21.10.2021 Автор: VT-METALL

Из этого материала вы узнаете:
- Определение качества сварных соединений
- Факторы, влияющие на качество сварных соединений
- Методы неразрушающего контроля качества сварных соединений
- Разрушающие способы контроля сварных соединений
Качество сварных соединений является ключевым параметром, по которому оценивают пригодность к эксплуатации всего изделия. Ошибочно полагать, что на него влияет только мастерство сварщика, не меньшее значение имеют состояние оборудования и пригодность материала для работ.
Существуют различные способы организации контроля качества сварных соединений, наиболее популярными из которых являются методы разрушающего и неразрушающего контроля. В нашей статье мы расскажем, что входит в понятие качества сварки, как организуется проверка и разберем актуальные способы ее проведения.
Разрушающие методы контроля сварных соединений
Разрушающие методы контроля сварных соединений
К
атегория:
Сварка металлов
Разрушающие методы контроля сварных соединений
Далее: Техника безопасности при сварке
К способам контроля сварных соединений с их разрушением относятся: – механические испытания; металлографические исследования; – специальные испытания с целью получения характеристик сварных соединений.
Эти испытания проводят на сварных образцах, вырезаемых из самого изделия или из специально сваренных контрольных соединений, выполненных в соответствии с требованиями и технологией на сварку изделия в условиях, соответствующих сварке. Целью этих испытаний являются:
оценка прочности и надежности сварных соединений и конструкций;
оценка качества основного и сварочного материалов; оценка правильности выбранной технологии; оценка квалификации сварщиков.
Свойства сварного соединения сопоставляют со свойствами основного металла. Результаты считаются неудовлетворительными, если они не соответствуют заданному регламентированному уровню.
Основными испытаниями являются механические испытания по ГОСТ 6996—66, который предусматривает следующие виды испытаний сварных соединений и металла шва:
испытание сварного соединения в целом и металла различных участков сварного соединения (наплавленного металла, зоны термического влияния, основного металла) на статическое (кратковременное) растяжение, статический изгиб, ударный изгиб (на надрезанных образцах), на стойкость против механического старения;
измерение твердости металла различных участков сварного соединения и наплавленного металла.
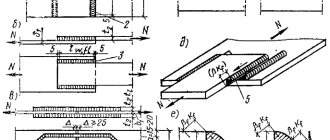
Контрольные образцы для механических испытаний выполняют определенных размеров (рис. 1).
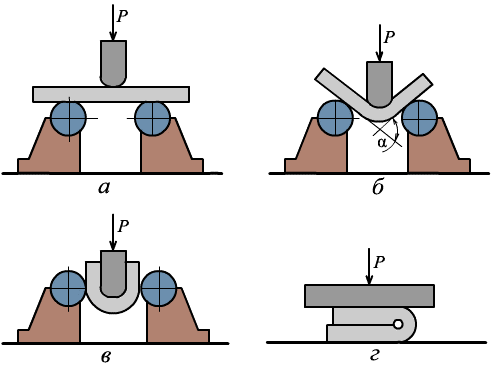
Испытаниями на статическое растяжение определяют прочность сварных соединений. Испытаниями на статический изгиб определяют пластичность соединения по величине угла изгиба до образования первой трещины в растянутой зоне.
Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Испытаниями на ударный изгиб, а также ударный разрыв, определяют ударную вязкость сварного соединения.
По Результатам определения твердости судят о структурных изменениях И степени подкалки металла при охлаждении после сварки.
Металлографические исследования сварных соединений. Основной задачей металлографического анализа является установление структуры металла и качества сварного соединения, выявление наличия и характера дефектов. Металлографические исследования включают в себя макро- и микроструктурный методы исследования металлов.
Рис. 1. Образцы для определения механических свойств: а, б — на растяжение наплавленного металла (а) и сварного соединения (б), в — на изгиб, г — на ударную вязкость
При макроструктурном методе изучают макрошлифы и изломы металла невооруженным глазом или лупой (увеличение до 20 раз). Макроисследование позволяет определить характер и расположение видимых дефектов в разных зонах сварных соединений.
При микроструктурном анализе (микроанализ) исследуется структура металла при увеличении в 50—2000 раз с помощью оптических микроскопов.
Микроисследование позволяет установить качество металла, в том числе обнаружить пережог металла, наличие окислов по границам зерен, засоренность металла неметаллическими включениями (оксидами, сульфидами), величину зерен металла, изменение состава металла при сварке, микроскопические трещины, поры и некоторые другие дефекты структуры.
Методика изготовления шлифов для металлографических исследований заключается в вырезке образцов из сварных соединений, шлифовке, полировке и травлении поверхности металла специальными травителями.
Металлографическое исследование сварных соединений дополняется измерением твердости и при необходимости химическим анализом.
Специальные испытания проводят с целью получения характеристик сварных соединений, учитывающих условия эксплуатации сварной конструкции: – определение коррозионной стойкости для конструкций, работающих в коррозионных средах; – усталостной прочности при циклических нагрузках; ползучести при эксплуатации в условиях воздействия повышенных температур и др.
