Так как для расплавления железа в домашних условиях требуется источник тепла с высокой температурой, конструкцию самодельной печи выбирают исходя из этого условия. Она должна соответствовать требованиям экологической безопасности, не занимать много места в мастерской или гараже. Этим требованиям в полной мере отвечают установки, в которых даже тугоплавкий металл плавится электрическим током.

Что такое температура плавления
Каждый металл имеет неповторимые свойства, и в этот список входит температура плавления. При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
Плавление и кипение – это не одно и то же. Точкой перехода вещества из твердого состояния в жидкое, зачастую называют температуру плавления металла. В расплавленном состоянии у молекул нет определенного расположения, но притяжение сдерживает их рядом, в жидком виде кристаллическое тело оставляет объем, но форма теряется.
При кипении объем теряется, молекулы между собой очень слабо взаимодействуют, движутся хаотично в разных направлениях, совершают отрыв от поверхности. Температура кипения – это процесс, при котором давление металлического пара приравнивается к давлению внешней среды.
Для того, чтобы упростить разницу между критическими точками нагрева мы подготовили для вас простую таблицу:
| Свойство | Температура плавки | Температура кипения |
| Физическое состояние | Сплав переходит в расплав, разрушается кристаллическая структура, проходит зернистость | Переходит в состояние газа, некоторые молекулы могут улетать за пределы расплава |
| Фазовый переход | Равновесие между твердым состоянием и жидким | Равновесие давления между парами металла и воздухом |
| Влияние внешнего давления | Нет изменений | Изменения есть, температура уменьшается при разряжении |
Литье стали в домашних условиях
Изящные копии древних воинов, произведения искусства в миниатюре, причудливые животные и многое другое находит своё отражение в металлических статуэтках, которые можно купить в любом магазине сувениров. Но как быть, если вы хотите удивить товарища эксклюзивной вещью? Данная статья описывает способ литья металла в домашних условиях.
Прежде чем приступить к созданию той или иной причудливой формы вы должны продумать чёткую последовательность ваших действий. Помните о главном: так как вы работаете с расплавленным металлом и возможно с открытым огнём, соблюдайте все правила пожарной безопасности.
Вам понадобится воск (желательно моделировочный), примитивные инструменты (используйте всё, что кажется, вам подходит) для придания воску формы вашей статуэтки. Гипс, жидкость для мытья посуды (нанесение разделительного слоя) для создания многоразовой формы. Так же вам необходим материал для создания опоки — ёмкости, удерживающей формовочную смесь при её уплотнении. рисунок №1, 2.
Рисунок №1 — Опока
Рисунок №2 – Статуэтка, помещённая в опоку
В просторах интернета вы сможете найти много рекомендаций по данной тематике. Обратите внимание на следующие нюансы:
1) Если вы хотите сделать несколько статуэток – вам необходима многоразовая разборная форма При создании разборной формы вам понадобится предусмотреть направляющие – я выделил их красным цветом на рисунках. Они необходимы вам для того что бы форма всегда совмещалась правильно при её закрытии.
Рисунок №3 — Нижняя половина разборной формы с установленной направляющей
1- Восковая модель статуэтка
Направляющие необходимо предусмотреть стразу, рекомендую залить гипсом нижнюю половину разборной формы, после высыхания аккуратно просверлить отверстия и вставить в них деревянные стержни. После нанести разделительный слой и залить вторую часть формы оставив отверстия для металла и воздуха.
Рисунок №4 – Многоразовая разборная форма в разрезе
3 — Литник для металла;
4 — Отверстие для выхода воздуха (не обязательно делать его сверху).
2) Прежде чем заливать метал в готовую форму, её необходимо хорошо прогреть, до температуры металла.
3) Расплавляйте метала чуть больше чем объем вашей статуэтки – это необходимо для того, что бы он заполнил все пустоты в форме. Также вам необходимо создать давление при помощи какой-нибудь пробки, заткнув ею отверстие в которое налили метал рисунок №5.
Рисунок №5 -Иллюстрация процесса заливки металла в форму
5 — метал наливается через широкую воронку;
6 — воздух выходит через специальное отверстие.
