Особенности сварки алюминия

Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется.
Затвердевание происходит после остывания всего на 15-20 °C. - Невероятно текуч.
В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях. - Сохраняет цвет после расплавления.
По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала. - Испаряет водород.
Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким. - Отличается повышенной усадкой.
Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Особенности и сложности сварки алюминия

Прочные и качественные сварочные швы
Оксидная пленка представляет собой не единственную сложность, которую приходится учитывать при сварке алюминия. Есть и другие:
- необходимость использования теплоотводящих подкладок из-за высокой текучести металла;
- сваривать его рекомендуют только аргоном;
- перед сваркой необходимо учитывать усадку, которая наступает при застывании из-за высокого коэффициента линейного расширения алюминия;
- риск образования трещин из-за водорода, который во время сварки выходит наружу;
- не всегда получается определить марку металла.
Мало того, следует учитывать, что варить алюминий можно только при воздействии высоких электрических разрядов.

Алюминий можно варить только при воздействии высоких электрических разрядов
Подготовка помещения
При выборе помещения, где будет производиться сварка, необходимо учитывать следующее:
- полная чистота и отсутствие пыли;
- отсутствие сквозняков, даже простого движения воздуха — скорость ветра не должна превышать 0,2 м/с;
- сварка алюминия не приемлет грязи, поэтому заготовки и присадочную проволоку тщательно очищают;
- оборудование и горелку промывают спиртом и прочищают перед работой и несколько раз — в процессе.
Чаще всего рабочее место очищают посредством химической очистки, сварочную проволоку, которой не удалось сразу найти применение, кладут после сушки в сухой шкаф с плотно закрывающимися створками.
Установка и выключение
Не зависимо от того, какой материал требуется сваривать, оборудование следует включать и выключать в определенной последовательности.
- Проверить целостность корпуса, кабелей и заземление.
- Подключить кабеля к аппарату и детали.
- Подвести и закрепить на держателе газовый шланг.
- Подсоединить охлаждение.
- Выставить режимы работы в зависимости от того, какая толщина металла и длина шва.
На плиту укладывается дюралевый лист, закрепляется. После этого можно включить оборудование. Если ток постоянный, то следует выбирать обратную полярность и специальные электроды, работающие в режиме AC/DC. Ими удобно сваривать материалы, которые не поддаются обработке стандартными способами.
После сварки следует непродолжительное время ожидать, пока остынет деталь, не выключая аргон. Затем отключить все в обратном порядке.
Какой аппарат лучше всего подходит для сварки алюминия
Алюминий и сплавы на его основе сваривают аргоном или его смесью. Для работы используются аппараты, работающие от переменного тока, предварительно настроив соответствующие опции и режим. Особенного внимания требует качество инертного газа — от него зависит качество стыков, их эстетический вид.
| Тип аппарата | Принцип действия |
| Сваривание осуществляется посредством плавящейся в горелке алюминиевой проволоки. Сварщик при этом направляет сварочную ванну по ходу шва |
| Для сварки используются предварительно прокаленные электроды для испарения влаги |
| Работа осуществляется под дугой больших температур, в точку сварки непосредственно подается аргон. Для испарения влаги используют особые электроды, например, из вольфрама |



