Подготовка к использованию сварочного аппарата
Перед тем как пользоваться сварочным аппаратом, следует тщательно выполнить действия, предназначенные для подготовки к работе с данным оборудованием.
Что нужно знать начинающему сварщику о резке металла обычными электродами?

Обязательные действия по подготовке сварочного аппарата перед использованием:
- Требуется поместить оборудование на рабочую поверхность. Важно, чтобы сварочный аппарат находился на расстоянии не менее двух метров от стен или других предметов, находящихся в помещении.
- Стоит проверить подключение кабеля заземления, а также кабеля сварочного аппарата.
- Требуется подобрать электроды. Обычно используются электроды размером 2-5 миллиметров. Размер индивидуален, и все зависит от толщины металла, который предстоит варить.
- Далее следует вставить сварочный ток. Данный процесс определяется путем анализа толщины подобранного электрода, а также плотности деталей, которые подвергнутся сварке.
- Если электричества недостаточно для образования дуги, то нужно увеличить подачу тока. Однако стоит делать это аккуратно, так как при перенасыщенности током может возникнуть залипание электродов.
- Далее следует подготовить детали, которые будут участвовать в процессе сварки. Для этого требуется деталь зажать в тисках.
Стоит учитывать, что кратковременное соприкосновение с металлической деталью образует дугу. Возникшую дугу довольно непросто удержать. Важно знать, что если существует большой или же, наоборот, маленький зазор между электродом и поверхностью свариваемой детали, то она сразу гаснет. Поэтому перед тем, как пользоваться сварочным аппаратом, рекомендуется обязательно изучить основные моменты мероприятия. Для процесса варки также требуется правильно установить силу тока, опираясь на подобранный электрод. Такие параметры не идентичны и подбираются индивидуально для каждого вида металла.
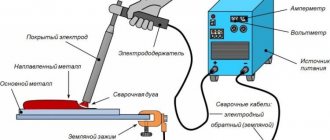
На следующем этапе следует электрод поставить в спецдержак, а клемму массы установить в область поверхности свариваемой детали. Необходимо добиться образования дуги, после чего произойдет движение электродов, расплавляющих металл.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Резка металла сварочным инвертором
Дуговая резка металлов является начальным этапом развития технологии. Практическое применение таковой, несмотря на популяризацию и целесообразность использования плазменной резки, и по сегодняшний день распространено, как в бытовых условиях, так и промышленных масштабах. В процессе дуговой резки металлов используют: металлические плавящиеся электроды, угольные электроды, не плавящиеся вольфрамовые электроды.
Эта технология носит несколько схожий характер со сваркой металла. Единственным исключением является необходимость воздействия на металл большей силы тока. Резка металла требует подбора силы тока на 30%, а в некоторых случаях и 40% больше от того, что использовался при сварке того же металла. Под воздействием более мощной дуги тока, металл начинает проплавляться. Где зажигают электрическую дугу? В качестве такого места принято использовать начало реза на внешней (верхней) кромке.
Козырек покрытия электрода: предназначение
Козырек покрытия электрода несет не только техническое значение, но и практическое. Что касается практического? В данном случае он используется в качестве выталкивающего элемента расплавленного металла. Что до технического, то именно козырек покрытия электрода является изолятором.
Режимы резки плавящимся электродом
В качестве материала может выступать низкоуглеродистая сталь толщиной в 6 мм, 12 мм, 25 мм, отталкиваясь от толщины которой, мы определяем диаметр электрода и режим резки. Используя электрод толщиной в 2,5 мм, режим резки устанавливаем в 140 Ампер и скорость работы – 12,3м/ч, 7,2м/ч и 2,1м/ч соответственно. По мере использования более толстого электрода, например 3 мм и 4 мм, увеличивается необходимая сила тока, а также скорость работы относительно обрабатываемого металла.
Резка угольным электродом
Данный вид резки является востребованным и целесообразным в тех случаях, когда не берутся во внимание качество и ширина образовавшегося реза. Посредством угольного электрода можно обрабатывать чугун, а также цветные металлы. С помощью угольного электрода можно резать сталь толщиной в 6 мм, 10 мм и 16 мм. Во всех случаях используется электрод толщиной в 10 мм, а сила тока – 400 Ампер.
