Обновлено: 23.04.2021 12:51:21
Эксперт: Константин Борисович Поляков
Защитные газы, подаваемые к месту формирования сварочного шва, служат для защиты сварочной ванны и дуги от атмосферных газов, что способствует повышению качества соединения. Кроме того сами защитные газы влияют на состав шва, повышая его плотность, глубину провара, улучшая микроструктуру металла.
В практике сварочных работ используется два вида газов: смеси и чистый углекислый газ без примесей.
Наши эксперты рассмотрели свойства и особенности использования каждого вида защитных газов, их достоинства и недостатки, что поможет вам сделать правильный выбор, так как каждая разновидность имеет свою область применения.
Сравниваем углекислоту или сварочную смесь | Что лучше
Защитные газы, подаваемые к месту формирования сварочного шва, служат для защиты сварочной ванны и дуги от атмосферных газов, что способствует повышению качества соединения. Кроме того сами защитные газы влияют на состав шва, повышая его плотность, глубину провара, улучшая микроструктуру металла.
В практике сварочных работ используется два вида газов: смеси и чистый углекислый газ без примесей.
Наши эксперты рассмотрели свойства и особенности использования каждого вида защитных газов, их достоинства и недостатки, что поможет вам сделать правильный выбор, так как каждая разновидность имеет свою область применения.
Сварочные смеси
Основным компонентом сварочных смесей является инертный газ аргон, который может смешиваться не только с другими инертными, но и с активными газами. Помимо этого и активные разновидности тоже могут смешиваться между собой. Используются следующие сварочные смеси:
Аргон с углекислотой – применяется при сварке изделий из углеродистых и низколегированных сталей. Смесь способствует более ровному и пластичному формированию шва, снижает порообразование, облегчает перенос материала электрода;
Аргон с кислородом (не более 5 %) – применяется при работах с изделиями из легированных и низколегированных сталей. Повышает плотность шва за счет уменьшения пористости металла, облегчает процесс струйного переноса материала электрода. Позволяет использовать более широкий ассортимент присадочной проволоки;
Аргон с водородом – используется для соединения деталей из нержавеющей стали и никелевых сплавов;
Аргон и гелий – создает абсолютно инертную среду, применяется для соединения элементов из алюминия, меди и титана, а также хромоникелевой стали;
Углекислота и кислород – используется при сварке из углеродистых и низколегированных сталей. Позволяет формировать более ровный шов за счет предотвращения разбрызгивания металла, увеличивает производительность работ из-за значительного повышения температуры в зоне сварки. К минусам можно отнести повышенное окисление материала, что снижает прочностные качества соединения.
ДУГОВАЯ СВАРКА В СРЕДЕ АРГОНА И ЕГО СМЕСЯХ С АКТИВНЫМИ ГАЗАМИ
· « Предыдущая страница
· Следующая страница »
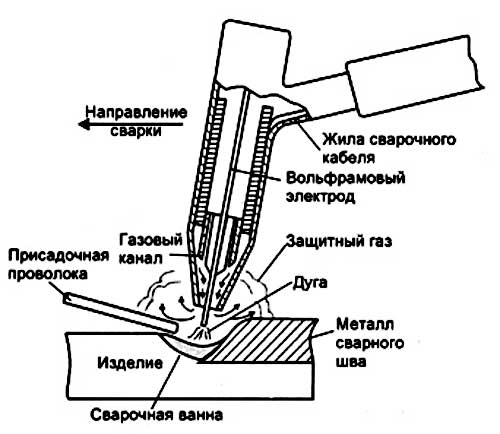
Различают два варианта аргоно-дуговой сварки: неплавящимся вольфрамовым электродом; дуга, горящая между вольфрамовым электродом и изделием, расплавляет присадочный и основной металл; при сварке соединений с отбортованными кромками присадочный материал не применяют; схема аргоно-дуговой сварки вольфрамовым электродом показана на рис. 110; плавящимся электродом; в этом случае дуга горит между деталью и концом сварочной проволоки (электродом), которая непрерывно подается в зону дуги.
Аргоно-дуговую сварку применяют при изготовлении конструкций из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, магний, титан, цирконий, тантал, ниобий) и их сплавов. Этим способом сваривают и разнородные сплавы, как, например ЗОХГС, с нержавеющей или жаропрочной сталью, медь с латунью или со сталью и т. п.
Смесь аргона с водородом (аргона 90% ч водорода 10%) нашла применение при сварке вольфрамовым электродом тонкого металла, как обеспечивающая минимальное выгорание легирующих элементов, получение швов с равномерным формированием и чистой поверхностью, а также получения суженной зоны термического влияния, уменьшенных остаточных деформаций после сварки, уменьшенной разупрочненной зоны основного металла и более высокой скорости сварки по сравнению со сваркой в аргоне.
Смесь аргона с азотом (аргона 92% и азота 8%) обеспечивает удовлетворительные свойства сварного соединения на сталях типа Х18Н9Т толщиной 2 и 4 мм при однопроходной сварке. Сварные соединения, сваренные в аргоно-азотной смеси, содержащей 10—12% азота, выдерживают испытание на межкристаллитную коррозию без предварительной термообработки, а сварные соединения с предварительной термообработкой при 650° С в течение 2 ч подвержены межкристаллитной коррозии.
Смесь аргона с кислородом (аргона 95—97% и кислорода 3—5%) применяют для сварки тонкого металла плавящимся электродом, при этом повышается стабильность дуги, увеличивается жидкотекучесть сварочной ванны, улучшается сплавление металла и представляется возможным увеличивать скорость сварки по сравнению со сваркой в аргоне.
Смесь аргона с углекислым газом (аргона 95% и углекислого газа 5%) применяют для сварки тонкого металла (не более 6 мм) из стали типа 30ХГСА и типа Х18Н9Т, при этом достигается минимальное разбрызгивание, оптимальная плотность и прочность швов. Швы, сваренные в смеси аргона и углекислого газа, после термообработки их при 650° С в течение 2 ч склонные к межкристаллитной коррозии.
При сварке металла толщиной свыше 6 мм и увеличении силы тока содержание углекислого газа допускается повышать без видимого ухудшения чистоты поверхности шва.
Смесь аргона, кислорода, углекислого газа и азота (аргона 88—91%, кислорода 5—6%, углекислого газа 4—6% и азота 0,1—0,3%) может , быть применена для дуговой сварки плавящимся электродом диаметром 0,8 мм металлов толщиной 0,63—1,25 мм, при этом значительно расширяется область оптимальных режимов сварки.
Поскольку сварка малоуглеродистых и низколегированных сталей вольфрамовыми электродами в среде аргона не обеспечивает плотных швов, а сварка с защитной углекислотой исключена, так как вольфрам при этом разрушается, то сварка названных сталей может быть выполнена качественно газоэлектрической горелкой с двойной защитой. У названной горелки предусмотрено два сопла с концентрическим расположением одного относительно другого. Для защиты вольфрамового электрода через внутреннее сопло горелки подается аргон, через внешнее сопло подается углекислый газ для защиты жидкого металла ванны от влияния воздуха. Сварка горелкой с комбинированной защитой может быть применена для малоуглеродистых, низколегированных } и некоторых нержавеющих сталей толщиной не более 6 мм и соотношением подачи газов от 1:4 до 1:3, при этом сварные швы получаются оптимальной плотности и прочности, а расход аргона сокращается в 3—4 раза.
Оборудование. Аргоно-дуговую сварку вольфрамовым электродом выполняют на постоянном токе прямой полярности или на переменном токе. Схема установки для сварки вольфрамовым электродом на постоянном токе приведена на рис. 111.
В качестве источников питания дуги постоянного тока применяют обычные сварочные генераторы. Балластный реостат РБ-200 или РБ-300 подключают в сварочную цепь для регулирования и получения низких значений силы тока (при использовании генератора повышенной мощности), также для обеспечения устойчивости горения дуги.
Схема поста для сварки вольфрамовым электродом на переменном токе показана на рис. 112. Осциллятор в схеме применен для облегчения возбуждения дуги и улучшения ее устойчивости. Во многих случаях аргоно-дуговую сварку вольфрамовым электродом на переменном токе выполняют при повышенном напряжении холостого хода (130—200 В), которое обеспечивает хорошее горение дуги и улучшение качества шва. При питании дуги от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки.
Газоэлектрические горелки для ручной сварки выпускают трех типов: малая, средняя, большая с водяным охлаждением.

