Флюсы для алюминия
Пайка алюминия достаточно сложный технологический процесс. Помимо оксидной пленки на поверхности алюминия, процесс затруднён необходимостью воздействия более высоких температур, чем при пайке меди. Тем не менее, паять алюминий можно, поскольку для этих целей были разработаны специальные флюсы.
Основная задача флюса для низкотемпературной пайки алюминия, это растворение оксидной пленки, которая мешает нормальному растеканию припоя и соединению деталей. Для пайки алюминия применяются только активные флюсы, в составе которых имеется кислота. Абсолютно не подходит для этих целей канифоль, и другие, подобные ей, неактивные флюсы.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как правильно выбрать флюс
Например, для начинающих электронщиков отлично подойдет самая обычная канифоль. Она дешевая, не такая токсичная, да и поможет приобрести начальные азы ремесла. Так же подойдет для пайки проводов, особенно если вам нужно припаять не один десяток. Жидкая канифоль удобная в нанесении на многожильные провода. Она полностью обволакивает спаиваемые контакты.
Для радиолюбителей и начинающих электронщиков, можно попробовать жидкую канифоль и пастообразный флюс RMA233. Опционально можно добавить к этому ЛТИ-120, как усиленную версию канифоли.
Однако, если у вас уже есть паяльная станция (а это, как правило, и паяльник и фен), то нужно пробовать более профессиональные флюсы.

Так же если вам надо паять много проводов и DIP контактов, то жидкая канифоль или ФКЭТ — это очень хороший выбор. Во время пайки вы контролируете процесс и если что-то не пропаяется, то можете снова нанести флюс и пройтись паяльником. Не высокая цена, характер работы и массовость не оставляют конкурентов другим флюсам.

Если же пайка идет с трудом, то оцените место пайки и сечение проводов. Вполне возможно, что мощности вашего паяльника не хватает для прогрева. (мощность — это не только температура, а еще и площадь жала).
Канифольные спиртовые смеси малопригодны для тонкой работы и ремонта. Да, ими можно паять, но качество и скорость работы сильно ухудшаются. К тому же результат пайки выглядит не очень красиво. А в процессе работы наблюдается сильное кипение.
Если вы решили заниматься ремонтом и SMD пайкой, то лучше всего использовать пастообразные флюсы. Для таких работ хорошо подойдет RMA223 и ему подобные в ценовой категории. Таким флюсом можно паять и радиодетали, и разъемы (пайка SIM разъемов, micro USB) и шлейфа.
Для BGA пайки требования к флюсам намного выше остальных.
Специфика пайки очень сложная. Она занимает больше времени, навыков и средств. Вы не сможете проконтролировать результат пайки визуально. Единственный способ – это тестирование работы. А раз вы не можете проконтролировать визуально результат работы, то и прогнозировать гарантийный срок проще на кофейной гуще. Конечно можно «увидеть» результат пайки при помощи рентгеновских снимков, но это уже промышленное оборудование.
К тому же, очень трудно удалить остатки флюса с места пайки. Можно попытаться при помощи ультразвуковой ванны, однако если вы полностью не просушите плату горячим воздухом, то неизвестно как себя поведем чистящее средство (бензин или изопропил) в смеси с остатками пайки в мало воздушном пространстве. Поэтому к флюсам для этих работ предъявляется одно из главных требований – без необходимости очистки места пайки и в отсутствие электрического сопротивления.

И будет сложно понять, что именно послужило повторной поломке – сам чип, другая неисправность, механическое повреждение или же качество припоя.
Поэтому, лучше всего приобретайте для такой работы флюсы с хорошими отзывами. Да, такие флюсы могут стоить и по 2000 и по 8000 за 100 мл и даже за 50 мл, но это цена за высокое качество и гарантию от производителя. Например, флюс MARTIN или флюсы Interflux. Конечно, такими дорогими флюсами не стоит паять провода или простые конструкции, ремонты. Эти продукты позволяют исключить из большого списка вероятной повторной неисправности плохую пайку, сопротивление и коррозию.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Технологические приемы пайки
Паяльный жир
Основными технологическими приемами, используемыми в данном процессе, являются следующие:
- Обезжиривание рабочей поверхности чистой ветошью, смоченной в растворителе, ацетоне;
- Первичная чистка металлической щеткой или грубой наждачной крупнозернистой бумагой;
- Нанесение флюса на очищенную рабочую поверхность;
- Прогревание металла горелкой;
- Расплавление припоя под струей пламени горелки с образованием шва;
- Остывание и затвердение шва;
- Удаление с образовавшегося шва окалины и рыхлого окисла при помощи металлической щетки или наждачной бумаги.
На заметку. Для контроля температуры нагрева рабочей поверхности на нее кладут кусочек припоя. Если он начнет плавиться и превращаться в небольшую капельку в виде шарика, то, значит, металл прогрелся, и необходимо незамедлительно начинать его паять.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
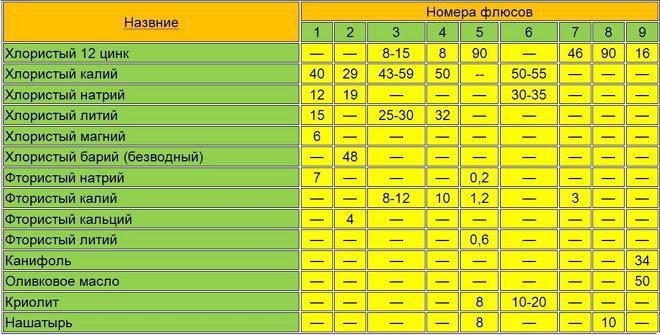
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.

Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Другие методы соединения меди и алюминия
Для соединения разнородных проводов, в данном случае, это медь и алюминий, существуют и другие методы, которые вполне себя оправдывают, что подтверждает многолетняя практика.
Метод опрессовки

При прокладке и монтаже электропроводки, появляется необходимость неразъёмного соединения медных и алюминиевых проводов опрессовкой с помощью гильз Источник samelectrik.ru
Метод пайки для соединения алюминиевых и медных проводов подходит далеко не всегда, и причины могут быть разными. Во-первых, у вас просто может не оказаться флюса, а соединение нужно сделать срочно. Во-вторых, может не оказаться возможности подключения к ≈220 V, в-третьих, может отсутствовать свободное пространство, чтобы подобраться паяльником. Например, в электрической распределительной коробке (дозе) все скрутки должны быть хорошо изолированы, но привычная всем тряпичная лента в данном случае не подходит, так как она пропускает кислород, который будет способствовать окислению алюминия и, как следствие, перегоранию скрутки. Поэтому одним из самых оптимальных вариантов изоляции в таких ситуациях будет гильза – фрагмент нужной длины, отрезанный от термоусадочной трубки.
Термоусадку на скрутку надевают так, чтобы она хотя бы по сантиметру захватывала изоляцию на одном и на другом проводе. Сначала гильзу надевают на один из проводов, затем делают плотную скрутку, передвигают термичку так, чтобы она получилась по центру, но при этом с двух сторон захватывала изоляцию. После этого остается только подогреть термоусадочную трубку, и она обожмет как изоляцию по двум сторонам, так и саму скрутку. Нагревают ее, как правило, обыкновенной горящей спичкой, а остывает гильза за 1-2 минуты. После этого доступ кислорода к соединению прекращается.
Клеммные колодки
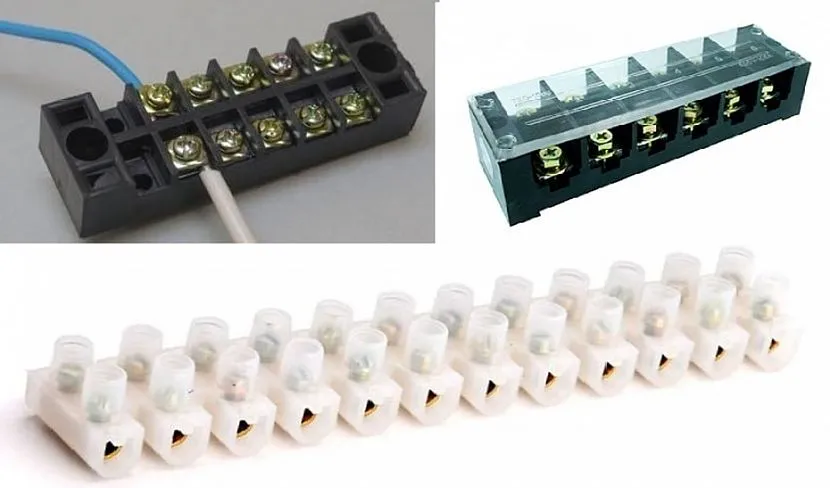
Один из самых распространенных способов соединения проводов — это клеммные колодки Источник elektroznatok.ru
Клеммные колодки или, как их называют электрики, клеммники, используются для соединения однородных и разнородных токопроводящих жил металлов. Для стыковки в пластиковой колодке используются болтовые или зажимные клеммы, которые обеспечивают стопроцентный контакт и полное отсутствие влияния окисления алюминия на медь. Между клеммами находится шунтирующая пластина из нейтрального металла (обычно, это луженая медь или латунь), на которую не влияет оксидная пленка. Самое основное в клеммной колодке – это хороший зажим обоих проводов, что является гарантией длительного эксплуатационного ресурса. Единственное противопоказание для такого соединения – это повышенная влажность воздуха. Если это происходит именно в таком помещении, то лучше использовать термоусадку.
Горелки для пайки алюминия
Нужно знать, как паять газовой горелкой. Если площадь деталей большая и не хватает мощности паяльника, используют горелку. Лучше применять газовую, т. к. пайка алюминия газовой горелкой обладает большими возможностями. Горелка быстро разогревает место соединения деталей почти до температуры плавления алюминия. Флюс с припоем наносится на соединение, разравнивается жалом паяльника и отвердевает. Место соединения нужно обязательно промыть от остатков паяльной кислоты или другого флюса.
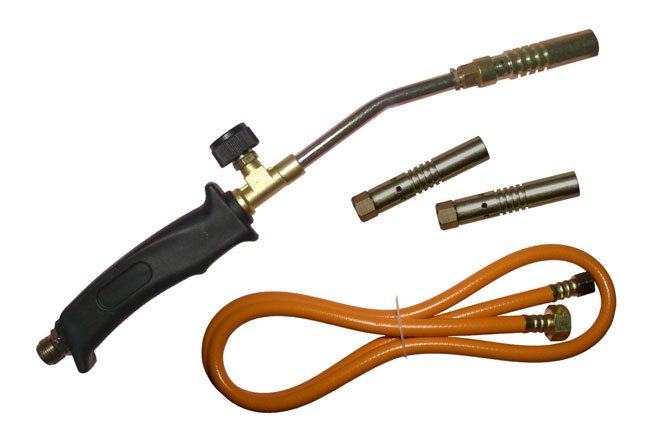
При работе с использованием горелок нужно соблюдать правила пожарной безопасности. Рядом не должны находиться горючие жидкости и материалы.
Что необходимо знать о флюсе
Флюс – это вещество, которое облегчает процесс пайки. Оно удаляет окислы до спаивания деталей и во время лужения. Из-за высоких температур пайки реакция окисления ускорятся, и оксидный слой появляется быстрее на спаиваемых поверхностях. Флюс уменьшает этот процесс, а также смачивает поверхность, благодаря чему появляется эффект «поверхностного натяжения», и припой легче распределяется.
Выбор паяльной станции, как и поиск необходимого флюса для работ напрямую зависит от того, какую именно вы преследуете цель.

