Геометрические размеры сварного шва
Автор:
Игорь
Дата:
11.03.2018
- Статья
- Фото
- Видео
Закристаллизовавшийся отрезок расплавленного металла, образовавшийся в месте соединения двух металлических деталей или конструкций – это классический сварочный шов, который имеет определенные геометрические размеры как в сечении, так и по длине. Они зависят от типа соединения, метода выполнения сварки, геометрии разделки торцевых кромок соединяемых изделий и некоторых других факторов. Эти элементы сваренных деталей делятся на два вида: стыковые и угловые. Их не следует путать с типами сварочных соединений, которые классифицируются как стыковые, угловые, тавровые и внахлест.
Во всех таких конструкциях присутствуют рабочие швы, на которые действуют основные нагрузки соединения. От правильного расчета этих элементов соединения зависит прочность всей конструкции в целом. На качество сварки влияет множество факторов, в том числе и геометрические характеристики, такие как ширина, длина, вогнутость, выпуклость и другие особенности стыковки деталей. Для соединенных под прямым углом деталей, основным геометрическим параметром является размер катета сварного шва, от которого зависит прочность сварки.
Способы контроля
Контроль сварочных швов – неотъемлемая часть технологического процесса. Прежде всего, соединение необходимо исследовать на устойчивость к разрушающим нагрузкам. Формы контроля могут быть разными. Они зависят от принципов, на которых основываются. К передовым методам относится радиография, рентгенография, облучение гамма-лучами, ультразвуковой и вихретоковый контроль. Сюда же следует добавить магнитное зондирование, а также капиллярный способ исследования швов. Представленные виды контроля требуют наличия дорогостоящей аппаратуры и не всегда могут быть реализованы, особенно в условиях мелкого производства.
Основные виды угловых сварных швов
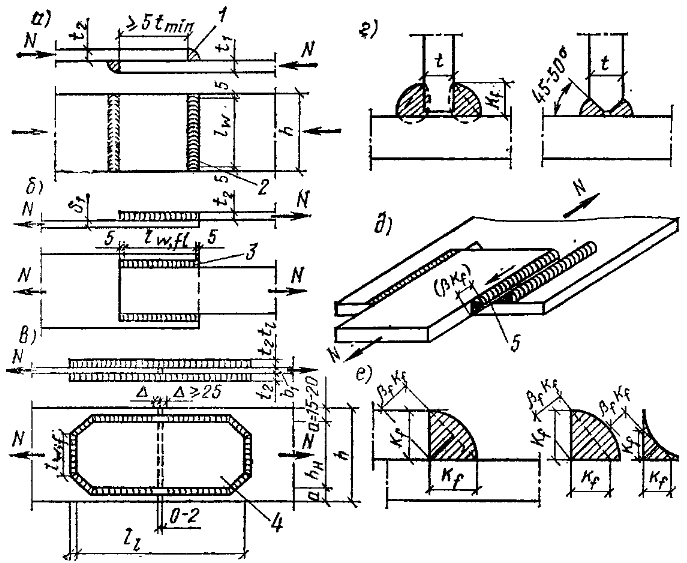
Рисунок 529.2. Основные виды сварных соединений с угловыми швами.
а) Лобовые швы (2) при соединении внахлест;
б) Фланговые швы (3) при соединении внахлест;
в) Лобовые и фланговые швы при соединении в стык с накладками (4);
г) Угловые швы при соединении втавр (впритык) без прирезки и с прирезкой кромок;
д) Плоскость среза (сдвига) флангового шва
2.1. Геометрические характеристики угловых сварных швов
Одной из главных геометрических характеристик углового шва наряду с уже известной нам длиной шва lw, является катет шва kf. Это связано с тем, что в каком бы напряженно-деформированном состоянии ни находился рассматриваемый элемент конструкции, на один из катетов шва всегда будут действовать касательные напряжения. А так как сопротивление сдвигу (срезу) всегда меньше сопротивления растяжению или сжатию, то в таблице 530.2 рассматривается только один вид напряженно-деформированного состояния — условный срез.
В связи с этим определение катета шва при расчете угловых сварных швов приобретает большое значение. На рисунке 529.2.е) показаны возможные геометрические формы угловых швов (вид в разрезе). Как видно из этого рисунка в качестве расчетного значения катета шва принимается наименьшее из возможных значение.