Недостатки дуговой резки металлов перед плазменной резкой
Самый основной недостаток – низкая производительность относительно выполненных работ. Скорость резки металлическим электродом оставляет желать лучшего. Вторым и не менее весомым недостатком является низкое качество реза, что делает данный метод практически неприменимым там, где нужно точно выдерживать разметку. Высокая сила тока дуги обязательно оставит на заготовке видимые неровности, а также затвердевшие натекания с обратной стороны. Если же говорить об основных преимуществах плазменной резки, то целесообразность ее использования выходит на первый план в процессе создания точных пропорциональных металлоконструкций. Основные ее преимущества заключаются в следующем:
- скорости выполнения работ;
- возможности обработки любого металла или же сплава;
- просто в необходимости придания определенной формы или фигуры на основании обрабатываемого металла или вне его;
- высокой чистоте реза;
- отсутствии натеканий.
- актическая реализация вышеупомянутых преимуществ напрямую зависит от правильности выбранного режима, а точнее соответствия выполняемых работ относительно обрабатываемого металла. Сюда можно отнести:
- свойства металла;
- его толщину;
- скорость и температуру на момент разреза;
- скорость практической реализации разреза.
Соблюдение вышеперечисленного позволит добиться точного и качественного результата с учетом самых кратчайших сроков выполнения работ.
«Rezonver Hybrid». Функционал, преимущества
Сварочный аппарат «Rezonver Hybrid» – искусство ручной дугой сварки и воздушно-плазменной резки под европейские стандарты качества в компактном корпусе. Именно габариты и вес сварочного аппарата являются первым преимуществом, которое выводит «Rezonver Hybrid» на одну из первых конкурирующих позиций. Только представьте! Вес всего в 3,5 кг, что поистине в 10 раз легче, чем два отдельных аппарата MMA и CUT.
Стоит отметить, что данный инверторный сварочный аппарат 200 ампер использует для сварки металла, а 30 Ампер – резки металла. Сварочный аппарат «Rezonver Hybrid» готов предоставить своему владельцу 98% КПД, а также в процессе использования показать производительность на 13% выше, чем у других аппаратов. Согласитесь! Показатели заставляют задуматься над покупкой.
Все преимущества данного сварочного аппарата заключаются в его качестве. Сама же силовая группа «Rezonver Hybrid» не снашивается с течением времени и объемом выполненных работ. Таким образом, резка металла сварочным инвертором имеет наивысшую целесообразность.
Аппарат полностью защищен от скачков напряжения и возможных коротких замыканий. Использовать таковой можно даже при низком напряжении в 160 В. Практическая реализация инновационных технологий в компактном корпусе исключает образование электромагнитных помех. Результатом достижения такового стало применение резонансного высокочастотного инвертора нового поколения. Никакие другие бытовые сварочные аппараты инверторного типа не имеют такового резонансного контура. Собственно его интеграция в цепь позволяет добиться практически идеального результата в самые кратчайшие сроки, не смотря на плотность обрабатываемого металла.
Данный аппарат (в режиме резки) легко справляется с любым видом стали, невзирая на ее состав, плотность или же толщину. К таковым можно отнести высокоуглеродистые и легированные стали. Резка алюминия и меди выполняется в считанные минуты.
Аппарат «Rezonver Hybrid» нашел свое активное, и более того оправданное применение, в бытовых условиях, а также промышленных масштабах, о чем свидетельствует высококачественная силовая группа.
rezonver.com
Инструкция по сварке
Прямая и обратная полярность при сварке инвертором
Рассмотрим полярность при сварке инвертором. При соединении на постоянном токе, движение электронов постоянное, что уменьшает разбрызгивание расплавленного металла. Шов получается качественным и аккуратным.
READ Измельчитель Bosch mmr 08a1 разобрать двигатель
На аппарате имеется выбор полярности. Что такое полярность — это направление движения электронов в зависимости от подключения кабелей к разъемам оборудования.
- Обратная полярность при сварке инвертором — минус на заготовке, плюс на электроде. Ток течет от минуса к плюсу (от заготовки на электрод). Электрод нагревается сильнее. Применяется для сварки тонких металлов, уменьшен риск прожога.
- Прямая полярность — минус на электроде, плюс на заготовке. Ток движется от электрода к заготовке. Металл греется больше электрода. Применяется для сварки толстых металлов от 3 мм и резке инвертором.
На пачке с электродами указывается полярность, эта инструкция поможет правильно подсоединить провода к оборудованию.
