Современный рынок предлагает широкий выбор различной продукции для сварки – от сварочных аппаратов различной конструкции и принципа работы до расходников. Подобный ассортимент обоснован, прежде всего, стремлением сделать результат работ максимально качественным независимо от используемых материалов и условий работы специалиста.
Сварочные электроды УОНИ среди всего этого разнообразия выделяются огромным спросом, так как используются в наиболее частом методе работы – ручной дуговой сварке.
Электроды марки УОНИ-13/45 – особенности

Основное назначение материала – сварка деталей из низко- или среднеуглеродистой стали при монтаже особо ответственных конструкций. Благодаря этим электродам получают шов с повышенной пластичностью и ударной вязкостью. Созданные конструкции могут десятилетиями эксплуатироваться в условиях низких температур. Типичный пример – трубопроводы, прокладываемые в северных широтах России.
Высокая пластичность и ударная вязкость металла шва обеспечиваются благодаря основному покрытию стержня:
- в составе обмазки присутствует фторид кальция (CaF2);
- в процессе сварки вредный для металла водород связывается с фтором в летучее соединение и испаряется с поверхности металла.
Таким образом, количество водорода в металле сводится к минимуму. Благодаря этому в нем исключены горячие трещины, а риски появления холодных (из-за диффузии водорода) также практически сведены к нулю. Благодаря этим же свойствам шов не растрескивается в сероводородной среде. Это позволяет использовать трубы не просто в северных климатических зонах, но и на участках, где присутствуют месторождения с высоким содержанием сероводорода (нефтяные и газовые).
УОНИ-13/45 (НАКС, РРР, РС) 5 мм (6 кг) Ток — постоянный обратной полярности
177,96 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 5 мм (1 кг) Ток — постоянный обратной полярности
195,96 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 4 мм (6 кг) Ток — постоянный обратной полярности
177,96 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 4 мм (1 кг) Ток — постоянный обратной полярности
195,96 руб. ? с НДС за 1 кг.
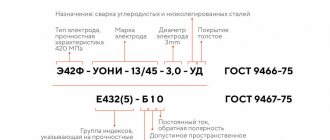
Маркировка УОНИ и расшифровка основных параметров
Чтобы отличать электроды даже одинаковой марки друг от друга, придумали дополнительную маркировку, которая определяет их назначение. Например, что может означать маркировка э50а или просто э55? Имея под рукой специальную таблицу, можно без проблем определить, что к чему, и чем эти названия отличаются.
Итак, буква «э» обозначает то, что это электрод, предназначенный для ручной электродуговой сварки. Цифра 50 – это предел прочности соединения, получаемого при его правильном использовании. Буква «А» используется для обозначения шва. Она говорит о том, что шов будет пластичным, а также легко сможет выдерживать высокие ударные нагрузки.
Далее следует название самих электродов УОНИ, после этого ставится дополнительная маркировка, например, 13-55 или 13-85. После этого указывается диаметр стального сердечника. Стоит отметить, что указывается он с точностью до десятых долей миллиметра. То есть, если это 5-ка, то ставится 5,0, если 4-ка – 4,0 и так далее.
В самом конце ставится буква «У», которая говорит о том, что данный тип электродов используется для сварки углеродистых сталей.
УОНИ-13/45 – характеристики

Стандарт, в соответствии с которым выпускаются электроды УОНИ-13/45 – ГОСТ 9467–75. Материал стержней – сталь марок СВ08А и СВ08.
- Электроды имеют основное (фтористо-кальциевое) покрытие.
- Временное сопротивление разрыву – 460 МПа.
- Предел текучести – 350 МПа.
- Коэффициент наплавки – 9,5 г/А·ч.
- Производительность наплавки – 1,3 кг/ч (для d 3 мм).
- Расход электродов на 1 кг наплавленного металла – 1,6 кг.
- Род используемого при сварке тока – постоянный обратной полярности.
- Пространственное положение сварки – любое за исключением вертикального на спуск.
- Изделия изготавливаются диаметром 2, 2,5, 3, 4, 5 мм.
Типичный химический состав наплавленного металла: C – 0,09%, Mn – 0,57%, Si – 0,25%, S – 0,014%, P – 0,017%.
