Нулевая коррозия, долговечность и великолепный внешний вид предметов из нержавеющей стали делает ее популярнейшим металлом в любых отраслях – от тяжелой промышленности до мелких бытовых нужд. Ее достоинства перекрывают огромную головную боль – сложность сварки.
От головной боли можно избавиться, но для этого нужно хорошенько поработать. Нержавейку варить можно, только нужно разобраться с технологией сварки нержавеющей стали электродами. Электроды по нержавейке – главное решение проблемы низких сварочных качеств нержавеющей стали.
Что такое нержавейка
Что такое сталь: это сплав железа с углеродом. Доля углерода может быть разной, чем она выше, тем сталь прочнее. В сталь добавляют легирующие элементы для корректировки свойств стали.
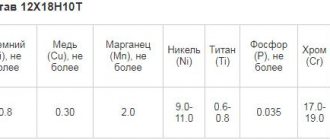
Что такое нержавеющая сталь: для устойчивости к коррозии добавляют хром. Его доля в нержавеющем сплаве составляет от 12 до 30%. Хрома и других компонентов типа молибдена, никеля и др. намного меньше, они отлично работают для антикоррозийной защиты, но совсем не облегчают процесс сварки. И это мягко сказано. Высоколегированная нержавеющая сталь – один из самых сложных металлов для сварочных работ.
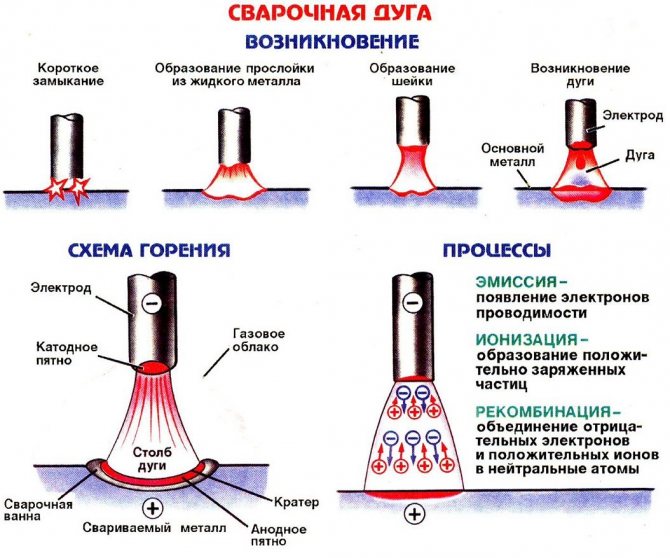
Схема возникновения сварочной дуги.
Вот основные факторы, влияющие на сварочный процесс:
- У нержавейки теплопроводность ниже, чем у других видов стали. Поэтому ее приходится прогревать намного дольше, а электричества тратить намного больше.
- У нержавейки очень высокий коэффициент расширения, поэтому при соединении двух поверхностей толстых заготовок есть риск возникновения микротрещин в большом количестве. Чтобы минимизировать эту проблему, зазор между заготовками должен быть шире, чем в работе с другими видами стали.
- Высокое сопротивление нержавейки процессам плавления ведет к значительному перегреву электродов. Поэтому пользоваться можно только специальными электродами для нержавеющей стали.
- Внимание! Главный враг в сварке сталей — межкристаллитная коррозия или МКК – очень опасная деформация, которая может возникнуть при нагреве нержавейки свыше 500°С, поэтому определять режим сварки нужно самым тщательным образом, включая в него принудительное охлаждение стальных заготовок.
Можно ли варить нержавейку обычными электродами? Теоретически и даже технически можно. Но только в работе с мелкими металлическими деталями бытового пользования.
Если речь идет о промышленных конструкциях, то никаких простых расходников! О надежности и монолитности швов с их использованием говорить не приходится. Такой вариант может расцениваться лишь как экстренное решение в случаях срочной необходимости.
Почему выбор электродов настолько важен
Нержавеющая сталь считается достаточно популярным материалом, используемым при создании какого-либо оборудования или запчастей. Такой материал обладает высокими антикоррозийными свойствами, а также теплопроводностью в два раза ниже, чем углеродистые сплавы. Именно поэтому, выбор электродов для нержавейки должен основываться на:
- Коэффициенте нелинейного расширения;
- Теплопроводности;
- Потере антикоррозийных свойств.
Разберем по пунктам, что влияет на саму нержавейку. Нелинейное сопротивление – несколько ниже, чем у других металлов. Поэтому, при работе с прочными и плотными деталями чаще всего оставляют небольшой зазор. В противном случае, металл деформируется.