Классификация методов неразрушающего контроля по ГОСТ 18353- 79
Основные методы неразрушающего контроля основаны на применении различных физических явлений и измерении характеризующих эти явления физических величин. Наиболее широко применяются следующие виды неразрушающего контроля:
- ультразвуковой;
- радиоволновый;
- электрический;
- акустический;
- вихревых токов;
- магнитный;
- тепловой;
- радиационный;
- проникающими веществами;
- оптический.
Общие виды неразрушающего контроля могут включать в себя несколько конкретных методов, различающихся по таким признакам, как:
- способ взаимодействия с контролируемым объектом;
- физические величины, измеряемые в ходе наблюдения;
- способ получения и интерпретации данных.
Правильный выбор способа позволяет предприятию сэкономить средства и обеспечить высокую надежность контролируемого оборудования и конструкций.
Радиоволновой метод неразрушающего контроля
Заключается в облучении исследуемого объекта радиочастотным излучением и измерении параметров прошедшей, отраженной или рассеянной электромагнитной волны.
Радиоволновой метод
Он применим к диэлектрическим, полупроводниковым материалам, а также к тонкостенным металлическим оболочкам и конструкциям, в которых хорошо распространяются радиоволны.
Используется для проверки однородности, габаритов и формы изделий из пластика, резины, композитных материалов. Измеряют при этом амплитудные, фазовые или поляризационные характеристики волны.
Неразрушающий контроль радиоволновым методом позволяет обнаружить в массе материала неоднородности, посторонние включения, некачественные клеевые и сварные соединения и другие дефекты.
Уровни профессиональной квалификации специалистов по РК
Порядок проведения аттестации определяется видами выполняемых в лаборатории испытаний, а также производственным опытом аттестуемых специалистов. Выделяют 3 уровня профессиональной квалификации специалистов лабораторий разрушающего контроля:
- I уровень дает право на выполнение испытаний под наблюдением специалистов II или III уровней квалификации в строгом соответствии с инструкцией.
- II уровень дает право на выполнение испытаний, выбор методик, документирование результатов испытаний, руководство работой специалистов I уровня квалификации и их подготовку, настройку оборудования.
- III уровень квалификации дает право на выполнение всех работ, предусмотренных I и II уровнями, руководство любыми операциями в области испытаний, в которой аттестован специалист, а также на участие в аттестационной комиссии при аттестации специалистов I и II уровней.
Подготовка специалистов на аттестацию по I и II уровням квалификации должна составлять минимум 40 часов, а по III уровню – минимум 80 часов.
Виды аттестации (первичная, повторная, продление или расширение области аттестации).
Стоимость услуг по аттестации специалистов РК
| Метод испытания | Документ, устанавливающий требования | I уровень квалификации | |
| II уровень квалификации | |||
| первичная | продление | ||
| 1. | Механические статические испытания: | 37 000 руб. | 27 300 руб. |
| 1.1. | Прочность на растяжение | ||
| 1.1.1. | При нормальной температуре | ГОСТ 1497-84ГОСТ 6996-66 | |
| 1.1.2. | При пониженной температуре | ГОСТ 11150-84 | |
| 1.1.3. | При повышенной температуре | ГОСТ 9651-84 | |
| 1.1.4. | Длительной прочности при температуре до 1200оС | ГОСТ 10145-81 | |
| 1.1.5. | Тонких листов | ГОСТ 11701-84 | |
| 1.1.6. | Проволоки | ГОСТ 10446-80 | |
| 1.1.7. | Труб | ГОСТ 10006-80 | |
| 1.1.8. | Стали арматурной | ГОСТ 12004-81 (1995) | |
| 1.1.9. | Арматурных и закладных изделий сварных, соединений сварных арматуры и закладных изделий железобетонных конструкций на разрыв, срез, отрыв | ГОСТ 10922-90 | |
| 1.1.10. | Сварных соединений металлических материалов | ГОСТ Р ИСО 4136-2009ГОСТ Р ИСО 5178-2010 | |
| 1.2. | Ползучести на растяжение при температуре до 1200оС | ГОСТ 3248-81 | |
| 1.3. | Прочности на сжатие |
Разрушающий контроль сварных соединений
Современное сварочное производство опирается не только на неразрушающие методы контроля, но и на контроль с разрушением. К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят:
- испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
- статический изгиб;
- ударный изгиб (на надрезанных образцах);
- на стойкость против механического старения;
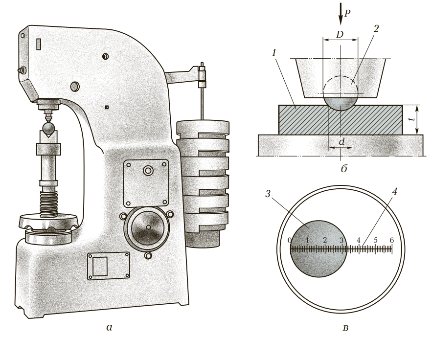
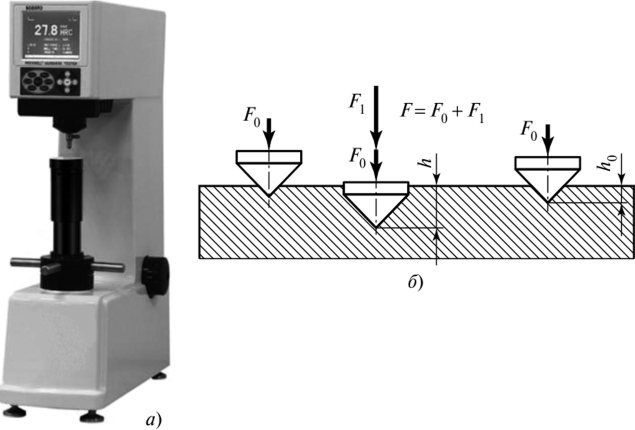
- измерение твердости металла на различных участках сварного соединения. Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс. Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры. Например ИТ 5010 – машина для определения твердости по Виккерсу. При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс). После его достижения на шкале индикатора прибора отображается количество единиц твердости образца.