Пробка выделена оранжевым цветом, направляющие красным, расплавленный метал синим.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
- Многоразовая форма из гипсаЕсли вам необходимо сделать несколько одинаковых статуэток из гипса.
- Электроискровой карандашГравировать на металле можно разными приспособлениями начиная от штихелей и.
- Самодельный корпусКогда собираешь то или иное устройство, не достаточно приобрести.
- Порошок для очистки металловВсе мы знаем о пользе химии в быту, данная.
- Термолобзик своими рукамиДля фигурного выпиливания в легкоплавких листовых материалах, удобно применять так.
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.
Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Разница между температурой плавления и кипения
Температурой плавления металлов называют точку перехода твердокристаллического вещества в жидкое состояние. В составе расплава у молекул нет собственного места расположения, они удерживаются за счет силы притяжения, поэтому в разжиженном состоянии сохраняется объем, но теряется форма.
В процессе кипения происходит потеря молекулярного объема, а молекулы вяло взаимодействуют друг с другом, двигаясь хаотично в разных направлениях, отставая от поверхности. Температурой кипения называется процесс, при котором уровень давления металлического пара уравновешивается с давлением внешней среды.

Температура кипения и плавления металлов
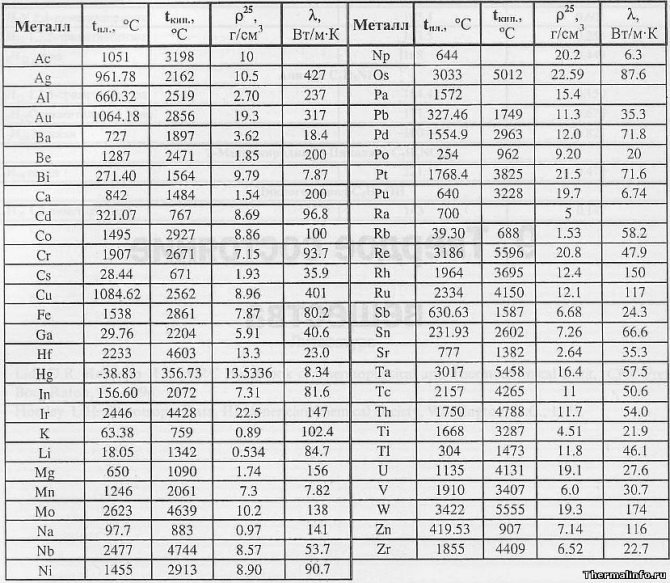
В таблице представлена температура плавления металлов tпл, их температура кипения tк при атмосферном давлении, плотность металлов ρ при 25°С и теплопроводность λ при 27°С.
Температура плавления металлов, а также их плотность и теплопроводность приведены в таблице для следующих металлов: актиний Ac, серебро Ag, алюминий Al, золото Au, барий Ba, берилий Be, висмут Bi, кальций Ca, кадмий Cd, кобальт Co, хром Cr, цезий Cs, медь Cu, железо Fe, галлий Ga, гафний Hf, ртуть Hg, индий In, иридий Ir, калий K, литий Li, магний Mg, марганец Mn, молибден Mo, натрий Na, ниобий Nb, никель Ni, нептуний Np, осмий Os, протактиний Pa, свинец Pb, палладий Pd, полоний Po, платина Pt, плутоний Pu, радий Ra, рубидий Pb, рений Re, родий Rh, рутений Ru, сурьма Sb, олово Sn, стронций Sr, тантал Ta, технеций Tc, торий Th, титан Ti, таллий Tl, уран U, ванадий V, вольфрам W, цинк Zn, цирконий Zr.
По данным таблицы видно, что температура плавления металлов изменяется в широком диапазоне (от -38,83°С у ртути до 3422°С у вольфрама). Низкой положительной температурой плавления обладают такие металлы, как литий (18,05°С), цезий (28,44°С), рубидий (39,3°С) и другие щелочные металлы.
Наиболее тугоплавкими являются следующие металлы: гафний, иридий, молибден, ниобий, осмий, рений, рутений, тантал, технеций, вольфрам. Температура плавления этих металлов выше 2000°С.
