Ни одна сварка не происходит без основного элемента – электрода. К определенному сварочному аппарату стоит подобрать определенный оптимально подходящий электрод. Но есть виды, которые подходят к сварочному агрегату практически любой марки и отличаются рядом преимуществ. К таким удобным в применении и легко используемым электродам относят рутиловые, главное, что и сварочные швы после их деятельности отличаются аккуратностью и тонкостью. Что это такое — рутиловые электроды и когда следует использовать именно их – в тексте.
Рутиловые электроды: что это такое и для чего они нужны
Все электроды изготавливаются по одинаковому принципу: на металлический стержень из специального сплава наносится особое покрытие. Как правило, от типа покрытия зависит то, где будут использоваться электроды данного типа.
Электроды с рутиловым покрытием предназначены для ручной дуговой сварки. Покрытие изготавливается преимущественно из двуокиси титана. Это позволяет добиться высокого качества сварочного шва, а также благоприятно влияет на весь процесс сварки.
СПРАВКА: Этот тип покрытия — один из самых безопасных, так как не выделяет вредных веществ при горении, которые может вдыхать сварщик.
Расшифровка обозначений используемых электродов для сварки
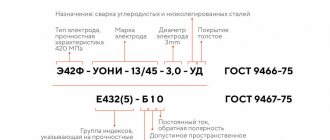
Обозначения, нанесенные на пачку электродов очень важные. От этого зависит, подойдут ли выбранные сварочные материалы. Давайте разберемся с расшифровкой обозначений. Обозначения наносят согласно ГОСТа 9466. Маркировка имеет вид простой дроби, с числителем и знаменателем.
Э50А – Это тип электродов применяемых для ручной дуговой сварки. Он определяется в зависимости от того материала, который нужно варить. Для обычных черных, теплоустойчивых и конструкционных сталей тип берут из госта 9467.
Цифра в индексе которая идет за «Э» — обозначает временное сопротивление (σпч). Для сварочного шва заваренного электродами типа Э50 – временное сопротивление 50 кгс/мм2.
Дальше идет марка – «УОНИИ 13/55». Марка несет в себе информацию о том металле, из которого изготовлен сердечник электрода. Марку выбирают исходя из свариваемого металла. Можете ознакомиться со списком основных марок и области их применения.
Снова вернемся к маркировке. После марки идет диаметр электрода обозначаемый в миллиметрах — «4,0». После диаметра идет буква «У» — в данном месте обозначается назначение выбранных электродов.
Почему так популярны
Рутиловые электроды считаются одними из лучших. Они обладают рядом преимуществ, благодаря которым ровный и качественный шов получается у сварщика с любым опытом.
- Можно использовать как с переменным, так и с постоянным током. Сварочная дуга в любом случае сохраняет стабильность горения.
- Можно сваривать металлические соединения, покрытые небольшим слоем грунтовки.
- Идеально подходят для использования при варке коротких швов или в неудобных местах. Дуга легко разжигается и так же легко зажигается повторно.
- Позволяют сформировать шов с высоким показателем ударной вязкости. Это достигается благодаря повышенной щёлочности шлака.
- Сваренный рутилом шов обладает отличной стойкостью и усталостной прочностью. Даже под длительным воздействием знакопеременных нагрузок он сохраняет свои качества.
- При сварке рутиловыми электродами характерным является низкий коэффициент разбрызгивания. Это делает процесс сварки более удобным для сварщика.
- Удобно повторно использовать электрод. После окончания сварки на кончике стержня остаётся нагар, который не нужно счищать (в отличие от других типов покрытий). Нагар рутиловых электродов является полупроводником, поэтому можно продолжить работу без дополнительных заморочек.
- Меньше вреда для здоровья. В процессе горения рутилового покрытия не выделяются опасные вещества. Поэтому меньше негативного воздействия на органы дыхания сварщика.
ВАЖНО: Низкие требования к варочной поверхности. Даже при сильной влажности поверхности шов не теряет свои свойства. Допускается также сварка при наличии коррозийного слоя (до 30%).