Разрушающий контроль– это совокупность таких видов контроля, которые требуют отбора проб или вырезки образцов непосредственно из материала объекта, при этом сам объект остается неработоспособным до восстановления мест отбора проб (образцов). К разрушающим видам контроля относятся:
- · лабораторный химический анализ материала объекта (требует насверловки определенного объема стружки);
- · металлография (исследование структуры металла объекта; требует вырезки шлифов);
- · лабораторные механические испытания материала объекта на растяжение, сжатие, изгиб, ударную вязкость (требует вырезки специальных образцов – темплетов).
Повреждающий контроль– это совокупность таких видов контроля, которые производятся непосредственно на объекте, при этом сам объект сохраняет работоспособность, но в местах контроля остаются не препятствующие эксплуатации неустранимые следы. К повреждающим видам контроля, в частности, относятся:
- · измерение твердости (твердометрия) вдавливанием специальных инденторов (шарики, алмазные наконечники), при котором на поверхности объекта остается вмятина);
- · стилоскопирование (оценка марки стали по составу оптического спектра вольтовой дуги, создаваемой между электродом стилоскопа и поверхностью объекта, на которой остается прижог).
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие. В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия.
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб — испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины.
Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности.
Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений.
Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий.
Выявленные в процессе контроля дефекты сварки, которые не соответствуют техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют.
У нашей лаборатории есть возможность проведения контроля разрушающими методами.
Ждем ваших заявок!
Методы контроля качества металлопродукции
Основная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее.
В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Методы разрушающего контроля
Разрушающий контроль служит для количественного определения максимальной нагрузки на предмет, после которой наступает разрушение. Испытания могут носить разный характер: статические нагрузки позволяют точно измерить силу воздействия на образец и подробно описать процесс деформации.
Динамические испытания служат для определения вязкости или хрупкости материала: это разного рода удары, при которых возникают инерционные силы в частях образца и испытательной машины. Испытания на усталость – это многократные нагрузки небольшой силы, вплоть до разрушения.
Испытания на твердость служат для измерения силы, с которой более твердое тело (например, алмазный наконечник ударника) внедряется в поверхность образца. Испытания на изнашивание и истирание позволяют определить изменения свойств поверхности материала при длительном воздействии трения.
Комплексные испытания позволяют описывать основные конструкционные и технологические свойства материала, регламентировать максимально допустимые нагрузки для изделия.
Для определения характеристик механической прочности используют разрывные машины. Например, WEB 600, производства TIME Group Inc.: она способна развивать усилие 600 кН.
Машины для технологических испытаний, такие как ИА 5073-100, ИХ 5133, ИХ 5092 отечественного производства, поставляемые , служат для испытаний на скручивание проволоки, выдавливание листового металла, перегибов проволоки и так далее.
Есть несколько методов определения твердости металла: по Виккерсу, когда в поверхность вдавливается четырехгранная алмазная пирамидка под действием нагрузки в 5, 10, 20, 30, 50 и 100 кгс.
Затем отпечаток измеряют по диагоналям квадрата, и по таблице определяют число твердости. Машины для определения твердости – твердомеры.
Например ИТ 5010 – машина для определения твердости по Виккерсу.
При исследовании твердости по методу Роквелла, образец плавно нагружают до 98 Н (10 кгс). Затем дается дополнительная нагрузка до максимального значения 490 Н (50 кгс) – 1373 Н (140 кгс).
После его достижения на шкале индикатора прибора отображается количество единиц твердости образца. Один из распространенных твердомеров по Роквеллу – ТР 5006 М.
Среди машин, предназначенных для испытания на усталость можно назвать МУИ-6000 (поставщик – «Северо-Западные Технологии»).
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции.
Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов.
Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие.
Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла.
Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.
Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец.
Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов.
Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ®-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ®-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций.
Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс.
Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо.
Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.
Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока.
Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций.
Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ.
Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом.
Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие.
Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Методы разрушающего контроля сварных соединений. Механические и металлографические исследования
Разрушающий контроль – исследование качества сварного соединения по воздействию на материал, при котором происходит разрушение контрольного образца. Испытания чаще всего проводят на образцах-свидетелях, сваренных из того же материала, как у изделия, и по такой же технологии.
Результатом проведения разрушающего контроля является получение числовых данных, характеризующих прочность и надежность сварного соединения. Разрушающий контроль регламентируется государственными нормативами и подразделяется на виды контроля.
