Основные методы
Обработка сварных швов после сварки необходима для повышения их прочностных показателей и защиты от преждевременных разрушений. Соединения обрабатывают разными способами, среди которых наиболее распространенными являются:
- термический. Позволяет ликвидировать возникшие в процессе сварки остаточные напряжения. Проводится путем общего прогрева, когда вся деталь подлежит температурной обработке или локального, когда только соединительный стык прогревается или охлаждается;
- механический. Это своеобразная зачистка сварных швов, в ходе которой с поверхности шовных соединений устраняется окалина и остатки шлаков, а также проверяется их надежность;

- химический. Сущность способа состоит в нанесении на швы специальных составов с целью обезжиривания поверхности, предотвращения образования коррозионных очагов и создания защитного слоя. Как правило химическая обработка сварных швов используется для материалов, эксплуатация которых будет происходить в активных средах. Наиболее доступным и часто применяемым вариантом является обрабатывание соединений лакокрасочными грунтовочными смесями.

Какой из способов лучше сказать затруднительно. Выбирать конкретный метод следует руководствуясь условиями эксплуатации металлоизделий, а также техническими требованиями к конструкции. Довольно часто все три технологии применяют последовательно.
Термообработка
Термическая обработка сварных соединений считается обязательных этапом процесса сваривания тонкостенных изделий, особенно тех, которые в результате воздействия внутренних напряжений подвергаются деформациям.
К таким изделиям принадлежат разнообразные емкости, трубопроводы, сосуды давления, корпуса химических и атомных реакторов и другие ответственные объекты. Основана технология в нагреве с последующим охлаждением сваренной детали по строго заданному температурному графику.
Какие проблемы решает
В процессе сваривания только небольшой участок стыкуемых элементов подвергается нагреву. Вследствие неравномерного прогрева в швах возникают внутренние напряжения, выступающие весомой причиной деформации деталей и даже полного их разрушения. Также в местах неровного нагревания металла изменяется структура его кристаллической решетки, что в итоге ухудшает химические и физико-механические характеристики.
Термообработка сварных соединений уменьшает образующиеся внутри швов напряжения, а также позволяет:
- сделать однородной и более устойчивой к внешнему воздействию структуру спая и околошовных участков;
- улучшить эксплуатационные и физические свойства металла: увеличить жаростойкость и устойчивость к коррозии, нормализовать пластичность.
Термообработка сварных швов восстанавливает свойства и строение металла и дает возможность довести технические показатели до проектных решений.
Как происходит термообработка
Осуществляется термическая обработка после сварки при высоких температурных показателях, варьирующихся в пределах 600-1000°С.
Процесс обрабатывания происходит в следующем порядке:
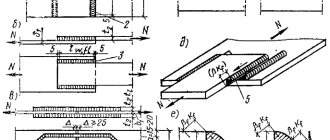
- Сам шов и окружающие его с обеих сторон участки нагреваются.
- В разогретом состоянии конструкция выдерживается определенный период в зависимости от используемого способа.
- Деталь охлаждается с соблюдением графика обработки.
Для конструкций с разной конфигурацией и толщиной обработка сварочных швов выполняется разными видами, каждому из которых характерны свои отличительные особенности.
Виды термообработки
На практике термообработка полученных в процессе сварки соединительных стыков проводится по-разному. В таблице ниже перечислены применяемые методы и их особенности.