Преимущества и недостатки рутиловых электродов
Относительно прочих покрытий, рутиловое имеет несколько преимуществ:
- Шов обладает высокой стойкостью. В металле не образуется холодных или горячих трещин.
- В отличие от кислого покрытия, дуга горит одинаково на постоянном и переменном токе.
- Обработка коротких соединений гораздо проще, чем при работе электродами с основным покрытием, которые сложно зажечь повторно. Рутил позволяет легко зажигать дугу, без необходимости счищать нагар с конца стержня.
- Для работы не обязательно подготавливать поверхность.
Среди недостатков рутилового покрытия нужно отметить:
- Электроды подходят не для всех материалов. К примеру, их нельзя использовать для сварки сталей с большим содержанием углерода.
- Свойства стержней сильно ухудшаются при увеличении силы тока, за которым нужно постоянно следить.
- Электроды нужно все время готовить к работе, выполняя просушку.
Рутиловое покрытие электродов — характеристики
Электроды с данным видом покрытия чаще всего могут быть двух основных типов: Э42 и Э46 (по государственному стандарту). Тип обязательно указывается в маркировке упаковки. Металл шва, сваренного электродами типа Э42 имеет следующие технические характеристики:
- Предел прочности — 410 Мпа;
- Относительное удлинение — 22%;
- Ударная вязкость — 80 Дж/см2.
Шов, сваренный электродами Э46, имеет более прочные показатели:
- Предел прочности — 450 Мпа;
- Относительное удлинение — 20%;
- Ударная вязкость — 147 Дж/см2.

При изготовлении рутиловых электродов используется низкоуглеродистая сварочная проволка (СВ-08 или СВ-08А). На неё и наносится рутиловое покрытие. В маркировке таких электродов находится буква «Р», которая и указывает на тип покрытия. Как правило, после буквы «Р» всегда следуют две цифры:
- Первая указывает на то, в каких пространственных положениях можно производить сварку. Большинством рутиловых электродов можно варить в любом положении.
- Вторая указывает на тип сварочного тока: переменный или постоянный, его полярность и напряжение холостого хода.
Состав, описание и характеристики электродов
По действующим российским стандартам рутиловые электроды относятся к типам Э-42 и Э-46. Изделие представляет собой стержень, выполненный из сварочной проволоки марки Св-08 или Св-08А определенного диаметра и длины, на поверхность которого нанесено специальное покрытие необходимой толщины. В его состав входят элементы, количество которых указано в таблице:
| Наименование элемента | Содержание в % |
| Оксид титана | 45÷48 |
| Полевой шпат | 20÷25 |
| Ферромарганец | 15 |
| Магнезит | 10÷15 |
| Декстрин | 2÷3 |
| Жидкое стекло | 10÷15 |
Использование оксида титана в покрытии позволяет получать шов без трещин и пор. Покрытие надежно защищает от воздействия вредных элементов, находящихся в воздухе. Дуга без проблем зажигается первоначально даже без прикосновения к металлу и при повторном зажигании. Это свойство позволяет выполнять короткие швы и прихватки. Колебания длины дуги не отражаются на качестве получаемого шва. В процессе сваривания не происходит разбрызгивания материала, т. к. перенос металла в изделие осуществляется мелкими каплями. Шов имеет плавный переход к основному металлу. Это уменьшает концентрацию напряжений. Покрытие выделяет нетоксичные материалы, что положительно сказывается на здоровье сварщика. Шлаковая корка отделяется легко. Электродами с рутиловым покрытием можно выполнять соединение частей конструкций и деталей во влажных условиях, где температура транспортируемой среды не превышает 300 градусов, а также кромок, загрязненных органическими соединениями и прокрытых ржавчиной. Это позволяет ремонтировать резервуары и трубы водоснабжения и канализации без особой подготовки. Колебания длины дуги не отражаются на качестве шва.

