Главная / Техника сварки
Назад
Время на чтение: 5 мин
0
1303

Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
- Общие сведения
- Оборудование
- Технология сварки Резка
- Зачистка
- Закрепление полотна в зажимы
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Как сварить ленточную пилу в домашних условиях
Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки.
Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов.
Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу. Понятно, что не целесообразно использовать такое оборудование в домашних условиях, если только вы не занимаетесь ремонтом и вводом в эксплуатацию пил в промышленном масштабе.
Возможно, что остались еще советские бывшего использования аппараты для сварки пил небольших толщин, которые можно приобрести по доступной цене для своей мастерской. В принципе, до сих пор некоторые предприятия используют оборудование для контактной сварки чуть ли не полувековой давности и все нормально работает. Выбор, как говорится, за вами.
Для единичного ремонта приемлемо использовать также аргонодуговую сварку ленточных пил, а также пайку. Гарантию, правда, что после такого ремонта пила прослужит вам долго никто не даст, однако, это лучше, чем просто выбросить ее в мусор.
Технологичные сложности сварки:
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине). Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.Резка полотна осуществляется по вершинам зубьев.
Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток.
В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит. Заусенцы и неровности доводят с помощью абразива.
В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время.
Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки.
Считается, что в таком случае металл прогревается равномерней, а структура уравновешивается более эффективно. Пример режима высокотемпературного отпуска для пилы по дереву: Т=(600±10)°С; t=40мин.
После сварки полотна нужно произвести его зачистку с помощью болгарки, или любым другим удобным способом.Пила в результате должна выглядеть вот так:
Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву. Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону.
Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше.
Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
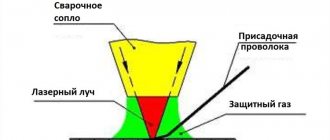
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.
Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм.
После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG.
Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком».
Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий.
В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»).
Припои с малым содержанием серебра, например, Пср25 для пайки не годится.
В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания.
Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Пила остывает до комнатной температуры. Наплывы металла подлежат зачистке.
Секреты ремонта ленточных пил
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Оборудование

Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Технология сварки

Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка

Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Этапы сварочных работ
Резка
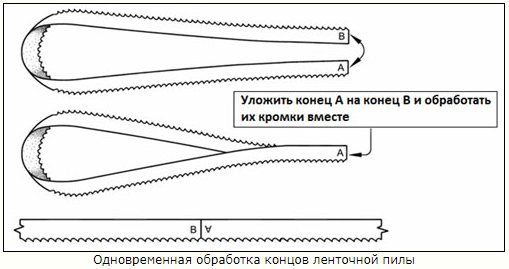
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.

Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Сварка ленточных пил: как выполняется, технология и оборудование, этапы и контроль
Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
Общие сведения
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Оборудование
Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Технология сварки
Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.
Резка
Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.
Закрепление полотна в зажимы
Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Сварка
Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Отпуск
Операция проводится вследствие повышения твердости металла после сварки, что влияет на увеличение хрупкости. Отпуск поможет вернуть инструменту его начальное состояние. Отжим делает его пластичным, улучшает эксплуатационные параметры.
Дорогие сварочные агрегаты имеют отдельную функцию отпуска, на простом же станке процесс проводится вручную. Температура и время отпуска устанавливается в зависимости от типа материала пилы.
Низколегированные стали обусловливаются температурой отжига не более 450° C, высоколегированные — 650.
Биметаллическое полотно можно отжечь при 600° C, со временем остывания 40 минут. Величина нагревания обратно пропорциональна времени выдержки.
Однако специалисты рекомендуют проводить операцию, характеризующуюся более низким нагреванием, но с увеличением показателя времени. Это позволит металлу прогреться равномерно, а его структура эффективней уравновесится.
Процесс нагрева и охлаждения можно проводит поочередно — после подачи тока, выдержать 5 мин. для остывания.
При отсутствии на аппарате индикатора температуры, ее можно визуально контролировать по цвету полотна. Если оно приобрело вишневый оттенок, значит, уровень нагрева достигнут.
Однако оранжевый или желтый оттенок доведут материал до перекалки. Возможно, биметаллические ленты придется отпускать дважды.
Повторная зачистка
Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.
Рекомендуется также поправить углубления между зубцами, оформив их правильной геометрической формой.
Контроль пайки
Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.
Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.
Заключение
Не следует забывать о качестве самого отпуска. Его выяснение сопровождается изгибом ленты пилы в кольцо, причем его диаметр не должен превышать 250 мм.
Обратив внимание на форму изгиба можно прийти к выводу, что полноценный круг говорит о качественном отжиге, фигура напоминающая латинскую букву «V» — отсутствии такового.
Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение. Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата.
Операцию можно провести на оборудовании бюджетной стоимости. Однако, все настройки необходимо устанавливать вручную.
Повторная зачистка

Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.
Рекомендуется также поправить углубления между зубцами, оформив их правильной геометрической формой.
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Контроль пайки
Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.
Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.
Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Как сделать ленточную пилу своими руками
Существует несколько основных технологий изготовления ленточной пилы своими руками для дома. Какую из них выбрать, зависит от личных пожеланий и требований, все варианты позволяют сделать удобный и надежный станок.
Sources:
https://tehnolev.ru/dlya-remonta/pily/kak-sdelat-lentochnuyu-pilu-svoimi-rukami-v-domashnih-usloviyah.html
Выбор аппарата
Для проведения описываемых работ подойдет небольшой станок, в составе которого будут: два зажима (подвижной и неподвижный), электроды и трансформатор. Ток от последнего должен подаваться к месту стыковки частей полотна, поэтому важно подключить электроды к зажимам.
С помощью подвижного зажима создается условие регулировки полученного зазора между двумя частями ленточной пилы. Конечный результат работы на таком станке – сварной валик с достаточной надежностью и прочностью. Это важно из-за многократных нагрузок, которые испытывает пила в процессе эксплуатации.
Отжиг
Стык, образованный в месте соединения двух частей ленточного полотна, получается достаточно прочным. Но использовать такой инструмент не получится из-за его хрупкости. Один неудачный удар молотком сделает все труды сварщика бессмысленными. Происходит это из-за изменения структуры металла при взаимодействии с током.
Чтобы избавиться от хрупкости и сделать пилу достаточно пластичной, проводится процедура отжига. Для этого полотно остается на сварочном аппарате, но специалист применяет иной режим работы устройства.
Иногда пилы приходится отжигать дважды. Ориентироваться стоит на марку используемого металла. Также не рекомендуется совмещать описываемую процедуру со сваркой, нагревая полотно до нужных температур и сразу же охлаждая его. Важно поддерживать высокие показатели некоторое время, периодически включая ток на электродах.