| Вид обработки | Особенности процесса |
| Предварительный нагрев | Металл прогревается до температуры 150-200 градусов. Используется при состыковке деталей из низкоуглеродистой стали перед проведением сварочных работ и непосредственно во время сваривания |
| Высокий отпуск | В зависимости от типа стали температура нагревания составляет 650-750°С. После достижения нужных температурных показателей в течение 5 часов режим поддерживается на одном уровне. После обработки в разы увеличивается эластичность шовного соединения, повышается устойчивость к внешним нагрузкам, до 80% понижается напряжение |
| Нормализация | Такой тип обрабатывания выполняется при температуре, начиная от 950° и выше. При нагреве до нужных показателей происходит выдержка, после чего в условиях окружающей среды изделие охлаждается. Применяется методика для изделий из низколегированных и углеродистых марок стали. После проведения процедуры понижается напряжение, уменьшается зернистость материала, повышается прочность стыка |
| Аустенизация | Основан метод на закалке стыковочного шва посредством разогрева его до 1070° и больше. Прогревать место соединения необходимо в течение часа, после чего оно быстро охлаждается искусственным путем. Данным способом выполняется термообработка сварных швов трубопроводов и других изделий из аустенитных сталей с целью повышения эластичности спая |
| Стабилизация | При таком типе отжига намного ниже температура в сравнении с аустенизацией и время выдержки металла тоже менее продолжительное |
| Термический отдых | Прогревание до 250-300°С подразумевает термоотдых сварных соединений, когда он выполняется в шве уменьшаются напряжение и уровень диффузного водорода |
Выбор оборудования
Полученные при сварке соединения обрабатываются несколькими способами, для каждого из которых применяется отдельная установка для термообработки сварных швов:
- индукционный. Здесь понадобится обладающий достаточной мощностью генератор переменного высокочастотного тока. В качестве нагревательного прибора выступает намотанная поверх обрабатываемого участка катушка индуктивности;
- радиационный. Выполняется путем исходящего от нагретой нихромовой проволоки инфракрасного излучения. Сквозь проволоку пропускается электрический ток от мощных источников. Методика возможна к применению для материалов с незначительными электромагнитными свойствами;
- газовый. В отношении энергозатрат самый экономный способ. Нагрев осуществляется специальной горелкой, при этом важно правильно сформировать факел пламени чтобы участок накалялся равномерно.

При выборе подходящего метода необходимо учитывать характеристики материала, толщину изделий, какие задачи должна решить обработка и экономический фактор.
Контроль за температурой прогрева
Вне зависимости проводится общая или локальная термообработка сварного шва труб, емкостей или других изделий, в каждом случае необходимо осуществлять контроль за температурой прогрева. Для этого используют:
- термокраску и термокарандаш. Это химические соединения, которые наносятся на место стыка и при изменении температуры меняют оттенок;
- пирометры и тепловизоры — электронные приборы, работающие дистанционно.
Термокарандаши и краски требуют непрерывного визуального контроля и при отклонении температурных параметров от допустимых значений нужно оперативное вмешательство. Тепловизоры и пирометры более точные устройства и могут встраиваться в автоматическую систему, поддерживающую стабильную температуру.
Плюсы и минусы термообработки
К преимуществам обработки соединительных стыков металлоизделий термическим воздействием принадлежат:
- восстановление пластичности и прочности материала;
- уменьшение внутренних напряжений;
- обеспечение долговечности стыков и надежности всей конструкции.
В числе минусов отмечают:
- повышенные требования к квалификации специалистов;
- необходимость габаритного и дорогостоящего оборудования;
- при допущении даже незначительных ошибок процессы невозвратимы и исправить изъяны невозможно;
- большие расходы электроэнергии.
Хоть недостатки и есть, но если соблюдать график и выполнять все действия правильно, то можно существенно улучшить технические характеристики швов.
Сферы применения
Как правило улучшение швов термическими способами выполняют в конструкциях с повышенными эксплуатационными требованиями. Это может быть термообработка сварных соединений технологических трубопроводов, подвергающихся высоким нагрузкам станков и механизмов, и других конструкций, работающих в сложных условиях.
При проведении ремонтно-кузовных работ довольно часто применяется обработка сварочных швов автомобиля посредством разогрева их до нужной температуры.
Изделия небольших размеров нагреваются в муфельных печах. Более габаритные конструкции раскаляются как правило индукционным или газовым способами, в некоторых случаях радиационным. Защита сварных швов от коррозии должна выполняться как можно быстрее после завершения сварочного процесса.
Зачем нужна?
