Один из самых востребованных материалов, применяемых для сварки низколегированных и углеродистых сталей, – электроды УОНИ-13/55. Марка была разработана еще в 1940 году, и с тех эта электродная продукция широко применялась на промышленных объектах в СССР, а сегодня повсеместно используется в России. Основное назначение – сварка ответственных и особо ответственных конструкций, которые могут эксплуатироваться при высоких знакопеременных нагрузках (от летних до очень низких зимних температур).
Как расшифровывается маркировка электродов УОНИ 13
Электроды для дуговой сварки УОНИ-13/55 были созданы специалистами лаборатории секретного в то время Научно-исследовательского института №13. Отсюда – характерная для УОНИ-13/55 расшифровка:
- У – универсальный (электрод);
- О – основной тип покрытия;
- Н – научно-исследовательский;
- И – институт;
- 13 – номер института.
Учреждение, основанное еще в 1922 году в Петрограде, успешно работает и сегодня. Современное название – ФГУП «Центральный научно-исследовательский институт материалов».

Как сушить электроды
Просушивание изделий, как и их прокаливание, рекомендуется выполнять не более двух раз – в противном случае структура материала покрытия начинает постепенно разрушаться. Для этой процедуры используются термопеналы, пеналы-термосы и электропечи с дополнительной функцией сушки.
Термопеналы
Достаточно компактные устройства, что позволяет размещать их прямо на рабочем месте сварщика. Аппараты выполняют прогрев уже прокаленных стержней, а затем длительное время поддерживают необходимую температуру, сохраняя необходимые технические свойства обмазки.
- Температурный диапазон при сушке – от 0 до 120… 130 °С.
- При хранении уровень влажности во внешней среде не должен превышать 80%.
- Температурный диапазон при хранении устройства -45…+40 °С.
Термопеналы вмещают до 10 кг расходного материала. Работают от сети 220 В, а также от трансформатора.
Электропечи с опцией сушки
Если, помимо прокалки (об этом ниже), у электропечи есть и дополнительная функция сушки (т. е. прогрева), можно задействовать и данное устройство. Прогрев обеспечивают термоэлектронагреватели, управление ТЭНами и регулировка температур выполняется автоматически.
- Мощность оборудования – 1…3 кВт.
- Максимальная загрузка – 50 кг.
- Напряжение в сети – 220 В.
Как и в случае с термопеналами, прогрев следует выполнять при влажности окружающего воздуха не более 80%.
Пеналы-термосы
В отличие от термопеналов как такового прогрева электродов не осуществляют. Но сохраняют их нужную температуру после сушки или/прокалки изделий, что очень удобно в процессе выполнения сварщиком работ.
Сушка другими способами
Можно ли, и если да, то как просушить электроды другими способами? В отсутствие упомянутого оборудования выполнить дегидратацию обмазки также возможно, поместив стержни на несколько часов на радиатор отопления или использовав строительный фен. Но это – так называемые «домашние», «народные» средства для бытовой сварки. Во втором случае есть риски просто испортить обмазку, поскольку фен можно разогреть до t 150 °С, а задать нужную температуру и удерживать ее необходимое время невозможно. Если речь идет о промышленных работах и ответственных конструкциях, рекомендуется пользоваться профессиональным оборудованием – оно даст нужный результат по уровню влажности покрытия.
Важно! Даже при сушке, температура которой обычно гораздо ниже, чем при прокалке, необходимо знать терморежимы для того или иного типа покрытия. Так, например, сушить стержни с целлюлозным покрытием можно при температуре не выше 70 °С, иначе обмазка будет повреждена и осыплется.
Основные особенности электродов УОНИ-13/55
В соответствии с требованиями ГОСТ 2246-70 электроды производят из сварочной проволоки марки Св-08А (углеродистая сталь). Покрытие относится к основному типу. Поскольку в его составе – фторид кальция, другие фтористые соединения, а также карбиды, его также называют фтористо-кальциевым.
Электроды для сварки УОНИ-13/55 носят и другое название – низководородные. Они обеспечивают крайне низкое содержание водорода в металле наплавляемого шва. Возможности появления в таком соединении межкристаллитных трещин сведены к минимуму.
Металл характеризуется высокой пластичностью и ударной вязкостью. Показатель временного сопротивления разрыву также высок – он составляет 530 МПа. Благодаря этим характеристикам сварные конструкции могут десятилетиями эксплуатироваться при низких температурах, в том числе – в северных широтах.
Назначение и маркировка изделия
Сварочные электроды УОНИ позволяют создавать металлоконструкции и изделия из стали, которые:
- состоят из толстостенных деталей и элементов;
- эксплуатируются при низких температурах;
- ориентированы на постоянные повышенные нагрузки.
Другими словами, сварка уонями применяется при формировании высокопрочных соединении, а также при необходимости исправления дефектов деталей, образованных в процессе литья. По этой причине рассматриваемые расходники рассчитаны на мастеров с высокой квалификацией, тогда как начинающим сварщикам рекомендуется использовать иные, более простые аналоги.
