Электросварка с помощью инверторного аппарата прочно вошла в сферу долговечного скрепления металлоконструкций. Однако применение такого оборудования подразумевает использование специальных электродов. Разберем подробно, какие электроды лучше использовать для инверторной сварки, как правильно их выбрать с учетом назначения, типа покрытия, диаметра и других параметров, какие факторы в первую очередь влияют на качество сварного соединения данным способом, как выглядит ТОП лучших электродов, а также что нужно учитывать начинающему сварщику.

Электроды для сварки инвертором Источник gadgetok.ru
Особенности инверторной сварки
Инверторные сварочные аппараты широко распространены и востребованы как в среде профессионалов, так и у кустарщиков, так и у новичков. Все дело в универсальности характеристик выдаваемого тока (постоянного и переменного), компактности и мобильности оборудования. При этом существуют модели, подключаемые и к двум, и к трем фазам.
Чтобы получить представление о том, какие преимущества дает сварка с данным типом аппарата, прежде всего нужно знать, что такое сварочные электроды для инвертора, как выбрать необходимую их модификацию для конкретного случая применения. Универсальность технологии позволяет использовать любые виды электродов с покрытием. Однако для различных условий требуются определенные типы покрытия, диаметр и характеристики тока.
В целом, новички предпочитают инверторную сварку аналогам с выпрямителями или трансформаторами по причине доступности технологии, понятности и быстроты освоения техники, кустарей – привлекает доступность широкого спектра разнообразных сварочных работ, профессионалы – отдают предпочтение в силу надежности, стабильности и долговечности соединительного шва.

Сварка инверторным аппаратом Источник vyborok.com
Полезная информация! Только на первый взгляд может показаться, что электроды – неприхотливый в хранении расходный материал. В действительности от того, насколько строго соблюдались условия их содержания, будет зависеть качество сварочных работ. Например, согласно требованиям Государственного стандарта, температура окружающей среды в помещении для длительного их хранения не должна опускаться ниже 15оС.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Электрод, свойства, назначение
Сварочный электрод – это отрезок металлического стержня, покрытого протекционным слоем. Когда возникает вопрос, как выбрать электроды для сварки, в первую очередь рассматривается его тип, материал сердечника и покрытия. По первому признаку они разделяются на две категории:
- Подверженные расплавлению в ходе сварочных работ. Изготавливаются из специальной проволоки. Применяются для цветных и стальных сплавов от малой до средней глубины шва.
- Не плавящиеся. Это углеродные, графитовые или вольфрамовые электроды. Предназначается для сварки титана, алюминия, магния, меди и др. металлов. Применяются в газодуговой технологии.

Инверторная сварка плавящимся электродом Источник rocta.ru
Современные широкодоступные лучшие электроды для инверторной сварки относятся прежде всего к первой категории. Процесс сварочной технологии характеризуется расплавлением как материала самого сердечника, так и его покрытия под действием высокотемпературной плазменной дуги. Образуемые в результате испарения обмазки газы препятствуют окислению раскаленного металла и способствуют образованию качественного долговечного сварного шва с поверхностной защитной пленкой.
Обратите внимание! Степень увлажненности материала покрытия имеет первостепенное значение для процесса сварки. Сырые электроды будут плохо зажигаться. В результате шов будет неравномерным и некачественным. Не улучшит их состояние даже сушка в специальных условиях. Единственное средство для сохранения их в первоначально сухом состоянии – это надежная герметичная упаковка.
Смотрите также: Каталог компаний, что специализируются на электротехнических работах любой сложности
Популярные и самые хорошие отечественные электроды для сварки
ВНИМАНИЕ! Приведенная далее информация основана на основе данных, взятых из свободного доступа на момент написания этой статьи. Для большей объективности, мы сделаем свой рейтинг электродов для сварки, который приведен ниже. Приглашаем добавить свой голос.
В результате маркетинговых исследований рынка сварочных материалов, наиболее популярными брендами в последние годы являются:
- Ресанта.
- СпецЭлектрод (Москва).
- “ЛЭЗ”.
Рейтинг экспертов выглядит следующим образом:
- КОМЗ.
- ЭСАБ-Тюмень.
- “Пензаэлектрод”.
- “ЛЭЗ”.
- “СЭЗ”.
[ads-pc-4][ads-mob-4]
Критерии выбора электрода
Подробное рассмотрение основных технических характеристик, позволяет решить вопрос о том, как выбрать электроды для сварки инвертором. Это прежде всего следующий ряд важных параметров:
- Вид свариваемого материала.
- Разновидность поверхностного нанесения.
- Диаметр.
Разберем их более детально.