Сильное внутреннее напряжение в металлической конструкции, которое образуется в процессе сварочных работ, может привести не только к деформации детали, но и к ее дальнейшему быстрому разрушению. Кроме того, в местах, где был неравномерный нагрев, может измениться структура кристаллической решетки. Это приводит к ухудшению различных химических и физико-механических свойств материала. Специальная термическая обработка дает возможность восстановить внутреннее строение металлических деталей, а также улучшить их свойства. Процедура позволяет сделать металл достаточно прочным и устойчивым к образованию коррозии.
Механическая обработка
Зачистка сварных швов после сварки механическим путем выполняется с применением разных устройств, самым простым из которых является проволочная щетка. Есть и другие способы, позволяющие не только в разы упростить задачу, но еще гораздо качественнее зачищать стыки. Например, с помощью болгарки со специальной лепестковой насадкой или абразивного круга, или шлифовального портативного устройства.

Хоть с первого взгляда зачистка сварочных швов кажется довольно простой, существуют некоторые правила, от знания и соблюдения которых напрямую зависит качество и эффективность работ:
- когда зачистка сварных швов после сварки болгаркой проводится, то при выборе шлифовального круга нужно учитывать материал, из которого он изготовлен. В данном случае лучше использовать круг из цирконата алюминия;
- лепестки круга выбирать следует на тканевой основе. Хоть стоимость таких приспособлений выше, но она вполне оправдана конечным результатом и окупается за счет меньшего расхода шлифовальных кругов;
- размер абразивного зерна имеет значение и выбирать его нужно с учетом поставленных задач. Нередко зачистка сварного шва выполняется несколькими насадками с разными размерами зерен. Крупнозернистые используют для устранения крупных окалин, а для финишной проходки потребуется насадка с самыми мелкими зернами. Менять их нужно в определенной последовательности от большего размера к меньшему;
- если предстоит зачистка сварного шва после сварки в местах с ограниченным доступом, например, в отверстиях, кромках или полостях, то здесь нужно применять борфрезы. Это специальные приспособления разных форм и размеров, которые устанавливаются в шлифовальную машину.
Механическим способом очень часто проводится обработка сварных швов автомобиля, устраняются образовавшиеся на соединительных спаях шлаки, окалины, оксидная пленка, заусенцы, брызги застывшего металла и другие дефекты, влияющие на качество и прочность стыка.
Когда предстоит покраска сварных швов после сварки, то обязательным этапом перед нанесением лакокрасочных средств считается ликвидация изъянов механическим путем.
Зачистка сварных швов после сварки ГОСТ — Справочник металлиста
Кузов машины – самая дорогостоящая ее деталь. Сколько жив остов транспортного средства, столько длится и срок его эксплуатации. Все повреждения автомобильного кузова можно разделить на следующие типы:
- Разрушения коррозией;
- Повреждения поверхности вследствие механических повреждений (включая ДТП).
Каждому типу ремонтных работ соответствует своя методика. Для борьбы с коррозией применяются всевозможные грунтовки, которые надежно защищают металл от дальнейшего разрушения.
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
Механические повреждения и дефекты чаще всего сваривают. На этом этапе ремонтных работ зачистка сварного шва играет ключевую роль при контроле качества выполненных операций. В идеале место соединения деталей должно быть незаметным и не привлекать к себе внимания.
Способы сварки и используемое оборудование
Если поверхность кузова сильно «изъедена» коррозией, для ремонта также применяется сварка. Оборудование, которое мастер выбирает для выполнения сварочных работ, может иметь различную производительность и определяет в конечном итоге качество шва. Применяемая в кузовном ремонте сварка может быть нескольких типов:
- Газовая;
- Электродуговая;
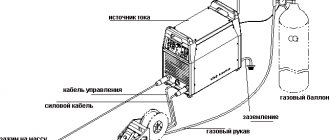
- Ручная полуавтоматическая электродуговая (среда с защитным газом);
- Контактно-точечная.