Кроме того, предполагается, что разрушение материала шва может происходить не по одному из катетов, а в сечении, наклоненном к катетам под некоторым углом или по границе сплавления. Поэтому при расчете угловых швов рассматриваются два сечения: по металлу шва (1) и по границе сплавления (2):
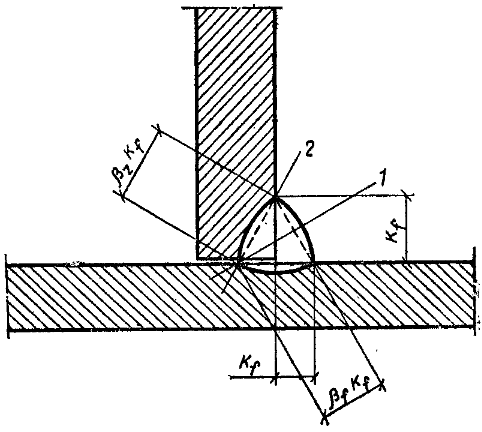
Рисунок 529.3. Расчетные сечения угловых швов
Соответственно для определения одного из размеров рассматриваемого сечения используются коэффициенты βf — при расчете по металлу шва и βz — при расчете по границе сплавления. Определить значение этих коэффициентов можно по следующей таблице:
Таблица 529.1 (согласно СП 16.13330.2011 «Стальные конструкции»). Значения коэффициентов βf и βz для угловых швов
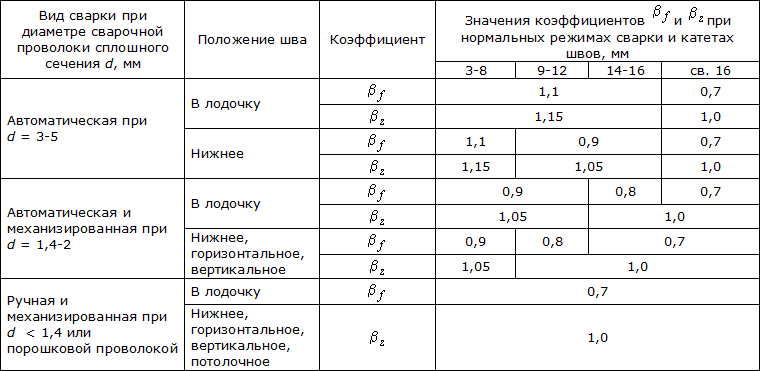
Примечание: В СНиП II-23-81* «Стальные конструкции» и в старых справочниках формулировка последнего пункта (вид сварки) была несколько иной, а именно: «Ручная; полуавтоматическая (механизированная)…» и так далее, что позволяло без проблем определять значения коэффициентов при ручной сварке. Сейчас в формулировке присутствует союз «и», что на мой взгляд не совсем правильно, так как позволяет рассматривать дальнейшие условия, как относящиеся к обеим определениям. Кроме того, в указанных источниках значения коэфициентов для ручной сварки определялись вне зависимости от положения сварного шва. Сейчас же мы видим странное разделение, позволяющее определить только βf при сварке в лодочку или βz при всех остальных положениях шва. На мой взгляд, здесь явная ошибка редактора, тем не менее СП 16.13330.2011 «Стальные конструкции» — это актуализированная редакция теперь уже не действующего СНиП II-23-81* «Стальные конструкции» и при расчетах следует руководствоваться именно положениями СП. Но все равно приведу соответствующую таблицу из старого СНиПа:
Типы сварочных соединений и геометрия угловых стыков
Место сцепления деталей, созданное посредством расплавления и последующего остывания металла, называют сварочным швом. В зависимости от конфигурации и варианта расположения заготовок швы разделяются на стыковые и угловые. Первая разновидность в одной плоскости соединяет торцами два элемента, вторая — образует угол между свариваемыми заготовками.
Основными геометрическими параметрами угловых соединений являются:
- толщина, состоящая из глубины провара и выпуклой части;
- ширина — размер наваренной между двумя деталями линии в поперечном сечении;
- высота — расстояние между началом стыка и гипотенузой;

- выпуклость — длина линии, проведенной от гипотенузы до самой высокой и выпуклой точки шовного стыка;
- корень — максимально удаленная от поверхностей стыкуемых элементов часть наплавления;
- глубина провара — определяется по заполненному металлом зазору без учета выпуклости;
- катет шва при сварке — расстояние между кромкой соединения и поверхностью второй заготовки.