Приведем примеры температуры плавления металлов, широко применяемых в промышленности и в быту:
- температура плавления алюминия 660,32 °С;
- температура плавления меди 1084,62 °С;
- температура плавления свинца 327,46 °С;
- температура плавления золота 1064,18 °С;
- температура плавления олова 231,93 °С;
- температура плавления серебра 961,78 °С;
- температура плавления ртути -38,83°С.
Максимальной температурой кипения из металлов, представленных в таблице, обладает рений Re — она составляет 5596°С. Также высокими температурами кипения обладают металлы, относящиеся к группе с высокой температурой плавления.
Плотность металлов в таблице находится в диапазоне от 0,534 до 22,59 г/см 3 , то есть самым легким металлом является литий, а самым тяжелым металлом осмий. Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Теплопроводность металлов в таблице изменяется от 6,3 до 427 Вт/(м·град), таким образом хуже всего проводит тепло такой металл, как нептуний, а лучшим теплопроводящим металлом является серебро.
Литье алюминия в домашних условиях – пошаговая инструкция
31.03.2015
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.
Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Различных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних условиях, достаточно много. «Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы.
Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта.
Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия
С этим металлом встречался каждый из нас. Но все ли замечали, что, к примеру, проволока из алюминия бывает разной. Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.
Гипс
Самый простой вариант для работы на дому. Лучшая его марка – скульптурный (маркируется «Г – 16»). Но его еще предстоит найти, да и стоимость такого качественного продукта довольно высокая. Поэтому в бытовых условиях чаще используется белый гипс (обозначается «Г – 7»), который не является дефицитом. Его можно купить в любом специализированном магазине по продаже стройматериалов.
Он по внешнему виду очень похож на алебастр, и их легко перепутать. Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.
Воск
Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
На практике берутся обычные свечи, которые есть в любом отделе хоз/товаров. Какие они – стеариновые или парафиновые – не суть важно. Количество зависит от габаритов требуемой детали, «болванка» которой и будет готовиться из них.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Растапливать свечи можно и в обычной «жестянке». А вот для алюминия посуда нужна попрочнее, так как ее придется довольно сильно нагревать.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине.
Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел. - Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет».
Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно.
Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы.
Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.
Несколько замечаний
- Форму-«аквариум» можно сделать из любых подручных материалов. Главное, чтобы она не развалилась во время заливки гипса, и чтобы потом ее можно было легко разобрать.
- В качестве источника тепла не обязательно искать муфельную печку или монтировать тигель.
Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Предсказание температуры плавления (критерий Линдемана)
Попытка предсказать точку плавления кристаллических материалов была предпринята в 1910 году Фредериком Линдеманом ( англ. ) [6] . Идея заключалась в наблюдении того, что средняя амплитуда тепловых колебаний увеличивается с увеличением температуры. Плавление начинается тогда, когда амплитуда колебаний становится достаточно большой для того, чтобы соседние атомы начали частично занимать одно и то же пространство.
Критерий Линдемана утверждает, что плавление ожидается, когда среднеквадратическое значение амплитуды колебаний превышает пороговую величину.
Температура плавления кристаллов достаточно хорошо описывается формулой Линдемана [7]:
Tλ=xm29ℏ2MkBθrs2{displaystyle T_{lambda }={frac {x_{m}^{2}}{9hbar ^{2}}}Mk_{B}theta r_{s}^{2}}
где rs{displaystyle r_{s}} — средний радиус элементарной ячейки, θ{displaystyle theta } — температура Дебая, а параметр xm{displaystyle x_{m}} для большинства материалов меняется в интервале 0,15-0,3.
Температура плавления — расчёт
Формула Линдемана выполняла функцию теоретического обоснования плавления в течение почти ста лет, но развития не имела из-за низкой точности.
От чего зависит температура плавления
Для разных веществ температура, при которой полностью перестраивается структура до жидкого состояния – разная. Если взять во внимание металлы и сплавы, то стоит подметить такие моменты:
- В чистом виде не часто можно встретить металлы. Температура напрямую зависит от его состава. В качестве примера укажем олово, к которому могут добавлять другие вещества (например, серебро). Примеси позволяют делать материал более либо менее устойчивым к нагреву.