Любители ремонтируют свое «железо» газовой сваркой, это самое демократичное оборудование для частного применения. Ручной инструмент в этом деле – не помощник, так как операция становится очень трудоемкой.
Профессиональные сварщики с долей скептицизма относятся к использованию дуговой ручной электрической сварки, что говорить о любителях? Контактная сварка – дорогой инструмент, которым пользуются квалифицированные мастера.
Критерии качества сварных швов
Проверить качество соединения деталей после сварки можно различными приспособлениями и устройствами. Важная деталь – все места сварки должны быть хорошо зачищены. Только после этого осуществляется качественный контроль.
Применяемые методики:
- Осуществление визуального осмотра. Для этого применяется увеличительное стекло или простой взгляд. Все найденные в процессе осмотра дефекты нуждаются в устранении;
- Выполнение просвечивание шва. Для этого используется гамма-излучение или лучи рентгена. Таким способом выявляются все недоваренные участки в толще металла до 6-ти см;
- Магнитографический способ. Используемый для такой проверки инструмент отличается точностью и рассчитан на работу с металлом не толще 0,4-1,2 см;
- Ультразвуковая проверка чаще применяется для проверки швов сварки стали или цветных металлов;
- Осуществление вскрытия сварного шва – радикальная мера, для которой тоже используется специальное оборудование;
- Химический способ;
- Выполнение цветной дефектоскопии;
- Керосиновая проба;
- Пневматические испытания;
- Создание вакуума;
- Прочие приемы.
Обилие технологий проверки качества сварных швов является отличным стимулом к более тщательному выполнению этого вида работ. Приобретая станок для зачистки сварных швов, мастер обретает массу преимуществ:
- Безупречное завершение обработки заготовки;
- Удаление шва после сварки;
- Подготовка изделия к финальной стадии обработки.
Оборудование, с помощью которого можно правильно и эстетично зачищать сварные швы, может использоваться на производстве или при личном потреблении. Такой инструмент рассчитан на обработку разных материалов:
- Медь;
- Алюминий;
- Нержавеющая сталь и др.
На поверхностях из нержавейки или иного металла оборудование для зачистки успешно заменяет абразивную пасту, шлифовальный круг, специальный фрезер (перечисленные приспособления часто применяются любителями после сварки металлических поверхностей). Профессионалы же рекомендуют применять точный современный инструмент, гарантирующий высокий результат без сюрпризов.
Выбор оборудования для зачистки швов
После сварки все швы нуждаются в зачистке. На черной стали необходимо избавиться от окислов и окалин на сварном шве. Для этого используются специальные проволочные щетки. При этом масштаб зоны зачистки определяет используемый инструмент – ручные щетки или специальные станки.
https://www.youtube.com/watch?v=xqIxVODfGtM
Лидер мирового рынка в сфере производства проволочных щеток – немецкая . Такая щетка может быть установлена в болгарку или шлифовальную машину углового типа. Многие поверхности из нержавейки зачищают таким способом.
Часто зачистка сварного шва сопровождается снятием усиления. В этом случае инструмент и расходный материал выбирается более тщательно. Специалисты рекомендуют применять мобильный вариант шлифовального станка или угловую шлиф-машинку, оборудованную абразивными кругами.
Эффективное и современное оборудование для автомобильного ремонта – мобильный станок. Инструмент хорошо управляем, им может пользоваться 1 человек.
из Германии выпускает 2 модификации такого станка, которые предполагают использование лент различной степени шлифования.
Профессионалы рекомендуют зачищать швы после сварки лентами, которые выпускает производитель самого оборудования.
Болгарки и шлифовальные круги – выбор мастеров, которые предпочитают дешевое и доступное оборудование. Таким методом можно обрабатывать любые швы – из стали, нержавейки и прочего металла.
Выбор инструмента для зачистки сварных швов при осуществлении кузовного ремонта определяет скорость выполнения работ и качество готового покрытия.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка — НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
Термическая обработка
Помимо уменьшения остаточных напряжений металла, термообработка позволяет добиться следующих целей:
- сделать структуру шва и околошовных зон более приспособленной к воздействию внешних факторов;
- оптимизировать физические и эксплуатационные свойства материала, в частности, повысить стойкость к ржавлению, жаропрочность и т.д.