Теплопроводность. При сваривании деталей используется сила тока примерно на двадцать процентов ниже, чем для легированных деталей. Это объясняется тем, что нержавейка обладает низкой теплопроводностью.
В процессе сварочных работ, обязательно теряются антикоррозийные свойства. При сварке образовывается карбид железа и хром, которые влияют на это свойство. Чтобы сохранить антикоррозийные особенности нержавейки, нужно использовать холодный метод сварки.
Следует учитывать, при непрофессиональном методе сварки или неверном выборе температурного режима, материал в любом случае деформируется. Специалисты называют подобные явления – межкристаллистной коррозией. Выбор электродов играет важнейшую роль, при создании каких-либо деталей, изделий и прочего.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
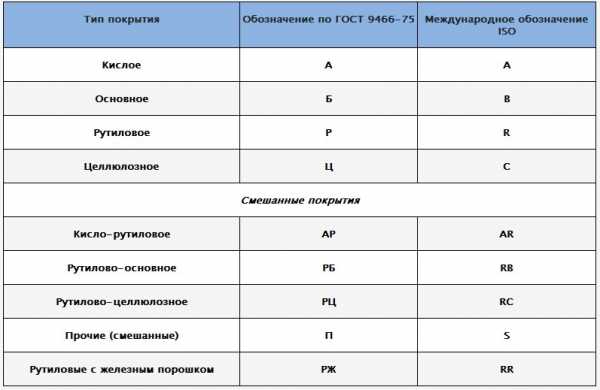
Типы покрытия и стандарты маркировки.
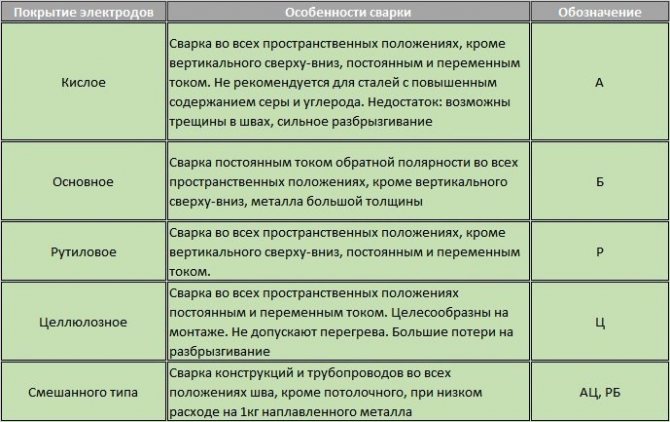
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.

Какие правила сварки нержавейки с помощью электродов:
- для начала нужно прихватить шов в нескольких местах;
- угол между стержнем и основанием – 45-60 градусов;
- есть вероятность образования вязкой сварочной ванны;
- шов варят быстро небольшими стежками короткой дугой;
- не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
- для сварки тонкой нержавейки используйте электроды обратной полярности;
- следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
- для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
- правильно определите силу тока;
- для обучения лучше попробовать сварку на черновых материалах.
Способы сварки нержавейки
Варианты сварки стальных сплавов тоже можно классифицировать как угодно – по самым разным критериям.
В этом обзоре рассматриваются виды, которые делятся или по способу сварки, или по виду заготовок:
- ручная сварка электродом;
- ручная и полуавтоматическая сварка с аргоном;
- инверторная сварка;
- сварка стали с разнородными металлами;
- сварка нержавеющих труб;
- сварка тонкой стали и т.д.
Способы
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.

Полуавтоматическая сварка нержавеющей стали
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Лазерная
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Ручная сварка электродом
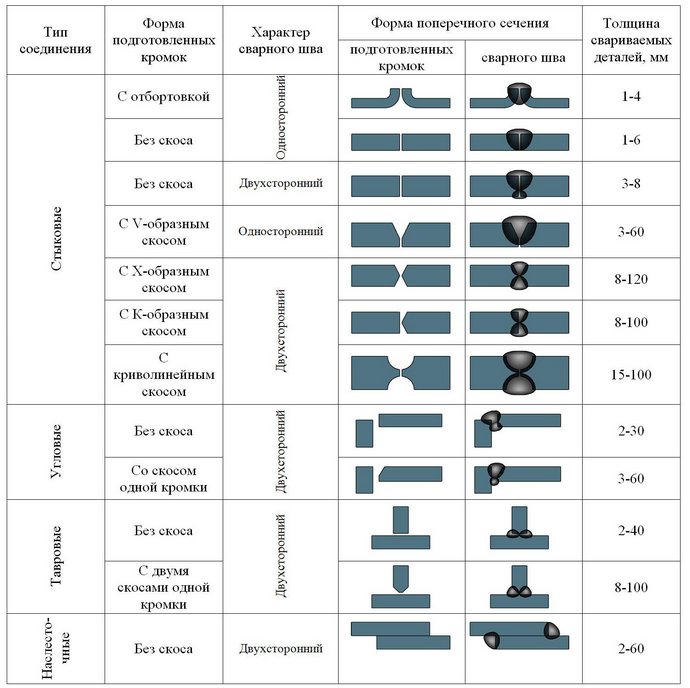
Типы соединений при сварке нержавейки.