Аргоно-дуговую сварку плавящимся электродом в большинстве случаев ведут на постоянном токе обратной полярности. В качестве источников питания
дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе.
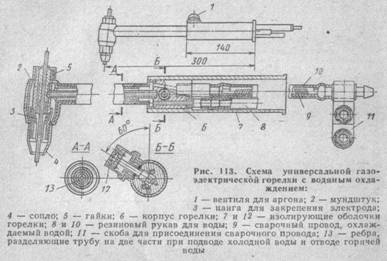
Универсальная горелка
для сварки электродами диаметром 1,5— 8 мм включительно с водяным охлаждением показана на рис. 113. Характеристика некоторых горелок приведена в табл. 88.
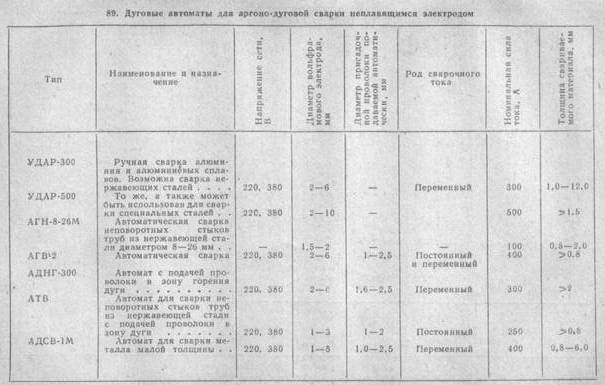
Специальные автоматы для дуговой сварки в защитной инертной среде представляют собой станки с головками, каретками, несущими головками и устройствами для установки и крепления свариваемых изделий, а также для их перемещения. Техническая характеристика
дуговых автоматов для аргоно-дуговой сварки неплавящимся электродом и оборудование для сварки плавящимся электродом в аргоне и углекислом газе приведена в табл. 89 и 90.
Материалы. Технический аргон применяют для сварки черных металлов, чистый—для сварки алюминия, магния, титана. Характеристики газов приведены в табл. 91.
В качестве неплавящихся электродов для ручной и автоматической дуговой сварки на постоянном токе применяют обычно вольфрамовые прутки диаметром 0,8—8 мм по ТУ ВМ2-529—57, лантанированные вольфрамовые прутки по ВТУ ВЛ № 24-5—62, а также прутки из торированного вольфрама по нормали НИО-021-612 и итрированного вольфрама, при сварке на переменном токе — чистые вольфрамовые прутки по ТУ ВМ2-529—57.
Расход вольфрамового электрода при сварке незначителен и составляет 0,04—0,07 г на 1 м шва.
Режимы сварки. В табл. 92 рекомендован выбор защитного газа, а в табл. 93—97 даны режимы аргоно-дуговой сварки различных материалов.
· « Предыдущая страница
· Следующая страница »
Различают два варианта аргоно-дуговой сварки: неплавящимся вольфрамовым электродом; дуга, горящая между вольфрамовым электродом и изделием, расплавляет присадочный и основной металл; при сварке соединений с отбортованными кромками присадочный материал не применяют; схема аргоно-дуговой сварки вольфрамовым электродом показана на рис. 110; плавящимся электродом; в этом случае дуга горит между деталью и концом сварочной проволоки (электродом), которая непрерывно подается в зону дуги.
Аргоно-дуговую сварку применяют при изготовлении конструкций из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, магний, титан, цирконий, тантал, ниобий) и их сплавов. Этим способом сваривают и разнородные сплавы, как, например ЗОХГС, с нержавеющей или жаропрочной сталью, медь с латунью или со сталью и т. п.
Смесь аргона с водородом (аргона 90% ч водорода 10%) нашла применение при сварке вольфрамовым электродом тонкого металла, как обеспечивающая минимальное выгорание легирующих элементов, получение швов с равномерным формированием и чистой поверхностью, а также получения суженной зоны термического влияния, уменьшенных остаточных деформаций после сварки, уменьшенной разупрочненной зоны основного металла и более высокой скорости сварки по сравнению со сваркой в аргоне.
Смесь аргона с азотом (аргона 92% и азота 8%) обеспечивает удовлетворительные свойства сварного соединения на сталях типа Х18Н9Т толщиной 2 и 4 мм при однопроходной сварке. Сварные соединения, сваренные в аргоно-азотной смеси, содержащей 10—12% азота, выдерживают испытание на межкристаллитную коррозию без предварительной термообработки, а сварные соединения с предварительной термообработкой при 650° С в течение 2 ч подвержены межкристаллитной коррозии.
Смесь аргона с кислородом (аргона 95—97% и кислорода 3—5%) применяют для сварки тонкого металла плавящимся электродом, при этом повышается стабильность дуги, увеличивается жидкотекучесть сварочной ванны, улучшается сплавление металла и представляется возможным увеличивать скорость сварки по сравнению со сваркой в аргоне.
Смесь аргона с углекислым газом (аргона 95% и углекислого газа 5%) применяют для сварки тонкого металла (не более 6 мм) из стали типа 30ХГСА и типа Х18Н9Т, при этом достигается минимальное разбрызгивание, оптимальная плотность и прочность швов. Швы, сваренные в смеси аргона и углекислого газа, после термообработки их при 650° С в течение 2 ч склонные к межкристаллитной коррозии.
При сварке металла толщиной свыше 6 мм и увеличении силы тока содержание углекислого газа допускается повышать без видимого ухудшения чистоты поверхности шва.
Смесь аргона, кислорода, углекислого газа и азота (аргона 88—91%, кислорода 5—6%, углекислого газа 4—6% и азота 0,1—0,3%) может , быть применена для дуговой сварки плавящимся электродом диаметром 0,8 мм металлов толщиной 0,63—1,25 мм, при этом значительно расширяется область оптимальных режимов сварки.
Поскольку сварка малоуглеродистых и низколегированных сталей вольфрамовыми электродами в среде аргона не обеспечивает плотных швов, а сварка с защитной углекислотой исключена, так как вольфрам при этом разрушается, то сварка названных сталей может быть выполнена качественно газоэлектрической горелкой с двойной защитой. У названной горелки предусмотрено два сопла с концентрическим расположением одного относительно другого. Для защиты вольфрамового электрода через внутреннее сопло горелки подается аргон, через внешнее сопло подается углекислый газ для защиты жидкого металла ванны от влияния воздуха. Сварка горелкой с комбинированной защитой может быть применена для малоуглеродистых, низколегированных } и некоторых нержавеющих сталей толщиной не более 6 мм и соотношением подачи газов от 1:4 до 1:3, при этом сварные швы получаются оптимальной плотности и прочности, а расход аргона сокращается в 3—4 раза.
Оборудование. Аргоно-дуговую сварку вольфрамовым электродом выполняют на постоянном токе прямой полярности или на переменном токе. Схема установки для сварки вольфрамовым электродом на постоянном токе приведена на рис. 111.
В качестве источников питания дуги постоянного тока применяют обычные сварочные генераторы. Балластный реостат РБ-200 или РБ-300 подключают в сварочную цепь для регулирования и получения низких значений силы тока (при использовании генератора повышенной мощности), также для обеспечения устойчивости горения дуги.
Схема поста для сварки вольфрамовым электродом на переменном токе показана на рис. 112. Осциллятор в схеме применен для облегчения возбуждения дуги и улучшения ее устойчивости. Во многих случаях аргоно-дуговую сварку вольфрамовым электродом на переменном токе выполняют при повышенном напряжении холостого хода (130—200 В), которое обеспечивает хорошее горение дуги и улучшение качества шва. При питании дуги от трансформатора с повышенным напряжением холостого хода применение осциллятора обеспечивает безопасность выполнения сварки.
Газоэлектрические горелки для ручной сварки выпускают трех типов: малая, средняя, большая с водяным охлаждением.
Аргоно-дуговую сварку плавящимся электродом в большинстве случаев ведут на постоянном токе обратной полярности. В качестве источников питания
дуги могут быть применены те же генераторы, что и для постов сварки вольфрамовым электродом на постоянном токе.
Универсальная горелка
для сварки электродами диаметром 1,5— 8 мм включительно с водяным охлаждением показана на рис. 113. Характеристика некоторых горелок приведена в табл. 88.
Специальные автоматы для дуговой сварки в защитной инертной среде представляют собой станки с головками, каретками, несущими головками и устройствами для установки и крепления свариваемых изделий, а также для их перемещения. Техническая характеристика
дуговых автоматов для аргоно-дуговой сварки неплавящимся электродом и оборудование для сварки плавящимся электродом в аргоне и углекислом газе приведена в табл. 89 и 90.
Материалы. Технический аргон применяют для сварки черных металлов, чистый—для сварки алюминия, магния, титана. Характеристики газов приведены в табл. 91.
В качестве неплавящихся электродов для ручной и автоматической дуговой сварки на постоянном токе применяют обычно вольфрамовые прутки диаметром 0,8—8 мм по ТУ ВМ2-529—57, лантанированные вольфрамовые прутки по ВТУ ВЛ № 24-5—62, а также прутки из торированного вольфрама по нормали НИО-021-612 и итрированного вольфрама, при сварке на переменном токе — чистые вольфрамовые прутки по ТУ ВМ2-529—57.
Расход вольфрамового электрода при сварке незначителен и составляет 0,04—0,07 г на 1 м шва.
Режимы сварки. В табл. 92 рекомендован выбор защитного газа, а в табл. 93—97 даны режимы аргоно-дуговой сварки различных материалов.
Углекислота
Углекислота или двуокись углерода в чистом виде используется для сварочных работ. Применяется для деталей из углеродистых и низколегированных сталей, а также никелевых и железоникелевых сплавов, в том числе изделий большой толщины.
Чистая двуокись углерода обладает более высокой плотностью, чем воздух, поэтому при подаче в зону сварки она вытесняет воздух, обеспечивая защитную среду. Углекислота бесцветна и не имеет запаха, хранится в стальных баллонах в виде жидкой субстанции под давлением, подается в зону работ с помощью специального редуктора. Может использоваться при любых видах сварки – ручной, полуавтоматической или автоматической. Самое широкое применение углекислота имеет при полуавтоматической сварке.
Железо и углерод, входящие в состав свариваемых деталей, при сварке в среде углекислого газа и под его воздействием окисляются. Поэтому для образования шва используется специальная присадочная проволока, в состав которой входят кремний и марганец, что предотвращает окисление металла. Расход двуокиси углерода зависит от нескольких факторов: толщины металла соединяемых заготовок, диаметра присадочной проволоки и параметров тока, подаваемого на электрод.
Сварка полуавтоматом
При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.
Таблица достоинств и недостатков
Наименование
Достоинства
+ увеличение производительности за счет повышения массы наплавляемого металла в единицу времени;
+ снижение лишнего расхода присадочного материала за счет уменьшения количества брызг;
+ повышение пластичности шва, плотности за счет меньшего порообразования и, соответственно, значительное повышение прочности соединения;