Термическая обработка сварных соединений предполагает нагрев на определенное время сварного соединения или всего металла до заданной температуры. Далее происходит искусственное охлаждение, которое также производится по определенному сценарию.
Оборудование для термообработки
Для термической обработки стыков может использоваться четыре вида технологического оборудования:
- Индукционные устройства. Индукционный нагрев часто применяется во время прокладки трубопроводов. Суть этого метода состоит в использовании медных индукторов, включающих в себя многожильный медный кабель с воздушным охлаждением. Во время монтажа индуктора на трубопровод нужно принимать во внимание расстояние между трубой и индуктором. Общее правило: чем больше зазор между объектами, тем хуже используется мощность оборудования.
- Гибкие нагреватели сопротивления. Данный способ считается одним из самых удобных и доступных способов обработки сварных швов.
- Муфельные печи. При работе с этим видом оборудования нужно особое внимание уделять равномерности нагрева соединения, что достигается нецентрированной установкой детали в печь.
- Нагрев с помощью газопламенного оборудования. При газопламенном нагреве применяются сварочные и особые многопламенные газовые горелки. Газовые нагреватели выделяют тепловую энергию, возникающую в результате сгорания смеси горючего газа с кислородом.
Химическая обработка
Зачистка сварочных швов после сварки будет намного эффективнее и качественнее, если механические приспособления совмещать с химическими средствами. В этом плане наиболее популярными и действенными считаются два метода: травление и пассивация.
Травление
Это стадия обработки стыков, выполнять которую нужно перед механической шлифовкой. Выполняется с помощью химических составов, образующих на поверхностях деталей однородные и прочные антикоррозионные покрытия. Кроме этого методом травления удаляются затронутые побежалостью участки, в которых скапливаются побудители ржавления, например, окисленные никель и хром.

Когда очистке подлежат небольшие участки, то растворы наносятся непосредственно на поверхность стыков. Большие по размерам детали со сложной конфигурацией помещают в емкости, заполненные травильным раствором. В зависимости от типа металла время химического воздействия определяется индивидуально.
Пассивация
Это зачистка швов после сварки посредством обработки металлических поверхностей специальными составами, образующими пассивную к коррозионным образованиям защитную пленку. Химический процесс происходит следующим образом. При взаимодействии с металлической поверхностью оксиданты мягкого действия удаляют с нее свободный металл, образуя при этом защитную пленку.
После завершения процесса обязательно нужно смыть водой используемые реагенты. Поскольку после такой смывки в воде содержится множество тяжелых металлов и кислот, поэтому с целью предотвращения негативного воздействия на окружающую среду отработанную жидкость необходимо утилизировать.
Чтобы правильной и безопасной была химическая зачистка сварных швов после сварки нормы предусматривают нейтрализацию кислот специальными щелочными соединениями, после чего раствор следует профильтровать и утилизировать согласно требований природного законодательства.
Контроль качества
При проведении сварочных работ и затирки образовавшихся швов на металле следует руководствоваться правилами и нормами, закрепленными в ГОСТ 31385-2008 (требования к сварке и контролю качества сварных соединений). В данном ГОСТ можно найти общие требования к проведению таких работ, отдельные требования к различным свойствам изделий (прочность, ударная вязкость, технологические испытания на изгиб таких соединений).
Также там можно найти и таблицы с максимальными значениями выпуклости швов в миллиметрах (в зависимости от их размеров), перечень методов, позволяющих производить контроль за качеством сварных соединений.
О том, как идеально зачистить сварочные швы на профильной трубе, вы можете узнать из видео ниже.