Видео — Выбор и настройка аппарата для аргонодуговой сварки
Регуляторы установок
Алюминий требует тонких настроек и понижения тока в процессе сварки. Основные функции, которые должен иметь аппарат для сварки алюминия:
- бесконтактного розжига;
- зоолокации – регулировки соотношения полярности дуги;
- регулировка баланса переменного тока.
Бесконтактный розжиг обеспечивает возгорание дуги без чирканья о деталь и постоянное ее горение.
При работе в режиме AC полярность дуги меняется с прямой на обратную и наоборот. Зоолокация позволяет подбирать оптимальную направленность тока и частоту изменений полярности.
Продолжительность пауз и импульсов регулируется балансиром в зависимости от толщины свариваемого металла.
Дополнительно сварщиком выставляется:
- стартовый ток;
- величина и характер основного тока;
- форсаж дуги.
Кроме этих функций качественную сварку обеспечивает несколько таймеров. Они отвечают за:
- подачу газа до начала сварки;
- время спада тока;
- подачу газа после завершения работы.
защитный газ подается до начала процесса сварки – розжига дуги. Это обеспечивает полное закрытие ванны до начала процесса плавления.
Начинать варить алюминий надо на повышенном токе, затем его надо понизить. Таймер автоматически понижает ток через определенное время после начала работы.
Алюминий остывает быстро, но все равно необходимо время, чтобы шов не окислился и не потрещал. После отключения электрической дуги еще 5 – 7 секунд подается газ в рабочую зону.
Голосование за лучший аппарат для сварки алюминия
Какой бы вы выбрали аппарат для сварки алюминия или посоветовали?
Сварог PRO TIG 200 P DSP AC/DC E201 00000092681
33.33 % ( 2 )
ТСС TOP TIG/MMA-315P AC/DC 018095
16.67 % ( 1 )
Aurora STRONGHOLD 315M 17836
0.00 % ( 0 )
START PRO WEGA model TIG 205 AC/DC PULSE 3W205AP
33.33 % ( 2 )
QUATTRO ELEMENTI Multi Pro 2100 772-593
0.00 % ( 0 )
BRIMA TIG-180A
0.00 % ( 0 )
WERT ММА SWI 190 187150
0.00 % ( 0 )
Multi Pro 1700 165A QUATTRO ELEMENTI 790-052
16.67 % ( 1 )
Elitech ММА ИС 220Н
0.00 % ( 0 )
Выбор сварочного аппарата
Помимо наличия функции «TIG» обратите внимание на некоторые дополнительные особенности. В частности, хороший аппарат должен быть интуитивно понятен для мастера любого возраста и уровня подготовки. Все регулировки, кнопки и разъемы должны быть подписаны крупными буквами, чтобы даже пожилой человек с плохим зрением не испытывал затруднений при эксплуатации аппарата.

Аппарат должен генерировать сварочную дугу бесконтактным способом, дополнительно должна быть функция медленного потухания дуги. Нелишним будет возможность управления балансом полярности и режим импульсной сварки. Все эти функции не только упростят ваш труд, но и существенно ускорят его.
Моделей аппаратов, предназначенных для алюминия и нержавейки, очень много в продаже. Ассортимент действительно большой, поэтому перед покупкой определитесь с некоторыми нюансами, которые могут стать критичными.
Сила сварочного тока
Первое, на что нужно обратить внимание — это максимальная сила сварочного тока. От нее зависит толщина металла, которую вы сможете варить, и ваши возможности как мастера. У большинства более-менее серьезных моделей сила сварочного тока составляет 200 Ампер. И вам может показаться, что этого недостаточно. Но важна не столько цифра, сколько то, как аппарат распоряжается этой характеристикой. Вы можете взять для сравнения два аппарата с одинаковой силой сварочного тока, но кардинально разной стоимостью и результатом работ.
Например, аппарат BlueWeld PRESTIGE TIG 222 стоит более 2000$ и выдает 200 Ампер, тогда как Сварог PRO TIG 200 P DSP стоит 500$ и выдает те же 200 Ампер. Новичок наверняка подумает, что не стоит переплачивать за дорогостоящую модель от BlueWeld, поскольку она выдает такой же максимальный ток. Только вот при использовании начинается самое интересное.
Аппараты с одинаковой силой тока, но из разной ценовой категории, выдают кардинально различный результат. Аппарат подешевле справляется с работой, но не способен обеспечить такое же качество швов, как аппарат из высокой ценовой категории. Все дело в компонентах, используемых при конструировании аппаратов, и в дополнительном функционале. Модель от BlueWeld стоит дороже не только из-за того, что это известный бренд. Просто производитель использует более качественные комплектующие при его сборке и внедряет новые технологии. И так со многими аппаратами.
Класс аппарата
Исходя из нашего примера выше, нетрудно догадаться, что аппараты делятся по классам. Основные классы: бытовой, полупрофессиональный, профессиональный и промышленный. О промышленном мы не будем говорить, поскольку они не совсем относятся к теме нашей статьи. А вот про остальные классы мы поговорим подробнее.
Бытовые сварочные аппараты для алюминия стоят до 500-700$ и охотно покупаются домашними умельцами. Такие аппараты подходят для нечастого ремонта (в том числе кузова авто), для сборки небольших металлоконструкций (например, навеса) и прочих несложных работ. Это оптимальный вариант, если вам нужен аппарат на дачу или в гараж. Такие аппараты весят немного, поскольку состоят из небольшого количества компонентов. Легко чинятся и модифицируются.