+ снижение количества вредных аэрозолей и дымов на рабочем месте, что улучшает гигиенические условия труда;
+ стабильность процесса даже при неравномерной подаче присадочной проволоки.
— для смеси аргона с кислородом повышенное окисление металлов, что снижает прочность швов, также образование вредного для здоровья угарного газа;
— смесь аргона с углекислым газом взрывоопасна, что требует особых предосторожностей при ведении работ;
— при работах со смесью аргона с углекислотой также образуется угарный газ вследствие взаимодействия углекислоты с кислородом воздуха, поэтому оператор должен работать в специальной маске.
+ возможность сваривать тонкие металлические листы, которые не деформируются, а также относительно толстых заготовок в любых пространственных положениях, то есть делать горизонтальные, вертикальные и потолочные швы;
+ образование хорошей дуги, что удобно для сварщиков с небольшим опытом работ;
+ низкая стоимость способа сварки и самой углекислоты;
+ безопасность в работе;
+ возможность сварки металлов с разными характеристиками;
+ несложность и доступность оборудования для сварки;
+ высокое качество получаемых швов;
+ при соединении деталей с большой толщиной металла углекислый газ выделяет много теплоты, что повышает производительность.
— повышенное брызгообразование, что вызывает необходимость очистки сварных швов после сварки;
— прочностные характеристики швов более низкие, чем при способах сварки под флюсом или электродами с покрытием, поэтому не рекомендуется использовать этот метод для деталей, которые будут работать в условиях низких температур или ударных нагрузок.
Газовая смесь для производства сварки
Технология сварки металлов в среде инертных газов требует применения такого вещества, как сварочная смесь, за счет применения которого достигается высококачественная работа, эффективное производство соединения и швов. Новый уровень на пути модернизации и улучшения сварочной работы стало использование смесей на основе аргона. Однако имеются сварочные газовые смеси на основе кислорода и углекислого газа.
Виды смесей
- Аргон с углекислым газом;
- Аргон с кислородом;
- Углекислый газ с кислородом.
Аргон и углекислый газ
Использование данной смеси (зачастую 18-25%) эффективно при работе по соединению низколегированных и низко углеродных сталей. Если сравнивать со сваркой в чистом аргоне или углекислом газе, то можно понять, что рассматриваемая смесь позволяет достигнуть более легкий струйный перенос электродного металла. Швы получаются более пластичные, нежели при работе в чистой углекислоте. Уменьшается вероятность образования пор.
Аргон и кислород
Газовая аргоновая смесь с кислородом зачастую применяется во время соединительных работ с легированными и низколегированными сталями. Незначительная примесь кислорода позволяет предотвратить образование пор.
Углекислота и кислород
В процессе добавления к углекислоте кислорода разбрызгивание металла во время производства соединений снижается, после чего улучшается формирование шва. Вдобавок ко всему увеличивается выделение тепловой энергии, за счет чего повышается в некоторой степени производительность работы. Глядя с другой стороны на данную смесь, результатом повышенного окисления происходит ухудшение механических свойств шва.
Смеси ТУ 2114-001-99210100-09:
- Газовая сварочная смесь аргона (80%) + углекислый газ (20%) — Ar+CO2 20%;
- Аргон (95%) + кислород (5%) — Ar+O2 5%;
- Аргон (92%) + углекислый газ (8%) — Ar+CO2 8%;
- Аргон (88%) +углекислый газ (12%) — Ar+CO2 12%;
- Аргон (98%) + углекислый газ (2%) — Ar+CO2 2%;
- Кислород (95%) + углекислый газ (5%) – O2+CO2 5%.
За счет чего смеси пользуются спросом?
Сварочная смесь является выгодным помощником на пути к созданию долговечных, качественных и неразъемных соединений. Внимания засуживают достоинства, которыми располагают смеси на основе аргона с добавлением углекислоты.
Преимущества:
- Снижения количества прилипания металлических брызг в области соединения и, как следствие, уменьшение трудоемкости по удалению брызг до 95%;
- Увеличение массы наплавляемого материала за единицу времени, уменьшение потерь электродного материала на разбрызгивание во время производства соединений;
- Значительное повышение пластичности и плотности металлического скрепления деталей;
- Существенное повышение прочности сварочного соединения;
- Улучшение гигиенических условий труда на рабочем месте, получаемое за счет существенного снижения количества выделяемых дымов и сварочных аэрозолей;
- Стабильность сварочного процесса, даже при условии неравномерной подачи проволоки в зону соединения. Также стабильность работы наблюдается при наличии следов ржавчины и технологической смазки на ее поверхности.
Качественная сторона
Сварочный кислородный газ не обеспечивает стабильность и качество соединений так, как это обеспечивает аргон. Таким образом, смесь на основе аргона способна уменьшить количество оксидных включений, к тому же способствует измельчению зерна, при этом улучшая микроструктуру металла. Также увеличивается глубина провара соединения и шва, повышение плотности, за счет чего, в конце концов, увеличивается прочность конструкций, соединяемых посредством сварки.
Производительность
Скорость сварки в сравнении с традиционной кислородной сваркой значительно увеличивается (фактически в два раза). Подобное происходит из-за меньшего натяжения расплавляемого металла на поверхности, после чего происходит снижение разбрызгивания и набрызгивания металла электрода на 70-80%. В большинстве случаев несущественное число брызг, поверхностного шлака исключает, направленные на зачистку сварочных элементов.
Экономия времени и средств
Соединительные работы в среде защитного газа способствуют уменьшению расхода проволоки и электроэнергии на 10-15%. Вдобавок ко всему использование аргона позволяет в значительной мере сократить временные затраты на зачистку и подготовку швов соединений перед покраской, либо оцинкованием. Срок службы насадок, масок, спецодежды также значительно увеличиваются, в результате чего напрашивается следствие — сокращения финансовых затрата на смену упомянутых выше материалов.
Улучшение условий труда
Сварочный дым и его концентрация во время сопряжения металлических деталей посредством аргонодуговой сварки значительно уменьшается. Также снижается концентрация аэрозолей, вредных газов. Так, здоровье сварщика не подвергается вредоносных воздействиям вышеупомянутых веществ. К тому же уменьшается риск образования профессиональной болезни сварщиков – силикоза легких. В результате всего сказанного, условия труда при использовании аргона значительно улучшаются.
Как происходит смешивание?
Зачастую процедура смешивания производится на основе использования ротаметров. Смешивание происходит непосредственно на рабочем месте сварщика, то есть сварочном посте, но также может быть использовано многопостовое снабжение газовыми смесями и смесей на заводе производителе. Состав смеси может регулироваться посредством изменения расхода газов с помощью редуктора, установленного на баллоне.
Соотношение веществ определяется предварительно проградуированным ротаметром по положению поплавка. Относительно конструкции ротаметра, он состоит из конусной стеклянной трубки, которая помещена в металлический каркас. Внутреннее пространство трубки размещает в себе поплавок, выполненный из алюминия, эбонита, либо коррозионно-стойкой стали.
Похожие статьи
goodsvarka.ru
Основные отличия
Основные отличия углекислоты и сварочных смесей заключаются в следующем:
углекислота может использоваться только для сварки определенных видов металлов – углеродистых и низколегированных, сварочные смеси же имеют более широкую область применения – с их помощью можно сваривать детали из цветных металлов и различных сплавов;
углекислый газ однороден, а сварочные смеси состоят из разных газов, которые нужно смешивать с помощью специального оборудования в строго установленных пропорциях;
производительность сварки в среде сварочных смесей почти вдвое выше, чем производительность сварки в среде углекислого газа.
Чем похожи материалы
Сварочные смеси и углекислый газ имеют одно общее свойство – используются для создания среды, которая улучшает качество и производительность сварочных работ.
Выводы: Подводя итог, можно сделать вывод, что сварочные смеси имеют преимущество перед углекислым газом за счет более широких возможностей работы с разными материалами, более высокой производительности и получения более качественных и прочных соединений. При этом нужно заметить, что работа с углекислым газом может быть предпочтительнее в узконаправленной сфере работы с определенными материалами и при полуавтоматической сварке.
Какие газовые смеси используются для сварки полуавтоматом
Полуавтоматом чаще всего работают:
- со стальными сплавами, чугуном;
- с легированными сталями — нержавейка, разные виды жаропрочных;
- с цветными металлами — алюминием, медьсодержащими: латунь, бронза.
Работа с другими материалами затруднена тем, что нет соответствующей присадочной проволоки, поставляемой в стандартных катушках. Создают смеси в соответствии с ТУ 2114-002-45905715-2011.
В качестве составных газов применяют:
- аргон — ГОСТ 10157-79 (высшие сорта);
- азот — ГОСТ 9293-74 (особой чистоты 1 сорта);
- двуокись углерода — ГОСТ 8050-85 (высшие сорта);
- кислород — ГОСТ 5583-78 (технический, первые сорта);
- гелий — ТУ 0271-135-31323949- 2005 (марка «А»);
- водород — ГОСТ Р 51673-2000 (первые сорта).
Допускается использование готовых смесей, однако, содержание компонентов в полученной смеси должно соответствовать техническим регламентам.
Какая сварочная газовая смесь лучше?
Эффективность высокотемпературной обработки металлов повышают сварочные смеси защитных газов, используемых для создания защитного облака над расплавленным металлом. Специальные газосмеси использовать при сварке гораздо выгоднее, чем чистые газы. Разработано несколько стандартизированных составов, применяемых для углеродистых, низко- и высоколегированных сталей и цветных металлов.