Методы контроля
Разрушающие исследования включают методы испытания сварных образцов:
- механические;
- металлографические;
- коррозионные.
Механические испытания
Контроль предназначен для определения механических свойств материалов. Цель – проверка соответствия механических качеств конструкции запросам технических условий или проекта. Для проведения эксперимента из изделия вырезают контрольный образец или вместе с основной конструкцией сваривают контрольную пластину.
Механические испытания сварных соединений, согласно ГОСТ 6996-66, включают проверку:
- на растяжение;
- ударный изгиб.
Контроль также предусматривает определение твердости металла различных участков сварного шва и исследование соединения на стойкость против механического старения.
По характеру приложения нагрузки механические испытания разделяют на виды:
- статические – для них характерна малая скорость деформации контрольного образца в результате воздействия статической нагрузки (растяжение, сжатие);
- динамические – проверка воздействия на испытуемый предмет нагрузки, изменяемой с большой скоростью (ударный изгиб);
- на усталость – выявление способности металла сопротивляться воздействию много раз повторяющихся переменных нагрузок, изменяющихся по направлению, времени и величине (изгиб, растяжение, кручение).
Статическое растяжение
Испытание проводится способом растяжения (разрыва) образцов и заключается в определении следующих механических свойств исследуемого материала:
- пределов пропорциональности, текучести и упругости;
- предела прочности (временного сопротивления);
- истинного сопротивления разрыву;
- относительных удлинения и сужения после разрыва.
Работа выполняется на специальных машинах, оборудованных приборами автоматической записи диаграммы растяжения. Проверяют образцы прямоугольного или круглого сечения (диаметр 3-10 мм).
Ударный изгиб
Для проведения испытаний применяют прямоугольные или квадратные образцы с односторонним надрезом. Надрез в зависимости от назначения контрольного эксперимента может располагаться:
- на линии сплавления;
- в зоне термического влияния;
- на оси сварного шва.
Цель испытания – определение ударной вязкости исследуемого металла при заданной температуре в зоне соединения.
Ударная вязкость надрезанного образца определяется отношением работы, затраченной на излом контрольного элемента (в Дж), к площади его поперечного сечения в зоне надреза до проведения испытания (в м2 ).
После проведения испытания выполняется исследование структуры излома. Цель – определение наличия дефектов сварного шва и степени кристалличности на изломе.
Металлографические исследования
Цель – определение структуры материала сварного соединения. Исследованием устанавливают:
- правильность выбора всех факторов, влияющих на качество сварного шва;
- дефекты шва и причины их возникновения.
Металлографический анализ включает макроструктурное и микроструктурное исследования материала сварного шва.
Макроструктурный метод
Служит для предварительной оценки качества сварного соединения. Макроструктуру шва на поверхности образца (шлифе и изломе сварного шва) можно наблюдать визуально или при двадцатикратном увеличении. Вырезанные темплеты для шлифов шлифуют и травят реактивами, подбираемыми в зависимости от типа металла и цели исследования.
Исследованием выявляют:
- строение, размеры и форму шва;
- наличие дефектов (трещины, непровары, газовые поры, шлаковые включения, усадочные рыхлости).
Макроструктуру материала также изучают по излому, внешний вид которого говорит о характере разрушения металла. Излом крупнозернистый с характерным блеском указывает на хрупкость металла. Серый волокнистый излом, имеющий матовую поверхность, свидетельствует о хорошей пластичности материала.
Микроструктурный метод
Предполагает исследование микроструктуры металла – строения металла, видимого под микроскопом. Анализ проводят на шлифах с отполированной и отшлифованной до блеска поверхностью, протравленной специальными растворами.
Исследование проводится с применением оптического микроскопа при увеличениях от 50 до 2000 раз. Микроструктурным методом устанавливаются:
- качество обработки шлифа;
- наличие газовых пор и окисных пленок;
- наличие микротрещин;
- степень загрязнения металла сварного шва неметаллическими включениями.
Неметаллические включения могут быть разной формы и проявляются на белом фоне шлифа темными пятнами. Микротрещины выглядят тонкими извилистыми кривыми. Газовые поры – черными пятнами.
Разрушающий контроль имеет следующие методы испытаний
Механические статические испытания
Вид разрушающих исследований, при котором испытуемый образец подвергается единичному воздействию с определенной скоростью постоянно действующей нагрузки. К ним относят следующие испытания:
- на растяжение;
- на сжатие;
- на изгиб.
При статических испытаниях определяют механические свойства – к примеру, прочность и пластичность. Без этих характеристик нельзя выполнить прочностной расчет конструкции.
Статические испытания на растяжение (Испытания на статическое растяжение)
Основным видом статических испытаний являются испытания на растяжение, которые стандартизированы и проводятся при повышенной, пониженной и комнатной температуре.
Методика проведения статических испытаний на растяжение заключается в подаче нагрузки на стандартизированный образец до момента его разрушения. Для испытаний используют цилиндрические или призматические образцы с определенными размерами.
Данные испытания позволяют выяснить значения следующих параметров:
- предел текучести;
- предел прочности;
- предел упругости;
- относительное удлинение и сужение.
Испытания на статическое сжатие
Испытания на сжатие применяют существенно менее часто по сравнению с растяжением, поскольку сжатие не позволяет выявить все механические параметры.
