Зачем нужно хромировать
С помощью хромирования можно сделать деталь более прочной. Таким образом можно защитить ее от внешних повреждений, которые возникают в ходе эксплуатации. Слой хрома улучшает отражательные свойства. Обрабатываемая деталь приобретает металлический блеск, выглядит более эстетично. Добавив в реагент красители можно добиться желаемого оттенка.
Хромом можно покрыть не только пластик, но и металлические элементы. Автовладельцы хромируют колесные диски, салонные пластиковые элементы, а иногда даже полностью кузов машины.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Как подготовиться к работе
Хромирование пластика требует подготовки. Для того чтобы заняться хромированием, потребуется приобрести специальное оборудование, которое стоит достаточно дорого. Поэтому, если планируется однократная процедура, то лучше обратиться к специалистам, это будет гораздо дешевле. Если же в планах проводить хромирование часто, то можно взяться за это дело лично.
Следует иметь в виду, что хромирование пластика проводится с использованием едких летучих химических веществ. Поэтому помещение, в котором будет проводиться работа, должно хорошо проветриваться. Жилое помещение для такой процедуры категорически не подходит, лучше заняться хромированием в гараже, подвале или мастерской. Испаряемые в ходе процедуры летучие кислотные вещества оседают на предметах интерьера, могут вступать с ними в реакцию и разрушать их. Также следует позаботиться о средствах личной гигиены и запастись следующими предметами:
- респиратором;
- резиновыми перчатками;
- защитными очками;
- клеенчатым фартуком.
В ходе работы нужно беречь кожу от попадания реагентов, химвещества станут причиной ожогов. Не нужно также вдыхать отравляющие кислотные пары, это отрицательно скажется на состоянии организма.

Какие нужны инструменты
Прежде чем приступить к хромированию нужно запастись всем необходимым. Инструменты и материалы должны быть под рукой. Для работы потребуется:
- стеклянная или пластмассовая тара для диэлектрического раствора, емкость обязательно должна быть устойчива к воздействию кислот;
- раствор электролита;
- пластмассовое ведро или таз;
- нужно будет сделать фанерный ящик, отделать его стеклотканью и утеплить песком или минеральной ватой, для достижения термоизолирующего эффекта;
- кисть для нанесения раствора;
- ТЭН или другой нагревательный прибор;
- автомобильный аккумулятор или другой источник электрического питания;
- термометр, позволяющий измерить температуру жидкости до 100 градусов Цельсия;
- анодная пластина, подключающаяся к электрическому источнику;
- кронштейн, для подвешивания обрабатываемых элементов;
- крышка, которой можно было бы накрыть тару, можно взять фанерный лист;
- зажим.
Когда все необходимые материалы и инструменты будут готовы, можно начинать хромирование пластика в домашних условиях.
Ход работы
Прежде всего, нужно будет сделать электролитический раствор. Его готовят следующим образом:
- Дистиллированную воду нагревают до 60 градусов Цельсия. Объем жидкости зависит от того, каких размеров будет деталь.
- В подогретую жидкость вводят хромовый ангидрит и хорошо размешивают. Ангидрит берут в соотношении 250 граммов на один литр жидкости.
- Затем вливают серную кислоту и снова размешивают. На литр воды берут 2,5 граммов кислоты.
Через готовый раствор нужно прогнать электрический ток, на это потребуется около трех часов. Вещество должно приобрести темно-бордовую окраску.
Расчет силы тока производится с учетом того, что на литр раствора потребуется 6,5 А. Не следует превышать силу тока, это может привести к появлению пятен и неравномерному распределению массы. После этого раствор оставляют на сутки. Готовый раствор может храниться на протяжении нескольких месяцев, но только при условии, что емкость с жидкостью будет плотно закрыта крышкой.