Самая универсальная технология, которая используется практически в любой отрасли. Один их немногих способов работы с нержавейкой, доступных домашним самодеятельным мастерам. Ток нужно применять постоянный, полярность – обратную.
Достоинства ручного способа серьезные и весьма убеждающие:
- высокое качество швов;
- компактность и высокая мобильность аппарата;
- доступность оборудования и расходников по цене;
- высокая производительность труда;
- доступность способа для самостоятельного изучения и исполнения.
Важнейшим условием для качественных швов в нержавейке является правильный выбор сварочных материалов.
Марки электродов для ручной сварки нержавеющей стали следующие:
- ОЗЛ-8 предназначены для работ в агрессивной среде.
- НЖ-13 очень хороши для надежных швов с предотвращением МКК (межкристаллитной коррозии). Особенность этого типа заключается в том, что шлак отпадает самостоятельно, после остывания. А это делает скорость процесса гораздо выше.
- Внимание! Чемпионы по популярности! Сварочные электроды ЦЛ-11 характеризуются отличной изоляцией сварочной ванны от ненужного воздействия внешней среды. Соединение получается очень прочным и устойчивым к МКК.
Особенности сварки нержавеющей стали
При сварке нержавейки электродами есть определенные сложности, которые приводят к дефектам шва, если не выполнить процесс с нужными расходными материалами и на правильном режиме. Одна из проблем — повышенное линейное расширение легированной стали при нагреве. После остывания в шве возможны трещины. Чтобы это предотвратить, важно использовать электроды, в состав которых входят эластичные добавки, повышающие пластичность соединения и выносливость перед динамическими нагрузками.
Повышенное линейное расширение влечет деформации от нагрева, поэтому длинные швы лучше выполнять в шахматном порядке. Если это сплошные швы на большой емкости, то их накладывают последовательно, начиная с конца линии соединения. Сварку ведут сегментами по 10 см длиной. Каждый новый шов заканчивается на начале предыдущего. Тогда плоскость меньше поведет.
Другая сложность — выгорание легированных элементов. При воздействии сварочной дугой хром и никель выгорают из основного металла, поэтому швы на нержавейке начинают покрываться коричневыми точками, протекать. Для борьбы с этим в присадочном металле должно быть еще больше легирующих элементов, компенсирующих выгоревшие. Тогда швы получатся с таким же составом, что и основной металл.
Сложность представляет и взаимодействие углерода из стали с кислородом, проникшим в сварочную ванну. Их реакция вызывает бурление, трудно контролировать дугу, а в шве возможны застывшие открытые и закрытые поры. Такой стык будет не герметичным. Чтобы предотвратить реакцию между углеродом и кислородом, сварочная ванна должна быть хорошо защищена газами от плавящейся обмазки электродов или защитными газами из горелки.
Ручная сварка в среде аргона
Самый чистый способ соединения поверхностей с великолепным внешним видом. Единственный метод, в котором используются электроды для нержавейки без покрытия. Применяется, когда шов должен соответствовать самым жестким требованиям, либо в сварке тонких листов стали.
Технология сварки вольфрамовыми наконечниками позволяет произвести очень качественные, надежные и эстетичные швы. Она возможна и в домашних условиях. Ток нужно применять постоянный или переменный с прямой полярностью.
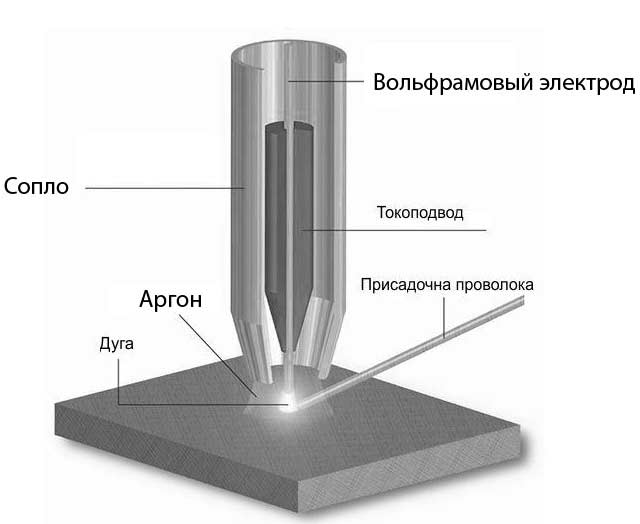
Сварка нержавейки вольфрамовым электродом.