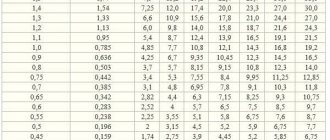
Средние показатели технических характеристик приведены в таблице:
| Наименование | Единица измерения | Показатель |
| Производительность | г/мин | 12÷16 |
| Коэффициент наплавки | г/А·ч | 11÷15 |
| Расход электродов на 1 кг наплавленного металла | кг | 1,4÷1,7 |
Размеры расходных материалов:
| Размеры выпускаемых отечественными производителями электродов в мм | |
| Диаметр | Длина |
| 2,0; 2,5; 3,2; 4,0; 5,0; 6,0 | 300; 350; 450 |
Свойства электродов отражаются на получении технических характеристик металла шва, указанных в таблице:
| Наименование | Единица измерения | Значение |
| Предельная прочность | МПа | 410÷450 |
| Ударная прочность | Дж/см2 | 80÷147 |
| Относительное удлинение | % | 20÷22 |
Изготавливаются расходные материалы рутилового типа с учетом требований, указанных в ГОСТ 9466-75, 9467-75, соответствуют требованиям европейских и международных стандартов ISO 2560, DIN 1913, AWS 5.1. Поставляются в картонных упаковках весом 1,0; 2,5; 3 и 5 кг.
Маркировка
В зависимости от производителя и конкретного вида изделий маркировка упаковок может несколько отличаться. Однако большинство рутиловых электродов маркируются практически одинаково. Рассмотрим подробнее на примере маркировки электродов МР-3.

На их упаковке можно увидеть следующую маркировку: Э 46 –МР-3–УД Е 430 (3)-Р26.
Разберём всё по порядку:
- Э46 — указывает на тип согласно ГОСТу. Это означает, что данная модель предназначена для сварки низколегированных и углеродистых сталей. Предел прочности при разрыве — 46 кгс/мм2.
- МР-3 — марка от производителя.
- У — обозначает назначение электрода. Для сварки углеродистых сталей, предел прочности при растяжении — 60 кгс/мм2.
- Д — коэффициент толщины покрытия (толстое).
- Е — международная маркировка. Обозначает тип электрода с плавящимся покрытием.
- 43 — прочность при растяжении (430 Мпа).
- 0 — показатель относительного удлинения (20%).
- (3) — показатель температуры -20оС. Это минимальная температура, при которой металл шва сохраняет ударную вязкость не меньше 34 Дж/см2.
- Р — тип покрытия. В нашем случае — рутиловое.
- 2 — показывает, в каких положениях можно проводить сварочные работы. Этот показатель обозначает, что варить можно в любом направлении, кроме вертикального «сверху-вниз».
- 6 — для качественной работы нужно использовать ток обратной полярности, постоянный. Напряжение холостого хода должно быть примерно 70В.
[ads-pc-2][ads-mob-2]
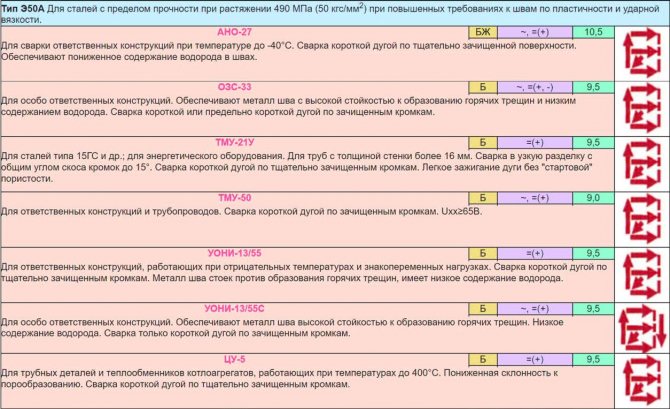
Типы электродов
Э42А
-УОНИ-13/45-3.0-УД ———————————— Е432(5)-Б 1 0
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Физико-химический состав
В зависимости от производителей и разновидных модификаций, состав рутилового покрытия может немного отличаться. Однако в большинстве случаев состав следующий:
- Концентрат рутила (диоксид титана) — 48%.
- Полевой шпат — 20%.
- Ферромарганец — 15%.
- Магнезит — 15%.
- Декстрин — 2%.
Некоторые виды электродов могут содержать также дополнительные элементы: например, целлюлоза. Такие покрытия маркируются буквами «РЦ», что расшифровывается как «рутилово-целлюлозное покрытие».