Специальные электроды для инвертора Источник pnevmoteh.by
Разновидность металла
Первое, с чем сталкивается сварщик при подборе расходных материалов, это решение вопроса о том, какие лучше всего подходят электроды для инвертора – как выбрать их, исходя из типа металла, который необходимо заварить. Согласно номенклатуре Государственного стандарта, по данной характеристике они делятся на следующие категории:
- Стальные сплавы с высоким содержанием углерода и низколегированные.
- Теплоустойчивая легированная сталь.
- Сталь, высоколегированная со специфическими свойствами.
- Создание поверхностного слоя путем электродуговой наплавки.
- Чугун (сварные и наплавные работы).
- Медь, алюминий и их сплавы.
- Универсальные – для обработки сплавов неопределенного состава.
Рекомендация! Подбор электрода по применению, то есть типу свариваемого материала, позволяет избежать грубых ошибок. К примеру, если выполнить сварку деталей из нержавейки с помощью варианта для черных металлов, впоследствии шов будет разрушаться под действием коррозионных процессов.

Электроды инверторные для алюминия Источник svarkaspec.ru
Какие сварочные электроды лучше для алюминия
Алюминий (как варить электродами) благодаря собственным достоинствам активно используется при производстве изделий различного назначения. Чтобы выполнить сваривание на высоком уровне, нужно обратить внимание на особенности металла. Данные специфические черты влияют на рабочий процесс:
- поверхность деталей из алюминия и его сплавов покрыта оксидной пленкой, которая обладает более высокой температурой плавления и большей плотностью, чем сам металл;
- формирование шва затрудняется высокой текучестью алюминия;
- водород, входящий в состав алюминия, отрицательно влияет на показатели пластичности и прочности;
- из-за высокой теплопроводности сплава рекомендуется проводить соединение с помощью мощных источников тепла.
Обзор электродов, предназначенных для работы с алюминием:
ОЗАНА-1 подходят для сварки и наплавки деталей из чистого алюминия; шов отличается высокой коррозионностойкостью.
УАНА применяются для сварки, наплавки и заварке дефектов алюминиевых сплавов.
Материалы KOBATEK-213 подходят для работы как с алюминием, так и с его сплавами.
Факторы, определяющие качество соединения
Для создания качественного сварного соединения недостаточно знать, чем различаются электроды для сварки инвертором, какие лучше выбрать для конкретных условий применения. Необходимо также иметь представление о том, что влияет на результат сварных работ. Это в первую очередь следующий ряд факторов:
- Профессионализм сварщика.
- Техническое состояние расходников.
- Исправность аппарата.

Сваривание металла инвертором Источник svarkaspec.ru
Первый фактор является основным и определяющим. Так как неумелый и неопытный специалист не сможет сделать качественного соединения даже при соблюдении всех правил подбора условий, подготовки материалов и расходников. Профессиональный сварщик должен иметь достаточный опыт работы с разными электродами, материалами, типами швов, чтобы выполнить по-настоящему качественное соединение.
Сами применяемые электроды должны находиться в исправном состоянии – без сколов покрытия и не увлажненными. По умолчанию, они должны быть правильно подобраны по диаметру, виду обмазки и материалу свариваемых заготовок. Кроме того, оборудование должно быть полностью исправным. В противном случае если аппарат не будет работать стабильно, качество созданного шва будет оставлять желать лучше, и ход работы не будет отвечать технологическим требованиям из-за постоянного залипания.

Профессиональная инверторная сварка Источник zuzako.com
Как подобрать электроды для наплавки металла

Наплавка – процесс нанесения дополнительного слоя металла на основное изделие или деталь. Наплавка может проводиться с различными целями. Независимо от поставленных задач, процесс наплавки электродом обладает следующими технологическими особенностями:
- для предупреждения появления трещин нужно ограничивать перемешивание основного и наплавляемого металлов;
- необходимо придерживаться минимальной зоны термического воздействия, это позволит предотвратить появление напряжений и деформаций;
- нестабильность качества полученного соединения;
- применение минимальных величин тока.
Рекомендуемые электроды для выполнения наплавки:
ОЗН-300М предназначены для работы с деталями из углеродистых и низколегированных сталей, эксплуатирующихся в условиях трения и ударных нагрузок.
ЦН-6Л гарантируют получение металла шва, обладающего стойкостью к коррозии и эрозии в среде пара и воды.
Т-590 – востребованная среди исполнителей марка электродов, применяющая для ремонта механизмов, работающих в условиях абразивного износа.
Рекомендации сварщикам-новичкам
Для того чтобы стать профессиональным сварщиком, а также чтобы провести подсобно-сварные работы в быту, недостаточно просто знать, какие электроды выбрать для начинающих. Нужно также иметь общее представление о данной сфере и действующих в ней следующих правилах:
- Начинать осваивать сварочные работы необходимо с рутиловых электродов. Они не выделяют вредных газов при работе, идеально легко зажигаются, хорошо функционируют при дуге средней интенсивности и предоставляют возможность беспрепятственно контролировать и наблюдать за сварочной ванной.
- Правильно задавать электропараметры аппарата – прежде всего полярность и значение силы тока. Например, при постоянном токе и прямой полярности заготовка должна подключаться к плюсовой клемме, электрод – к отрицательной. При обратно направленной полярности – наоборот. Сила тока должна соответствовать требованиям производителя.