Особенности технологии следующие:
- Важно, чтобы вольфрам не попал в расплавленную сталь, поэтому дугу нужно поджигать без прямого огня – бесконтактным способом.
- Существует риск окисления шва. Для его минимизации сварку нужно производить очень ровно, без каких-либо колебательных движений.
- После окончания сварки не нужно отключать подачу аргона в течение 15-ти секунд. В этом случае вольфрамовый наконечник будет защищен от окисления, а это значительная экономия расходных материалов.
Очевидные плюсы и минусы метода РДС для нержавейки
ПЛЮСЫ
МИНУСЫ
- Сварочное оборудование стоит дешевле полуавтоматов и инверторов для аргонодуговой сварки;
- Нет необходимости перевозить с собой газовый баллон при переезде на новое место сварки;
- Можно сваривать нержавейку толщиной от 1 до 20 мм (если максимальная сила тока аппарата позволяет это);
- Дешевые расходные материалы;
- Не требуется регулярно возить баллон на заправку;
- Сварочные инверторы РДС есть в очень маленьком исполнении с весом 3-4 кг, что облегчает сварку на высоте и в других труднодоступных местах;
- ММА аппараты легко перенастраиваются для ручной дуговой сварки других металлов — достаточно сменить электрод и откорректировать силу тока.
- После выполнения шва требуется отбивать шлак, чтобы оценить качество сварки;
- Процесс медленный, по сравнению с МИГ;
- Нержавеющий стержень электрода перегревается при сварке на токах 200-300 А и обмазка осыпается, поэтому нужно варить с перерывами;
- Электрод укорачивается, из-за чего труднее контролировать длину дуги.
Инверторный способ в домашних условиях, этапы работы
Инверторы для сварки нержавейки — это сварочные аппараты, которые отличаются компактными габаритами и небольшим весом. А если добавить их невысокую стоимость, получится отличный вариант сварки нержавейки в домашних условиях. Ток использовать постоянный с обратной полярностью.
Этапы инверторного способа рассмотрим поподробнее:
- Прежде всего хорошенько очистить металлической щеткой поверхность от всех загрязнений.
- Толщина краев заготовок не должна превышать 4-х мм, поэтому кромки необходимо разделать напильником или болгаркой.
- Если металл тонкий, края плотно прижать друг к другу – сделать прихватки.
- Если толщина металла выше 7 мм, заготовки нужно разогреть до 150°С. Для разогрева можно использовать паяльную лампу.
- Поджечь дугу, произвести шов с соединением на короткой дуге.
- Для профилактики образования трещин или свищей конец шва закончить «замком».
- Остывание должно быть самостоятельным, никаких принудительных действий!
- Очистить шов от шлаковой корки, отшлифовать и отполировать.
Свойства электродов для сварки нержавеющей стали.
Для инверторного способа используются электроды для сварки нержавейки с коррозионностойкими и жароустойчивыми свойствами:
- ОЗЛ-6 – жаростойкие расходники, которые отличаются отличными техническими свойствами. При их использовании риск образования трещин и пор намного снижается.
- АНО-27 – специальные расходники для работ при сильном морозе и при значительных нагрузках на конструкцию.
Выбор самого оптимального способа сварки нержавейки нужно делать с учетом трех моментов, все они про толщину стали:
- Если толщина заготовок меньше 1,5 мм, варить лучше в аргоне с вольфрамовыми неплавящимися электродами. Способ – хоть ручной, хоть полуавтоматический.
- При толщине в диапазоне от 1,5 мм до 3,0 мм самый лучший способ – электродуговой.
- С толщиной больше 3-х мм – только электродуговой способ со струйным переносом металла.
Какие электроды выбрать для нержавейки
Риск образования трещин снизится, если выбирать присадку со стержнем, по химическому составу схожим с заготовками. Для сварки нержавеющей стали выпускают несколько видов стержней:
- ЦЛ-11 создан для сварки хромоникелевого сплава, у них фтористо-карбонатная обмазка, сварку можно производить при температуре до +450°С. Работать электродом можно в любом положении.
- ОЗЛ-6 предназначен для жаропрочных сталей, если варить им другие заготовки, электрод будет расправляться медленнее, шов получится непрочный;
- НЖ-13 – для пищевой нержавейки. Можно использовать для хромоникелевой стали, легированной молибденом. Обмазка образует небольшой слой шлака, защищающего ванну расплава от окисления.