Экспериментально доказано, что смеси повышают качество расплава, снижают количество металлических брызг, увеличивают производительность работы сварщика. Сварочные швы становятся пластичными, заметно стабилизируется горение дуги. Влияние вредных факторов снижается за счет уменьшения задымленности, улучшаются условия труда.
Свойства и назначение
Сварочная смесь, создающая защитное облако над ванной расплава способна оказывать на процесс сварки как положительное, так и отрицательное воздействие. Инертные газы ведут себя по-разному:
- Аргон за счет ионизации воздуха поддерживает дугу и обеспечивает качественный перенос металла. При работе с толстостенными заготовками, прокатом из металлов, имеющих высокую теплопроводность, аргон, характеризующийся слабой отдачей энергии, малоэффективен.
- Гелий с этой точки зрения предпочтительнее, но меньше влияет на стабильность горения дуги и не улучшает перенос металла присадки на поверхность заготовок.
- Углекислый газ обеспечивает хорошую защиту за счет высокой плотности, снижает разбрызгивание жидкого металла.
Каждый отдельный газ обладает уникальными свойствами, в смеси они нивелируют отрицательное воздействие отдельных компонентов, усиливают положительное влияние. Составы подбирались методом проб и ошибок с целью повышения качества швов и скорости сварки.
В смеси защитные газы намного эффективнее защищают ванну расплава, снижают вероятность образования дефектов.
Влияние чистых газов на качество и производительность
Чистые газы, применяемые в сварочном деле, – это аргон, гелий и двуокись углерода. Они могут оказывать как положительное, так и отрицательное воздействие на дугу.