Если говорить о маркировке по ГОСТ, то расшифровка обозначения электрода УОНИ Э40А-УОНИ-13/45 СМ-3,5УД ГОСТ9467/60 указывает на следующие параметры.
- Э – сварочный электрод.
- 40 – сопротивление соединения разрыву в кгс/кв.мм.
- А – вязкость и пластичность шва.
- УОНИ – марка изделия, обозначающая «универсальная обмазка научного института».
- 13/45 – модификация сварного электрода.
- СМ-3,5 – сварочная проволока с диаметром 3,5 миллиметра.
- Д – в конструкции обмазка выполнена толстым слоем.
- У – используется для сварки деталей из углеродистой стали.
Отметим, что, помимо литеры «У», в маркировке электродов УОНИ могут быть буквы «В», «Л» и «Т» (высоколегированная, легированная и термостойкая сталь), а также «Н» (указывает модель для наплавки и ремонта). Кроме того, на месте буквы «Д» можно встретить литеры «С» и «М», которые значат, что обмазка средней толщины или же тонкая.

Электроды для сварки УОНИ-13/55 – технические характеристики
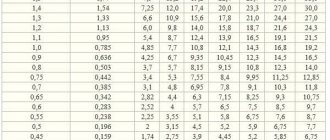
Расходный материал этой марки обеспечивает достаточно высокий коэффициент наплавки – он достигает 9,5 г/А•ч. В числе других показателей:
- производительность наплавки для стержня диаметром 4 мм составляет 1,4 кг/ч;
- на 1 кг наплавленного металла расходуется в среднем 1,7 кг электродов;
- предел текучести металла шва – 420 Мпа;
- показатель относительного удлинения – 22%.
Ударная вязкость металла составляет: при t +20 °С – 130 Дж/см²; при t -40 °С – 80 Дж/см²; при -60 °С – 50 Дж/см².
Специфика электродов УОНИ
Помимо расходников УОНИ большой популярностью пользуются их ближайшие аналоги МР-3, которые имеют свои преимущества, а именно:
- могут работать с постоянным и переменным током разной полярности;
- подходят для профессионалов и новичков;
- допускают сварку при повышенной относительной влажности.
У изделий марки МР-3 рутиловая обмазка, а основным их недостатком является высокая цена.
Если же говорить об электродах УОНИ, то их основные технические характеристики выглядят следующим образом.
- Материал — стержни из сварочной проволоки Св-08/08А (13/55).
- Расход — 1,7 килограмм на 1 кг расплавленного металла.
- Обмазка – основная (состав зависит от модели).
- Длина – 35-45 сантиметров при диаметре 2-3/4-5 мм.
- Коэффициент наплавки – в среднем соответствует значению 9 г/Ач.
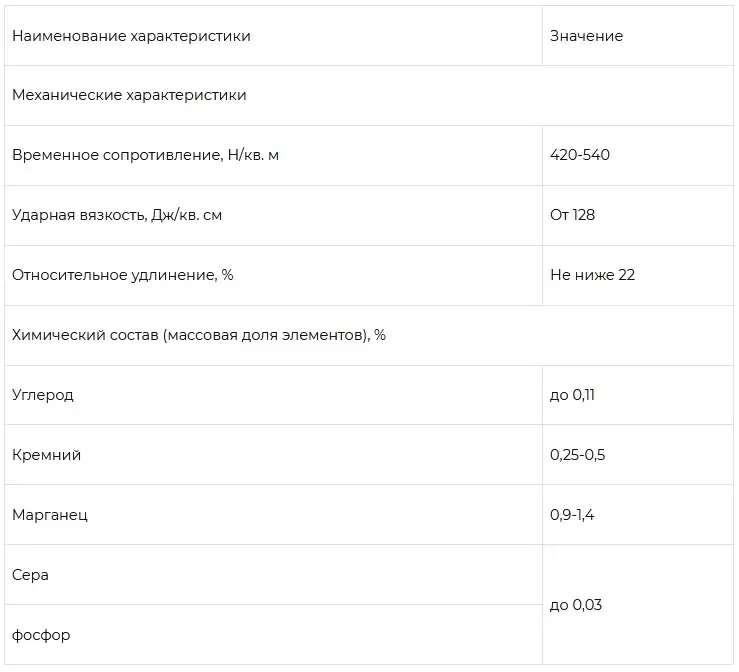
Химические и механические свойства электродов УОНИ приведены в следующей таблице.
Электродам УОНИ, оснащенным основной обмазкой, в отличие от рутиловых аналогов, противопоказан высокоамперный ток. Дело в том, что он вызывает выделение большого количества тепла, что снижает качество формируемого шва. Если проигнорировать это требование, то можно наблюдать:
- покоробленный материал;
- увеличенное разбрызгивание;
- активное испарение металла;
- вытекание расплава;
- усложнение контроля сварочной ванны.
