Сварка алюминия затруднена многими факторами (в первую очередь его характеристиками), но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов. Сам алюминий и его сплавы отличаются поистине уникальными свойствами: небольшим удельным весом, высокой электро-, а также теплопроводностью, устойчивостью к механическим нагрузкам.
Процесс сварки алюминия
Чем объясняется плохая свариваемость алюминия
Сложности и особенности сварки алюминия и его сплавов объясняются целым рядом уникальных свойств этого металла.
- Основная трудность тепловой обработки алюминия состоит в том, что поверхность данного металла всегда покрыта окисной пленкой, которая отличается очень высокой температурой плавления – 20440 (сам металл плавится при значительно более низкой температуре – 660 градусов).
- Капли расплавленного алюминия, которые образуются в сварной зоне, моментально покрываются тугоплавкой окисной пленкой, которая препятствует формированию сплошного шва. Это определяет некоторые особенности сварки алюминия: сварную зону надежно защищают от взаимодействия с окружающим воздухом, для чего используется газ аргон.
- В расплавленном состоянии алюминий обладает высокой текучестью, что серьезно затрудняет процесс формирования сварочной ванны. Именно поэтому технология сварки алюминия предполагает использование специальных теплоотводящих подкладок.
- В составе алюминия содержится растворенный водород, который при застывании расплавленного металла стремится выйти наружу. Это способствует образованию в шве пор, а также кристаллизационных трещин. Кроме того, сплавы данного металла характеризуются повышенным содержанием в них кремния, что также способствует образованию трещин, возникающих при охлаждении деталей.

Трещина в сварном шве, возникшая в результате нарушения технологии работ
- Алюминий обладает приличным коэффициентом линейного расширения. По этой причине происходит значительная усадка металла при его застывании, что ведет к серьезным деформациям соединяемых деталей.
- Сварка алюминия и его сплавов осуществляется на высоких значениях сварочного тока. Это объясняется тем, что данный металл отличается высокой теплопроводностью. Примечательно, что при сварке стали (а у нее температура плавления выше, чем у алюминия) используются токи меньшей силы (в 1,2–1,5 раза).
- Сварка деталей из данного металла (особенно сварка алюминия в домашних условиях) часто затруднена и тем, что точную марку сплава, из которого изготовлены соединяемые детали, определить очень сложно. Это серьезно осложняет выбор режимов сварки и используемых для ее выполнения методов.
Марки алюминиевых сплавов, наиболее применяемые для сварки
Сплавы алюминия классифицируются на две группы: термически упрочняемые и, соответственно, термически не упрочняемые. Среди термически не упрочняемых марок для сварки применяются алюминиево-магниевые сплавы марок АМг. Их химический состав соответствует ГОСТ 4784, а сортамент листов — ГОСТ 1946. См. таблицу:
Марка
| Основные элементы, % | Примеси, % | |||||||
| Mg | Mn | V | Si | Ti | Be | Cu | Zn | |
| АМг | 2,0-2,8 | 0,15-0,4* | — | 0,4 | — | — | 0,4 | 0,1 |
| АМг3 | 3,2-3,8 | 0,3-0,6 | — | 0,5-0,8 | — | — | 0,5 | 0,05 |
| АМг5п | 4,7-5,7 | 0,2-0,6 | — | 0,4 | — | — | 0,4 | 0,2 |
| АМг5н | 4,8-5,5 | 0,3-0,6 | 0,02-0,2 | 0,5 | — | — | 0,5 | 0,05 |
| АМг6м | 5,8-6,8 | 0,5-0,8 | — | 0,4 | 0,02-0,1 | 0,0001-0,005 | 0,4 | 0,1 |
| АМг6т | 6,0 | По ТУ ОП38-56 | — | — | — | — | — | |
| Обозначения: п-полунагартованные; м-отожжённые; н-нагартованные; т-закалённые и подверженные естественному старению. * или хром в таком же соотношении | ||||||||
С увеличением процентного содержания магния до 7%, свариваемость металлов ухудшается. При содержании магния до 3% увеличивается риск образования трещин, но сварной шов становится более плотным.
Для уменьшения количества пор в сварном шве выбирают присадочную проволоку, в которой содержание магния выше, чем в свариваемом металле. Благодаря этому, пористость шва снижается.
Для сварки высокопрочных конструкций применяются термически обрабатываемые алюминиевые сплавы — дюрали. Марки дюралей Д1, Д16 и Д19 широко используются при сварке плавлением. Сплав Д20 относится к удовлетворительной группе свариваемости сталей.
Магниево-алюминиевые сплавы с содержанием алюминия до 11% удовлетворительно свариваются при сварке плавлением. А при таком способе сварки, как контактная сварка, свариваемость этих металлов хорошая.
Какие методы применяют для сварки алюминия
Для сварки алюминия могут использоваться разные методы, предполагающие применение различных материалов и оборудования, специальных средств для защиты сварочной зоны (инертные газы и флюсы).
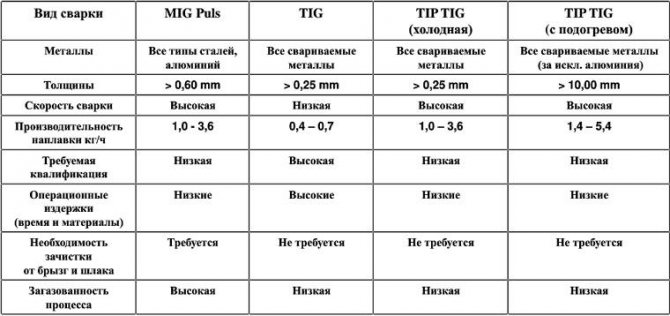
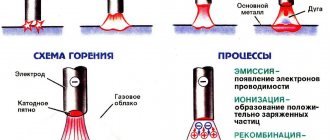
Сравнительная оценка типов сварки (нажмите, чтобы увеличить)
Среди методов выполнения сварки алюминия и в домашних, и в производственных условиях наибольшее распространение получили следующие:
- сварка, осуществляемая в среде инертных газов, для выполнения которой используется вольфрамовый электрод (AC TIG);
- полуавтоматическая сварка, также проходящая в среде защитных газов, для выполнения которой используется специальная проволока, подаваемая в автоматизированном режиме (DC MIG);
- сварка, при которой применяются электроды, покрытые специальным составом (MMA).
Задавая себе вопрос о том, как варить алюминий, чтобы получить надежное соединение, важно понимать, что для этого необходимо разрушить оксидную пленку, формирующуюся на поверхности металла. Чтобы решить эту задачу, для сварки применяют постоянный ток, а полярность устанавливают обратную. В данном случае добиваются эффекта катодного распыления, с помощью которого и удается разрушить такую тугоплавкую пленку.
Сваривать алюминий постоянным током, используя прямую полярность, не получается: в таких условиях не создается эффекта катодного распыления.
Как осуществляется подготовка металла к сварке
Вне зависимости от того, в каких условиях свариваются детали из алюминия – производственных или домашних, необходимо тщательно подготовить кромки этих деталей. Такая подготовка заключается в следующем.
- Поверхности деталей, которые предстоит сваривать (а также присадочный материал) очищаются от грязи, масла и жира. Чтобы обезжирить поверхности, их обрабатывают уайт-спиритом, ацетоном, авиационным бензином и любым другим растворителем.
- К подготовке относится и разделка кромок свариваемых деталей, которую выполняют, если в этом есть необходимость. Если сварку деталей из данного металла проводят не с помощью покрытых электродов, то разделку кромок следует производить при толщине соединяемых деталей, превышающей 4 мм. Если же для сварки применяются электроды, то разделку кромок выполняют, когда толщина деталей превышает 20 мм. Если сваривать предстоит алюминиевые листы толщиной, не превышающей 1,5 мм, то их торцы отбортовывают перед выполнением соединения.
- С поверхности деталей из данного металла перед выполнением их сварки необходимо удалить оксидную пленку. Для такой процедуры используется напильник или щетка с ворсинками из нержавеющей стали, с помощью которых с кромок соединяемых заготовок (на ширине 25–30 мм) удаляется оксидная пленка.