Дополнительная маркировка
Помимо этого могут ставиться и другие обозначения:
- Т – сварка может производиться с термически стойкими металлами;
- В – возможно сваривание высоколегированных сталей;
- Н – данная буква означает то, что данные электроды можно использовать для наплавки поверхности детали (в случае восстановления е геометрии или проектных размеров);
- Л – такие электроды могут применяться при сваривании легированных сталей.
Получается, что опытный сварщик, глядя на пачку с маркировкой, описанием или на сертификат изделия, сразу же все может понять, для чего данные электроды предназначены. Помимо этого будет понятно, насколько эффективно применение именно их в той или иной работе. Рекомендуется ни в коем случае не нарушать технологию, тогда сваренные элементы будут стоять долгое время без необходимости ремонта или замены.
Основные преимущества УОНИ-13/45
- Легкое начальное и повторное зажигание.
- Устойчивое горение электродуги.
- Высокая глубина проплавления, что позволяет варить толстостенные детали.
- Малое количество разбрызгиваемого металла.
- Легкое отделение шлаковой корки.
- Крайне низкое содержание водорода в металле шва.
- Высокая стойкость металла к появлению кристаллизационных трещин.
- Сравнительно невысокий расход стержней.
УОНИ-13/45 (НАКС, РРР, РС) 3 мм (4.5 кг) Ток — постоянный обратной полярности
182,04 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 3 мм (1 кг) Ток — постоянный обратной полярности
200,04 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 2.5 мм (4.5 кг) Ток — постоянный обратной полярности
216,00 руб. ? с НДС за 1 кг.
УОНИ-13/45 (НАКС, РРР, РС) 2.5 мм (1 кг) Ток — постоянный обратной полярности
234,00 руб. ? с НДС за 1 кг.
Популярные разновидности
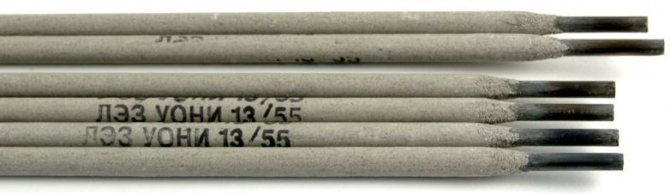
Выпускают расходники рассматриваемого типа в большом диапазоне диаметров (от 2 до 5 миллиметров). Самыми востребованными в модельном ряду являются электроды УОНИ 13 55 3мм и 4мм. При этом выделяют четыре разновидности изделия, которые имеют профильное назначение и свою специфику применения.
- 13/45 – разработаны для создания высокоответственных металлоконструкций из заготовок низко/среднеуглеродистой стали. Также их используют для ремонта литых и кованых изделий и устранения дефектов. В сердечнике этих электродов имеется молибден и никель, которые обеспечивают шву необходимую ударную вязкость и пластичность.
- 13/55 – ориентированы на сварку конструктивных элементов из низко/высокоуглеродистых сталей. Обмазка подобных моделей содержит фосфор, серу, кремний и марганец, что гарантирует отменное качество сварного соединения. Применяются в производственных цехах. Изделия требовательны к состоянию деталей (грязи, ржавчине и влаге на их поверхности).
- 13/65 – применяются в тех же случаях, что и аналоги 13/55. Используют данные электроды для получения шва повышенного качества, но цена таких УОНИ за кг заметно выше. Поэтому применяют подобные расходники только при создании особо ответственных металлоконструкций и изделий.
- 13/85 – самые дорогие сварочные электроды из модельного ряда УОНИ. Они активно применяются в процессе формирования конструкций из деталей, созданных из легированных сталей.
Особенности использования

Перед сваркой электроды необходимо прокалить в течение часа при температуре 350°С. В числе других особенностей:
- Сварка выполняется на воздухе или в хорошо проветриваемых помещениях. Это обусловлено выделением вредных для здоровья летучих фтористых соединений.
- Поверхности свариваемых деталей должны быть очищены от окалины, грязи, следов ржавчины, влага должна быть удалена.
- Удлинять дугу не рекомендуется – это нарушает стабильность ее горения и может вызвать образование пор в металле.
Использование для сварки переменного тока возможно, но также не рекомендуется из-за рисков неустойчивого горения электродуги.
Использование электродов
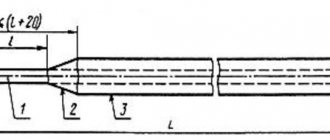
Особенностью данных электродов, является возможность их применения в разных положениях. Исключение составляет направление “сверху-вниз”. Это означает, что данные стержни можно использовать даже при сложном монтаже, когда к месту сварки тяжело подобраться.