Сварка с применением аргона
Аргон (Ar) – одноатомный химический элемент, который широко используется в чистом виде и в составе многих сварочных смесей газов. Аргон абсолютно инертен, что делает его подходящим для работы с тугоплавкими и химически активными материалами. Он обладает низкой теплопроводностью и потенциалом ионизации, тем самым обеспечивая низкую теплопередачу в среду, окружающую дугу. Это создаёт узкий столб дуги, что, в свою очередь, вытекает в обычный для аргона профиль проникновения – глубокий и сравнительно узкий. В процессе работы с аргоном существует небольшая тенденция к подрезам в зоне сплавления и увеличению сварного шва, что связано с недостатком тепла на внешних гранях сварочной ванны как в TIG, так и в MAG. В MAG чистый Ar способствует струйному переносу металла.
Больше об особенностях данного газа читайте в статье: газ аргон – химические свойства и сфера применения.
Гелий (He) – одноатомный инертный газ, чаще всего используемый для сварки цветных металлов неплавящимся электродом. В отличие от аргона, гелий обладает высокой проводимостью и потенциалом ионизации, что способствует получению противоположных результатов. Гелий даёт широкий профиль, хорошее смачивание на краях шва и более высокие температуры, чем чистый Ar. Высокий потенциал ионизации может создать трудности в возбуждении дуги, за исключением тех случаев, когда для работы с вольфрамовым электродом используется высокочастотный или емкостной способы возбуждения дуги. Помимо этого, рекомендуется больший расход газа, поскольку гелий имеет тенденцию подниматься в воздухе. Чистый гелий способствует крупнокапельному переносу электродного материала и редко используется для GMAW, за исключением чистой меди.
Двуокись углерода (CO2) – двухкомпонентный газ, который используется в MAG и FCAW. CO2 является составной молекулой с довольно непростым взаимодействием в дуге. При температурах, появляющихся в дуге, двуокись углерода распадается на CO и O2. Это создаёт потенциал для окисления базового материала и распада сплава сварочной ванны или шва. Воссоединение CO/O2 даёт довольно широкий профиль проникновения у поверхности шва, в то время как низкий уровень потенциала ионизации и теплопроводности создаёт горячую область в центре столба дуги. Это даёт всему шву хорошо сбалансированный в отношении ширина-к-глубине профиль проникновения. В случае применения электродуговой сварки чистая углекислота не может создать струйный перенос металла, а только крупнокапельный, что может привести к большому количеству брызг.
Смеси газов
Для сварки используют 4 газообразных бесцветных вещества, вытесняющие из рабочей зоны:
- водород, способствующий охрупчиванию металлов;
- азот, образующий твердые шлаковые соединения;
- кислород, активно окисляющий металлы.
Вытеснение газовоздушных компонентов происходит за счет высокой плотности защитных газов, они формируют малоподвижное облако. У всех сварочных смесей газов удельный вес больше, чем у воздуха. Концентрация компонентов подбиралась экспериментальным путем, учитывалось влияние газов на режим сварки. Смеси на основе аргона значительно расширяют возможности сварки, повышают эффективность работы сварщиков. Минимизируют риски образования дефектов в сварочных швах.
Сварка нержавеющей стали аргоном и углекислым газом
Сварку нержавейки начинают с тщательной подготовки свариваемых изделий. Для этих целей места соединения заготовок хорошо зачищаются, а после этого обезжириваются с использованием обычного растворителя.