- Бывают сплавы, которые благодаря своему химическому составу могут переходить в жидкое состояние при температуре свыше ста пятидесяти градусов. Также бывают сплавы, которые могут «держаться» при нагреве до трех тысяч градусов и выше. С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
Термообработка, в большинстве случаев, почти не изменяет устойчивость к нагреву. Единственно верным способом увеличения устойчивости к нагреванию можно назвать внесение изменений в химический состав, для этого и проводят легирование стали.
Формовочная смесь для литья своими руками – vending-doctor.ru
Человечеству известно множество металлов и сплавов на их основе. Одним из известнейших является латунь. Это соединение на основе меди, к которой добавляются сторонние цветные металлы.
Из этого материала изготавливаются различные детали, элементы для электрооборудования. Литье латуни позволяет делать из неё заготовки различной формы, размера.
Проводить его можно на предприятии или в домашних условиях.
Литье латуни
История технологии
Историки говорят о том, что латунь появилась одновременно с бронзой. Из сплавов изготавливали украшения, наконечники для орудий труда, оружия, посуду, столовые приборы.
Чтобы изготовить какой-либо предмет, нужно было знать технологию литья из латуни. Со временем метод развивался, совершенствовался. Сегодня материал можно изготавливать дома или на производстве. Для этого нужно точно проводить технологический процесс, следовать правилам, правильно выбирать инструменты, сырье.
Изделие из латуни
Одноразовые опоки
Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях.
Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами. Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить.
Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Анастасия Разулите
Что потребуется для литья?
Чтобы плавить латунь, нужно изначально подготовить оборудование, инструменты для проведения работ. К нему относятся:
- Формовочные композиции. Изготавливаются из огнеупорных материалов. Форма выбирается зависимо от требуемого готового изделия.
- Специальные щипцы, с помощью которых делали извлекаются из форм после застывания.
- Нагревательное оборудование. Можно использовать покупную модель или изготовить печь самостоятельно. Для сборки понадобится шамотный кирпич, огнеупорная мастика. Для нагревания можно использовать газовую горелку или проволоку из нихрома.
- Тигель — емкость, которая заполняется расходными материалами. Они плавятся во время нагревания. Затем мастер переливает расплавленные металлы в подготовленную заранее форму. Тигель изготавливают из глины или графита. Дополнительно используется жаропрочная обмазка, которая увеличивает долговечность емкости.
Для того чтобы достать тигель из печи, используются полукруглые щипцы.
Процесс плавления металла
Данный процесс обозначает собой переход вещества из твердого состояния в жидкое. При достижении точки плавления металл может находиться как в твердом, так и в жидком состоянии, дальнейшее возрастание приведет к полному переходу материала в жидкость.
То же самое происходит и при застывании — при достижении границы плавления вещество начнет переходить из жидкого состояния в твердое, и температура не изменится до полной кристаллизации.
При этом следует помнить, что данное правило применимо только для чистого металла. Сплавы не имеют четкой границы температур и совершают переход состояний в некотором диапазоне:
- Солидус — линия температуры, при которой начинает плавиться самый легкоплавкий компонент сплава.
- Ликвидус — окончательная точка плавления всех компонентов, ниже которой начинают появляться первые кристаллы сплава.
Точно измерить температуру плавления таких веществ невозможно, точкой перехода состояний указывается числовой промежуток.
В зависимости от температуры, при которой начинается плавление металлов, их принято разделять на:
- Легкоплавкие, до 600 °C. К ним относятся олово, цинк, свинец и другие.
- Среднеплавкие, до 1600 °C. Большинство распространенных сплавов, и такие металлы как золото, серебро, медь, железо, алюминий.
- Тугоплавкие, свыше 1600 °C. Титан, молибден, вольфрам, хром.
Также существует и температура кипения — точка, при достижении которой расплавленный металл начнет переход в газообразное состояние. Это очень высокая температура, как правило, в 2 раза превышающая точку расплава.