Статические испытания на сжатие выполняют на разрывной универсальной машине. Результаты испытания существенно зависят от формы и линейных размеров образцов. С целью исключения возможной потери устойчивости при испытании на сжатие используют короткие образцы. Чем больше длина образца, тем сильнее будет влияние изгиба.
В ходе испытаний на сжатие выявляют следующие показатели:
- предел прочности;
- предел текучести;
- предел упругости;
- относительное укорочение.
Испытания на статический изгиб
Испытания на статический изгиб осуществляют с целью определения предельной пластичности металла при изгибе (способности выдерживать пластическую деформацию). Данный параметр определяется углом изгиба, вызывающего в изогнутой зоне сварного шва, металла или полимера появление первой трещины, расширяющейся в ходе испытаний.
Механические динамические испытания
Позволяют исследовать металл, подвергая его воздействию ударной нагрузки, что обеспечивает высокую скорость деформации. В данном контексте самым часто встречающимся является испытание на ударный изгиб.
Ударная вязкость — то механическое свойство, которое определяется при динамических испытаниях.

Испытания на ударный изгиб
Способность металла поглощать энергию нагрузок называют ударной вязкостью. Это значимый показатель прочности материала. Метод испытания на ударный изгиб осуществляется путем разрушения образца, имеющего надрез — концентратор напряжений. Нагрузка производится ударом маятникового копра.
Хрупкое разрушение — один из самых критических показателей. Даже мелкая трещина увеличивается очень быстро. Главной опасностью хрупкого разрушения считается отсутствие каких-либо предвестников. Поэтому важным моментом испытания является вычисление ударной вязкости материала при образовании трещины.
Испытания склонности к механическому старению
Механическим старением называют изменение свойств стали по истечению условного периода времени. Изменения, которые фиксируются в условиях комнатной температуры, принято называть естественным старением. При этом искусственное старение производится в условиях нагрева.
3. Статическим методом измерения твердости
Называется такой, при котором индентор медленно и непрерывно вдавливается в испытуемый металл с определенным усилием.

К статическим методам относят следующие
Измерение твёрдости металлов по Бринеллю (твердомеры)
Один из старейших методов, твёрдость определяется по диаметру отпечатка, оставляемому металлическим шариком, вдавливаемым в поверхность.
Измерение твёрдости металлов по Роквеллу (твердомеры)
Это самый распространённый из методов начала XX века, твёрдость определяется по относительной глубине вдавливания металлического шарика или алмазного конуса в поверхность тестируемого материала.
Измерение твёрдости металлов по Виккерсу (твердомеры и микротвердомеры)
Самая широкая по охвату шкала, твёрдость определяется по площади отпечатка, оставляемого четырёхгранной алмазной пирамидкой, вдавливаемой в поверхность.
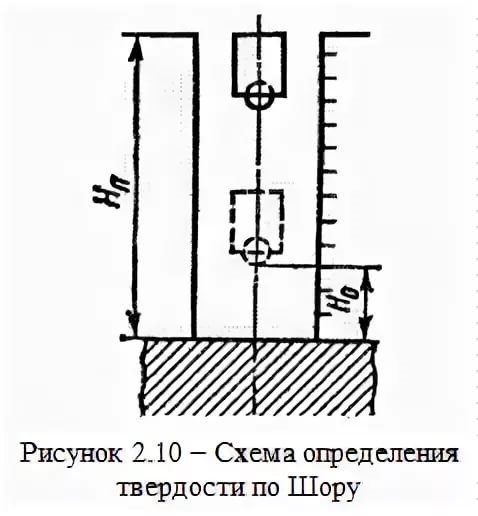
Измерение твёрдости металлов по Шору (твердомеры и склероскопы)
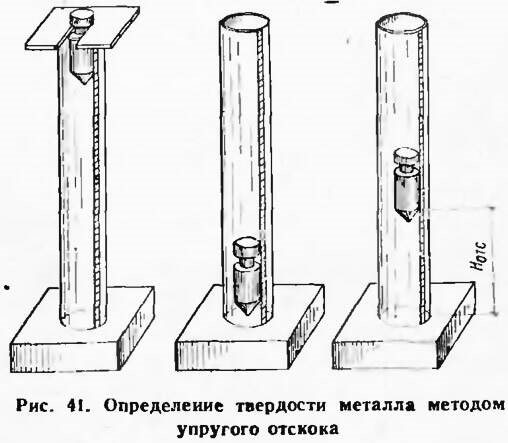
Данный метод крайне редко используется, твёрдость определяется по высоте отскока бойка от поверхности.
Измерение твёрдости металлов по Либу (твердомеры)
Это самый широко применяемый на сегодня метод в мире, твёрдость определяется как отношение скоростей до и после отскока бойка от поверхности.
Испытания на коррозионную стойкость
Проводят с использованием нескольких методов.
Сварные соединения из углеродистых, легированных и высоколегированных сталей, работающие в условиях химически активной среды, подвержены коррозии (разъеданию). По своему действию на металл коррозию разделяют на химическую и электрохимическую.
Испытания на коррозионную стойкость
- Дефекты сварных соединений.
- Образование кристаллизационных трещин.