Полупрофессиональные модели стоят до 1000-1200$ и от бытовых отличаются бОльшим функционалом, благодаря которому у сварщика появляется больше возможностей. Вес таких аппаратов больше, чем у бытовых моделей. Опять же, за счет увеличения функционала и появления дополнительных деталей. Полупрофессиональный аппарат подойдет для мастера с ИП, занимающимся выездными работами, или для маленькой мастерской.
Профессиональные аппараты стоят от 1200$ и до бесконечности (в зависимости от наглости производителя и продавца :)) Такие агрегаты способны на выполнение самых сложных сварочных задач и используются на крупных производствах или на дорогом СТО. Покупать такой аппарат для домашнего использования нецелесообразно, поскольку в таких условиях сложно раскрыть весь его потенциал.
Универсальность аппарата
Многие агрегаты для алюминия и нержавейки оснащены не только функцией TIG, но и функцией ММА. Это значит, что вы можете варить не только с применением аргона, но и с использованием обычных покрытых электродов. Проще говоря, это простая ручная дуговая сварка. Эта особенность превращает аппарат в универсального помощника. Тем не менее, не все модели оснащены этой возможностью. При выборе аппарата обращайте внимание, оснащен ли он сваркой TIG и MMA. Такие сварочные аппараты для сварки алюминия стоят немного дороже, но за универсальность все же стоит заплатить.
Габариты аппарата
Сварочные инверторы сами по себе довольно компактны в сравнении с трансформаторами или выпрямителями, которые активно использовались в 20 веке. Тем не менее, сварочный аппарат для TIG сварки обладает большим количеством функций, которые невозможно поместить в ультра компактный корпус. Не ждите, что функциональный сварочный аппарат по алюминию будет весить 5 кг, как бюджетные инверторы для ручной дуговой сварки.
Если аппарат для TIG сварки весит до 10 кг, значит он либо имеет ограниченный функционал в угоду габаритам, либо стоит очень-очень дорого. Аппараты для бытовой сварки с более-менее приемлемым функционалом весят от 20 кг и выше. Учитывайте это, поскольку помимо инвертора вам необходим еще газовый баллон и сварочные комплектующие, и все это необходимо как-то перевозить.
Для решения этой проблемы можно купить или собрать специальную тележку. Но тележка не поможет, если вам нужно завезти аппарат на дачу в переполненной электричке и с наступлением холодов отвезти обратно в квартиру. Так что обращайте внимание на вес и габариты аппарата при покупке.
Принцип действия оборудования
Соединение деталей, выполненных из цветных металлов или сплавов выполняется с помощью сварочного полуавтомата для алюминия. При проведении работ нужно действовать в определенной последовательности. Сначала следует установить полярность сварочного тока, обычно для флюсовой проволоки – это прямая, а для газовой среды – обратная.
Смотрим видео, немного о принципе сварных работ:
Затем монтируется бобина с проволокой и производится подключение углекислого газа. Для этого на баллон устанавливается редуктор, которые при помощи шланга соединяется с аппаратом. Прежде, чем приступать к сварке следует выполнить регулировку натяжения проволоки.
Эпилог
Подготовка алюминия к сварке выполняется при использовании каждого метода. Разделка кромок металла при TIG и MIG способе осуществляется, когда толщина материала больше 4 мм. Эта операция для MMA-сварки не выполняется, если толщина алюминия меньше 20 мм. Применение электродуговой, ручной дуговой и сварки полуавтоматом требует существенных затрат от обычного обывателя. Поэтому часто в бытовых условиях используется газовая горелка для соединения алюминиевых элементов. Для получения максимально качественного шва на ответственных участках необходимо соблюдать все условия сварки алюминия и использовать TIG или MIG технологию.
Советы по настройке полуавтомата
Чтобы сварка нержавейки полуавтоматом получилась качественной, важно правильно настроить сварочное оборудование. Режимы выставляются исходя из толщины свариваемых заготовок и используемого диаметра проволоки. Скорость подачи электрода и расход газа тоже значимы. Оптимальные показатели для разных значений представлены в таблице.
| Толщина сторон деталей, мм | Диаметр проволоки для ПА, мм | Сила тока, А | Скорость подачи проволоки, м/ч | Расход газа, л/мин |
| 1 | 0,8 | 55-65 | 100-150 | 6-7 |
| 1,5 | 0,8 | 80-115 | 150-220 | 6-7 |
| 2 | 0,8 | 100-130 | 200-250 | 6-7 |
| 3 | 1 | 150-170 | 400-500 | 8-10 |
| 4 | 1 | 220-250 | 500-600 | 8-11 |
| 4 | 1,2 | 250-280 | 450-650 | 10-13 |
| 5 | 1,2 | 300 | 500-700 | 11-16 |
| 6 | 1,2 | 330 | 600-800 | 11-16 |
Соединение нержавейки с черной сталью