Влияние давления
Температура плавления и равная ей температура затвердевания зависят от давления, возрастая с его повышением. Это обусловлено тем, что при повышении давления атомы сближаются между собой, а для разрушения кристаллической решетки их нужно отдалить. При повышенном давлении требуется большая энергия теплового движения и соответствующая ей температура плавления увеличивается.
Существуют исключения, когда температура, необходимая для перехода в жидкое состояние, при повышенном давлении уменьшается. К таким веществам относят лёд, висмут, германий и сурьма.
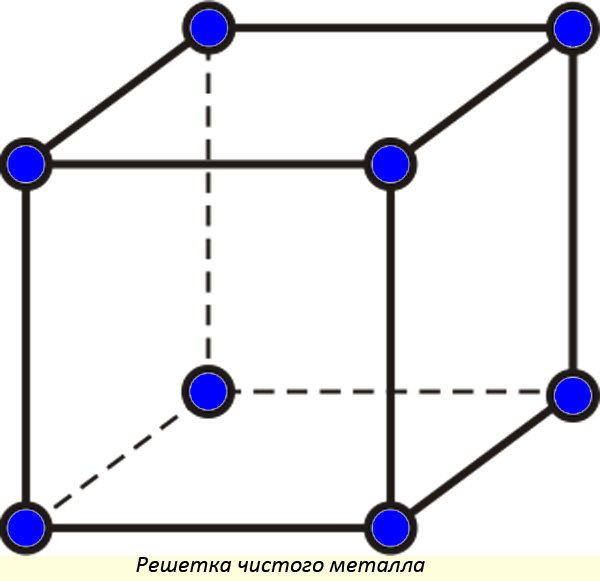
Кристаллические решетки металла
В идеальном виде принято считать, что металлам свойственна кубическая решетка (в реальном веществе могут быть изъяны). Между молекулами имеются равные расстояния по горизонтали и вертикали.
Твердое вещество характеризуется постоянством:
- формы, предмет сохраняет линейные размеры в разных условиях;
- объема, предмет не изменяет занимаемое количество вещества;
- массы, количество вещества, выраженное в граммах (килограммах, тоннах);
- плотности, в единице объема содержится постоянная масса.
При переходе в жидкое состояние, достигнув определенной температуры, кристаллические решетки разрушаются. Теперь нельзя говорить о постоянстве формы. Жидкость будет принимать ту форму, в какую ее зальют.
Когда происходит испарение, то постоянным остается только масса вещества. Газ займет весь объем, который будет ему предоставлен. Здесь нельзя утверждать, что плотность постоянная величина.
Когда соединяются жидкости, то возможны варианты:
- Жидкости полностью растворяются одна в другой, так себя ведут вода и спирт. Во всем объеме концентрация веществ будет одинаковой.
- Жидкости расслаиваются по плотности, соединение происходит только на границе раздела. Только временно можно получать механическую смесь. Перемешав разные по свойствам жидкости. Примером является масло и вода.
Металлы образуют сплавы в жидком состоянии. Чтобы получить сплав, каждый из компонентов должен быть в жидком состоянии. У сплавов возможны явления полного растворения одного в другом. Не исключаются варианты, когда сплав будет получен только в результате интенсивного перемешивания. Качество сплава в этом случае не гарантируется, поэтому стараются не смешивать компоненты, которые не позволяют получать стабильные сплавы.
Образующиеся растворимые друг в друге вещества при застывании образуют кристаллические решетки нового типа. Определяют:
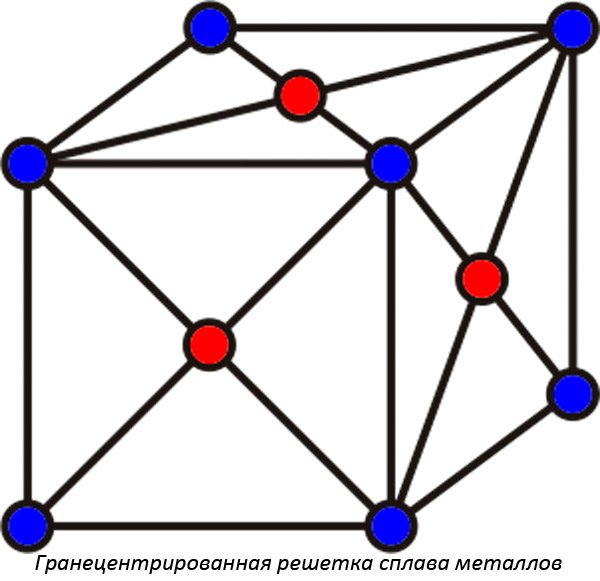
- Гелиоцентрированные кристаллические решетки, их еще называют объёмно-центрированными. В середине находится молекула одного вещества, а вокруг располагаются еще четыре молекулы другого. Принято называть подобные решетки рыхлыми, так как в них связь между молекулами металлов слабее.