Есть ряд специалистов, особенно начинающих сварщиков, которые попросту не понимают, что такое катет сварного шва и считают, что для повышения прочности стыка достаточно увеличить объем наплавки. Но такое мнение является большой ошибкой и чем больше металла наплавлять, тем высшие риски перегрева материала.
Сварные соединения, их достоинства и недостатки
Соединение сваркой представляет собой один из видов неразъёмных соединений деталей.
Оно выполняется путём сильного раскаливания мест соединения до температуры, способной расплавить детали или довести металл до пластического состояния. Это позволяет создать силу молекулярного сцепления, способную удерживать различные элементы между собой.
К преимуществам относится высокая прочность и надежность подобных связей.
Недостатки сварных соединений:
- присутствие остаточного напряжения вследствие неоднородности нагрева и охлаждения свариваемых деталей;
- коробление деталей;
- наличие скрытых изъянов в виде трещин и непроваров, которые снижают прочность.
Как рассчитать катет сварного шва
Существует огромное количество формул, с помощью которых можно рассчитать катет шва. Вместе с ними есть и различные типы швов: стыковые, тавровые, нахлесточные, угловые, и каждый из типов имеет свои подтипы. Получается, что каждому типу шва по формуле, а их около десятка (с учетом всех особенностей, конечно). Их все мы не сможем раскрыть в рамках этой статьи, поэтому расскажем, как рассчитать катет по ширине шва, поскольку это самая популярная и часто применимая формула.
Т — это наш катет
S — ширина нашего шва
cos45° — это косинус, равный 45 градусам (значение неизменно, cos45°= примерно 0.7)
Вот и вся формула. По ней несложно узнать размер катета углового шва, например. Потому что по сути своей катет углового соединения равен катету треугольника, который мы можем вписать.
Мы не будем производить расчет катета сварного шва от толщины металла, поскольку здесь даже формулы не нужны. Нужно просто взять значение по наименьшей толщине и это будет наш ответ. Простой пример: у нас есть металл толщиной 3 миллиметра. Нам нужно его соединить. Мы будет выяснять катет по толщине. Просто смотрим, что толщина металла действительно 3 миллиметра по всему периметру и используем это значение. Расчет катета сварного шва от толщины металла очень удобен, если используются нахлесточные швы и детали достаточно тонкие. Если детали толстые, то просто рассчитайте 40% от толщины.
Ниже таблица минимальных катетов сварных швов для тавторвых соединений. Она будет полезна, если у вас нет возможности произвести быстрый расчет. Сохраните ее себе и попробуйте применить в работе.
Расчет размера катета с применением математических формул
Известно множество математических способов для того как рассчитать катет сварного шва. Практически для каждого типа стыков существуют отдельные формулы и при необходимости их без особых проблем можно найти в интернете на специализированных сайтах, как собственно и таблица катетов сварных швов находится в открытом доступе для пользователей.
Если рассматривать валик как треугольник, то квадрат катета в нем аналогичен объему наплавки. Например, когда 10 мм составляет длина спая и при этом всего на 1 мм увеличен катет (К), то на целых 20% потребуется больше затратить проволоки.
При состыковке деталей толщиной до 4 миллиметров внахлест К должен равняться 4 мм. При высшем значении необходимо вычислить от толщины 40% и добавить 2 мм к полученному результату.
Но перед тем как выбрать катет сварного шва нельзя забывать о том, что угловые швы бывают нескольких разновидностей:
- нормальные, на которых нет вогнутых и выпуклых участков. В данном случае катет аналогичен толщине металла;
- вогнутые. Здесь катет сварного шва минимальный и составляет 0,85;
- выпуклые. Чтобы узнать какова оптимальная толщина сварного катета расчет осуществляется по формуле: К = S x cos45°. Символ S обозначает ширину спая, а cos45° — это постоянная величина, составляющая 0,7071;
- специальные, в которых треугольник валика не разносторонний.
Чтобы с максимальной точностью вычислить катет сварочного шва в зависимости от толщины металла одних только математических действий будет недостаточно. Особое значение отводится текучести свариваемого металла и технологии, посредством которой проводятся сварочные работы.
Тем, кто не может выполнить быстрые расчеты и затруднятся как выбрать катет сварного шва таблица 1 в разы упростит работу.