- Влияние легирующих элементов на склонность наплавленного металла к образованию трещин.
- Ультразвуковой контроль сварных соединений.
- Аустенитные стали.
- Классификация легированных сталей.
Химическая коррозия представляет собой процесс непосредственного химического взаимодействия между металлом и средой, как, например, окисление железа на воздухе при высоких темпера турах с образованием окалины.

Электрохимическая коррозия — это разрушение металла с участием электрического тока, который возникает при работе металла в воде, растворах кислот, солей и щелочей.
Различают два вида коррозии: общая и межкристаллитная.
При общей коррозии вся поверхность металла или часть его химически взаимодействует с агрессивной средой. С течением времени поверхность разъедается и толщина металла соответственно уменьшается.
При межкристаллитной коррозии происходит разрушение металла по границам зерен. Внешне металл не меняется, но связь между зернами значительно ослабевает, и при испытании на изгиб в растянутой зоне образца образуются трещины по границам зерен.
Методы технологических испытаний
Технологические испытания – вид разрушающих испытаний для оценки способности материала воспринимать определенную деформацию в условиях, максимально приближенных к производственным. К технологическим испытаниям относят испытания на сплющивание, загиб, раздачу, бортование и осадку. Оценка материала по результатам технологических испытаний носит качественный характер. Она необходима для определения пригодности материала для изготовления изделий по технологии, предусматривающей значительную и сложную пластическую деформацию.
Методы исследования структуры материалов

Металлографические исследования – это анализ структуры металлов и сплавов на специально подготовленных шлифах при помощи оптической микроскопии. Металлографические исследования важны в таких отраслях, как металлургия, атомная и аэрокосмическая промышленность, энергетика и автомобилестроение. Во время металлографических исследований определяют количество неметаллических включений, балл зерна, глубину обезуглероженного слоя, содержание ферритной фазы и другие параметры.
Методы определения содержания элементов
К методам определения содержания элементов относятся спектральный анализ и стилоскопирование. Спектральный анализ – это исследование, с помощью которого в результате измерения спектров исследуемого образца качественно или количественно определяют содержание в нем интересующих элементов. Стилоскопирование – качественный спектральный анализ на наличие легирующих элементов, основанный на получении с помощью электрической дуги раскаленных паров металлов на поверхности объекта контроля с последующим анализом их спектра. Методы определения содержания элементов позволяет производить классификацию сталей и сплавов по маркам, а также проводить проверку их химического состава. Они используется в таких отраслях, как металлургия, атомная и аэрокосмическая промышленность, энергетика и машиностроение.
Испытание строительных конструкций
Под испытанием строительных конструкций понимается проверка механических характеристик материалов фундаментов, стен, балок, перекрытий и прочих элементов зданий, определение наличия повреждений и дефектов, выявление трещин, ширины их раскрытия, глубины, а также определение армирования конструкций.

Подразделяются на следующие виды:
- Смеси бетонные.
- Растворы строительные.
- Цементы.
- Песок для строительных работ.
- Щебень и гравий.
- Грунты.
- Бетоны, конструкции и изделия бетонные и железобетонные.
- Кирпич и камни керамические и силикатные.
- Заполнители пористые неорганические для строительных работ.
- Здания и сооружения.
- Материалы и изделия строительные.
9.12 Дороги автомобильные
Распространяется на вновь строящиеся, реконструируемые, капитально ремонтируемые и эксплуатируемые автомобильные дороги общего пользования и дорожные сооружения на них, включая элементы обустройства (для объектов дорожного и придорожного сервиса регулируется только их расположение), а также связанные с ними процессы проектирования, строительства, реконструкции, капитального ремонта и эксплуатации автомобильных дорог и дорожных сооружений и применяемые дорожно-строительные материалы и изделия.

Какие методы включает разрушающий контроль сварных соединений — Справочник металлиста
Основная задача любой системы контроля – выявление дефектов и определение пределов прочности и надежности. Дефекты могут возникнуть в результате ошибки при конструировании, производстве или эксплуатации: дефекты литья, усталостное разрушение, атмосферная коррозия, изнашивание сопряженных деталей, дефекты при нанесении покрытий, дефекты неразъемных соединений металла и так далее.
В каждом конкретном случае применяются специальные методики, позволяющие определить степень влияния дефекта на качество изделия: насколько уменьшится надежность, рабочие характеристики, как изменятся сроки и условия эксплуатации, или дефект является критичным и предмет не может быть допущен к использованию. Различают две основные группы испытаний: разрушающего и неразрушающего контроля.
Неразрушающий контроль
ГОСТ 18353-79 «Контроль неразрушающий. Классификация видов и методов» в зависимости от физических явлений, положенных в основу неразрушающего контроля подразделяет его на виды:
— оптический; — радиационный; — акустический; — магнитный; — вихретоковый; — электрический; — радиоволновой; — тепловой;
— проникающими веществами.
Вид контроля – это условная группировка методов неразрушающего контроля, объединенная общностью физических принципов, на которых они основаны. Методы каждого вида неразрушающего контроля классифицируются по определенным признакам:
— характеру взаимодействия физических полей с объектом; — первичным информативным параметрам;
— способам получения первичной информации.