- Гранецентрированные кристаллические решетки образуют соединения, в которых молекулы компонента располагаются на гранях. Металловеды называют подобные кристаллические сплавы плотными. В реальности плотность сплава может быть выше, чем у каждого из входящих в состав компонентов (алхимики средних веков искали варианты сплавов, при которых плотность будет соответствовать плотности золота).
Прочность металлов
Помимо способности перехода из твердого в жидкое состояние, одним из важных свойств материала является его прочность — возможность твердого тела сопротивлению разрушению и необратимым изменениям формы. Основным показателем прочности считается сопротивление возникающее при разрыве заготовки, предварительно отожженной. Понятие прочности не применимо к ртути, поскольку она находится в жидком состоянии. Обозначение прочности принято в МПа — Мега Паскалях.
Существуют следующие группы прочности металлов:
- Непрочные. Их сопротивление не превышает 50МПа. К ним относят олово, свинец, мягкощелочные металлы
- Прочные, 50−500МПа. Медь, алюминий, железо, титан. Материалы этой группы являются основой многих конструкционных сплавов.
- Высокопрочные, свыше 500МПа. Например, молибден и вольфрам.
Отливка металла в домашних условиях
Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Немного истории
Важнейшую особенность железа принимать, застывая, «предложенную» ему форму, человек заметил еще в древнейшие времена.
Сегодня практически все ученые предполагают, что первоначальное знакомство человека с металлом состоялось благодаря метеоритам.
Метеоритное железо было плавким, его было легко обрабатывать, так что основы литья некоторые зарождающиеся цивилизации изучали еще очень давно.
В нашей стране литье металла испокон веков было делом уважаемым и почетным, к этому ремеслу люди всегда относились с большим уважением. Широко известны «Царь-пушка» и «Царь-колокол», являющиеся шедеврами литейного мастерства русских мастеров, пусть даже один из них никогда не звонил, а второй – не стрелял.
Уральские же литейщики в царствование Петра Первого приобрели особую известность в качестве поставщиков надежного оружия для армии. Впрочем, этот титул они вполне по праву носят и сейчас. Прежде чем мы рассмотрим основные виды литья металлов, необходимо сказать несколько слов о требуемых характеристиках сырья.
Каким должен быть металл для литья
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки.
Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы.
Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Неудивительно, что именно чугун стал излюбленным материалом литейщиков. А все потому, что у этого сплава превосходная текучесть, из-за чего работать с ним относительно просто. Сталь далеко не столь текуча, а потому для полного заполнения формы (чтобы не было каверн и пустот) приходится прибегать к самым разным ухищрениям.
В простейшем случае, когда требуется домашнее литье металла, сырье расплавляют и маленькими порциям выливают в воду: так, в частности, можно изготовить грузила для рыбалки.
Но данный метод сравнительно широко используется даже в оружейной промышленности! С вершины специальной башни, по очертаниям напоминающую градирню, также дозировано начинает выливаться расплавленный металл.
Высота сооружения такова, что до земли долетает идеально сформованная капелька, уже остывшая. Именно так производится в промышленных объемах дробь.
«Земляной» метод литья
Наиболее простым и древним способом является литье металла в землю. Но «простота» его — относительно условное понятие, так как работа эта требует предельно кропотливой подготовки. Что под ней подразумевается?
Сперва в модельном цехе делается полноразмерная и максимально подробная модель будущей отливки. Причем размер ее должен быть несколько больше того изделия, которое должно получиться, так как металл при охлаждении будет оседать. Как правило, модель делают разъемной, из двух половинок.