Например, для радиолюбительства подойдут низкобюджетные материалы. А вот для ремонта необходимо использовать безотмывочные вещества, тем более если дело касается BGA пайки.
Основные функции и свойства

Перед пайкой на контактах присутствуют окислы. Так как контакты состоят из металла они окисляются в окружающей воздушной среде. Этот химический процесс протекает постоянно, если поверхность металла не защищена каким-либо слоем лака или иного изолятора от воздуха.
Чтобы надежно и качественно припаять контакты друг к другу их необходимо предварительно залудить припоем. С этого этапа начинается одна из главных и ключевых функций флюса.
Основные функции флюса:
- быстрое удаление окислов с контактов при пайке;
- создание поверхностного натяжения при нанесении припоя на поверхности пайки;
- дополнительная защита места припаянного контакта от окружающей среды (воздуха или попадания влаги, антикоррозийность).
Почему так важен правильный выбор паяльного флюса? При выборе флюсов важную роль играют его параметры и заявленные свойства.

Параметры и свойства:
- остаточные эффекты (нужно отмывать остатки флюса или нет);
- сопротивление (Ом);
- рабочая температура;
- форма вещества (пастообразная, жидкая или твердая);
- выбросы при работе;
- стоимость.
Как мы можем заметить, этих факторов очень много. Например, форма флюса играет важную роль при выполняемой работе. Жидкая канифоль намного практичнее твердой, если вам необходимо сделать пайку нескольких десятков проводов. А вот пастообразный флюс при тонкой работе выигрывает у всех. Он не сильно растекается, его удобно дозировать. Однако использовать подобный флюс для пайки проводов не стоит, это экономически не выгодно.
Требования к флюсам
Так как флюсы имеют разные химические составы и предназначение, то и требования к ним могут быть разные. Например, для безотмывочных флюсов категорически не приемлема кислота. В некоторых отраслях электроники, таких как системы безопасности, медицинская и военная техника главные параметры — это их устойчивость во время эксплуатации к различным внешним факторам. И качество пайки это один из факторов надежности устройства. Особенно, если это касается SMD компонентов и BGA микросхем.
Нюансы

Перед работой нужно заготовить металл для взаимодействия с флюсом. Без подготовки нет никакого смысла работать дальше. Не имеет значения, что вы используете – флюс, контактную сварку или газ — подготовка очень важна.
Для того, чтобы обезжирить алюминий, нужна ткань без ворса и растворитель. Для чистки металла перед пайкой нужно подготовить инструменты: болгарка, наждачка, шлиф машинка.
Если вы используете болгарку, то также пользуйтесь абразивными кругами и сменными металлическими щетками. Советуем иногда менять варианты чистки, смотря на то, насколько металл грязный.
Если метал очень грязный, то можно использовать метод травления. Нужно взять емкость, налить туда кислотные растворы и опустить туда деталь до полного очищения.
После очистки пленка пропадет, это продлится недолго. Насколько вы осведомлены, она может восстанавливаться, если на неё воздействует кислород.
Спросите вы, зачем же чистить металл, если пленка всё равно обновляется? Да потому, что она после очистки ослабевает и наполовину теряет свою химическую активность. И флюс лучше действует на очищенной оболочке, что очень облегчает сварку.
Разновидности ортофосфорной кислоты
Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания. К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.

Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.