Электроды МР-3 ЛЮКС , диаметр 4,0 мм., пачка 6,5 кг. Фото Сварби-68
Отличительной чертой электродов МР из всего многообразия присадочных материалов для ручной дуговой сварки является их рутиловое покрытие. Состав этого покрытия существенным образом влияет на рабочие характеристики сварочного процесса, что делает возможным создавать различные виды электродов марки МР со своими особенными свойствами. В данной статье рассматриваются свойства, присущие одновременно всем этим типам. В случае заинтересованности в подборе определенных марок МР для лучшего проведения сварочных работ можно воспользоваться информацией расположенной ниже этой статьи, переходите по ссылкам-заголовкам на страницы конкретных марок МР.
Что это такое, описание
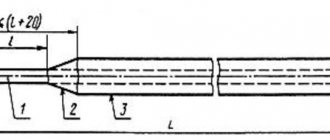
Электроды выполняются в виде металлических стержней длиной от 300 до 450 мм. с покрытием. Покрытие представляет собой порошкообразную массу в виде обмазки, состоящую в основном из рутила, в составе которого превалирует двуокись титана. Наносится оно на металлический стержень из сварочной проволоки марки Св- 08 или Св-08А, диаметр которой находится в пределах от 2,0 мм до 6,0 мм.

Электроды сварочные МР-3 Ресанта
Особенности изделий марки MP-3
Электродам марки MP-3 присущи такие технологические характеристики:
- легкое зажигание сварочной электродуги. Ей характерно устойчивое горение;
- сформировать сварной шов особых трудностей не составляет даже начинающему сварщику;
- степень разбрызгивания расплавленного металла минимальная;
- корка застывшего шлака на поверхности созданного шва без сложностей отделяется;
- повторное зажигание электродуги не вызывает трудностей;
- высокий уровень производительности работ, связанных со сваркой, не в ущерб качеству сформированного шва.
Особого подхода требуют настройки сварочного тока. Значение этого параметра (обозначение Iсв.) определяется двумя факторами: расположением в пространстве формируемого шва и диаметром электрода (обозначение Дэ.). Так, для изделий с
- Дэ.= 6,0 мм на токе, изменяющемся в пределах 300,0 А≤Iсв.≤360,0 А, выполняются исключительно нижние швы;
- Дэ.= 5,0 мм: нижние швы формируются при токе 180,0 А≤Iсв.≤260 А; швы вертикальные на токе 160,0 А≤Iсв.≤200,0 А;
- Дэ.= 4,0 мм: формирование потолочных швов выполняется при токе 140,0 А≤Iсв.≤180,0 А; нижних – на токе 160,0 А≤Iсв.≤220,0 А; швов вертикальных — 140,0 А≤Iсв.≤180,0 А;
- Дэ.= 3,0 мм: потолочные швы выполняются при токе 100,0 А≤Iсв.≤120,0 А; швы нижние на токе 100,0 А≤Iсв.≤140,0 А; вертикальные — 90,0 А≤Iсв.≤110,0 А;
В число важных характеристик электродов входит их общий вес, необходимый для наплавления определенного объема металла формируемого сварного шва. Например, у изделий диаметром Дэ.=4,0 мм марки MP-3 эти цифры выглядят так: на наплавку 1 килограмма металла требуется 1,7 килограмма таких электродов. Производительность работ при этом обеспечивается на уровне 1,7 килограмм в час с коэффициентом наплавления, равным 8,50 грамм/А-ч. Следует знать, что коэффициент наплавки обычно меньше этого показателя процесса расплавления электродов. Вызвано данное явление потерями металла в ходе выполнения сварочных работ.
Расшифровка аббревиатуры, что означают символы в маркировке
В маркировке в сжатой форме сообщается информация о технических характеристиках. Так, например, определенные электроды марки МР-3 имеют следующее обозначение – «Э46 – МР-3 ЛЭЗ – 4 – УС / Е432(3) – Р21». Вышеуказанные здесь буквы и цифры включают следующее содержание:
- Э46 – указывает на тип электрода, конкретно в данном случае для сварки низкоуглеродистых и углеродистых сталей (с содержанием углерода до 0,25%) у которых предел прочности при разрыве не более 46 кгс/кв. мм;
- МР-3 ЛЭЗ – обозначает марку электрода и его производителя, в данном случае МР-3, изготовленный на Лосиноостровском электродном заводе;
- 4 – обозначает диаметр сварочной проволоки электрода, здесь 4 мм;
- У – обозначает для сварки каких материалов предназначен электрод, в данном случае для углеродистых и низкоуглеродистых сталей;
- С – обозначает толщину покрытия, здесь С – средняя толщина (существуют также тонкое, толстое и особо толстое, которые маркируются соответственно М, Д, Г);
- Е – указывает на отношение к типу плавящихся с покрытием;
- 43 – эти цифры обозначают предел прочности при растяжении, а именно 430 МПа;
- 2 – характеристика относительного удлинения, в данном случае в районе 24% и больше;
- (3) – определяет минимальную температуру, при которой ударная вязкость не ниже 34 Дж/кв. см, в конкретном случае цифра 3 соответствует температуре -20°С;
- Р – обозначает вид покрытия, здесь – рутиловое;
- 2 – цифра обозначает пространственные положения, в которых может качественно производится сварка, в данном случае – во всех, кроме «сверху-вниз» в вертикальном положении;
- 1 – можно производить сварку, как на постоянном, так и на переменном токе.

Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Для чего предназначены, области применения, для сварки каких сталей
Материал сварочной проволоки Св-08 электродов МР с низким содержанием углерода ограничивает применение этого присадочного материала для ручной дуговой сварки сталей с содержанием углерода не более 0,25%. Механические характеристики которых, а именно, прочность на разрыв свариваемых конструкций, не должна превышать 46 кгс/кв. мм. Только такие стали будут иметь качественный сварной шов при использовании электродов марки МР.

Широкая применяемость низкоуглеродистых и углеродистых сталей в различных областях промышленности и в строительстве способствует широкой применяемости электродов марки МР. Высокая устойчивость дуги и легкое повторное зажигание делает их популярными среди новичков сварочного дела. Профессионалы гарантируют качественный шов на ответственных конструкциях и часто используют электроды МР для прихватки с последующим использованием электродов с основным покрытием.
Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
Производители: из Китая, ЛЭЗ, Монолит, Арсенал, ЭСАБ и прочие
Среди производителей электродов марки МР большое представительство как российских, так и зарубежных предприятий. Электроды российских производителей таких как ЛЭЗ (Лосиноостровский электродный завод г. Москва), СпецЭлектрод (г. Москва), Волгоградский завод сварочных материалов ХОБЭКС, Электрод (Тольятти) и других производятся согласно требования ГОСТ 9466-75 И ГОСТ 9467-75, а также имеют сертификаты НАКС (Национального Агентства Контроля Сварки), Российского Регистра Морского Судоходства и другие.
На российском рынке успешно конкурируют производители ближнего зарубежья. Белоруссия успешно реализует электроды марки МР под наименованием «Арсенал» (АРС), а украинский «ПлазмаТек» выпускает популярные в России МР под брендом «Монолит».
Дорогая, но высокого качества продукция европейских производителей, например, ЭСАБ с целью снижения ценовой нагрузки и повышения конкурентоспособности организует производство на территории России (г. Тюмень, г. Санкт-Петербург).