Настройка сварочного инвертора Источник ytimg.com
- Пред началом проведения основных работ необходимо потратить время и набить руку в тренировке на ненужных отрезках из металла, аналогичного по типу заготовке.
- Лучший способ улучшить качество работ – регулярно повышать опыт с разными расходниками и материалами, проходить профессиональные курсы и проч.
Совет! Электросварочные мероприятия несут потенциальную угрозу как самому сварщику, так и окружающим. Поэтому проводить их необходимо с соблюдением техники безопасности и в защитной спецодежде.
Дополнительные характеристики

Многие другие особенности проводимой сварки определяют требования, предъявляемые к электродам. Примером можно назвать полярность и род тока. Применяемые сварочные инверторы в большинстве случае подают постоянный ток, который может подаваться в зону сварки по двум схемам:
- Обратная полярность подразумевает соединение плюса с массой, а минуса с электродом.
- Прямая полярность. В этом случае плюс соединяют с массой, минус со сварочным электродом.
Обратная полярность выбирается в нижеприведенных случаях:
- Для того чтобы защитить металл от прожога, выбирается именно обратная полярность подключения. Она позволяет работать с деталями, которые имеют небольшую толщину.
- Высоколегированные стали характеризуются высокой восприимчивостью к нагреву. Именно поэтому при работе с подобным материалом выбирается метод подключения обратной полярности.
Наиболее важными параметрами сварочного процесса можно назвать:
- Диаметр применяемых электродов.
- Сила применяемого сварочного тока.
- Толщина соединяемых деталей.
Очень важно провести выбор диаметра электрода правильно, так как при слишком высоком показателе плотность сварочного тока существенно снижается. В этом случае уменьшается степень провара деталей, увеличивается ширина сварочного шва и снижается его качество. Кроме этого, производители часто указывают, для какой силы тока больше всего подходит изделие.
Это интересно: Дюймовая резьба: таблица размеров, маркировка, ГОСТ
ТОП лучших электродов
Оптимальное решение вопроса о том, какие электроды лучше для инвертора – Ресанта 220 В модели МР-3. Благодаря рутиловому покрытию обеспечивается стабильность дуги, легкий розжиг, минимальное разбрызгивание, прочность и не подверженность шва разрушению микропорами и трещинами. Как правило, такой расходник применяется для обычных сталей толщиной 3-4 мм.
В категории самых широко востребованных электродов с основным покрытием лидируют следующие экземпляры:
- ESAB УОНИИ 13/55. Применяются для сварки стальных деталей из низколегированных и низкоуглеродистых сплавов. Поперечник сердечника варьируется от 2 до 5 мм, что позволяет соединять заготовки до 8 мм толщиной.
- Lincoln Electric УОНИ 13/55. Электроды с максимальной эксплуатационной нагрузкой. Диаметр 4 мм. Способны сваривать при низкой температуре – до -40 град. и высокой влажности воздуха. Предназначены для легированных, углеродистых и арматурных сталей.
- PlasmaTec Monolith ЦЧ-4. Применяется преимущественно для тонколистового материала, например, для различных емкостей и трубопроводов. При диаметре сердечника 3 мм обеспечивает качественный аккуратный шов.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Видео описание
Смотрите на видео тестирование электродов для инвертора:
В категории рутиловых электродов в списке лидеров выделяются:
- Wester МР-3. Поперечник 3 мм. Применяется для стали с низким включением в составе углерода. Варит даже на грязной и ржавой поверхности.
- Quattro Elementi 770-414. Вольфрамовый стержень поперечником 2 мм. Предназначается для сварки тонкого металла, например, для ремонта автокузовов.
- СВЭЛ МР-3C. Сердечник диаметром 3 мм. Предназначается для сварки деталей толщиной до 4 мм в плохо доступных областях.
Совет! Подключать «+» и «-» можно по-разному – тот и другой к детали или электроду. Различие в том, что направление потока электронов всегда идет от минусового края к плюсовому. Поэтому тот, который подсоединен к положительному полюсу, будет нагреваться. Это правило актуально, когда массивность заготовки и электрода сильно разнится. Например, если лист толщиной 2 мм сваривается 4 мм электродом, то он может просто прогореть. Поэтому «+» лучше подключать к инструменту. С другой стороны, если толщина заготовки будет 5 мм и больше, то наоборот. Так как прогрев массы детали усилится и шов получится более глубоким и прочным.
Какие электроды нужны для резки металла

