Классификация
По ГОСТ 9466-75 электроды покрытые металлические для проведения ручной дуговой сварки разделяют по назначению:
- Сварка низколегированных и углеродистых сталей конструкционного типа – У. Временное сопротивление разрыву не превышает 60 кгс/ммI.
- Обработка конструкционной легированной стали – Л. Сопротивление разрыву более 600 МПа.
- Воздействие на теплоустойчивые стали, дополненные легированными элементами – Т.
- Сварка высоколегированных сталей со специальными свойствами – В.
- Наплавка поверхностных покрытий с измененными свойствами – Н.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.
Наплавка
Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Размеры
Электроды изготавливаются по номинальным диаметральным размерам. При оптовом заказе некоторые производители могут изготовить изделия с индивидуальными размерами. Иногда покрытие с края не очищаются, но оба конца должны оставаться контактными. В общей партии не более 10% электродов с отклонением длины в 4 мм.
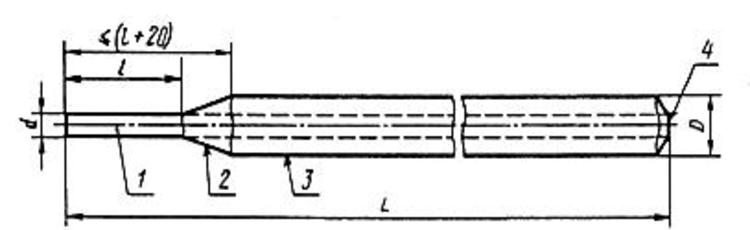
Электрод выполнен из нескольких конструктивных элементов: 1 – стержень; 2 – переходная зона; 3 – покрытие; 4 – торец контакта.
Место очистки имеет конусную, округлую либо комбинированную форму. Наклон конуса ничем не регламентируется, поскольку это не влияет на эксплуатацию.
На контакты наносят ионизирующие элементы, что облегчает появление сварочной дуги. Маркировка изделия: электроды э46 ГОСТ 9466-75 диаметром 4 мм.
Черт. 4
1 — контрольный сварной шов; 2 — сварной шов, обеспечивающий жесткость образца (выполняется только на двустороннем тавровом образце)
Черт.4
Таблица 7
| Диаметр проверяемых электродов | Толщина пластин | Катет шва |
| 1,6 | 3-5 | 2-3 |
| 2,0 | ||
| 2,5 | 6-10 | 4-5 |
| 3,0 | ||
| 3,15 | ||
| 4,0 | 10-16 | 6-8 |
| 5,0 | ||
| 6,0 | 14-20 | 8-10 |
| 6,3 | ||
| 8,0 | 20-25 | 10-12 |
| 10,0 | ||
| 12,0 | 25-30 | 12-14 |
| 12,5 |
5.11. Трубные сварные стыковые образцы выполняют из двух отрезков труб, размеры которых должны соответствовать приведенным в табл.8.
5.12. Для трубных сварных стыковых образцов конструктивные элементы подготовки кромок под сварку должны соответствовать приведенным на черт.5, а выполненных швов — на черт.6.
Таблица 8
мм
| Диаметр проверяемых электродов | Наружный диаметр трубы | Толщина стенки трубы | Минимальная длина каждого из свариваемых отрезков труб |
| До 2,5 | 32-42 | 3,5-5,0 | 100 |
| Св. 2,5 | 108-133 | 8,0-10,0 | 120 |
Технические требования
Изготавливаются металлические плавящиеся электроды по ГОСТ 9466-75, но с изменениями. Основной элемент выполняется из специальной проволоки. Покрытие получается прочным, без пор, вздутий, а также трещин. Наличие незначительных неровностей является нормой, глубокие вмятины и протяжные задиры относятся к браку. По длине повреждения не превышают 3-х кратный диаметральный размер. Нормальная глубина вмятин – до 50% от общей толщины покрытий, их может быть до 4-х штук с суммарной длиной максимум 25 мм на изделии.
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Правила приемки
Приемосдаточная проверка по требованиям действующего стандарта проводится в обязательном порядке. Проверяющий анализирует состояние электродов на соответствие техническим характеристикам, проверяет внешний вид, отсутствие влаги в упаковке.