Обработка места сварки проникающим составом с целью выявления дефектов и определения места наложения шва
Нередко, когда выполняется сварка алюминия в домашних условиях, для удаления окисной пленки используют химические средства: каустическую соду, бензин. Если кромки соединяемых деталей обрабатываются каустической содой, после такой обработки необходимо промыть их проточной водой.
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).

Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
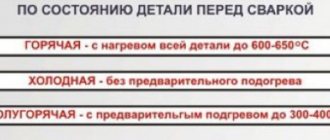
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Следует также учитывать, что при сварке алюминия электродом не совершаются поперечные колебания.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Начало и окончание шва
При газоэлектрической сварке нередко приходится уделять особое внимание началу шва и его окончанию. В начале сварного шва всегда имеется участок выхода на стационарный режим сварки, где некоторые параметры свайки и сварного шва еще не достигли своего оптимального или расчетного значения, а значит, и качество сварного соединения не отвечает заданному. При окончании шва также есть участок, где незаверенный или плохо заваренный кратер представляет собой дефект, устранить который повторным переплавлением невозможно.
Следовательно, во всех случаях по возможности нужно предусматривать вывод начала и окончания шва за пределы сварного соединения на специальные технологические планки. Планки для начала и окончания шва приваривают к собранным под сварку деталям полуавтоматической или ручной сваркой. Они должны иметь ту же разделку, что и свариваемые детали. Зазор между планкой и деталью не должен превышать 0,3—0,5 мм. Если начало и окончание шва вывести за пределы сварного соединения невозможно (кольцевые и круговые швы; непредвиденные остановки), то необходимо заранее предусмотреть способы устранения дефектов в начале и в конце шва. При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
Окончание сварки необходимо осуществлять так, чтобы избежать появления кратера. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. Для заварки кратера при автоматической сварке неплавящимся электродом требуется, как правило, специальное устройство в схеме управления сварочным током. Известны, например, резисторные, тиратронные, тиристорные и другие схемы плавного уменьшения сварочного тока.
При сварке плавящимся электродом начало и окончание шва, не выведенные на технологические планки, должны быть удалены и повторно переплавлены.
Сварка с применением защитного газа
Сварка алюминия, которая предполагает применение защитного газа, может считаться наиболее распространенной технологией. Она позволяет получать соединения, отличающиеся высокой надежностью, прочностью и эстетичностью.