- ЗИО-8 – для жаростойких сплавов, с ним возникнут проблемы при сварке бытовой нержавейки.
- НИИ-48Г – универсальная присадка с основным видом покрытия.
- ЭФ400/10У, ОЛЗ-17У – профессиональные электроды, предназначенные для аустенитных сплавов. В быту такие стержни использовать нежелательно, обмазка содержит вредные компоненты.
Варим нержавейку с черным металлом
Сварка нержавейки и черного металла электродом или еще каким-нибудь способом – абсолютно неправильное сочетание с технической точки зрения, это совершенно разнородные материалы. Необходимость в такой работе нечасто, но возникает. Найти решение помогут специальные материалы расходников. Варить можно двумя способами:
- электродами с покрытием;
- вольфрамовыми электродами.
Если использовать ручную дуговую сварку с покрытыми наконечниками MMA — Manual Metal Arc, можно взять материалы для цветных металлов.
Маркировка сварочных электродов для нержавейки.
Оптимальными вариантами являются следующие:
- АНЖР-1 и АНЖР-2. С этими специальными электродами работу можно проводить во всех положениях в пространстве, исключая вертикальное.
- ЦТ-28, позволяющие выполнять жаростойкие и жаропрочные швы.
- ESAB – Внимание! Очень популярна среди мастеров! Группа шведских наконечников для работы с разнородными сплавами.
Главный принцип – выбор более легированного расходника, чем сам металл.
Метод с использованием вольфрама в данной технологии встречается намного реже: вольфрамовые электроды дорогие по стоимости.
- ОЗЛ-312 можно смело выбирать, если неизвестна марка стали.
- НИИ-48Г хороши для переходных слоев.
Область применения РДС нержавеющей стали
Поскольку РДС сварка нержавейки сильно проигрывает методам MIG, TIG по качеству шва, она подходит только для неответственных соединений. В силу дешевизны оборудования ММА для сварки нержавейки, такой метод применяют в бытовых условиях (на даче, в гараже, дома). Сварка легированной стали РДС подходит для прокладки швов в нижнем положении и вертикальном. Но ввиду повышенной текучести с последним вариантом справятся не все.
На предприятии РДС сварка подойдет для мелкосерийного производства. С ее помощью можно вести прихватку деталей, сборку конструкций. Применяется метод для накладки коротких швов 5-10 см. Если вал из нержавеющей стали изношен и появился люфт в подшипнике, под сальником, покрытыми электродами получится наплавить металл под проточку на токарном станке. Если в швах изделия есть поры, трещины, РДС метод подходит для ремонта и устранения дефектов. Электродами можно заварить герметичный кольцевой стык на трубе из нержавейки, но используют метод ММА только для небольших объемов работы.
Варим тонкую сталь
Это один из самых сложных способов, требующих знаний и навыков в равной степени. Кроме точного выбора подходящих расходников необходимо установить правильное напряжение с силой тока, уменьшенной примерно на 20%. Работать можно только с короткими стержнями – не длиннее 35 мм. Не допускать высоких температур нагрева, верхний предел 500°С, ни в коем случае не выше.

Принцип работы MMA сварки.
Бытовая сварка тонких листов нержавейки производится инверторным аппаратом со строгими производственными правилами:
- Ни в коем случае не превышать уровень температуры в 150°С в участке соединения и общем нагревании поверхностей.
- Использовать только низкие величины тока, но с высокой скоростью.
- Для предотвращения образования дыр и перегрева рабочей зоны подкладывать прокладки в виде пластин под заготовки: таким образом излишнее тепло будет рассеиваться.
- Если листы металла тоньше 3-х мм, разделку краев делать не нужно. Зазор между поверхностями в этом случае должен составлять не больше 2 мм.
Для работы с тонкой нержавейкой предназначены следующие электроды:
- ЦЛ-11, любимец публики, дает очень стойкий к коррозии шов даже в неблагоприятных условиях внешней среды.
- ОК 63.20 отлично работает в жидких агрессивных средах при высокой температуре.
Рейтинг производителей и марок по популярности
Наибольшим спросом пользуются те электроды, которые произведены компаниями, специализирующимися на выпуске и продаже сварочного оборудования. Это именитые бренды, известные на российском и европейском рынке. Качество продукции всегда остается под контролем, вплоть до момента ее реализации. Кроме этого, официальные представители всегда готовы предоставить выгодные условия для постоянных клиентов.
Шведская компания Esab поставляет на российский рынок большое количество марок электродов, среди которых встречаются электроды для сварки нержавейки. Компания представляет целую серию данного типа расходных материалов. Электроды ОК 61.35 обычно используются при сварке трубопроводов и прочих конструкций, где нужна герметичность. Для сварки деталей из нержавейки с деталями из другого материала подходит марка ОК 67.72. В перечне продукции есть и универсальные электроды – ОК 67.45.