Все изделия из партии изготавливаются по единому техпроцессу, на одинаковых станках , с применением проволоки одной марки.
С 1 тонны партии выбирают 0,5% электродов из различных паковочных мест. Если исследование покажет неудовлетворительный результат, то его повторяют, но с двойным числом изделий. Результат второго анализа заключительный и распространяется на весь объем партии. В случае брака действовать нужно незамедлительно, обратившись к поставщику.
Наличие влаги, отклонения по размеру и количеству пор устраняются прокаливанием с последующей диагностикой на соответствие сварно-технологических качеств.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Методы испытаний
Линейные размеры исследуют с погрешностью равной 1 мм. Глубина вмятин и длину оголенной части стержня измеряют с погрешностью в 10 раз меньше, то есть с 0,1 мм. Для определения толщины замеры проводят на трех участках изделия, между которыми выдерживается расстояние 5-10 см. Для замера этого значения используют микрометр, а также магнитные приспособления высокой точности.
Сварочно-технологические показатели проверяют путем создания тавровых изделий. На изделиях двустороннего типа проверяется вероятность появления трещин в шве. Качество сварного шва на предмет наличия трещин проверяют с использованием увеличительной 5-кратной лупы.
Черт. 3
1 — покрытие электрода; 2 — стержень электрода
Черт.3
(400±10) °С — для основного покрытия; (180±10) °С -для кислого и рутилового покрытий; (110±5) °С — для целлюлозного покрытия. Для прочих и смешанных видов покрытий, а также для кислого и рутилового покрытий, содержащих целлюлозу, температуру принимают в соответствии с указаниями стандартов или технических условий на электроды контролируемой марки. Содержание влаги в покрытии () в процентах вычисляют с погрешностью 0,1% по формуле
,
где — исходная масса покрытия, г; — постоянная масса покрытия, г. Массу определяют взвешиванием с погрешностью 0,01 г. Допускается определять содержание влаги в покрытии другими методами, обеспечивающими требуемую точность. (Измененная редакция, Изм. N 1).
5.6. Коэффициент массы покрытия () в процентах вычисляют с погрешностью 0,1% по формуле
,
где — масса покрытой части электрода, г; — масса стержня этой же части электрода, г. Массу определяют взвешиванием с погрешностью 0,1 г.
5.7. При проверке сварочно-технологических свойств электродов, предназначенных для сварки сталей, электродами контролируемой партии выполняют один односторонний сварной тавровый образец и один двусторонний сварной тавровый образец. В случаях, установленных стандартами или техническими условиями на электроды конкретной марки, вместо одностороннего сварного таврового образца выполняют трубный сварной стыковой образец. Примечания:
1. На двусторонних сварных тавровых образцах проверяют склонность швов к образованию трещин.
2. Если стандартом или техническими условиями на электроды контролируемой марки предусмотрена более жесткая проба для проверки склонности швов к образованию трещин, выполнение двусторонних сварных тавровых образцов не является обязательным.
3. В случаях, установленных стандартом или техническими условиями на электроды контролируемой марки, выполнение двусторонних сварных тавровых образцов допускается не производить, однако изготовитель обязан обеспечить отсутствие склонности к образованию трещин в сварных швах, выполненных электродами данной партии, в соответствии с требованиями настоящего стандарта. (Измененная редакция, Изм. N 1, 2).
5.8. Для изготовления сварных образцов при проверке по п.5.7 электродов для сварки углеродистых конструкционных сталей следует использовать пластины из стали марки Ст3сп по ГОСТ 380 и трубы из стали марки 20 по ГОСТ 1050. Если электроды предназначены для сварки как углеродистых, так и низколегированных конструкционных сталей, марки стали пластин и труб должны соответствовать указанным в стандарте или технических условиях на электроды контролируемой марки.
5.9. Для изготовления сварных образцов при проверке по п.5.7 электродов для сварки низколегированных, легированных и высоколегированных сталей следует использовать пластины и трубы из стали, для сварки которой предназначены электроды контролируемой марки. Если электроды предназначены для сварки сталей нескольких марок или для сварки стали, из которой листовой прокат и трубы не изготавливаются, марки стали пластин и труб должны соответствовать указанным в стандарте или технических условиях на электроды контролируемой марки.