Из-за того, что при сварке выделяются соединения фтора (удаление влаги и водорода с поверхностей стали), условия работы должны предусматривать хорошую вентиляцию воздуха. В особенности это важно, если работы проводятся в закрытом помещении. Сварщик должен иметь средства защиты и постоянный доступ к свежему воздуху.
Сварка на длинной дуге не рекомендуется, поскольку в этом случае она может быть нестабильной. В свою очередь это может привести к неравномерности шва. Мастера, которые пользовались данными электродами, советуют внимательно работать со сварочной ванной. Ее нужно сохранять жидкой как можно дольше, а соединение выполнять широким швом.

Перед самой работой, электроды нужно прокалить при t около 280 — 300°С в течение часа. Это нужно, чтобы содержание влаги в них уменьшилось до 0,3%. Особенно это будет важно, если предприятие, и соответственно склад с расходниками, находятся в климатической зоне с преобладающими низкими температурами.
Обратите внимание, что прокаливать следует то количество электродов, которое потребуется вам для работы. Дело в том, что при повторной просушке, стержни теряют свойства и обеспечивают худшее качество шва.
Перед сваркой также следует провести подготовку поверхностей. Кромки должны быть зачищены от ржавчины, грязи, смазочных материалов и пр.
Области применения
Помимо трубопроводов, используемых в нефтяной, газовой, химической промышленности, электроды этой марки широко применяются для производства:
- строительных конструкций;
- транспортного оборудования (в том числе для перевозки опасных грузов);
- подъемной техники;
- оборудования для предприятий металлургии.
Также с их помощью изготавливаются котлы и котельное оборудование, техника для нефтедобывающей отрасли.
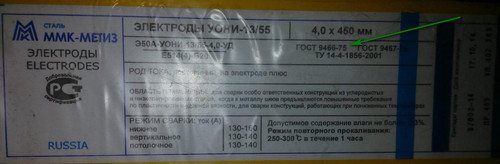
Электроды УОНИ-13/45 представлены в каталоге МЭЗ. Это собственная продукция Магнитогорского электродного завода. Высокое качество изделий подтверждено несколькими документами, в том числе сертификатом Национального агентства контроля сварки, свидетельством об одобрении Российского речного регистра. На упаковке производителем указаны все необходимые основные параметры сварки. Доставка товара осуществляется во все регионы России.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Расшифровка марки электродов уони
Многие хотят узнать полную расшифровку марки электродов уони, узнать что означает аббревиатура уони, а также что значат буквы и чем отличается уони от уонии и по этому здесь раскроем все тайны этих букв и цифр.
Как расшифровывается аббревиатура уонии 13 и уони-13.
- У — Универсальная
- О — Обмазка
- Н — Научного
- И — Исследовательского
- И — Института
- 13 — №13
А вот как получилась аббревиатура уони 13.
Это уже выдержка из доклада который находится внизу данной страницы.
По всей видимости это означает
- У — Универсальная
- О — Обмазка
- Н — Научного
- И — Института
- 13 — №13
Давность аж 1940 годов.
Чем отличается УОНИ и УОНИИ.
Сперва было название просто уони, а позже согласно ГОСТ 9466—75 все изменилось.
Электроды УОНИ-13/45 должны обозначатся УОНИИ-13/45 и относятся к типу Э46А, а в дальнейшем различные варианты электродов уони будут именоваться уонии.
Можно посмотреть в книге (Сапиро Л С Справочник сварщика страница 53 в примечании. ) Открыть книгу.
Выдержка из ГОСТ 9466—75.
Вся суть в том что на на этикетках или в маркировке коробок, пачек и ящиков с электродами может быть прописано как уони так и уонии
, а вот в
документации должно быть обязательно прописано уонии.
Как определить качественные электроды уони
О том как отличается качество одних и тех же электродов зависимости от производителя который прошел проверку и который просто их делает по госту.
К одним и тем же электродам предъявляются разные требования при изготовлении и использование материалов при изготовлении.
ГОСТ и аттестованные НАКС (Национальное Агентство Контроля и Сварки).