Очень часто перед свариванием нержавейки полуавтоматом заготовку приходится прогреть, чтобы испарилась вся влага. Достаточно температуры в 100 градусов, чтобы правильно подготовить деталь к свариванию.

Важно, чтобы получить качественный шов, показатель легирования присадочной проволоки должен быть больше, чем у основного металла. Таким образом, легирующие элементы проволоки не будут выгорать быстрее металла, что обеспечит хорошее качество сварного соединения.
Что лучше: сварочная смесь или углекислота?
Чем лучше варить, специалисты решают самостоятельно, учитывая прочность соединений, затраты на расходные материалы. Для изоляции расплава, образуемого в процессе сварки, можно использовать инертные газы аргон и гелий, углекислоту или сварочную смесь. С введением инертных газов, которые не взаимодействуют с расплавом, в активные, снижается способность углерода растворяться в жидком металле. СО2 – активный газ, при использовании в чистом виде он насыщает стали и цветные металлы.
Преимущества применения газосмеси:
- облегчается струйный перенос электродной наплавки;
- швы получаются более пластичные;
- снижается риск образования пористости;
- ускоряется процесс расплавления металла;
- увеличивается прочность соединений;
- меньше дымление, выделяемые вещества удерживаются в зоне расплава;
- при неравномерной подаче присадочной проволоки сохраняется ритмичность работы;
- из-за минимизации разбрызгивания снижается расход электродов и проволоки.
Достоинства сварки в атмосфере углекислого газа:
- низкая стоимость;
- возможность варить в любом пространственном положении;
- хорошая проварка стыков.
Производительность сварочных работ при использовании специальных смесей, защищающих ванну расплава от окисления, повышается на 50%, при этом потребление электроэнергии не увеличивается.
Особенность сварки в среде углекислоты
При использовании неплавящегося электрода сварочный процесс осуществляется электродугой прямого или косвенного действия. В первом случае соединение осуществляется расплавлением основного металла стыкуемых деталей. Во втором — в зону действия дуги подается присадочная проволока.
Применение постоянного тока, в силу особенности сварочного процесса, приводит к падению мощности электродуги, нарушается устойчивость. При работе с легкоплавкими и активными металлами (алюминий, титан) происходит образование защитной тугоплавкой окисной пленки. Это приводит к нарушению нормального сварочного процесса, кромки оплавляются с трудом, шов не формируется.
Применение переменного тока (за счет периодической смены направления) позволяет создать очищающий эффект. В полупериоде происходит разрушение защитной пленки из оксидов и нитридов.
Сварка тиг углекислым газом в режиме постоянного тока применяется при прямой полярности. В этом случае большее количества тепла высвобождается на заготовке, приводя к ее оплавлению. Шов можно выполнять в любых пространственных положениях.
Уважаемые читатели! Если у вас есть интересная информация по теме, то вы можете поделиться своим опытом. Напишите заметку и оставьте в блоке «комментарии».
Подбор сварочной смеси для полуавтомата
Присадочная проволока выпускается без защитного покрытия, в полуавтоматах предусмотрена подача защитных газов. Их смешивают с расчетом, чтобы создавалась нужная температура горения, при которой металлические заготовки и проволока не слишком быстро расплавлялись. При рациональном подборе газосмеси для полуавтоматической сварки упрощается процесс формирования швов.
Таблица выбора газосмеси для различных сплавов:
При использовании вольфрамового электрода и проволочной присадки применяют составы из двух инертных газов:
- НН-1 (полное название Helishield-Н3), в этой смеси концентрация гелия в пределах 30%, аргона не более 70%. газосмесь обеспечивает более эффективный нагрев, увеличивается скорость плавления металла, формируется ровная поверхность шва.
- НН-2 (международная маркировка Helishield-H5) – это в равных пропорциях смешанные два инертных газа: аргон и гелий. Универсальная смесь применяется для соединения черных и цветных заготовок практически любой толщины.
Компонентный и количественный состав оказывает влияние практически на все параметры и режим сварки металлов.
Применение смесей
Бескислородные смеси выбирают при скоростной проходке и сварке цветных металлов. Они дают великолепные чистые швы с гладким профилем, окисление поверхности незначительное, обеспечивают низкий уровень армирования и обеспечивает высокую скорость проходки. Придают стабильность электрической дуге при соединении материалов толще 9 мм, снижают вероятность появления дефектов шва.
При подаче газовой смеси полуавтоматом снижается скорость подачи проволоки, быстрее нагревается горелка. Приходится корректировать режим работы, подбирать массивные головки. Для качественной работы со смесями необходимы профессиональные навыки.
При выборе готовых сварочных газовых смесей с кислородом учитывают особенности составов. К-2 считается идеальным для черных и низколегированных сталей. Другие разрабатывались для металла различной толщины, глубокого провара и сварки тонкостенного листа, профиля без деформации. Кислородосодержащие составы применяются для коротких и длинных швов, реставрационной наплавки изношенных деталей. Могут использоваться повсеместно: для роботов-автоматов, ручной, полуавтоматической сварки во всех пространственных положениях. Выбирают специальные составы для профилированного проката из сортовых сталей, для наплавки.

При ручной сварке важно соблюдать расстояние от заготовок до сопла. Необходимо постоянно поддерживать расстояние в пределах 15–20 мм от стыка, чтобы не допустить непроваров. Горелка размещается под прямым углом. Следует учитывать, что кислородные смеси увеличивают текучесть расплавленного металла, при работе в потолочном и вертикальном положении возможны проблемы.
Особенности сварки аргоновыми смесями
В процессе сварки важно учитывать некоторые особенности используемых сварочных смесей. В первую очередь надо ближе располагать горелку к зоне сварки и по возможности держать горелку ближе к вертикальному положению. Вылет электрода на горелке должен составлять не более 15-20 мм. При увеличении этих размеров возможен подсос воздуха и образование пор в сварном шве.
Во вторых, при работе со смесями важно правильно установить расход газа в сварочной горелке. Рекомендуется расход газа в горелке (в л/мин) необходимо устанавливать примерно равным диаметру горелки (в мм). Фактический обычно достаточно 10-15 л,мин. Физически расход газа луче контролировать непосредственно на горелке, например с помощью газового ротаметра). При снижении расхода газа в горелке ниже 5-7 л/мин и при увеличении расхода газа более 25-30л/мин возможен подсос воздуха и образование пор в сварном шве.
В третьих, присутствие аргона или кислорода в смеси повышают жидкотекучесть расплавленного металла в сварочной ванне. Поэтому при работе со смесями зазор между заготовками должен быть значительно меньше, чем для углекислоты. По этой же причине могут возникать трудности при сварке вертикальных швов. Для компенсации данного эффекта надо уменьшать режимы сварки или использовать смеси с минимальным содержанием аргона.
При работе со сварочными смесями значительно снижается расход сварочной проволоки (до 20%) и поэтому избыток проволоки часто приводит к формированию усиленного валика сварного шва. Кроме того режимы сварки для сварочных смесей не соответствуют привычным режимам сварки для чистой углекислоты. Поэтому надо правильно устанавливать режимы сварки (напряжение дуги,ток или скорость подачи сварочной проволоки) и отрабатывать новые навыки сварки, в том числе увеличение скорости сварки.
При работе с аргоновыми смесями снижается теплопроводность потока газа в горелке и увеличивается нагрев горелок. При работе на форсированных режимах надо использовать более мощные против обыкновения горелки.
Самостоятельное смешивание газов
Теоретически смесь можно приготовить непосредственно на рабочем месте, на сварочных участках предусмотрены специальные посты с установкой ротаметров – аппаратов, контролирующих расход компонентов за единицу времени из каждого баллона. По показателям ротаметров с помощью редукторов регулируют состав газовой смеси, подаваемой к рабочим местам сварщиков.
При работе с несколькими баллонами одновременно состав сварочной смеси не будет идеальным. Делая газосмеси самостоятельно невозможно добиться точного процентного содержания компонентов до десятых. Обязательно увеличится расход газов и, соответственно, присадки.
Защитный сварочный газ – оптимальная смесь, используемая при термической обработке металлов. Готовые составы заказывают у специализированных поставщиков или непосредственно на заводах-изготовителях.
От чего зависит расход газа при сварке
Установку силы обдува сварочной ванны следует устанавливать, учитывая:
- тип материала — определяется опытным путём;
- толщину заготовок — для работы с толстыми понадобится больше газа;
- диаметр электрода (проволоки).
Также придётся принять во внимание условия в цехе или на площадке. При наличии сквозняков, открытого ветра следует либо защищать рабочее место ширмами, либо увеличивать расход газовой смеси.
| Диаметр проволоки, мм | Сила сварочного тока, А | Средний расход, л/мин |
| 0,8-1 | 60-160 | 7-8 |
| 1-1,2 | 100-250 | 9-12 |
| 1,2 | 250-320 | 12-15 |
Для уменьшения расхода газа во время работы следует тщательно проверять соединения шлангов, исправность редукторов, элементов горелки и сварочного полуавтомата.
Смысл замены аргона на газовую смесь ?
- Авторизуйтесь для ответа в теме
#1 Сергей new
Я начинающий сварщик — пенсионер, поэтому заранее извиняюсь, может мой вопрос и глуп.
В чём заключается смысл замены аргона на газовую смесь ? Только в удешевлении ? Или влияет на качество сварки?
У нас в городе 40 литровый баллон заправляют аргоном за 800 рублей, а смесью 82% аргона и 18% углекислоты за 750 рублей. 50 рублей погоды не делают в бытовых целях, поэтому наверное есть смысл варить в чистом аргоне. Я прав?
- Наверх
- Вставить ник
#2 Симфер
- Участник
- Cообщений: 762
- Город: Симферополь
смысл замены аргона на газовую смесь
- Наверх
- Вставить ник
#3 supoplex
а я чего, я ничего, просто мимо проходил.
- Город: Пярну, Эстония.
Симфер, С чистым аргоном на П/А алюмишку варят. А нержавейку уже не варят.
Сергей new, Может быть вы имели ввиду замену углекислого газа на выше указанную смесь?
- Наверх
- Вставить ник
#4 Сергей new
Симфер, С чистым аргоном на П/А алюмишку варят. А нержавейку уже не варят.
Сергей new, Может быть вы имели ввиду замену углекислого газа на выше указанную смесь?
Мне пока бы сделать выбор, какой газ приобрести, чтобы в конечном итоге научиться варить свою машину. Я так понимаю: простая сталь(пусть и американский форд) может вариться и в углекислоте, но хотелось бы научиться сразу (пусть за пару месяцев или полгода) качественной сварке,, и в смеси газов и в аргоне. Смысл моего вопроса состоит именно в том, что разница в цене аргона и смеси незначительная, так стоит ли экономить эти 50 рублей? Будет ли лучше качество сварки в аргоне по сравнению со сваркой в смеси газов? Ну а углекислоту я в принципе не рассматриваю.
- Наверх
- Вставить ник
Характерные особенности метода
При нормальных условиях CO2 — это бесцветный газ без запаха и вкусовых ощущений. При небольших концентрациях безвреден, не ядовит, не взрывоопасен. Тяжелее воздуха, — плотность 1.98 кг/м³. Хорошо растворяется в воде.