Допускается замена пластин из низколегированных и легированных сталей пластинами из стали марки Ст3сп по ГОСТ 380 и пластин из высоколегированных сталей пластинами из других сталей того же структурного класса при условии предварительной наплавки пластин контролируемыми электродами не менее чем в три слоя в местах наложения сварных швов и на примыкающих к ним участках шириной не менее 25 мм с механической обработкой наплавленных поверхностей. Примечание. Допускается наплавка электродами других партий той же марки (в том числе другого диаметра).
5.8, 5.9. (Измененная редакция, Изм. N 1).
5.10. Форма и размеры сварных тавровых образцов должны соответствовать указанным на черт.4 и в табл.7.
Упаковка, маркировка, транспортирование и хранение
Для определения разновидностей и особенностей следует проанализировать маркировку. На упаковке присутствует информация о 9 главных показателях электродов для сварки по ГОСТ:
- Тип. Обозначение начинается со значения «Э», что обозначает электрод, после чего следуют цифры, которые показывают допустимую силу растяжения, далее указан индекс А, описывающий устойчивость шва к ударным напряжениям.
- Марка. Параметр регулируется политикой компании-производителя.
- Диаметр. Показатель толщины внутренней зоны электрода входит в диапазон 1,6 – 12 мм. Для использования в бытовых условиях применяются устройства с толщиной не больше 5 миллиметров. Электроды диаметром не более 2 мм распространены на предприятиях, занимающихся производством малогабаритных устройств.
- Назначение. По этому параметру изделия обозначаются буквенными значениями – У, Л, Т, В, Н.
- Толщина. Параметр характеризуется отношением внутренней части стержня к размеру покрытия.
- Свойства шва. Характеристика указывает на процентное содержание химических элементов сплава и рабочую температуру шва. Подробную расшифровку можно увидеть в специальных таблицах.
- Род сварочного тока и метод подключения.
- Разновидность электронного покрытия.
- Маркировка расположения.
Выделяют несколько разновидностей электродов. Правильная расшифровка маркировки позволяет выбрать наиболее целесообразное изделие для реализации конкретной задачи. Изделия упаковывают в пачки или коробки:
- герметичные пластиковые пеналы;
- упаковки в оберточной бумаге, помещенные в емкости из металла;
- коробки с минимальной толщиной картона 0,7 мм, обернутые в полиэтилен;
- картонные коробки с толщиной более 0,8 мм;
- пачки с герметичной оболочкой и оберточной бумагой;
- упаковки, изготовленные из двухслойной специальной бумаги или влагопрочного аналога.
Заместитель ген.директора ООО «НПО Спецэлектрод» Быстров В. И.: «Условия перевозки и хранения оказывают огромное влияние на качество электродов. Поэтому перед отправкой проводится несколько полных проверок. Коробки укладывают в контейнеры среднетонажного типа, загрузка должна проводится в полную меру, а между ярусами монтируются полки. Каждый ярус в высоту не может превышать 60 см».
Каждая партия подкрепляется сертификатом качества. Хранятся электроды в помещениях с минимальной влажностью и температурой более 15 градусов.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Режимы сварки обеспечивают высокое качество шва.
Показатели делятся на 2 группы:
- основные;
- дополнительные.
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
К дополнительным:
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Электродами Э42 варят на постоянном и переменном токе, в первом случае – при обратной полярности. Ампераж связан с диаметром расходника и толщиной соединяемых заготовок.
Данные сведены в таблицу:
Рекомендуем к прочтению Какие электроды по алюминию выбирать
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.

Режим сварки подбирают с учетом возможностей инвертора.
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги – 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Ширина стыка и глубина провара зависят от траектории движения расходника. Помимо прямолинейного перемещения, применяют «зигзаг» и «елочку».
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).

Расходники Э42 не подходят для вертикальных швов.
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Соединяемые детали прогреваются хуже, глубина провара уменьшается; обмазка на электроде выгорает слишком быстро и не дает стыку требуемой защиты.
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность – менее 50%.
- Показания на термометре – не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.

Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Рекомендуем к прочтению Технические характеристики электродов МР-3
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.