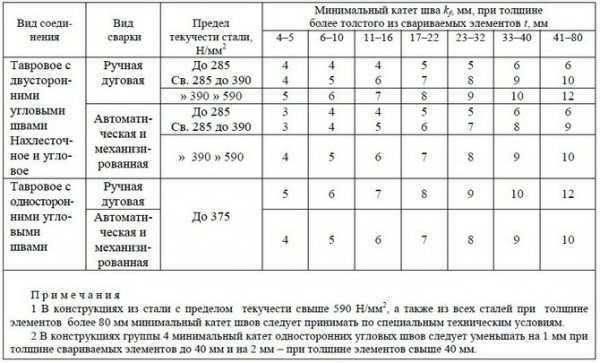
Для материалов с другими пределами текучести металла при необходимости рассчитать минимальный катет сварного шва таблица 2 также будет полезной для применения в работе.
—>СТРОИМ ДОМ ВМЕСТЕ —>
Основные геометрические параметры стыкового шва:
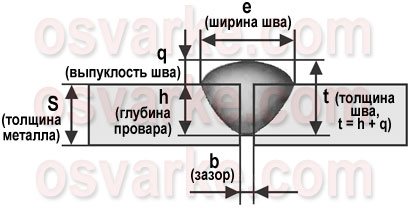
S – толщина свариваемого металла; e – ширина сварного шва; q – выпуклость стыкового шва (высота усиления) – наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей; h – глубина провара (глубина проплавления) – наибольшая глубина расплавления основного металла; t – толщина шва, t = q+h; b – зазор.
Основные геометрические параметры углового шва:
k – катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали; q – выпуклость шва; p – расчетная высота углового шва – длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва; a – толщина углового шва, a = q+p.
Коэффициент формы шва – отношение ширины шва к его толщине.
Значение коэффициента формы шва обычно бывает в пределах от 0,5 до 4. Оптимальным считается значение от 1,2 до 2.
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Значение коэффициента выпуклости шва не должно быть более 7–10.
Коэффициент долей основного металла в металле шва:
где Fо – площадь сечения расплавленного основного металла, Fэ – площадь сечения наплавленного электродного металла.

Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
Геометрические параметры
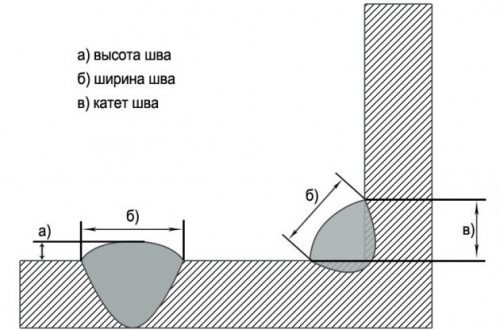
Для того, чтобы заводить речь о расчете параметров, необходимо четко знать их определения. К сожалению, сухие научные фразы не всегда дают то представление, которое желает видеть, к примеру, начинающий мастер. Ярким примером одного их таких терминов является катет сварного шва.
Согласно определению, катетом шва называют сторону (катет) наибольшего равнобедренного треугольника, который можно вписать в поперечное сечение.
Вышеприведенное определение настолько переполнено математическими терминами, что даже при желании трудно понять, что же это за величина. Обратимся к иллюстрации.
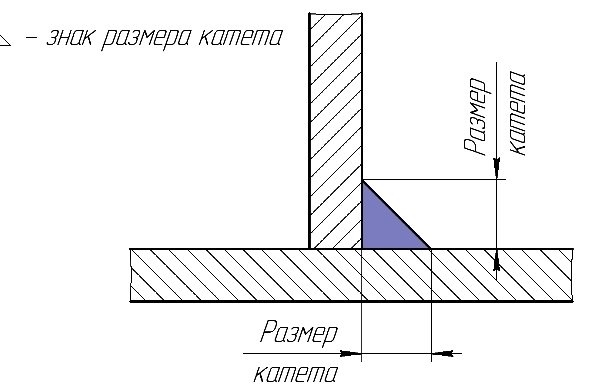
Во-первых, отметим, что говорить о катете можно только при наличии углового соединения. Во-вторых, в нашем понятии катет является стороной прямоугольного треугольника. Здесь фиолетовым цветом выделен прямоугольный треугольник, который равнобедренным должен являться теоретически, согласно требованиям к сварным швам.