Методы контроля качества сварных соединений устанавливает ГОСТ 3242-79.
Применение метода или комплекса методов контроля для обнаружения дефектов сварных соединений при контроле конструкций при ее изготовлении, ремонте и реконструкции зависит от требований, предъявляемых к сварным соединениям в технической документации на конструкцию. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Методы контроля качества сварных соединений
Завершающий этап сварочных работ – проверка структуры шва. Для контроля качества сварных соединений деталей, металлоконструкций разработаны различные методики визуальной и лучевой диагностики состояния шва. Соединения также проверяют ультразвуком, электромагнитными волнами.
Массово выпускается оборудование, помогающее определить внутренние невидимые глазу дефекты. Важен контроль качества, герметичность трубопроводов высокого давления, монтируемых методом сварки. От этого зависит безопасность эксплуатации системы. Скрытые в толще сплава трещины, пористость, другие дефекты снижают ударную стойкость металла.
Сварные соединения обследуются в области соединения и зоны термического влияния, где велика вероятность изменения зернистости. Контроль качества – необходимая операция технологического процесса сварки, утвержденная стандартом. Процедура соответствует установленному регламенту.
Швы низкого качества переваривают, сварные детали с дефектами соединений отправляют на переплавку, это брак.
Методы контроля сварных швов
Для проведения контроля качества сварных швов комплектуется штат сотрудников. Люди проходят обучение, изучают разрушающие и неразрушающие виды исследований качества соединений. Учатся обращаться с приборами, созданными для контроля качества диффузного слоя сварного соединения.
Разрушающие способы диагностики применяются редко, только при массовом производстве металлоизделий. Из партии произвольно выбирается несколько деталей, делаются разрезы по сварному соединению.
На основании обследований нескольких изделий из партии принимают или отправляют в брак всю продукцию.
Для металлоконструкций применяют неразрушающие методики проверки качества, сохраняющие целостность соединений, проката, используемого для сварки. Существует масса методик, по которым определяют несплошности. О видах контроля сварных соединений, их особенностях полезно знать каждому сварщику.
Визуально-измерительный контроль
Для подобной проверки сварных конструкций не понадобятся специальные приборы или жидкости. Просто проводится тщательный осмотр диффузного слоя, околокромочной области. На сварном соединении не должно быть:
- видимых несплошностей;
- неоднородностей;
- трещин;
- раковин;
- пор;
- свищей;
- сколов;
- непроваров;
- неравномерных складок.
Внутренние дефекты определяются с низкой вероятностью, предположения строятся по внешним факторам риска возникновения дефектов. Дополнительно с помощью измерительных приспособлений проводится проверка ширины и высоты шовного валика.
Визуально-измерительный контроль помогает выявить только внешние недостатки
Внешний осмотр сварочных соединений всегда субъективен. Результат зависит от зоркости контролера, личного опыта. Для лучшей визуализации применяют лупы различной кратности, предусмотрены лампы или фонарики для освещения осматриваемой зоны. На основании визуального исследования делаются предварительные выводы.
Для измерения шовного валика контролеры пользуются штангенциркулем, металлическими линейками, сделанными по ГОСТу. Точность измерений большая.
Если выявлены внешние дефекты, параметры валика не соответствуют регламентированным, качество соединений признается низким. Соединение приходится переваривать.
Когда результаты проверки сварных швов сомнительные, проводится дальнейшая диагностика с помощью других методик.
Ультразвуковой метод
Ультразвуком выявляются инородные включения, внутренние раковины. У контроля сварных соединений имеются достоинства и недостатки. Но речь не об этом. Важно понять суть процесса. Прибор проверяет способность металла проводить ультразвук. Когда волны достигают края дефекта, они отражаются, меняют направление. До регистратора уже не доходят.
Ультразвуковой контроль один из самых популярных методов, дает хорошие результаты
Разные типы несплошностей искажают поток ультразвуковых волн по-своему.
У контролера имеются альбом иллюстраций, по которым методом сравнения определяется тип дефекта. Исследование доступное, часто применяемое. Дает хорошую результативность.
Для оценки результатов не нужно делать поправки на физико-химические характеристики исследуемых сплавов.
Капиллярный контроль
Испытания соединения капиллярным методом основано на способности некоторых жидкостей проникать в самые мелкие микротрещины, незаметные глазу. Для контроля качества сварки требуются расходные материалы.
Исследуемую область для лучшей визуализации покрывают краской или мелом. В жидкости добавляют хорошо видимые красящие пигменты. Выпускают индикаторные составы с люминесцентными свойствами.
При попадании света на краску отраженный световой поток усиливается в несколько раз.
Капиллярный контроль способен выявить даже самые мелкие микротрещины
Жидкости называются пенетрантами (в переводе с английского «проникающая влага»). Имея незначительное поверхностное натяжение, пенетранты способны просачиваться в микропоры.
На месте дефекта проявляется четкий контрастный рисунок. Этим методом проверяют качество сварки любых металлов.
В качестве пенетрантов для самостоятельной проверки сплошности сварных конструкций применяют органические растворители и разбавители (керосин, бензол, скипидар и другие).