Описанные выше электроды ЦЛ-11 выпускаются российской . Для них характерны такие качества, как стабильность дуги, шлаковая корка, которая впоследствии сама отделяется, малое разбрызгивание.
Замыкает тройку лидеров бренд «Уони». Электроды УОНИ-13/НЖ, УОНИ-13/НЖ-2 и УОНИ-13/ЭП-56 расфасованы в пачки от 3,5 до 6 кг. К сведению потенциальных покупателей, бренд «Уонии», несмотря на видимую схожесть, принадлежит компании Esab.
Варим нержавеющие трубы
Очень распространенный вид работ, также имеющий свои специфические особенности. Здесь применяются наконечники с основной или рутиловой обмазкой, об обмазках или покрытиях см. ниже. Ток следует использовать постоянный с обратной полярностью.
Постоянный ток особенно хорош при сварке тонкостенных труб: металл не разбрызгивается, процесс довольной простой, шов получается очень качественным.
- Вольфрамовые наконечники можно применять и при в работе со стальными трубами. В отличие от других, они требуют постоянного тока прямой полярности. Несмотря на их высокую цену, они дают серьезные рабочие преимущества:
- высокая устойчивость швов к окислению;
- устойчивость дуги;
- высокая коррозийная стойкость швов.
- ОК 63.20 – уже упомянутый расходник для жидких агрессивных сред.

Поворотные стыки для сварки труб.
Вне зависимости от выбранных электродов сварка нержавеющих труб состоит из трех технологических этапов:
- Обработка поверхностей металлической щеткой для очистки от загрязнений. Особое внимание уделить стыкам и участкам возле них.
- Сам процесс сварки с зажиганием электрода и дуги.
- Контроль качества соединения с предварительной отбивкой шлака.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Электроды по нержавейкам специального назначения
Если общее свойство нержавеющей стали заключается в устойчивости в коррозии, то дополнительные свойства специального назначения будут различаться в зависимости от легирующих добавок в сплав. Все виды нержавеющих сталей относятся к высоколегированным сплавам с разной направленностью свойств. Это означает высокую процентную долю тех или иных добавок. С учетом этого электроды также строго делятся по своим рабочим характеристикам.
Для высокопрочных коррозионностойких сплавов
Такие сплавы не окисляются даже при температуре в 600°С. Широко применяются в авиационной промышленности, что говорит само за себя. Из этих сплавов делаются стальные тросы для мостов, самые важные детали в электрических машинах, сердечники трансформаторов, болты, шатуны, все системы, требующие высокой стойкости к ударам и другим силовым воздействиям.

Критерии выбора электродов для сварки нержавейки.
Даже в этом, казалось бы, очень специальном сегменте высокопрочные нержавеющие стали подразделяются на марки со своими особенностями.
Таким же образом рассматриваются и электроды: для каждой марки металла – свои расходники:
- Для стальных марок 12Х21Н5Т и 08Х21Н6М2Т идут электроды нескольких типов: Э-08Х20Н9Г2Б, Э-09Х19Н10Г2М2Б и др.
- Для марок особых высоколегированных сплавов 12Х25Н5ТМФЛ, 10Х25Н6АТМФ, 12Х21Н5Т и 08Х21Н6М2Т используется только один тип Э-08Х24Н6ТАФМ, который дает особый шов с прочностью, равной основному металлу.
- Для марок стали 08Х226Т и 08Х21Н6М2Т подходят типы ОЗЛ-40/08Х22Н7Г2Б и ОЗЛ-41/10Х20Н7М2Г2Б. Швы в данном случае отличаются чрезвычайно высокой коррозионной стойкостью к щелочным средам.
Для кислотостойких коррозионностойких сплавов
Эта группа сплавов не поддается воздействию в кислотной среде, то есть обладают коррозийной стойкостью в агрессивной среде. Они нужны во многих отраслях промышленного производства: авиационной, машиностроительной, горнодобывающей, химической и др. Главные функциональные слова в данном случае – агрессивная среда.
Именно из таких сплавов сделаны узлы и главные детали оборудования, предназначенного, например, для шахт с кислотными водами, канализационных труб, промышленных дымоходов и так далее. К расходникам для таких сплавов требования не менее жесткие: швы должны обладать такими же качествами, что и свариваемые стали.

Марки электродов и область их применения.