Рутиловые электроды: применение
Благодаря своим прекрасным качествам рутиловые покрытия широко применяются в различных условиях и считается одним из наиболее практичных видов. Перечислим основные варианты применения, в которых электроды этого типа отлично справляются со своей задачей:
- Сварка конструкций из низкоуглеродистой стали. Химический состав покрытия позволяет эффективно работать с черными и низколегированными металлами. В таких случаях шов получается ровный и без трещин.

Сварка трубопроводов. Отлично подходят для ремонта труб, которые проводят жидкости. В таком случае сложно полностью осушить рабочую поверхность металла. Однако сварочная дуга рутиловых электродов горит стабильно даже при попадании капель воды в зону горения.- Широко применяются для ремонта деталей или инструментов, которые со временем истираются. Рутиловые электроды позволяют максимально эффективно наплавлять шов значительной толщины. За счёт небольшого разбрызгивания достигается экономия материала.

Отличительные черты
Электроды рутил имеют ряд положительных характеристик, которые выгодно отличают рутиловые и основные электроды. Вот некоторые отличия:
- Нетоксичность газа при сварке.
- Сильное горение дуги даже при перепадах напряжения в сети.
- Минимальное разбрызгивание с минимальной потерей металла.
- Шов – аккуратный, надежный, качественный с мелким рисунком.
- Швы не сгибаются и не ломаются впоследствии.
- Легко отделить шлаковую корку.
- Позволяет производить сварку в любом положении – как вертикально, так и горизонтально.
Важно! Из-за состава рутиловые электроды при сварке способствуют увеличению вязкости металла, что предотвращает на шве деформации, пористость и трещины.
Электроды с рутиловым покрытием: плюсы и минусы
По сравнению с другими типами покрытий, рутиловое обладает рядом преимуществ:
- Стойкость шва. Сваренный металл не подвержен появлению холодных или горячих трещин.
- В противовес кислому покрытию, сварочная дуга рутилового горит при переменном токе так же интенсивно, как и при постоянном.
- Легко обрабатывать участки, где нужны короткие швы. Если основное покрытие требует непрерывного ведения шва, так как сварочную дугу сложно повторно разжигать, то с рутиловыми всё проще. Дуга легко зажигается, при этом с кончика стержня не нужно счищать нагар.
- Подготавливать рабочую поверхность не обязательно. Другие типы электродов чувствительны к окислениям и ржавчине, что приводит к непрочному шву. Рутиловые электроды позволяют сформировать стабильный и стойкий шов независимо от качества поверхности.
- После сварки шлак легко отделяется, а поверхность шва практически не нуждается в шлифовке.
Есть и недостатки:
- Подойдут не для всех конструкций. Небольшой диапазон металлов, с которыми можно использовать этот тип покрытия, накладывает определённые ограничения на их эксплуатацию. Для сварки высокоуглеродистой стали такие электроды нельзя использовать.
- Свойства резко ухудшаются при повышении напряжения тока. Поэтому придётся следить за соответствием номинальному показателю.
- Нужно проводить подготовительные работы — просушку и прокалку.
[ads-pc-4][ads-mob-4]
В чем особенность рутиловых электродов?
Чтобы понять все достоинства и недостатки, сначала необходимо сказать, что рутиловый электрод это стержень, в который, как и во все другие, входит металлический сердечник. Но есть отличие — рутиловое покрытие, а рутил — это природный минерал, который позволят сделать сварочный шов не только качественным, но также очень аккуратным.
Однако, здесь предполагается использование только ручной дуговой сварки.
Преимущества и недостатки
Среди преимуществ рутиловых электродов для сварки:
- Вредное воздействие едких испарений снижается за счет оксида титана — минерал рутил получается из него.
- Дуга горит стабильнее, а зажигается — быстрее и проще.
- Рутиловый шлак удаляется удобнее.
- Швы становятся устойчивее к разрывам, изломам.
- Пор из-за попадания кислорода гораздо меньше благодаря рутилу.
- Сварка получается хорошей, даже если металл требует чистки.