Сварку таких материалов ведут при постоянном токе. Положение проволоки – строго перпендикулярное к рабочей зоне.
В составе проволоки из нержавейки должны содержаться марганец, а также никель, например, марки ESAB OK, Autrod. Специальная переходная проволока наплавляет буферный слой, который и соединяет детали.
Приваривая сталь Ст40 к нержавейке, можно использовать проволоку 08Г2С. Это упрочняет шов двух разнородных металлов после остывания. Самое главное в процессе – это, чтобы нержавейка не стала сильно текучей, а черный металл не остался твердым. Шов делается как можно шире и максимально глубоким.
Что понадобится для МИГ-сварки нержавейки
- сварочный аппарат MIG с подающим устройством;
- сварочная горелка с соплом, мундштуком и рукавом с разъемом;
- баллон защитного газа;
- редуктор для регулировки давления;
- газовый шланг для передачи газа от редуктора к аппарату;
- кабель и зажим массы;
- нержавеющая сварочная проволока.
Важно, чтобы сварочная проволока была достаточно легирована, иначе шов быстро начнет ржаветь. Чем выше содержание легирующих элементов в самом металле заготовки, тем выше процент присадок должен быть в электроде.
Хорошим вариантом выступает БАРСВЕЛД проволока 308LSi, которая содержит 8% никеля и 18% хрома, поэтому отлично восполняет выгорающие элементы, защищая шов от коррозии. За счет кремния шов получается повышенной прочности. Проволока подходит для сварки нержавейки полуавтоматом при прокладке трубопроводов нефтяной промышленности, изготовлении емкостей, машиностроении.
Эксплуатация оборудования при работе
Алюминий варится на высоких токах с большой частотой. Для оборудования такой режим представляет большую нагрузку. Следует соблюдать режим работа-отдых, указанные в техническом паспорте оборудования.
Следует точно настраивать аппарат и проверять заземление.
При работе на полуавтомате с алюминиевой проволокой длина шлангов не должна превышать 3 метра. Сопло следует выбирать шире обычного. Алюминиевая проволока мягкая и при нагреве сильно расширяется. В результате возникает трение и она заедает.
Насадка для газа выбирается с широким соплом и сеткой внутри. Поток образуется равномерный и хорошо закрывает ванну.
Пруток для пайки алюминия в домашних условиях
Всем привет! Многие знают, что алюминий паяют в основном в аргоновой среде специальным сварочным аппаратом, но есть еще вариант для работы с газовой горелкой, да даже турбозажигалкой в небольших масштабах можно пользоваться.
Вообще это не первое мое знакомство с данной проволокой, но опыт покупок не очень хороший, так что поделюсь не только результатом тестирования, но и проверенными местами для покупки, чтобы не получить образец №2, но начнем по порядку.
Содержание
- Характеристики
- Распаковка и внешний вид
- Тестирование
- Итоги
Характеристики
Диаметр: 2,0 мм Длина: 500 мм Мягкий припой ISO 3677: ~B-Zn98Al 381-400 Примерный состав (вес %): 2,4 Al – остальное Zn Температура плавления ºС: 360 Прочность на разрыв (МПа): До 100 (Al) Плотность (г/cм3): 7,0
Распаковка и внешний вид
Последним и самым выгодным приобретением был образец №3 из banggood.
Пришел в небольшом сером пакете

Пруток дополнительно упакован в прозрачный зип-пакет.

5 метров обошлись мне в $8 с поинтами, то есть $1.6 за метр — перейти в магазин
В центре виден белый порошковый флюс, пруток в меру жесткий, выглядит как алюминий без окисления

Сравнение
Первым был куплен крайний левый образец №1 в али. Он абсолютно идентичен по свойствам с образцом №3, но 3 метра обошлись мне в $12, то есть $4 за метр, что почти втрое дороже. проверить текущую цену
В центре образец №2. Он стоит $5 за 3 метра или $1.7 за метр, как и образец №3

Но как только берешь пакет в руку, понимаешь, что это ПОС с не очень густым флюсом внутри.