К ним относятся:
- при «мягких» режимах — температурах, не превышающих 360°С, можно использовать обширную группу электродов типов ЭА-400/10Т, ЭА-400/10У, ОЗЛ-8, ОЗЛ-12, Л-39 и ЭА-606/10. Полученные швы не предполагают дальнейшего теплового воздействия, остается только кислотная устойчивость «в чистом виде».
- для стальных деталей с необходимым отпуском в конце сварки, нужны электроды типа ЭА-989/21, которые дают возможности выполнить швы, стойки к МКК до и после рабочего процесса.
- Для работы в азотной кислоте применяются наконечники типа Э-08Х19Н10Г2Б, из них — марок ЦТ-15 и ЗИО-3.
- Существуют специальные низкоуглеродистые кислотостойкие стали с низкой до 0,03% долей углерода с высокой пластичностью сплава, для них предназначены расходники типов Э-04Х20Н9 и Э-02Х20Н14Г2М2.
Свойства нержавейки
Нержавейка имеет низкий коэффициент проводимости тепла. Поэтому во время сварных работ требуется прогрев локальной области для формирования равномерного шва. Чтобы добиться требуемых технических характеристик, нужно на сварочном аппарате устанавливать токи большой величины.
Чтобы не допустить перегрева или окалин, требуется при стыковке деталей делать увеличенный зазор, чем в случае сваривания стальных заготовок. Шов воспринимает значительные деформационные нагрузки в процессе остывания, за счёт чего основные конструктивные элементы сохраняют геометрию.
Электрод для сварки со специально подобранным составом под конкретные сплавы позволяет избегать перегрева основного стержня. То есть сопротивление металлов примерно совпадает, за счёт чего процесс перегрева отсутствует.
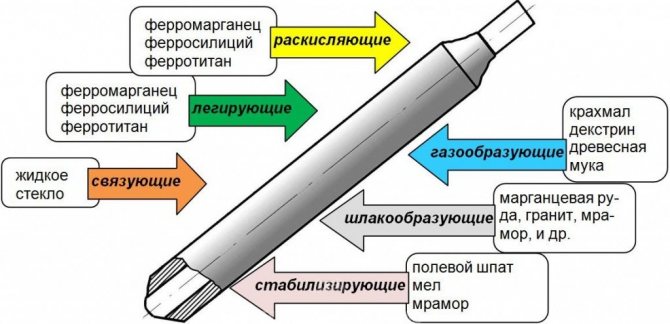
Покрытие электродов
Все электроды делятся на покрытые и непокрытые. Последние применяются только в работе с аргоном. Основная же часть расходников имеет покрытия, которые подразделяются в зависимости от назначения. В них нужно разбираться, потому что знание главных свойств основных покрытий поможет решить главный вопрос — какими электродами варить нержавейку.
Вот самые распространенные покрытия электродов по нержавейке:
- рутиловые;
- основные;
- с высоким уровнем наплавки;
- специальные для гравитационной сварки и сварки на спуск.
Распространенные покрытия электродов.
Марки популярных и качественных электродов с основным и рутиловым покрытиями по нержавейке:
- ОК 63.30. Отличные свойства и характеристики: мало брызг, дуга постоянная, металл переносится капельным способом, дает очень качественный шов. Положения могут быть любыми, но лучше – нижнее из-за высокой текучести шлака.
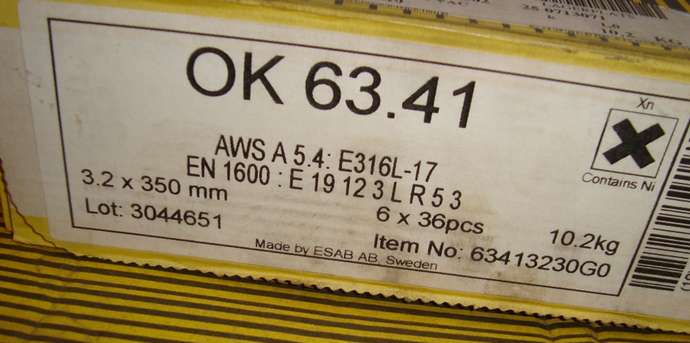
- ОК 63.41. Расходник с высокой наплавкой и металлическим порошком в обмазке, очень высокая производительность работ. Покрытие не перегревается, получаются швы большей длины — не тратится время на смену материала. Лучше работают с диаметром больше 3-х мм, они удобнее для опоры на покрытие.
- ОК 61.35. Расходник с основным покрытием, применяется во всех положениях, на постоянном токе.
- ОК 67.72. Это электроды из нержавеющей стали, работают на сварке разнородных сталей, гравитационной сварке. В составе покрытия – легирующие элементы.
- ОК 63.34. Работает для сварки на спуск. Имеет улучшенное шлакоотделение.