На практике же этот треугольник не всегда имеет равные катеты, что, конечно же, указывает на дефект. Вот почему данный параметр необходимо рассчитывать и придерживаться полученного значения.
Под поперечным сечением подразумевается сечение детали плоскостью, перпендикулярной шву. Из рисунка также становится понятен смысл слова «наибольшего» в определении. Но что делать, если соединение проводится не под прямым углом. В этом случае тоже заводится речь о некоем катете, хотя в его расчет вносится погрешность, и она тем более, чем больше угол отличается от прямого. Теперь дадим более наглядное определение.
Катетом можно назвать расстояние от плоскости одной детали до крайней границы сварного шва на плоскости другой детали.
Один лишь катет шва рассчитывается крайне редко, поэтому приведем пример других важнейших параметров, которые учитываются при проведении сварочных работ.
На рисунке отображены следующие величины:
- S – толщина детали;
- e – ширина сварного шва;
- q – выпуклость шва;
- h – глубина провара (отмеряется от плоскости детали);
- t – толщина сварного шва;
- b – зазор между кромками (его величина зависит от способа разделки кромок);
- k – катет;
- a – толщина шва (при угловом соединении);
- p – высота шва (при угловом соединении).
Расчет
В строгом смысле для определения величины катета шва необходимо учитывать целый ряд факторов. Наиболее значимым из них является толщина заготовки. Даже начинающему мастеру известно, что геометрия сварного шва напрямую зависит от необходимой глубины провара. Эта зависимость несколько усложняется, если приходится соединять две детали разной толщины.
К дополнительным факторам относятся такие, как положение электрода, тип соединения, физические свойства металла. Полный расчет сварного соединения подразумевает использование целого ряда сложных формул. На практике, если на металлоконструкцию не будут действовать сверхвысокие нагрузки, используют упрощенные принципы расчета.
К примеру, при соединении двух деталей одинаковой толщины катет считается равным кромке детали. Если толщина материала различна, то ориентируются на параметры более тонкой заготовки. Еще раз напомним, что ошибки в расчете приводят к нежелательным последствиям. Чрезмерно малый катет ославляет прочность сварного шва, в то время как большой катет может стать причиной внутренних напряжений в металле.
Приведенный метод расчета справедлив для средних показателей толщины материала. Увеличение толщины приводит к нарушению линейной зависимости между указанными параметрами. Достаточно толстые детали свариваются швом с катетом, размер которого составляет 40% от толщины. Как видно из примера, соблюдать такую сложную зависимость проблематично, тем не менее, размер катета – величина, определенная стандартом ГОСТ 5264-80.
В ряде случаев приближенное значение катета дает слишком большую погрешность, поэтому принято пользоваться упрощенной формулой. Они имеет следующий вид:
T=Scos45°, где Т – величина катета, а S – ширина шва. Поскольку мы иллюстрировали геометрические параметры, то в наших обозначениях эта формула будет иметь вид: K=ecos45°. Учитывая то, что косинус угла – есть величина постоянная, приходим к выводу, что и в данном случае катет линейно «привязан» к такому параметру, как ширина сварного шва (но не толщина кромки).
ГОСТ катетов стыковых швов
Чтобы в процессе эксплуатации металлоконструкции выдерживали возлагаемые на них нагрузки все присутствующие на них шовные соединения должны соответствовать нормативным показателям.
Основным документом, регламентирующим размеры сварных соединений, а также типы и характеристики конструктивных элементов металлоизделий является ГОСТ.
Здесь четко указано, что при необходимости состыковать разные по толщине детали соединять их можно таким же образом, как и заготовки с равной толщиной. Только при этом разница между двумя показателями не должна превышать нормативных значений.
В одном из пунктов ГОСТа обусловлены допустимые смещения кромок по отношению друг к другу и установлены четкие параметры смещений в соответствии толщины заготовки. В приложении к документу описаны все возможные минимальные размеры катетов, которые в обязательном порядке следует учитывать при сваривании металлоконструкций.
Как измерить катет шва
Измерения позволяют контролировать качество работ в процессе их выполнения или по завершению. Они дают возможность объективно оценить полученный результат и определить на каком этапе были допущены ошибки.
Размер стыков определяется на основании геометрических формул. Для получения результата необходимо просчитать катет равностороннего треугольника максимального размера, который можно вписать в сечение соединенных элементов.