Сварка трубопровода
Работа по свариванию элементов трубопровода – скрупулезная, поэтому выполняет ее только опытный мастер. От качества сварки будет зависеть прочность, надежность и долгота эксплуатации металлоконструкции. Перед сваркой необходимо подготовить металлические трубы. На металлоизделия наносят разметку, чтобы досконально подогнать их друг к другу. Затем снимают фаску (2-3 мм). Непосредственно перед началом сварки поверхности труб нужно состыковать, оставляя небольшой зазор между ними – для будущего шва. Во время проварки мастер следит, чтобы не образовались поры и все элементы плотно приварились друг к другу без сдвигов. В завершении поверхности металлических труб очищаются от пор и зачищаются до гладкости и блеска. В идеально сваренном трубопроводе нет ни намека на шероховатости, канавки, и прочие дефекты.
Как научиться пользоваться сварочным аппаратом?
Управлять техникой несложно, главное, выполнить все требования по эксплуатации, которые легко найти в инструкции. После того, как все тщательно подготовлено, можно приступать к варке металла.
Чтобы правильно варить металл, рекомендуется соблюдать следующий алгоритм действий:
- Для начала на деталь, которая предназначена для сваривания, устанавливается заземление.
- Далее подбирается сварной ток, который будет соответствовать диметру нужного электрода.
- После выполнения двух выше описанных действий можно приступать к процессу сварки.
Оборудование, экипировка, техника безопасности
Техника безопасности. Сварочное производство связано с электрическим напряжением, в простонародье — ток. Ток невидим, но способен поразить человека до летального исхода.
Проверяем сварочные кабеля на исправность и подсоединяем к инверторному оборудованию. Обратный кабель с прищепкой на металл к минусовому разъему. Кабель с электрододержателем к разъему Электрод вставляем в электрододержатель.
При подключении аппарата к сети визуально оцениваем токонесущие кабеля на исправность. Убедились в исправности кабелей, включаем вилку в розетку и тумблер на приборе, предварительно установив регулятор тока в наименьшее значение. Если вентилятор охлаждения заработал ровно, без треска и шума, значит все хорошо.
Вес металла. При соединении тяжелых конструкций, соблюдайте меры предосторожности. Многотонные изделия при обрушении могут привести к летальному исходу или инвалидности.
Экипировка. Сварочное производство связано с высокой температурой. Сварщик должен иметь:
Можно ли резать сварочным инвертором?
- холщовые рукавицы (краги);
- робу (специальный костюм);
- маску со светофильтром;
- респиратор для работы в замкнутых пространствах;
- ботинки на резиновой подошве.
Краги применяются при сварке на высотах, когда руки поднимаются вверх, а рукавицы в остальных случаях.
- сварочный аппарат;
- молоток;
- щетка;
- электроды.
Электроды подбираются под металл (углеродность, добавки) и по диаметру, от толщины металла и технических характеристик инвертора.
Сварочные работы по ремонту спецтехники
К спецтехнике относятся различные транспортные средства, применяемые в строительных, дорожных работах – это подъемные краны, экскаваторы, бульдозеры, погрузчики, и прочее. Изначально эта техника делается прочной и износоустойчивой, но из-за активной эксплуатации в сложных условиях даже она выходит из строя. Среди прочих ремонтных мероприятий спецтехнику чинят сварочными работами. Они нужны, если в оборудовании есть изломы или трещины, если необходимо подкорректировать дефект в сварочных швах или когда необходимо приварить новый элемент к конструкции. Сварочные работы бывают электрическими или газовыми. Место работы тоже может быть разным – это либо сварка на месте работы техники, или работа с определенными её элементами в специальных сварочных мастерских.

Как работать сварочным аппаратом ресанта
Вы купили сварочный аппарат и желаете освоить сварку инвертором для начинающих.
Трудностей бояться не стоит! Инверторный аппарат прост в обращении, любой человек без опыта и знаний сможет в короткие сроки овладеть процессом сварки.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Этапы производства конструкций с помощью сварки
Изучение чертежей — мы готовы работать по Вашим эскизам или заняться их разработкой с нуля; Подготовка материала — работаем только с высококачественной сталью: углеродистой и легированной; Сварочные работы — непосредственно сам процесс соединения деталей; Тестирование — испытание конструкции или изделия на прочность.