Резка представляет собой технологический процесс, целью которого является разделение металлов на заготовки необходимой формы и размера.
Виды электродов, предназначенные для осуществления резки:
Электроды ОЗР и РОТЕКС Р предназначены для резки, строжки и прошивки отверстий, удаления дефективных участков, разделки кромок и корня шва. Кроме этого, данные марки используются при изготовлении, ремонте и монтаже разнообразных конструкций из разных металлов и сплавов.
Коротко о главном
Инверторная сварка отличается стабильностью, надежностью и легкостью в освоении технологии. Поэтому она востребована как у начинающих, так и у профессионалов. В решении же вопроса о том, какой электрод выбрать для сварки инвертором, в первую очередь учитываются его технические характеристики:
- Разновидность свариваемого металла.
- Вид покрытия.
- Диаметр.
По типу поверхности электроды бывают основными, рутиловыми, целлюлозными, кислыми и смешанными. Чаще всего применяются первые две разновидности. По диаметру электроды должны быть тем больше, чем больше в толщину свариваемые заготовки. Качество шва зависит не только от правильности подбора по условиям и параметрам расходников и материалов, но также от профессионализма сварщика.
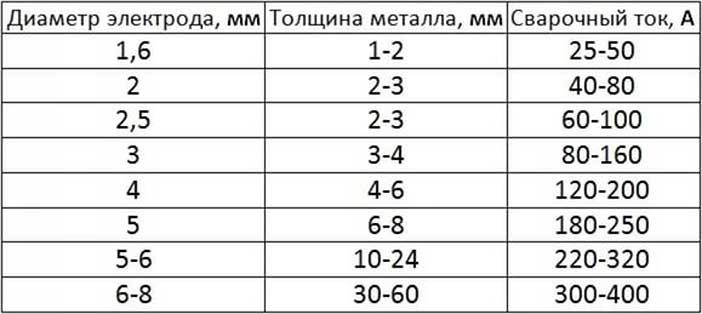
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Типы электродов для инвертора
Центральный стержень изготавливается из различных материалов. Продукцию принято разделять на категории по принципу формирования металла для заполнения шва. Электроды подбирают в зависимости от условий работы и характеристик заготовок. Для бытовой сварки чаще применяют изделия с плавящимся сердечником.
Вольфрамовые или угольные тугоплавкие инструменты используют в промышленных условиях.
Плавящиеся

Изделия оснащены центральным сердечником из углеродистой или легированной стали (в зависимости от назначения). При горении дуги плавятся стержень и кромки соединяемых деталей, металл заполняет стык, формируя прочное соединение. Оператору необходимо контролировать остаточную длину изделия и своевременно устанавливать новый электрод в зажим. На поверхность изделий нанесено защитное покрытие (по технологии окунания либо опрессовки).
Неплавящиеся
Для изготовления используют тугоплавкие сплавы на основе вольфрама, синтетический графит или специально обработанный уголь. Между наконечником электрода и соединяемыми элементам горит дуга, которая плавит кромки заготовок. Продукция обеспечивает подвод питания и постепенно изнашивается, компоненты не оказывают негативного влияния на качество металла, заполняющего стык.
Неплавящиеся электроды изготавливаются на основе вольфрама.
Изделия из угля могут иметь покрытие из меди и используются для дуговой резки или восстановления дефектов отливок. Вольфрамовые стержни изготавливают из чистого металла или сплава, инструмент отличается повышенной износостойкостью. Изделия из чистого вольфрама рассчитаны на переменное напряжение, а введение присадок позволяет использовать постоянный ток с прямой и обратной полярностью.
Вид покрытия электродов
Выбор того или иного типа покрытия зависит от свариваемых материалов, а также нагрузок, которые предстоит испытать конструкции. Различают 4 разновидности покрытий.
Основное (маркировка Б)