Подробную разницу УОНИ-13/55 по ГОСТ 9466-75 и по требованиям РД 03-613-03 (НАКС) можно узнать по ссылке https://www.spetselectrode-ural.ru/stat/Electrodi-svarochnie-UONI1355-trebovaniya-NAKS-i-GOST.htm
Сравним электроды очень похожие друг на друга, но с разным качеством. (Качество отличается довольно сильно как и цена)
Для сравнения цены в Яндекс магазине и по уони и уонии. Как видите разница ощутима довольно сильно.
Ссылка на доклад https://cniim.com/files/doklad_2012_1.pdf
Ссылка на доклад в pdf (Открыть)
Вам поможет страница расшифровка электродов для полного уточнения до каждой буквы и цифры УОНИИ -13.
Если остались вопросы или желаете дополнить этот материал напишите нам через форму обратной связи расположенной на странице вопросов ответов.
Если у вас есть желание купить качественные сварочные электроды это можно сделать через страницу контакты
Источник
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
Преимущества МР-3 состоят в следующем:
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые , могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
Как читать маркировку
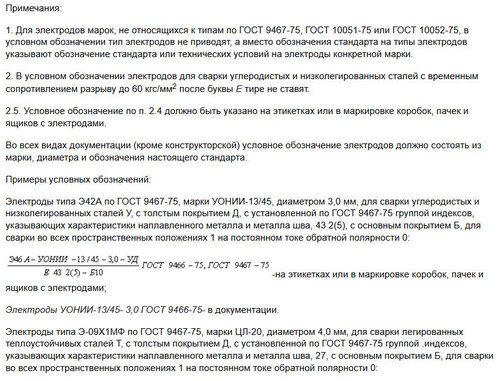
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э — электрод для дуговой сварки.
- 50 — временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А — место соединения обладает пластичностью и ударной вязкостью.
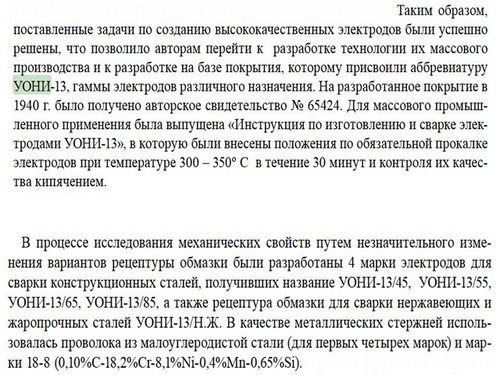
- УОНИ — марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 — разновидность изделия.
- СМ-4,0 — изготовлен из сварочной проволоки диаметром 4 мм.
- У — предназначен для соединения заготовок из углеродистой стали.
- Д — толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л — легированная сталь.
- Т — термостойкая.
- В — высоколегированная.
- Н — предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С — средняя по толщине обмазка.
- М — тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.

Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду — положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода. Тот подбирается с учетом толщины соединяемых деталей.
- Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.
- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
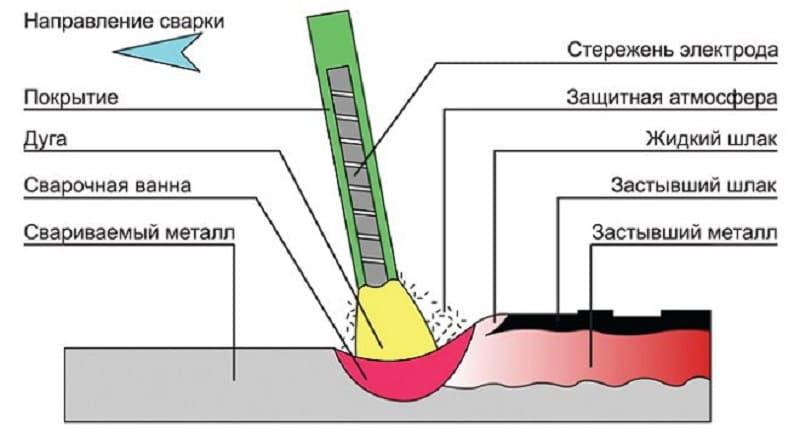
Схема направления сварки.
Условия хранения и производители
Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Производством сварочных устройств занимаются такие компании, как ЛЭЗ, Спецэлектрод, СЗСМ, Monolit. При покупке необходимо наличие сертификата на соответствие их нормативам. Они выдаются соответствующим органом.