Особенности обработки нержавейки после сваривания
Изделия из нержавеющей стали используются в разных направлениях жизнедеятельности: в автомобилестроении, в производстве трубопроводов и емкостей под агрессивные жидкости, и многих других конструкций. В быту высокой популярностью пользуются выполненные из нержавейки полотенцесушители, стойки, пандусы, перила, кухонные и другие принадлежности.
Довольно часто посредством сваривания элементов из нержавейки мастера в бытовых условиях изготавливают все возможные конструкции. Но чтобы добиться максимальной прочности стыковых соединений и получить долговечные изделия следует знать, как и чем обработать сварной шов от коррозии.
Если этого не сделать, то в местах спая довольно быстро образуются окалины, которые со временем будут только увеличиваться, провоцируя разрушение стыков.
Механическая шлифовка
Места спая существенно ослабляет возникший при сваривании оксидный слой. Чтобы снять его проводится шлифовка сварных швов, которая также позволяет устранить неровности и некрасивые цветовые переходы.
Осуществляется шлифовка с помощью болгарки, оснащаемой специальными шлифовальными кругами. Но прежде чем зачищать сварные швы следует понимать, что далеко не все круги подойдут для таких работ.
Чтобы на изделии не оставались темные перегретые участки и грубые борозды от абразива, то лучше применять лепестковые круги. Сам процесс очистки будет более продолжительным, но эффект получится намного лучше.
Полировка
Важным этапом обработки стыков на нержавеющей стали является полировка. Она необходима для придания поверхностям окончательного блеска, ровности и устойчивости к агрессивным внешним воздействиям.
Как выполняется процесс и чем зачистить сварочный шов? Сперва места соединений обрабатываются установленным в дрель диском с резиноподобным материалом вулканитом. Это придает спаям необходимой формы и глубины, сам материал оказывает на нержавейку мягкое воздействие.

Далее на отшлифованные участки наносится полировочная паста, например, алмазный состав или обычная смесь ГОИ. Войлочным кругом паста распределяется по всей поверхности. При необходимости отполировать угловые соединения лучше использовать маленькие круги.
После обработки на поверхностях отсутствуют матовые пятна, она получается блестящей и зеркальной.
Текст видео
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины — товары и услуги по доступной цене:
Полезные товары — интернет магазин » Gearbest «: https://goo.gl/riFbzo Нужное и полезное — интернет магазин — » Алиэкспресс «: https://goo.gl/242qIr Множество нужных товаров — интернет магазин — » Banggood «: https://goo.gl/U7l3Kp Магазин ножей — «Ножиков»: https://goo.gl/pPjgRj
Заработок на своем видео с партнерскими программами:
Заработай на своем видео с — » AIR «: https://goo.gl/R7C0pK Заработай на рекламе в видео с — » Аdmitad «: https://goo.gl/1qvZqN
Приветствую Вас! Для начала рекомендации, канал — Автоломатель https://www.youtube.com/channel/UCsrH. И к нашей теме сегодня. В этом видео я расскажу и покажу, как правильно зачистить ( запилить ) швы сварки. Кажется, что это простой процесс, но в нем есть свои нюансы, а именно не пережигать метал, не делать больше чем нужно выборку и конечно пройтись щеткой, чтобы подготовить поверхность к шпаклеванию.. Обо всем этом я детально расскажу в видео. Ну и как обычно ставьте лайки, если понравилось видео, спрашивайте если что-то было не понятно.. Комментируйте и не забывайте подписаться на мой канал! Приятного просмотра!
Мелодия в видео, автор: Routenote Tvoi Rai · Air Tvoi Rai ℗ Air
источник
Способы обработки сварочных швов на автомобиле
На сегодняшний день одной из самых эффективных и простых способов скрепления металлических элементов является сварка. Технология активно используется также при кузовном ремонте автомобилей.
Срок службы кузова нельзя назвать вечным. Уже после 10-15 лет эксплуатации на кузове появляются трещины, коррозионные образования и другие дефекты. Также ремонт является неизбежным после ДТП.
Многие автовладельцы в стремлении уменьшить затраты на ремонт решают самостоятельно провести сварочные работы. При этом далеко не все знают, чем обработать сварочные швы на авто.