- Металл разбрызгивается в малых количествах, так что можно легко делать вертикальные и даже потолочные швы.
Более того, сварка будет сама по себе проста, поэтому ее можно проводить при любом размещении материалов, даже при резких движениях дуга будет сохранять свое горение.
Иногда в покрытие добавляется железный порошок, благодаря чему количество навариваемого металла увеличивается, а риск образования дефектов — снижается.
В числе недостатков, с которыми можно столкнуться при использовании рутиловых электродов:
- Перед использованием нужно делать просушку и прокалку, а после прокалки необходимо подождать еще 24 часа.
- Важно соблюдать точность режимов, чтобы качество стержней не снижалось.
Достоинств у подобных стержней гораздо больше, чем недостатков, что легко объясняет их популярность.
Лучшие марки электродов с рутиловым покрытием
ESAB-SVEL OK 46.00
Производятся в России шведским концерном ESAB. Эта модель является одной из лучших в своей категории и обладает следующими преимуществами:
- Низкие требования к предварительной подготовке. Даже отсыревшие изделия можно прокаливать при температуре 70-90оС.
- Не боятся влаги. Дуга стабильно горит при контакте с увлажнённой поверхностью.
- Минимальный порог необходимого тока, который нужен для уверенного горения, значительно ниже, чем у других видов электродов.
- Формируют прочный и ударостойкий шов.
Lincoln Electric Omnia 46
Производятся американской фирмой Lincoln Electric, которая выпускает электросварочную продукцию ещё с 1927 года. Электроды отличаются доступной ценой и являются отличным выбором для новичков. Сварочная дуга не требует точного контроля — при небольшом её удлинении не теряется стабильность горения.
При эксплуатации Omnia 46 выделяется относительно небольшое количество искр. Прочный шов позволяет использовать их для сварки ответственных конструкций (например, трубопроводов, работающих под высоким давлением).
ОЗС-12
Электроды этой марки имеют сертификат НАКС, который позволяет применять их для сварочных работ на ответственных и опасных объектах. Среди преимуществ марки:
- Шов ведётся легко и ровно, даже без особого мастерства сварщика.
- После остывания на поверхности остаётся тонкая шлаковая корочка, которая легко отделяется.
Но есть и недостаток. Несмотря на то, что обычно рутиловые покрытия не восприимчивы к влаге, электроды этой марки чувствительны к отсыреванию. Отсюда вытекают дополнительные требования по хранению, прокалке (при температуре 150оС перед каждым использованием), а также очистке сварочной ванны от крупных загрязнений.
МР-3
Электроды типа МР-3 — одни из самых распространённых. Бренду «Ресанта» удалось сохранить все достоинства рутилового покрытия и избежать недостатков, которые встречаются у других производителей изделий этого типа.

МР-3 легко разжигаются, формируют прочный и ровный шов, эффективно работают с разным током. Недостатком является повышенная чувствительность к влаге. Перед применением их необходимо прокаливать не менее часа при температуре 150-170оС.
Сварка электродами с рутиловым покрытием
Несколько нюансов, которые необходимо учитывать при проведении сварочных работ:
- Проверьте, из какого материала сделан электрод. И сейчас речь не о покрытии, а о самом стержне. Для достижения максимально качественного шва металл стержня должен совпадать с металлом конструкции, которая сваривается.
- Важно также учитывать толщину электродов. Она должна соответствовать толщине металла конструкции, хотя может и быть толще или тоньше, что компенсируется силой тока и мастерством сварщика.
Видео
Посмотрите парочку роликов, где умелец делится опытом работы именно рутиловыми электродами.
Прокалка электродов с рутиловым покрытием
Электроды этого типа нуждаются в предварительной прокалке перед использованием. Распространенные требования к прокалке: не менее часа в печи при температуре до 350оС.
Это общие требования, а точные указания зависят от конкретной марки. Некоторые модели слабо чувствительны к влаге и могут прокаливаться при относительно невысоких температурах (до 90оС), или же вовсе не нуждаться в прокалке. Хотя есть марки, которые могут отсыревать и терять свои свойства. Точный режим прокалки указывается производителем.