Расходники с основным покрытием применяют для получения высококачественного шва, отличающегося значительной ударной вязкостью, прочностью, пластичностью. Шов устойчив к образованию кристаллизационных трещин и естественному старению. Эту продукцию применяют при изготовлении ответственных конструкций, которые приходится эксплуатировать в условиях сурового климата.
Преимущества:
- хорошие механические характеристики и высокая химическая чистота шва;
- минимум водорода в навариваемом металле.
Есть и минусы:
- иногда в сварном шве образуются поры. Это может быть при увлажнении покрытия. Поры образуются и при наличии по краям соединяемых деталей окалины, ржавчины или масляных следов;
- сложности с хранением;
- отделение шлака очень трудоемкое;
- короткая и нестабильная дуга.
Рутиловое (маркировка Р)

Область использования продукции с рутиловым покрытием — электросварка деталей из низкоуглеродистых сталей. К технологическим преимуществам относятся:
- стойкое горение дуги при использовании постоянного и переменного тока;
- минимум разбрызгивания материала при инверторной сварке;
- хорошая отделяемость шлака;
- эстетичность шва;
- возможность применения для соединения ржавых и (или) загрязненных заготовок.
Главный минус рутилового покрытия — ограниченная область использования. В частности, такими электродами нельзя соединять элементы, которые планируется эксплуатировать при высоких температурах. Есть и другой недостаток: низкая химическая чистота и высокая текучесть металла.
Кислое (маркировка А)

Основное преимущество обмазок с маркировкой А — нулевой риск образования пор в области сварочного шва, даже при наличии на соединяемых элементах слоя окалины и (или) ржавчины. К особенностям этого варианта также относится легкость зажигания и равномерное горение дуги. Данный вариант используют при минимальных требованиях к готовой конструкции. Стержни с кислым покрытием можно использовать при переменном и постоянном токе.
Достоинства:
- низкая себестоимость работ;
- минимальная трудоемкость удаления шлака;
- возможность применения при постоянном и переменном токе;
- простота хранения;
- высокий уровень раскисления.
К минусам относят:
- вредные для здоровья испарения;
- высокий уровень текучести металла;
- брызги при сварке;
- большая вероятность образования горячих трещин.
Целлюлозное

Изделия с обмазкой, выполненной из целлюлозы, маркируют буквой Ц. Их отличает стабильное горение дуги при постоянном токе. Такие расходные материалы применяют при сварке магистральных труб из низкоуглеродистых сортов стали.
Преимущества:
- качественный провар;
- минимум шлака.
Данная категория не рекомендуется для работы со сплавами с большим содержанием углерода. Еще один недостаток — раскаленные металлические брызги во время работы. При использовании с переменным током требуется дополнительное оборудование.
- тонкие (маркировка М). Соотношение от 1,2;
- средние (С) — от 1,45;
- толстые (Д) — до 1,8;
- особо толстые (Г) от 1,8.
Толщина покрытия для качественной продукции колеблется в пределах 0,5-2,5 мм. По массе это составляет 20-40% от одноименного параметра внутреннего стержня.
Постоянный или переменный ток

Чтобы правильно произвести подбор электродной продукции, нужно знать, с каким видом тока возможен сварочный процесс. Иными словами, что лучше — “постоянка” или “переменка”? Есть и универсальные марки, которые работают на обеих разновидностях тока.
Электросварка инверторами с использованием постоянного тока имеет свои особенности и плюсы:
- разбрызгивания металла практически нет (это позволяет экономить электроды);
- простота пользования;
- высокая производительность из-за уменьшения трудоемкости;
- стойкая и стабильная дуга даже при наличии внешних негативных воздействий: колебаний напряжения или порывов ветра;
- аккуратный и высококачественный шов. Непроваренные участки отсутствуют;
- возможность работы с изделиями из тонкого металла.
Есть и минусы:
- работа возможна только с применением недешевой инверторной техники;
- нестабильная дуга в сложных местах. Например, по углам.
Возможны два рабочих режима: с прямой или обратной полярностью. Первый вариант применяют при работе с толстым металлом и когда необходима высокая температура. Токи обратной полярности удобны при соединении тонких и легкоплавких металлов, а также разнородных легированных и нержавеющих сталей.
Электросварка с переменным током не требует наличия выпрямителя. Кроме того, такие электроды универсальны: работают и с постоянным током.
Минусы:
- худшее качество соединения, чем при использовании “постоянки”;
- невысокая ударная вязкость;
- неравномерный шов;
- разбрызгивание металла.