По рисунку получают объективную картину состояния шва. Чем больше краски на поверхности, тем хуже качество соединения. Метод чаще применяется для металлов, склонных к растрескиванию при термическом воздействии, сплавов с большой линейной усадкой при остывании.
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
БИЛЕТ 10
ВОПРОС 1. Какие из перечисленных ниже сталей боле склонны к образованию горячих трещин?
1. Стали с содержанием углерода от 0,25 % до 0,35 %.
2. С содержанием серы более 0,09 %.
3. С содержанием марганца и никеля от 0,8 до 1,5 %.
ВОПРОС 2. Указать возможный диапазон температур, обычно рекомендуемый для прокалки электродов?
1. 100-400 0С.
2. 400-600 0С.
3. 600-800 0С.
ВОПРОС 3. Какие методы включает разрушающий контроль сварных соединений?
1. Визуальный и измерительный контроль.
2. Ультразвуковой контроль.
3. Испытания на угол загиба
ВОПРОС 4. Укажите максимальное напряжение сети, к которому должно подключаться сварочное оборудование?
1. Не более 380 В.
2. Не более 660 В.
3. Не более 220 В.
ВОПРОС 5. Что входит в индивидуальные средства защиты сварщика от шума?
1. Защитные экраны.
2. Глушители.
3. Вкладыши, наушники и шлемы.
ВОПРОС 6. Какой из приведенных ниже ответов наиболее полно отражает роль серы и фосфор при сварке стали?
1. Сера способствует образованию горячих трещин, а фосфор вызывает при сварке появление холодных трещин.
2. И сера и фосфор способствует образованию горячих трещин.
3. Фосфор способствует образованию горячих трещин, а сера вызывает при сварке появление холодных трещин.
ВОПРОС 7. Что обозначает в маркировке типов электродов буква «А», например Э42А?
1. Пониженное содержание легирующих элементов.
2. Пониженное содержание углерода.
3. Повышенное качество наплавленного металла.
ВОПРОС 8. Какова роль связующих компонентов в электродном покрытии?
1. Легируют металла шва.
2. Повышают механические свойства металла шва.
3. Обеспечивают прочность и пластичность обмазочной массы на стержне электрода.
ВОПРОС 9. В каких условиях рекомендуется хранить электроды?
1. В складском помещении в условиях, аналогичных хранению металла.
2. В сухом, отапливаемом помещении при температуре не ниже 150С, влажности воздуха не более 50 %.
3. Под навесом, защищенном от ветра и дождя.
ВОПРОС 10. Укажите причины образования непроваров в корне шва при РДС?
1. Некачественная зачистка свариваемых кромок, недостаточная скорость сварки, повышенная величина тока.
2. Низкая квалификация сварщика, большое притупление свариваемых кромок, большая скорость сварки, недостаточная величина тока.
3. Низкая квалификация сварщика, некачественная подготовка свариваемых кромок, малое притупление кромок, низкая скорость сварки.
ВОПРОС 11. Кто должен производить подключение и отключение от силовой сети сварочного источника питания?
1. Сварщик, сдавший экзамен на знание правил электробезопасности.
2. Сварщик, работающий с этими источниками под наблюдением мастера.
3. Электротехнический персонал данного предприятия.
ВОПРОС 12. Почему один из концов электрода не имеет электродного покрытия?
1. С целью экономии покрытия.
2. Для подвода тока от электрододержателя к электроду.
3. Для определения марки и диаметра электродного стержня.
ВОПРОС 13. Требуется ли предварительный подогрев элементов толщиной 10 — 15 мм из стали Ст3сп при сварке на воздухе при температуре –10 0С?
1. Требуется.
2. По усмотрению руководителя предприятия.
3. Не требуется.
ВОПРОС 14. Что такое режим холостого хода сварочного трансформатора?
1. Первичная обмотка трансформатора подключена к питающей сети, а вторичная замкнута на потребитель.
2. Первичная обмотка трансформатора подключена к питающей сети, а вторичная обмотка отключена от потребителя
3. Первичная обмотка трансформатора не подключена к сети, а вторичная обмотка замкнута на потребитель.
ВОПРОС 15. Для сварки какой группы сталей применяют электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 16. Что принимают в качестве критерия оценки результатов испытания сварных соединений на загиб?
1. Величину усилия, при котором образец разрушается.
2. Угол, на который можно изогнуть сварной образец до появления трещины длиной не более 5мм.
3. Величину прогиба образца перед его разрушением.
ВОПРОС 17. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Нарукавниками, шлемом и пелеринами.
2. Беретами и рукавицами.
3. Поясом безопасности.
ВОПРОС 18. С какой целью при ручной дуговой сварке сварщик выполняет поперечные колебания электрода?
1. С целью уменьшения глубины проплавления.
2. Для того чтобы исключить появление дефекта «непровар кромки шва».
3. Для того чтобы уменьшить чешуйчатость шва.
ВОПРОС 19. Какое напряжение осветительной аппаратуры считается безопасным при работе в закрытых емкостях?
1. 48 В.
2. 36 В.
3. 12 В.
ВОПРОС 20. Какими инструментами измеряют катет углового шва таврового соединения?
1. Штангенциркулем.
2. Линейкой и угольником.
3. Шаблоном сварщика.
Страницы: 10