Расчеты можно выполнить по-разному. При выборе варианта учитывается способ сварки. К примеру, если выполняется внахлест, а соединяются два металлических листа толщиной 4 мм, то катет тоже будет такой же примерно толщины. В остальных случаях размер катета составляет примерно 40% от толщины металла.
Что регулирует ГОСТ 16037-80
ГОСТ 16037-80 был утвержден для применения Постановлением Госкомитета СССР по стандартам в 1980 гг. Он начал действовать с июля 1981 года и имеет юридическую силу до сих пор. ГОСТ заменил собой ранее действующий стандарт в указанной отрасли 16037-70. В декабре 1990 года в документ были внесены последние и единственные изменения.
Сфера регулирования ГОСТа – сварные соединения стальных трубопроводов. Он обязателен для применения:
Обязательность стандарта обозначает, что все сварщики, которые приступают к сварке стальных труб, должны учитывать положения стандарта. Из сферы регулирования документа исключены сварные соединения, которые применяются для производства труб из полосового и листового материала.
При монтаже трубопроводных систем одним из наиболее распространенных способов является ручная сварка, требования к производству которой прописано в ГОСТ 16037-80. С полным текстом документа можно ознакомиться здесь.
От качества стыков и швов во многом зависит безопасность функционирования трубопроводных систем.
При строгом соблюдении требований стандарта в процессе проектирования и формирования технологического процесса и самом выполнении сварных швов трубопроводов обеспечивается должный уровень качества.
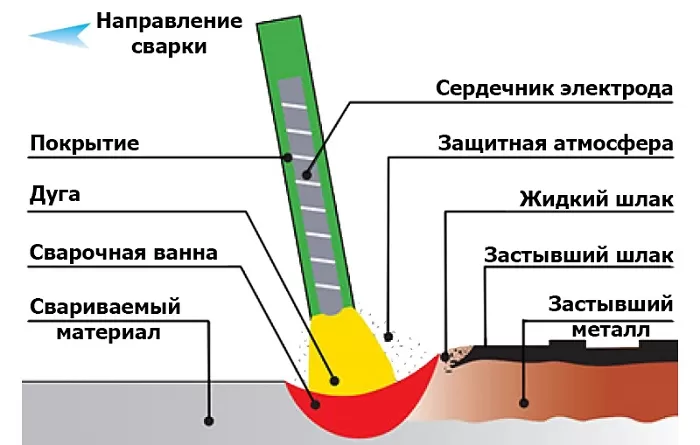
Зоны сварки
Зона сплавления с частично оплавленными зернами — 0,1−0,4 мм главного металла. Когда металл в этой зоне прогреется, его структура становится игольчатой с высокой хрупкостью и низкой прочностью.
Зона термического делится на четыре участка:
- I — относится к основному металлу, нагревшемуся до температуры превышающей 1100 °C. Структура этого участка крупнозернистая, а зерна в этой области приблизительно в 12 раз больше, чем стандартные. Вследствие перегрева уменьшается, вязкость, пластичность и другие механические свойства металла, и в слабейшем участке сварки часто происходит разрыв.
- II — участком является зона нормализации, в которой главный металл прогревается на 900 °C. Структура зерна тут гораздо мельче, чем в предыдущем случае. Занимает этот участок 1−4 мм.
- III — зона неполной кристаллизации, в которой главный металл прогревается до 750− 900 °C. Здесь попадаются и мелкие, и крупные зерна. Механические свойства снижаются вследствие неравномерности распределения кристаллов.
- IV — зона рекристаллизации. Прогревается до 450− 750 °C и восстанавливается форма зерен, деформированных из-за прошлых механических воздействий. Примерная ширина — 5−7 мм.
Разделка труб под сварку
В ГОСТе 16037-80 регулируются не только виды сварных соединений стальных трубопроводов (стыковых, нахлесточных и угловых), но и характеристика проведения подготовительных мероприятий с учетом вида.
Перед проведением сварочных работ необходимо провести подготовительные мероприятия. Они включают:
Разделка предполагает механическую обработку кромки. В процессе монтажа трубопровода разделка выполняется с применением специальных машин. При проведении ремонта допускается выполнение разделки посредством угловых шлифовальных машин.
Разделку кромок требуется выполнять при толщине заготовок под сварку от 4 мм. Для угловых соединений скашивают одну или обе кромки под углом 45 градусов.