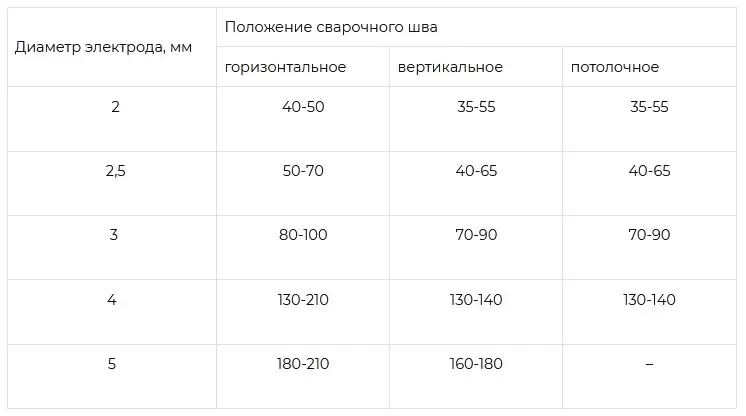
Рекомендованные параметры тока для изделий различного диаметра приведены в следующей таблице
Расфасовывают электроды УОНИ в пачки массой 1 и 5 килограмм. В зависимости от диаметра изделий в упаковке может быть от 10 до 100 электродов.
Особенности сварки электродами УОНИ-13/55
Пористое основное покрытие имеет свойство хорошо впитывать влагу из воздуха, поэтому перед сваркой стержни необходимо прокалить в электропечи при t 250 °С в течение часа. Среди других особенностей:
- поверхность кромок соединяемых деталей должна быть чистой и сухой, недопустимы следы окалины или ржавчины;
- для сварки электродами УОНИ-13/55 используется только постоянный ток, полярность – обратная;
- допустимы любые положения сварного шва, кроме вертикального на спуск;
Электродуга может быть короткой или средней, изделия большой толщины, как правило, варят на короткой дуге.
Прокалка электродов
В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
Для высокого качества прокалки необходимо такие устройства сначала помещать в специальные коробки и только затем — в печи. Диапазон рабочей температуры печей для прокалки составляет от 200 до 300 градусов. Только соблюдение указанных условий позволит сделать работу сварочных изделий долгой и не допускать образования разнообразных дефектов при прокалке.
Мы рассмотрели электроды УОНИ 13/55. Важной особенностью их применения является прокалка. Она позволит сварочному электроду проработать достаточно долгое время и избежать проблем с различными дефектами. При покупке таких устройств необходимо наличие сертификатов, указывающих на соответствие нормативам стандартов и технических условий. Внимательно относитесь к электродам — и они прослужат длительное время. Удачи при приобретении сварочных устройств!
Преимущества электродов для сварки УОНИ-13/55
- Фториды и карбонаты обмазки обеспечивают легкое зажигание дуги и ее устойчивое горение.
- Благодаря этим элементам сварная ванна надежно защищена от азота и кислорода. Электроды отлично подходят для работы в открытом пространстве, в полевых условиях.
- Потери металла при его разбрызгивании или выгорании частично компенсируются за счет железного порошка, который также присутствует в покрытии. Отсюда – более низкий (до 15%) расход стержней в сравнении со многими аналогами.
- Металл получаемого шва, как уже было сказано, имеет отличные показатели по ударной вязкости и пластичности, содержит минимум водорода.
Особенности применения
Основные технические характеристики сварочных электродов уони 1355 состоят из следующих позиций:
- для сваривания данными изделиями нужно использовать ток обратной полярности;
- специальное покрытие из карбонатов и фтористых образований, посредством которых сварной шов практически не содержит газов и других излишних примесей;
- для стержня используется из низкоуглеродистой стали, способствующая большой долговечности шва;
- в покрытии отсутствуют различные органические соединения, благодаря чему у подобных электродов низкий уровень подверженности влаги;
- в процессе изготовления электродов полностью исключается образование различных неровностей, трещин или вздутий.
Рекомендуем! Отличие электродов уони от мр
Вышеперечисленные факторы способствуют созданию шва, который не подвержен старению и потере своих свойств при различных температурных режимах.
При осуществлении сварки электродами, необходимо контролировать чистоту соединяемых деталей, ведь наличие следов ржавчины или различных масел вызовет появление пор, а сам само соединение будет не надежным. Кроме того, “растягивание” дуги также негативно влияет на качество сварного шва.
Ключевым конкурентным преимуществом подобных изделий перед аналогами является то, что шов получается с низкой концентрацией водорода и более устойчив к появлению микротрещин при процессе кристаллизации. Максимально эффективный результат при проведении действий электродами уони 1355 можно получить при осуществлении сварки на малой дуге способом опирания.
Согласно нормам ГОСТ 9466-75 вес изделий в пачке не должен превышать:
- 3 кг – для диаметра изделий до 2,5 мм;
- 5 кг – для диаметра в 3,0 – 4,0 мм;
- 8 кг – для диаметра свыше 4,0 мм.
Применение УОНИ-13/55
Материал повсеместно используется при создании мостовых конструкций, что подтверждает его аттестация со стороны НАКС по такой группе объектов, как КСМ. Также применяется при монтаже, нефте- и газопроводов, герметизации трубных соединений.
Другая область использования – строительство: соединение монтажных элементов, арматурных стержней, используемых для производства ЖБИ. Еще одно назначение электродов – ремонтная наплавка. Они позволяют устранить трещины при прорыве труб или резервуаров.