Электроды МР-3 ЛЮКС производства МЭЗ. Фото МЭЗ
Как и любой другой рынок сварочных материалов, российский невозможно представить без китайских электродов. Несмотря на претензии к качеству достаточно много китайских предприятий выпускают хорошую продукцию. Китайский аналог Е6013 успешно заменяет электрод марки МР-3.
Преимущества и недостатки
Преимущества марки МР в основном связаны с применением рутилового покрытия.
- При сварке переменным током стабильность дуги такая же, как и при сварке постоянным.
- Легкость в поджигании дуги. Повторное поджигание не заставит напрягаться сварщика. Электроды МР подходят как для сварки, так и для прихватки.
- Процент разбрызгивания крайне низок. Он приближается к такому же показателю при сварке в инертном газе.
- Рутиловое покрытие исключает попадание в него шлака и различных окислов. Шов получается ровным, без видимых переходов, хорошего товарного вида.
- Обмазка рутилом обеспечивает шву хорошую ударную вязкость и высокую усталостную прочность.
- На свойство шва не оказывает влияние мокрая поверхность свариваемых материалов.
- Наличие ржавчины и других загрязнений не является препятствием к производству сварочных работ. Возможно производить сварку поверхностей покрытых грунтовкой малой толщины.
- Возможно выполнять качественную сварку электродами, диаметр которых больше чем рекомендуется.
- Кратковременное изменение длины дуги не оказывает влияние на качество шва.
- Выделяемые при сварке рутиловыми электродами газы не токсичны.
Недостатки, которых немного и они с большой долей условности.
- Повышенная жидкотекучесть сварочной ванны не дает возможности получить качественный шов в вертикальном пространственном положении с направлением «сверху-вниз»
- Повышенный расход присадочного материала по сравнению с другими подобными сварочными материалами.
- Высокие требования к установке сварочного тока — отклонения будут способствовать образованию пор.
- При проведении сварочных работ стержень следует удерживать под острым углом. Сварка под прямым углом будет способствовать образованию большого количества шлака и неизбежным его попаданием в зону шва.
Чем отличаются, в чем разница между МР и АНО, УОНИ, ОЗС, ОК
Электроды марок МР, АНО, ОЗС и имеют рутиловое покрытие. Это обуславливает их схожесть в особенностях технологии сварки. Однако, некоторые специфические модификации для выполнения конкретных сварочных работ могут иметь несущественные отличия от других марок электродов с рутиловым покрытием.

Электрод МР-3С
Марка электродов УОНИ имеет основное покрытие, что делает разницу с электродами марки МР весьма значительной:
- свойства рутиловой обмазки отличаются по влиянию на процесс сварки от основного покрытия;
- в отличии от МР, которые используются как на постоянном токе, так и на переменном, электроды марки УОНИ можно варить лишь на постоянном токе обратной полярности;
- МР значительно менее требуют подготовку поверхности свариваемых материалов, чем УОНИ;
- УОНИ многократно чувствительнее к влаге, чем МР.
Какие лучше для инвертора и в других ситуациях
Марка электрода не играет решающей роли в выборе инвертора или другого сварочного оборудования. Важно, чтобы характеристики присадки соответствовали возможностям аппарата. Главное правильно подобрать присадочный материал к свариваемым материалам.
Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
ГОСТ, сертификаты соответствия
ГОСТ 9466 – 75 определяет порядок классификации покрытых металлических электродов используемых в ручной дуговой сварке и наплавки.

ГОСТ 9467 – 75 устанавливает типы покрытых электродов из низколегированных и углеродистых конструкционных сталей с ограничениями механических свойств по временному сопротивлению по разрыву 60 кгс/кв. мм. Соответствие выпускаемых производителями электродов этим нормативам гарантирует качество товара, его безопасность.
Технические характеристики: содержание рутила и другие
Рутиловая обмазка, нанесенная методом прессования давлением на металлический стержень, определяет технические характеристики электрода марки МР. Химический состав обмазки может различаться на разных типах, но в большинстве содержит около 50% минерала рутила. В качестве добавок, улучшающих газовую защиту шва, в состав входят карбонаты, алюмосиликаты и другие органические вещества.
Диаметры 3; 5 мм. и другие
Диаметры стержней выпускаются типоразмерами от 2 до 6 мм.
Какого тока
Применение электродов МР не зависит от рода тока. Они работают как на постоянном, так и на переменном токе.
Цвета обмазки: синие и другие
Электроды в продаже бывают разных цветов: серые, синие, красные и другие. Прерогатива в выборе цвета здесь полностью на совести производителей.
Красная обмазка на МР-3
Расход
Расход электродов МР достаточно большой – в среднем 1,7 кг электрода на 1 кг. металла.