Расфасовывается в баллоны 10, 20 или 40 литров. Газ в баллоне находится под давлением в жидком состоянии. Из 1 кг жидкой углекислоты получается около 505 литров газа. В промышленный 40-литровый баллон входит примерно 25 кг жидкого СО2.
Углекислый газ при высоких температурах оказывает окисляющее воздействие на металл ванны. Дополнительная реакция — науглероживание. Сильнее поддаются окислительным реакциям активные металлы: цирконий, титан, алюминий. Снизить воздействие помогает выбор определенного режима сварки.
Перед применением баллон с газом выдерживают в вертикальном положении — влага, содержащаяся в емкости, стекает на дно. Далее, углекислый газ через осушитель и редуктор направляется в зону сварки.
Функции редуктора с регулятором:
- поддерживать заданное давление;
- регулировать подаваемые объемы газа;
- измерять расход газа в единицу времени.
Возможности редуктора характеризуются:
- Предельный пропуск газа — определяет количество углекислоты, которую способен пропустить прибор в единицу времени.
- Предельное давление — показывает верхнее значение рабочего давления, до которого возможно преобразование внутренних параметров баллона.
СОВЕТ. Перед покупкой баллона необходимо определить возможности и оказываемые услуги заправочных станций. Далеко не все оборудованы для наполнения баллонов емкостью 10 или 20 литров.
Сварочная смесь или углекислота – выбираем защитный газ для сварки

В качестве защитных газов наиболее распространенными являются углекислота или сварочные смеси, от выбора которых во многом зависит рабочий процесс. Также не стоит забывать, что сварочная смесь или углекислота могут применяться для различных типов сварки и, соответственно, в том или ином случае эффективность и качество работ будут разными.
Очень часто сварщики не уделяют должного внимания составу и качеству технического газа, напрасно преуменьшая его вклад в процесс сварки. Однако практика показывает, что газовый состав самым непосредственным образом влияет на глубину проплавления, пористость, надежность шва, выделение дыма и другие не менее важные параметры.

Для надежного шва используйте качественные составы сварочной смеси или углекислоты
Применяемые защитные газы
Для TIG-метода используются защитные газы:
- Инертные. Самый применяемый — аргон (Ar) или гелий (He). Не оказывают химического влияния на обрабатываемые металлы.
- Активные. Углекислый газ (CO2), азот (N2) или смеси газов: аргон-кислород, аргон-водород, аргон-азот, аргон-углекислота. Оказывают активное влияние на химический состав сварочной ванны.
Использование среды защитных газов позволило:
- Визуально контролировать процесс образования шва — отсутствует препятствие в виде флюсового шлама.
- Повысить производительность.
- Уменьшить зону нагрева, снизить вероятность структурных преобразований кристаллической решетки металла.
- Механизировать и автоматизировать процесс сварки.
Один из самых доступных и дешевых — углекислый газ.
Что лучше – углекислота или сварочная смесь?
Углекислота — это единственное вещество, которое применяется в сварочном процессе без добавления инертных газов. Кроме того, это еще и один из самых недорогих вариантов, поэтому пользуется большой популярностью, если материальные затраты отыгрывают приоритетную роль. Углекислота является самым распространенным из химически активных элементов, которые используются в МАГ методе. Она обеспечивает достаточно большой тепловой эффект, что важно при обработке металлов большой толщины. Но при этом дуга является не слишком стабильной, что приводит к частому образованию брызг. Поэтому обычно его применение в чистом виде ограничивается работой на короткой дуге. Если Вас интересуют вопросы заправки углекислотой, то советуем прочитать статью углекислота: где заправить — вопрос не праздный.

Баллон с углекислотой для сварного аппарата
Учитывая то, что любой чистый технический газ имеет как свои преимущества, так и недостатки, использование защитных сварочных смесей в правильной пропорции зачастую делает сварку более эффективной, повышает производительность и позволяет добиться более качественных швов, благодаря следующим особенностям:
- снижение количества брызг;
- увеличение скорости наплавления металла;
- повышение пластичности и плотности шва;
- уменьшение задымленности;
- увеличение стабильности дуги.
Основные виды защитных газовых сварочных смесей
— Аргон и углекислота
Такой состав наиболее эффективен во время сварки низкоуглеродистой стали. Добавление углекислоты позволяет проще осуществлять струйный перенос электрода, швы получаются более пластичными, а вероятность появления пор минимальна.

Аргон и углекислота
— Аргон и кислород Добавление в аргон незначительного (около 5%) количества кислорода дает возможность качественнее выполнять сварку легированной и низколегированной стали, благодаря меньшей пористости обрабатываемой поверхности.

Аргон и кислород
— Аргон и водород Используется для сварки никелевых сплавов и аутентичной нержавеющей стали способом ТИГ. Кроме того, может применяться в качестве формовочного газа.