не покупать тут
Еще два образца по $8 за 3 метра так и не были доставлены, вероятно их даже не отправили.
Тестирование
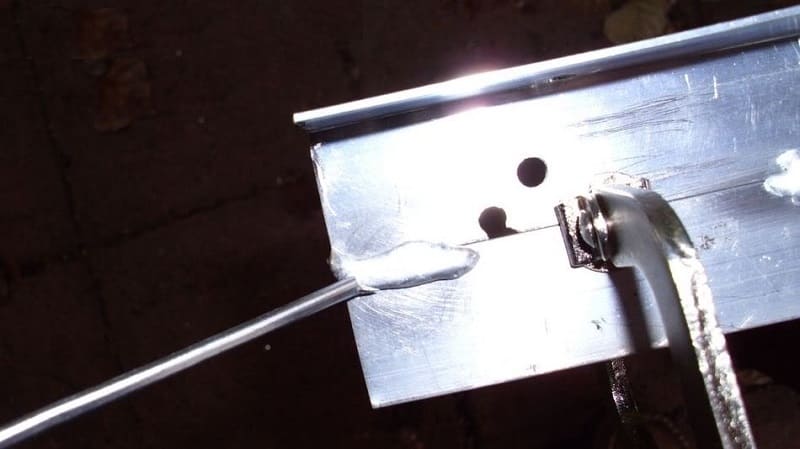
Алюминий со временем покрывается оксидной пленкой, из-за которой поверхность становится матовой, так вот, перед спаиванием поверхности обязательно нужно зачищать до блеска, иначе припой просто будет шариками скатываться по поверхности независимо от степени ее нагрева. Образец №1
Вообще правильно нагреть деталь до температуры около 400 градусов, а затем просто водить прутком, который будет плавиться и заполнять собой щели, но у меня мало опыта, поэтому чтобы не перегреть поверхность, я периодически вношу пруток в пламя горелки. Если температура низкая, припой скатится по поверхности шариком, если достаточная — залудит ее.
Проверка на излом показывает хороший результат — разрыв происходит не по шву
Образец №2. Плавится очень хорошо, выделяет много дыма, воняет горелым «аспирином». К алюминию липнет, но если перегреть, довольно быстро выгорает.
Работать неудобно из-за вони и необходимости контролировать температуру.
Образец №3. Решил спаять трубки внешними стенками
Пробуем разорвать шов. После того как трубка выскочила из тисков, я зажал ее выше, выведя из фокуса и заметил это только на стадии создания гифок
Но есть фото результата на котором видно, что шов не пострадал.

Ну и напоследок срастим алюминиевую трубку с куском «дюральки»
Тест на разрыв так же прошел успешно
Итоги
Занятная проволока — алюминий паяет отлично, заполняя собой даже мелкие щели, главное чтобы стыки не были загрязнены. К меди тоже липнет хорошо, но опытные люди говорят, что для работы с ней лучше использовать другие сплавы, хотя для экстренного полевого ремонта вполне сгодится и этот пруток.
Температура плавления алюминия около 660ºС, казалось бы, можно использовать прутки и на 450-500 градусов, но можно столкнуться с двумя проблемами: 1. Массивную деталь до 500 градусов нужно еще чем-то прогреть 2. Можно перегреть место пайки и испортить деталь
Самым оптимальным мне показался образец №3. Соответствует заявленным характеристикам и стоит дешевле остальных минимум вдвое. Так же на выбор есть лоты разной длины: 1 метр — $2.89 2 метра — $4.39 3 метра — $6.39 5 метров — $9.89
перейти в магазин
Лайфхаки по сварке нержавейки полуавтоматом
Дальше представляем полезные лайфхаки по сварке нержавейки аппаратами МИГ, актуальность которых проверена на практике:
- Для сварки легированных и аустенитных сталей установите на полуавтомате обратную полярность. Это значит, что к горелке должен подходить «плюс», а к изделию — «минус». Это сократит тепловложение и защитит от активного выгорания легирующих элементов. При сварке тонкой нержавейки изделие меньше деформируется.
- Ведите шов быстро. Тогда он не будет чрезмерно широким и с буграми. Нержавейка при сварке полуавтоматом не сильно растекается по поверхности, а значит задержки на одном месте приведут к наплывам.
- Варите углом назад, слева направо. Так хорошо видно сварочную ванну, а жидкий металл дольше находится под защитой газовой смеси. Это предотвращает возникновение пор и трещин.
- При сварке листовой нержавейки с толщиной 1-2 мм, вылет проволоки не должен превышать 6-10 мм. Сварка ведется короткой дугой. Аустенитные стали толщиной 5 мм и более свариваются длинной дугой с вылетом проволоки 10-20 мм.
- Сваривайте нержавейку только в смеси аргона (80%) и углекислоты (20%). Сварка в чистом аргоне возможна, но проплавление уменьшится, а кромки будут хуже смачиваться.