Сварной шов сам по себе считается слабым местом, поэтому нуждается в дополнительной защите от преждевременного разрушения. Возможны разные варианты и средства, чем обработать сварные швы автомобиля:
- если сваривание выполняется в легкодоступном месте, то на готовый шов можно нанести шовный автомобильный герметик. Покрывать лучше несколькими слоями поочередно, разравнивая смесь шпателем;
- при нахождении спая на труднодоступной внутренней поверхности для обработки подойдут пневматические распылители консервантов. Это устройства, состоящие из пластиковой длинной трубки, бачка для заливки в него раствора-консерванта и пневматического компрессора.
Это самые простые методы для защиты соединительных стыков. Для подготовки поверхностей под покраску и предотвращения коррозионных процессов используются также другие методики — механическая шлифовка, химическое протравливание и нейтрализация. От качества сварочного процесса и правильности обработки спаев напрямую зависит будет ли гнить сварной шов под краской.
Правила качественной сварки и обработки швов
Если разобраться, то особой сложности сварка и обработка шовных соединений при кузовном ремонте не представляет. Здесь важно только соблюдать технологию сваривания и порядок зачистки полученных спаев:
- приваривать металл лучше точечной техникой, длина швов при которой составляет около одного сантиметра. Если расплавленный металл очень разбрызгивается, значит поверхность деталей некачественно была очищена перед сваркой. Чтобы избежать перегрева при выполнении больших по протяжности швов следует сваривать участки с разных сторон попеременно;
- когда спай выполнен и остыл его необходимо зачистить используя проволочную щетку или болгарку с грамотно подобранными насадками. На этом этапе со стыка удаляются неровности, заусины, бугорки от застывших разбрызгиваний металла и другие дефекты;
- следующий этап — нанесение эпоксидных грунтовочных составов. Это необходимо для того, чтобы предотвратить окисление металлических поверхностей. Эпоксидные смеси имеют достаточно структуру и обеспечивают надежное защитное покрытие от попадания на металл влаги и воздуха. Если на спае есть следы ржавчины, то дополнительно его следует обработать кислотным грунтом.

Нанесенный грунт должен хорошенько просохнуть, поэтому нужно выждать как минимум сутки. После высыхания можно слегка прошкурить поверхность для придания ей шероховатости, используя шкурку 120-го или 240-го номера. Дальнейшие действия — нанесение шпаклевки и покраска.
Обратите внимание! Грунт должен высыхать естественным путем, нельзя ускорять процесс с применением фена. Таким образом только верхний слой просушится, образуя корочку, под которой ничего уже не высохнет.
Гели и кислоты
Чтобы ликвидировать возникшие при сварке цветовые переходы и оксидные отложения применяется кислотная обработка металла гелями и кислотами. Происходит процедура в следующем порядке:
- сварное изделие охлаждается до температуры 50°С;
- шовные соединения тщательно очищаются от окалин и загрязнений металлической щеткой;
- предварительно подготовленный состав наносится на спай и выдерживается в течение 30 минут;
- химикаты тщательно смываются большим количеством воды.
Некоторым из химических веществ характерна повышенная пожароопасность, поэтому необходимо строгое соблюдение техники безопасности.
Возможна также термообработка сварочных швов, но такая технология как правило используется в профессиональных автосервисах и с применением специализированного оборудования.
Зачистить краску болгаркой
Зачистка металлической поверхности от старой краски невозможна без наличия специальной оснастки. Кроме болгарки, понадобятся специальные насадки, такие как металлические щетки. Щетки делятся на:
По типу крепления различают:
- насадки с резьбовым креплением;
- насадки с фиксирующей шайбой.
Если предполагается удаление старого, многослойного покрытия, подойдут жесткие щетки. Насадки сделаны из витой металлической проволоки и без труда снимают слой старой краски.
Для обработки поверхности в щадящем режиме выбирайте оснастку из мягкой витой проволоки.