- ОК 63.20. Специальное покрытие для сварки точками, прекрасно работают в сварке труб и тонкой стали.
Необходимое оборудование
Для качественного осуществления процесса сварки нержавеющей стали следует подготовить оборудование, в перечень которого включаются:
- инверторный источник сварочного тока, соответствующий требованиям, предъявляемым к аппаратам, с помощью которых происходит сварка нержавеющей стали;
- сварочные кабели для подачи сварочного тока в зону сварки (кабель электродержателя и кабель «массы») достаточной длины, чтобы избежать перекручиваний и перекрещиваний с целью исключения нарушения изоляции кабеля;
- кабель подключения инвертора в электрическую сеть в зависимости от используемого напряжения;
- присадочные материалы (электроды той марки, которые соответствуют сварке конкретного класса нержавеющей стали, при необходимости баллон с защитным газом и шланги для подачи газа в сварочную зону, а также газовая горелка);
- болгарка и круги к ней для работы именно с нержавеющей сталью;
- щетка по металлу, также предназначенная для работы с нержавеющей сталью;
- приспособления для соединения деталей при осуществлении сварки и качественного их закрепления;
- сварочный стол.
Кроме того, требуется также и защитное оборудование, к которому относятся:
- защитный костюм либо иная одежда, которая сможет защитить сварщика от воздействия высоких температур и попадания на кожу расплавленных капелек металла;
- краги или перчатки, защищающие руки от воздействия высоких температур на кожные покровы и снижающие риск поражения электрическим током;
- маска с темным стеклом или самозатемняющаяся маска для защиты органов зрения от получения электротравмы.
Советы бывалых, экспертное ассорти
Важные советы по сварке нержавеющей стали:
- Пресловутая МКК – межкристаллитная коррозия, которую все опасаются и о которой много говорят, появляется только при температурном режиме выше 500°С. Контролировать и принимать профилактические меры против МКК нецелесообразно, если температура не достигает этого уровня.
- За температурой нужно следить всегда и очень внимательно: в диапазоне от 350°С до 500°С пластичность нержавеющих сплавов значительно снижается, а это ведет к повышенной хрупкости металла. Поменьше махать молотком, руками и любыми другими предметами при такой температуре!
- Не лениться предварительно нагревать заготовки до самых высоких температур до 1200°С с последующим самостоятельным охлаждением не менее трех часов. Так вы повысите качество стали.
- Спешить никогда не нужно, но сварку нержавейки электродами следует проводить по возможности быстро: нержавейка не любит длительного нагрева. Лучше уж варить слоями с охлаждением каждого слоя до 100°С перед каждым следующим.
- Идеальные прихватки всегда длинные. По крайней мере, стараться делать расстояние между прихватками заготовок минимальным, до нанесения основного слоя.
- Выбор правильного электрода ничуть не менее важен, чем выбор аппарата или режима сварки. Стало быть, уделять электродам внимания тоже не меньше.
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
Достаточно высокий коэффициент линейного расширения
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Низкая теплопроводность
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
Межкристаллитная коррозия
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.
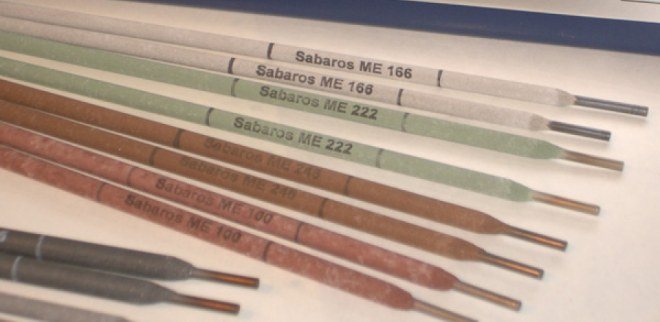
Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Выводы
Чтобы решить неслабую техническую задачу – качественно сварить металл, который по определению плохо варится, нужно выбрать правильную технологию, а если точнее – правильные электроды. У нас их огромный выбор – на любой вкус и цвет. Но мы точно знаем, что варим и зачем варим, поэтому будем выбирать с умом и грамотным расчетом.
Даже дома можно варить высококачественные стали – это всего лишь сварка нержавейки инвертором. Главное – помнить общие принципы, контролировать температурный режим и иметь твердую руку.
Желаем интересных задач, качественного металла и правильных людей рядом.
P.S. А в паспорт любого электрода все-таки заглядываем… И читаем. На всякий случай.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
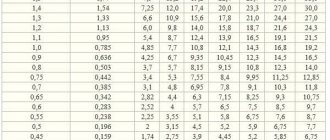
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
| 1.5 | 40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.