Аргон и водород
— Аргон и гелий Такой состав позволяет осуществлять качественную сварку легких, медных и никелевых сплавов, хромоникелевой стали и алюминия методами МИГ и ТИГ.

— Аргон и активные газы Благодаря данному сочетанию достигается двукратная экономия. Применяется для ручной и автоматической МАГ сварки низколегированных, легированных и высоколегированных сталей.
Аргон и активные газы
— Универсальный защитный газ Это аргон высокой частоты, который имеет универсальное применение, но наиболее распространен при работе с алюминием и цветными металлами.

Универсальный защитный газ
Если вы хотите получить больше информации о газовых смесях, изучите этот раздел.
Способы смешивания газа
Существует два основных способа получения защитной газовой смеси – на заводе-производителе и непосредственно на рабочем посту.
Производственный метод подразумевает использование специальных газовых смесителей, благодаря которым осуществляется смешивание двух или трех различных компонентов. Для получения правильных пропорций подбираются необходимые диаметры в расходных отверстиях и тарируется сам смеситель.
Применение ротаметра
Самый простой способ смешивания, который можно осуществлять прямо на рабочем месте, заключается в применении ротаметра – конусообразной стеклянной трубки с поплавком, помещенной в каркас из металла. Принцип действия данного элемента заключается в уравновешивании алюминиевого или стального поплавка потоком выходящего газа. Чем выше находится поплавок, тем, соответственно, больше расход.

Состав аргонно-углекислотной сварочной смеси или углекислоты с кислородом регулируется при помощи редукторов на газовых баллонах. Контролируя показания на ротаметре и регулируя расход, добиваются необходимого соотношения используемых компонентов. Однако данный метод, как правило, не позволяет добиться максимальной точности и высокого качества шва. Поэтому для точных сварочных работ лучше обращаться на завод-производитель.
Качественные защитные газовые смеси можно заказать в компании Промтехгаз. Среди основной продукции присутствуют:
- Микспро 3212 (многокомпонентный состав)
- N-МИКС H5 (аргон+водород)
- МИКСАЛ 50 (аргон+гелий)
и другие составы, с которыми можно ознакомиться на сайте.
Что такое TIG-сварка
Это сварочные работы неплавящимся электродом в облаке газа. Для создания зоны общего или местного нагрева используется графитовый или вольфрамовый электрод. Температура плавления стержней значительно выше, нежели обрабатываемого материала. Защиту от кислорода воздуха обеспечивают инертные или активные газы.
Преимущества
Распространению способа способствовал ряд неоспоримых возможностей:
- соединение между собой разнородных металлов;
- надежная защита сварной ванны от внешней среды;
- стабильность показателей электродуги;
- высокое качество шва;
- возможность надежно сваривать лист металла толщиной до 0,8 мм (автомобильный);
- снижение местного нагрева и разрушения кристаллической решетки соединяемого металла.
Эксперименты со смесью.
Всем привет. Давно мечтал перейти в работе на смесь аргона и углекислоты. Но все время находились какие то причины. То некогда, то денег нет, то еще что нибудь. Постоянно находил себе какие то отмазки. Но наконец сказал себе решительно пора и отправился на поиски смеси. Честно скажу, пришлось везти за 100 км, но раз в год съездить обменять баллон будет не напряжно. И вот баллон в гараже.
Сразу захотелось опробовать все в живую. Взял несколько разных по толщине металлов и по пробовал сварить. Разница конечно есть и аппарат работает по другому. Об этом я рассказал подробнее в видео.
Метки: сварка полуавтоматом, смесь аргона, углекислота, сварочные работы, сварка кузова.
Комментарии 34
Здравствуйте. какой редуктор взять для смеси аргон+углекислота? По ютубу, что смотрел — ур 6-6 я понял для пищевой промышленности…
Берите обычный углекислотный. Я их перепробовал десяток, особой разницы не заметил.
СПАСИБО ОЧ ПОЗНАВАТЕЛЬНО
спасибо за видео)) берегите руки!
Польза от этой смеси такая же, как от накачки шин азотом. Но если есть лишних денег куча, то почему бы и нет. Все описанные спецэффекты от применения смеси можно получить простой углекислотой просто увеличив расход газа.
Я варю полуавтоматом, углекислота и 0,8 проволока. Дешево и крепко.а кто то и без газа варит, и нормально. Ох уж эти эксперименты,
Каждому свое. Я тоже 25 лет варил углекислотой.
Уже как несколько лет использую смесь в кузовном. В Москве конечно, с ней проблем нет. Нравится и качество шва хорошее, а самое важное что меньше разбрызгивается окалин.
Сейчам видео не могу посмотреть, поэтому незнаю указали место «добычи» смеси или нет, поэтому вопрос: Дайте, пожалуйста, контакты продаванов смеси. Давно хочу, но мои поставщики ее не возят.
На Алмазе, возле третьего выезда на Атлант. Там есть все что можно закачать в баллоны.
Если то что думаю, то понял. Спасибо.
Не очень понял, что за смесь была куплена.В природе их существует большое количество. Для различных видов сварки применяют различные пропорции. Есть смеси сварочные 2-х и 3-х компонентные.Есть смеси для сварки нержавеющего металла.Есть смеси для сварки тонкого металла, есть для толстого. Пропорции аргона и углекислоты применяются в широком диапазоне и зависят от применения. Газовые сварочные смеси рекомендуются для непрерывных швов (увеличивается скорость сварки, меньше зачистки, лучше провар). Преимущество смеси при точечной сварке практически нет. По запрвке смеси в баллоне 7м3, углекислоты порядком 10,5 м3.
82% аргона, 18% СО2
Данная смесь рекомендуется для сварки металла толщиной от 6 до 12 мм
А для кузовни какая нужна 0,6-3мм.
Для тонких металлов рекомендуют CORGON®5S2 (5%CO2, 2%O2, 93%Ar), M14
Не знаю кто еще варит CO2, десять лет тому назад перешел на Микс и радости нет придела, один раз из-за трудностей финансовых взял как то CO2, понял, что лучше бы не брал.
С Миксом намного лучше варится, ну во первых варится намного мягче и во вторых, носки так не прожигаются, от сварки, тоесть сварка не так разлетается во все стороны:-))))
Да, варит лучше, но расход не радует. Особенно для такой дешевой сварки как полуавтомат. Дело в том, что углекислота — сжижена и в баллоне ее много! А вот смесь просто сжата и в баллоне ее относительно «мало». Ведь основной компонент — это аргон. В пересчете — около 6000 литров газа при полной заправке. А заправщики редко делают полную заправку. Часто встречал 130-140 атмосфер, вместо положенных 150-160. И при расходе 5-8 литров в минуту не сложно посчитать на сколько этого баллона хватит. Себестоимость сварки сильно возрастет… Выгоднее покупать аргон чистый и самому смешивать посредством настройки ротаметров на редукторах и пускать через тройник. Тут уже можно и пропорции самому подобрать оптимальные и сделать экономичнее немного…
Никогда в литры не пересчитывал ни микс, ни кислоту. У меня ориентир простой: микса гарантированно хватает на две катушки (0.8, 5кг.) проволоки, а углекислоты на три.
интересно, у меня 1 к 1 при 8кг расхода, хмм