Прутки алюминиевые (присадочные) для сварки
Основными расходными материалами сварки по данной технологии являются вольфрамовые электроды (Ø 1,6–5 мм) и прутки (Ø 1,6–4 мм), используемые в качестве присадки. Защитными газами могут быть гелий или аргон, отличающиеся высокой чистотой.
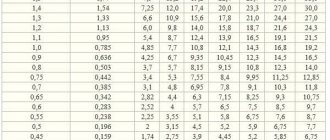
Эффективное разрушение оксидной пленки, обязательно присутствующей на поверхности соединяемых заготовок, обеспечивается посредством запитывания сварочной дуги от источника, выдающего переменный ток. Все режимы сварочного процесса, которые зависят от типа выполняемого соединения и толщины соединяемых деталей, подбираются по специальным таблицам. К таким режимам, в частности, относятся диаметр вольфрамового электрода, а также присадочного прутка, величина силы сварочного тока, значение скорости, с которой подается защитный газ.

Ориентировочные параметры сварки при работе с аргоном
Имея соответствующее оборудование и расходные материалы, сварку по данной технологии можно с успехом выполнять и в домашних условиях, получая с ее помощью качественные, красивые и надежные соединения. Чтобы научиться выполнять сварку в среде защитных газов своими руками, можно посмотреть обучающее видео и запомнить нескольких несложных правил ее выполнения.
- Между вольфрамовым электродом и горизонтальной поверхностью соединяемых деталей следует выдерживать угол, равный 70–80 градусов.
- Угол между вольфрамовым электродом и присадочным прутком должен составлять порядка 90 градусов.
- Длина дуги должна находиться в интервале 1,5–2,5 мм.
- При формировании шва первым двигается присадочный пруток и только за ним горелка (так обеспечивается эффективная защита сварного шва).
- Подача присадочного прутка в зону сварки осуществляется так, как будто вы держите в руках кисть, которой рисуете картину. Кончик присадочного прутка подводят к краю сварочной ванны, касаясь ее, а затем отводят назад и вверх. Поперечные движения электродом и присадочным прутком, что важно, совершать не рекомендуется. Очень хорошо можно изучить данный процесс, используя соответствующее видео.
- Чтобы исключить перегрев соединяемых деталей и прожог тонких листов, а также обеспечить быстрый отвод тепла из зоны сварки, под них помещают стальную или медную подкладку, выполняющую роль радиатора.
- Подача защитного газа в зону сварки включается за несколько секунд до начала ее выполнения (3–5), а выключают подачу спустя некоторое время (5–7 секунд) после обрыва дуги.
Выполняя сварку деталей из алюминия в среде защитных газов, необходимо очень тщательно следить за такими параметрами процесса, как скорость сварки и расход газа, так как они оказывают серьезное влияние на качество формируемого шва. При слишком большом расходе газа, например, в зону сварки будет засасываться воздух, что ухудшит ее защиту. Эффективная защита зоны сварки также не будет обеспечена в том случае, если расход газа слишком маленький, а скорость выполнения соединения слишком высока.
Очевидно, что при наличии соответствующего оборудования и навыков выполнения подобных работ вполне можно выполнять сварку деталей из алюминия своими руками по данной технологии в условиях домашней мастерской или гаража.
Особенности техники безопасности
Важно помнить, что контактная и любая другая сварка алюминия является тяжелым и ответственным процессом. Она должна не только выполняться правильно, но и безопасно для жизни, иначе можно сильно навредить себе и другим окружающим людям. Чтобы этого избежать необходимо во время сварки выполнять технику безопасности, которая обеспечит максимальную защиту исполнителю.
К важным рекомендациям защиты стоит отнести:
- обязательно во время проведения сварочного процесса нужно использовать защитные средства — маска, рукавицы, прорезиненная обувь, асбестовое или брезентовое полотно, листовое полотно. Данные элементы должны применяться в обязательном порядке независимо от того будь это сварка простой алюминиевой рамы велосипеда или тяжелых конструкций;
- все элементы электрической цепи необходимо полностью изолировать;
- ни в коем случае не стоит проводить сварочные работы в помещениях с наличием легковоспламеняющимися предметами;
- в комнате должна быть вентиляция, она поможет предотвратить отравление газами.
Сварка алюминия — это ответственная и тяжелая задача, которая требует высокой внимательности. Успешность ее выполнения зависит от точного и строгого соблюдения всех норма и правил. Важно знать основные сложности, которые могут привести к ухудшению качества сварного шва. Но полезные рекомендации помогут быстро их устранить, не ухудшая прочности металла.
Также любой способ сварки алюминия требует наличия специального оборудования и расходного материала, который позволит провести сваривание качественно и правильно.