Хромирование пластика: этапы работы
На первом этапе проводят подготовку детали. Ее обрабатывают обезжиривающим раствором, который готовят из следующих компонентов:
- кальцинированной соды;
- едкого натрия;
- силикатного клея.
Ингредиенты смешивают в равных долях и разводят водой, после чего ставят на огонь и доводят до кипения. Когда раствор будет готов, в нее опускают деталь, которую предстоит хромировать.
После того, как деталь будет обезжирена, приступают к следующему этапу – хромированию. Это можно делать с помощью гальванической ванны или специальной кисти. Каждый выбирает тот метод, который считает наиболее удобным.
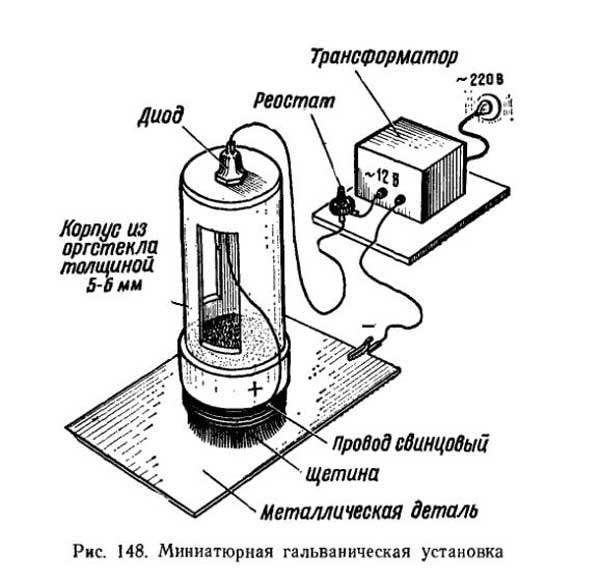
Хромирование при помощи кисти
Кисть можно изготовить своими руками. Потребуется полая трубка, сделанная из оргстекла. На один ее конец фиксируется щетина, которую можно сделать из пучка медной неизолированной проволоки. Кисть обматывают тонким проводом из свинца. Кисть и деталь подключают к аккумулятору. В качестве источника питания может выступить трансформатор, тогда кисть соединяют с ним диодом, при этом анод идет к обмотке трансформатора, а катод подсоединяют к детали. Для аккумулятора диод не пригодится.
Далее на деталь кистью наносят реагент, который перед работой вливают в стеклянную ручку кисти. Процедуру проводят аккуратно, плавными движениями, нужно следить, чтобы раствор ложился равномерно. В кисть постоянно подливают раствор. Вещество наносят в несколько слоев. Каждый участок обрабатывается до 35 раз. В итоге покрытие должно представлять собой толстый равномерный слой.
Хромирование с помощью гальванической ванны
Если хромирование пластика будет проводиться в гальванической ванне, электролит нагревают до 60 градусов и настаивают около трех часов. В емкость опускают анод, а к трансформатору подключают катод. Затем в ванную опускают деталь. Ее нужно подвешивать на кронштейн, чтобы предмет ни в коем случае не касался стенок ванны, дабы не повредить равномерность нанесения вещества.
Процедуру повторяют несколько раз, пока хромовый слой не ляжет идеально ровно. В среднем основной процесс занимает около получаса времени.
Следующим этапом деталь моют под краном и кипятят в трех литрах воды на протяжении получаса. Обработанный элемент нужно хорошо просушить в течение двух часов. До полного высыхания деталь трогать нельзя. Чтобы поверхность заблестела, ее полируют мягкой тканью. На этом работу можно считать оконченной.
По окончанию работы следует позаботиться об утилизации отработанного вещества. Электролит нельзя выливать в канализацию, тем более выплескивать во двор, поскольку в нем содержатся вредные химические соединения и кислоты.

Хромирование: технологии, способы, фото, видео, процесс, виды, состав
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома.
Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.

Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| Номер ванны | CrO3, г/л | Катализатор или добавка, г/л | Температура, °С | Плотность тока, А/дм2 | Выход по току, % |
| 1 | 130-175 | 1,3 — 1,75 H2SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 — 2,5 H2SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 — 3,0 H2SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.

В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).

Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2
. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм
2
) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит хромирования
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л
:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия
: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия
: Плотность тока 20-50 А/дм2.Температура 78-800С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромирования
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042
— и SiF6
2
—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью
.
Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Состав электролита и режим осаждения | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 |
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | — | 6.5 | 5 | — | _ | 3 | . | |
| Ванадат аммония | — | 20 | — | — | _ | _ | ||
| Оксалат железа | — | — | — | — | 15-75 | — | — | — |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | — | — | — | — | 15 | _ | ||
| Нитрат натрия | 3-5 | — | — | 5 | _ | |||
| Гексафторалюминат натрия | 0.2 | — | — | — | 0.1 | — | — | — |
| Плавиковая кислота | — | — | — | — | — | — | 0.21 | |
| Кремнефторис товодородная кислота | — | — | — | 1.25 | — | — | — | |
| Хромин | 2-3 | — | — | 1.53 | — | — | — | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация
(удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодное
оксидирование
алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка
заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Полезные советы
Чтобы на выходе получить качественный результат и сохранить эффект надолго необходимо принять во внимание следующие советы:
- если процедура проводится впервые, сначала можно потренироваться на опытном образце;
- если по каким-либо причинам невозможно произвести хромирование в домашних условиях, допустимо хром заменить никелем;
- хромовое покрытие со временем может потускнеть, если это произошло, деталь нужно хорошо промыть в теплой воде с применением бытовой химии, затем изделие просушивают и натирают мягким материалом;
- под воздействием низких температур хромовое покрытие может быстро потускнеть;
- на заключительном этапе не стоит пренебрегать полировкой детали.
В настоящее время в магазине можно приобрести уже готовые детали с хромированным покрытием. Но в некоторых случаях эту процедуру приходится делать самостоятельно. Покрывать раствором можно и пластмассовые, и металлические детали. Процесс обработки сложен и требует подготовки. Однако если знать, как нужно производить хромирование в домашних условиях и позаботиться о безопасности, можно получить идеальную, блестящую деталь и не навредить при этом собственному здоровью.

Свойства покрытий хромом в зависимости от метода нанесения
В зависимости от метода осаждения хромового покрытия возможно получить различные его характеристики. Оформим их в таблице для наглядности. Цена для сравнения указана в условных единицах.
| Метод нанесения | Износостойкость | Коррозионная стойкость | Степень блеска (декоративность) | Адгезия | Цена | Дополнительные свойства |
| Гальванический | Высокая | Высокая | Превосходная | Высокая | 10 | • Не подходит для изделий со сложной формой и внутренними полостями. • Нанесение возможно только на токопроводящую поверхность • Возможно получить разные виды хрома (твердый, молочный, матовый и др.) |
| Вакуумный | Средняя | Высокая | Высокая | Средняя | 7 | • Возможно легко наносить на стекло и пластик |
| Диффузионный | Превосходная | Высокая | Средняя | Превосходная | 8 | |
| Термическое распыление | Средняя | Средняя | Низкая | Средняя | 4 | • Неравномерность покрытия |
| Холодное распыление (окрашивание) | Отсутствует | Минимальная | Превосходная | Минимальная | 1 | • Возможно нанесение на любой материал • Не требует спец. оборудования |