Чтобы снять тонкий слой краски, можно также использовать лепестковый наждачный круг для УШМ. Эта оснастка предназначена чтобы шлифовать деревянные поверхности, но краску она снимет бережно и без проблем.
Также подойдут наждачные круги для болгарок или фибровые диски. Все зависит от площади обрабатываемой поверхности, возраста покрытия, количества слоев и пр.
Зачистить ржавчину болгаркой
Удаление ржавчины с металлических поверхностей болгаркой трудоемкая работа. Кроме УШМ, нужно обзавестись специальной насадкой — жесткой щеткой из витой проволоки. Отметим, что при помощи такой насадки возможно только зачистка. Шлифовать щеткой нельзя, так как на поверхности остаются царапины.
После того как завершена очистка, воспользуйтесь крупнозернистой наждачной бумагой для финишной обработки.
Зачистить сварочные швы болгаркой
Зачистка сварных швов — работа, требующая ответственного подхода. Чтобы не повредить шов, а поверхность выглядела гладкой и аккуратной, нужно сточить его болгаркой.
В процессе зачистки, помните о том, что после процесса обработки должно остаться как можно больше металла на сварном шве. Правильная зачистка сварочных швов возможна при наличии диска толщиной не меньше, чем 3 мм. В противном случае, диск может лопнуть и нанести вред окружающим предметам и здоровью оператора болгарки.
После проведения сварки двух металлических элементов, в пределах 2-3 см от шва остаются окалины и шлак, которые нужно шлифовать. Делать это нужно сразу, ведь когда поверхность покроется краской она должна быть гладкой. А если не зачистить эти места, останутся выпуклости и вид будет испорчен.
Там где трудно или невозможно достать болгаркой, используйте плоское зубило.
Удалить ржавчину с кузова автомобиля
Коррозия — болезнь многих авто, особенно бюджетного сегмента. Запущенные пораженные участки кузова не подлежат восстановлению. Но своевременные действия помогут избежать катастрофических последствий.
Инструмент, который понадобится:
- Болгарка. Для очистки поверхности от ржавчины в гаражных условиях не обязательно нужен профессиональный инструмент. Достаточно и бытовой УШМ.
- Специальная оснастка для УШМ. Щетки чашечного типа с проволокой разной по жесткости, шлифовальные круги.
- Инструмент для ручной очистки.
Действия! Поверхность нужно зачистить от ржавчины при помощи болгарки до голого металла. При этом, старайтесь снять как можно меньше “живого” металла. Если коррозия образовалась на номере кузова — снимайте ржавчину только вручную, чтобы не повредить номер.
Если коррозионные повреждения кузова не слишком глубокие — обработайте эти места болгаркой до металла и выровняйте поверхность шпатлевкой.
Если на местах поражения после зачистки не осталось сильных углублений, покройте их грунтовкой и подготовьте к покраске.
Как зачистить гаражные ворота от ржавчины
В этом процессе понадобится болгарки и чашечная щетка. С их помощью удаляется ржавчина и поверхность готовится к покраске. Не забывайте про средства защиты: респиратор, защитные очки, перчатки.
Зачистные работы очень трудоемкий процесс, требующий ответственного подхода. От того, как они выполняются зависит вид и прочность изделия, поэтому мы рекомендуем использовать только проверенные болгарки и насадки для них.
Работая с УШМ, не забывайте о технике безопасности. Надевайте защитные очки, шумоизоляционные наушники и защитные перчатки. Работайте в закрытой обуви и одежде. Это убережет от получения травм и нанесения вреда здоровью.
Если необходимы расходные материалы на болгарку: круги, диски и пр. приглашаем посетить сайт ukrabraziv.com.ua. Там вы найдете широкий ассортимент оснастки по доступным ценам. Для заказа воспользуйтесь сайтом или звоните по указанным телефонам.
Надеемся наша статья внесла ясность в процесс зачистки металлических изделий при помощи болгарки. Если остались вопросы, обращайтесь!
источник