конусом.
- Втулки для концевых фрез.
- Втулки для быстросменных патронов.
- Рифленые упорные центра.
- Контрольные оправки.
Производим по чертежам заказчика нестандартные изделия, связанные с нашим профилем производства, например, можем изготовить шпиндель для настольного сверлильного станка использующий сверлильный патрон с укороченным конусом В. Производим контрольные оправки с КМ2, КМ3, КМ4, КМ5, КМ6, Мет140 и цилиндрические контрольные оправки. Мы перестали делать большие объемы, у нас большой ассортимент и мы стали заинтересованы, чтобы наша продукция служила как можно дольше, потому, что очень сложно поддерживать ассортимент выпускаемой продукции, очень много переналадки. Технические характеристики центров вращения нашего производства существенно превышают характеристики центров вращения других производителей. О чем свидетельствует анализ, проведенный нами центров вращения в разобранном виде производителей: Китай, Бизон, Орша и нашей продукции. Результаты анализа раскрываются реальные достоинства наших центров вращения. Данный анализ не может представить ни одна из других торгующих организаций. В настоящее время мы переходим на уровень качества соответствующий Европейскому уровню.
С уважением директор ООО «Инструмент Саранский» Е.А. Мальцев
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров

В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
| Центры вращающиеся станочные ГОСТ 8742-75 Тип А — с постоянным центровым валиком Тип Б — с насадкой на центровой валик | ||||||||||
| Центр вращающийся тип-исполнение-конус морзе-серия | d | D | L 1 рядL 2 ряд | L 1 рядL 2 ряд | D1 | l1 | ||||
| Центр вращающийся А-1-2-Н | Центр вращающийся А-2-2-Н | Центр вращающийся Б-2-Н | 22 | 56 | 160 | 90 | 56 | 24 | ||
| Центр вращающийся А-1-3-Н | Центр вращающийся А-2-3-Н | Центр вращающийся Б-3-Н | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 |
| Центр вращающийся А-1-4-Н | Центр вращающийся А-2-4-Н | Центр вращающийся Б-4-Н | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 |
| Центр вращающийся А-1-5-Н | Центр вращающийся А-2-5-Н | Центр вращающийся Б-5-Н | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 |
| Центр вращающийся А-1-4-У | Центр вращающийся А-2-4-У | Центр вращающийся Б-4-У | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
| Центр вращающийся А-1-5-У | Центр вращающийся А-2-5-У | Центр вращающийся Б-5-У | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 |
| Центр вращающийся А-1-6-У | Центр вращающийся А-2-6-У | Центр вращающийся Б-6-У | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 |
Токарные упорные и вращающиеся центры: зачем нужны, виды, как выбрать
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр
выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр
применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
- А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика. Основное преимущество — большая точность (незначительное биение).
- Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
- Удлинённые центры
— используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках. - Центры с твердосплавным наконечником
— твердосплавный наконечник очень износостоек – такой центр прослужит дольше. - Центры с отжимной гайкой
— без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки. - Износостойкие центры
— используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Классификация
В зависимости от материала рабочей части центры подразделяются на два исполнения:
- Исполнение 1 – закаленный конус.
- Исполнение 2 – конус из твердых сплавов.
Неподвижный центр может быть с полным конусом или со срезанным, половиной рабочей части. Последние используются при подрезании торцов, когда резцом необходимо дойти почти до оси вращения обрабатываемой детали.
В зависимости от формы фиксирующей части неподвижные центры подразделяются на оснастку:
- с рабочим конусом для фиксации деталей с центрами и без сквозных или глухих продольных отверстий;
- с грибообразной насадкой для фиксации деталей с внутренним отверстием – труб, полых валов и т. д.;
- Упорные центры выпускаются с отжимной гайкой или без неё. Наличие гайки необходимо в тех случаях, когда на центр действует высокая осевая нагрузка. Применение отжимной гайки позволяет извлечь центр из пиноли без приложения больших усилий.