Стыки на стальных трубопроводах могут быть поворотными и неповоротными. При сварке трубопровода рекомендовано применять первый тип, так как они позволяют сварщику занять наиболее выгодное нижнее положение. Кромки при этом разделываются по всему периметру.
При стыковом соединении разница между толщиной стенок не может быть более 10% и превышать 3 мм.
Перед началом монтажа также обрабатываются кромки и околошовная зона на 20-30 мм. Она очищается от механических загрязнений, коррозийных следов и масложировых пятен.
Перед электродуговой сваркой торцы труб необходимо прихватить друг к другу. При диаметре труб, не превышающем 300 мм, делается 4 прихватки. Если же он превышает 300 мм, то прихваты делаются равномерно через 200-300 мм.
Сварка труб с толщиной более 12 мм производится в три приема (проходки).
Если соединяются толстые трубные заготовки, то сформированный шов нужно сделать толще самой детали. Для формирования соединения с заданными параметрами нужно выполнить разделку кромок после снятия фаски. При этом электроду обеспечивается доступ для качественной сварки шва.
При расчете технологических параметров разделки следует особое внимание уделить корректности расчета и соблюдению определенных значений разделки. Это снижает трудоемкость, позволяет экономно расходовать материалы и контролировать себестоимость.
При подготовке стыков разновидность фаски зависит от толщины заготовок: при толщине 3-25 мм применяется односторонняя фаска, 26-60 мм – двухсторонняя. Для угловых стыков устанавливаются такие границы: при значении до 20 мм – односторонняя, до 50 мм – двухсторонняя.
Исходя из геометрической формы профиля, различают следующие подвиды разделки:
Если же труба имеет толщину свыше 60 мм, то применяются специальные формы (в частности, уступы и сложные криволинейные профили).
Для разделки используются газовые резаки и механическая обработка. Первый способ обладает определенными ограничениями и недостатками: он отличается невысокими качествами. Наиболее высокая точность обеспечивается фрезерной обработкой, в отношении труб большого диаметра могут использоваться специальные торцовочные аппараты или шлифмашинки.
Таким образом, ГОСТы на проведение сварочных мероприятий выступают важным документом, которые регламентируют условия для подготовки и проведения сварочных работ. В ГОСТе 16037-80 определены методы сварки стальных трубопроводов, типы соединений, способы разделки и конструктивные элементы для каждого типа. Соблюдение рекомендуемых параметров продлевает сроки службы трубопроводов, обеспечивает долговечность, прочность и герметичность швов.
Источник
Выбор катета сварного шва
Определение длины катета шва при сварке выполняется под каждое конкретное изделие. Необходимо учитывать:
- толщину свариваемых заготовок;
- их материал;
- одностороннее соединение или двухстороннее(со скольких сторон будет проварен угол);
- характеристики электродов или проволоки.
Длина должна быть достаточной для обеспечения заданной прочности сварки. Завышать длину также недопустимо.
Завышение приводит к повышенному расходованию материалов, завышению трудоемкости, а также перетяжеляет конструкцию. Для облегчения выбора длины на основе практического опыта, а также научных исследований разработаны типовые шаблоны для каждого вида сварного соединения.
Что в сварочном соединении обозначает катет
Лучшим способом получить выносливые и долговечные соединения изделий из металлов является их сваривание. Но состыковка отдельных деталей в цельные конструкции должна осуществляться в соответствии действующих нормативов. Смогут ли массивные и габаритные металлоконструкции выдерживать постоянные эксплуатационные нагрузки непосредственно зависит от катета сварочного соединения.
Что такое катет в сварке и какие функции он выполняет в готовых изделиях? Если рассматривать образуемый угловой сваркой стык в разрезе, то в идеале он должен воссоздавать равнобедренный треугольник. Расстояние от начала одного стыкового соединения до конца второго обозначает катет сварочного шва.
Другими словами, катет шва при сварке — это длина плоскости наибольшего треугольника с равными сторонами, который не выходит за пределы поперечного сечения.
От величины катета напрямую зависит прочность шовного соединения. Например, недостаточной прочность будет при минимальной величине катета из-за небольшой площади сечения, а при чрезмерно большом значении может возникнуть деформация металла по причине увеличенного объема наплавки. Также большая величина влечет за собой повышенный расход электроэнергии и используемых при сваривании материалов.