Принцип работы
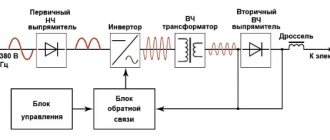
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
READ Можно ли резать машину
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Сварка металлоконструкций
Сварка металлических конструкций позволяет прочно соединить любое количество элементов разной конфигурации. Металлические детали сваривают друг с другом при помощи двух источников энергии – электричеством или газом. Оба типа сварки (газовая и электрическая дуга) мастер может осуществлять вручную и с использованием автоматического или полуавтоматического управления потоков энергии. В ручной сварке швы на изделиях формируют руками в процессе работа – поэтому допускают к сварочным работам только опытных мастеров.

Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как резать металл электросваркой
Для резки металла сварочным инвертором понадобятся сам инвертор, электроды, молоток и средства индивидуальной защиты. Как организовать процесс. далее.
Металл для строительных, ремонтных и хозяйственных работ применяется практически повсеместно. Поэтому потребность в разнообразных сварочных работах, а также способах подготовки и резки металла постоянно увеличивается. Неудивительно, что вопрос как резать металл сварочным инвертором, достаточно часто задается на специализированных форумах и сайтах, а также частенько встречается на практике.
Виды сварочных работ, которые готова предложить наша компания
Аргонная сварка — данный вид работ применяется, когда необходим неразъемный сварной шов, совмещает в себе использование электрической дуги и газа; Газовая сварка — метод отличается долгим нагревом металлов, мощность удобно контролировать, в составе газосварки применяется горючий газ и кислород; Полуавтоматическая сварка — принцип работы полуавтоматом заключается в том, что защитный газ подается в зону сварки с электродной подвижной проволокой; Ручная дуговая сварка (MMA, РД, РДС) — в данном случае сварное соединение формируется при помощи электрической дуги, которая образуется между электродом и металлом; Сборочно-сварочные работы — сборка изделий перед сваркой по шаблонам, чертежам или первоначальной модели; Сварочно-ремонтные работы — необходимы при деформации конструкций и деталей из металла, помогают избежать крупных аварий; Сварочно-слесарные работы — комплексный вид работ, который включает в себя изготовление и установку изделий; Точечная (контактная) сварка — сущность метода заключается в соединении металлических частей двумя электродами.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Особенности электродуговой резки металла
Электродуговая резка обычно проводится вручную. Для работы рекомендуется использовать стальные электроды, имеющие толстое тугоплавкое покрытие, но могут также применяться вольфрамовые и угольные электроды.
Для данного метода резки металла не нужно иметь специальное оборудование. Работу можно вести в труднодоступных местах и в любом пространственном положении конструкции.
Однако при разделении металла электрической дугой не удаётся достичь высокого качества. Невозможно обеспечить ровность кромок деталей и в большом количестве имеется выделение шлака. Поэтому для дальнейшего использования полученных металлических частей необходима их механическая обработка. Производительность такого способа остаётся низкой.
Нужно уделять особое внимание технике безопасности. Сварщик должен быть тщательно защищен от попадания капель металла и шлака. Стоит предусмотреть, куда будет стекать расплавленный металл, чтобы избежать возгорания.
Необходимые инструменты и оборудование
Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.
READ Можно Ли Резать Силиконовый Коврик
Особенности сварки нестандартных изделий
Нестандартными металлическими конструкциями называют изделия, которые изготавливаются индивидуально по заранее согласованному эскизу. Это могут быть стеллажи для складских помещений, элементы подвесного потолка необычной конструкции, рекламные щиты, каркасы и элементы декора лестниц, пандусов, подиумов, изделия из металла для ландшафтного дизайна и интерьера. Сварочный процесс является частью формирования и обработки изделий такого типа. Но прежде, чем выполнять сложные соединения элементов между собой путем приваривания, мастер и заказчик сначала подготавливают эскиз будущей конструкции, делаются точные расчеты. А потом строго по чертежу специалисты варят и соединяют элементы изделия. Особенность такого процесса заключается в том, что работа выполняется не только механическая, но и творческая.

Этапы работ
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль косильной лески планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.
При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную косильной лески реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Сварочный инвертор для резки металла используется практически повсеместно. Это объясняется простотой и комфортом технологии применения, а также невысокой стоимостью и доступностью оборудования. Для работы на нем не требуется профессиональных навыков и образования.
Вместе с тем, опытные специалисты наверняка имеют собственные секреты качественной работы, которыми могут поделиться в комментариях к данной статье.
Sources:
https://crast.ru/instrumenty/kak-rabotat-svarochnym-apparatom-resanta https://wikimetall.ru/metalloobrabotka/kak-rezat-metall-svarochnyim-invertorom.html