Как только с этим покончено, готовят специальную формовочную смесь. Если у будущего изделия должны быть внутренние полости и пустоты, то придется готовить еще и стержни, а также дополнительный формовочный состав.
Они должны временно заполнить те участки, которые в готовой детали «пустуют».
Если вас интересует литье металлов в домашних условиях, обязательно помните об этом обстоятельстве, так как в противном случае уже заполненную опоку может попросту разорвать давлением, причем последствия этого могут оказаться самыми печальными.
Характеристики и сферы применения латуни
Латунь — это сплав главными компонентами которой являются медь и цинк. Традиционное соединение представляет собой смесь 70% первого металла, 30% второго. Однако существуют материалы где содержание цинка достигает 50%.
Чтобы понимать, как правильно работать с этим соединением, нужно разобраться с его характеристиками:
- Температура плавления — до 950 градусов.
- Плотность — около 8,7 тонн на м3.
- Электросопротивление — 0,08 микрон на метр.
- Теплоёмкость — 0,377 кДж/(кг·К)
Изделия из латуни могут представлять собой смесь из меди и цинка, или этих двух компонентов и дополнительных легирующих добавок. Сплав применяется в разных отраслях:
- изготовление комплектующих для часов;
- создание статуэток, украшений, элементов интерьера;
- изготовление деталей, используемых в машиностроении;
- создание комплектующих для электрооборудования.
Латунь обладает хорошим показателем свариваемости. Кроме того, она имеет высокий показатель защиты от коррозии. Благодаря этих характеристикам, сплав используется, как защитное покрытие для других металлов при изготовлении металлоконструкций.
Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями. Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов.
Химические процессы при твердении гипсовых смесей
Твердение
системыгипс — вода
После перемешивания гипсовой смеси (ее основой являются безводный сульфат кальция, полуводный гипс и полуангидрид) с водой образуется твердый гидратированный сульфат кальция в соответствии с уравнением
Литье меди
Медь — один из первых металлов, освоенных человечеством.
Медь
Благодаря низкой температуре плавления и высокой пластичности она не теряет своей популярности уже пятое тысячелетие. Красный металл широко используется как в промышленности, так и в домашних условиях для изготовления украшений, поделок и деталей путем литья из меди.
В промышленных условиях используются такие технологии, как
Литье меди
- Литье меди в формы
- Порошковая металлургия
- Гальваническое нанесение покрытия
- Горячий и холодный прокат
- Штамповка из листов
- Волочение проволоки
- Механическая обработка
Они требуют сложного и дорогого профессионального оборудования, высокой квалификации персонала и сопровождаются высокими энергозатратами.
Классификация металлов по температуре плавления
В физике переход твердого тела в жидкое состояние характерен только для веществ кристаллической структуры. Температуру плавления металлов чаще обозначают диапазоном значений, для сплавов точно определить нагрев до пограничного фазового состояния сложно. Для чистых элементов каждый градус имеет значение, особенно, если это легкоплавкие элементы,
значения не имеет. Сводная таблица показателей t обычно делится на 3 группы. Помимо легкоплавких элементов, которые максимально нагревают до +600°С, указывают тугоплавкие, выдерживающие нагрев свыше +1600°С, и среднеплавкие. В этой группе сплавы, образующие ванну расплава при температуре от +600 до 1600°С.
Легкоплавкие металлы
Легкоплавкие металлы имеют температуру плавления ниже 600°C. Это цинк, олово, висмут. Такие металлы можно расплавить в домашних условиях , разогрев их на плите, или с помощью паяльника. Легкоплавкие металлы используются в электронике и технике для соединения металлических элементов и проводов для движения электрического тока. Температура плавления олова составляет 232 градуса, а цинка – 419.
Таблица легкоплавких металлов и сплавов (до 600С о )
| Название элемента | Латинское обозначение | Температуры | |
| Плавления | Кипения | ||
| Олово | Sn | 232 Со | 2600 Со |
| Свинец | Pb | 327 Со | 1750 Со |
| Цинк | Zn | 420 Со | 907 Со |
| Калий | K | 63,6 Со | 759 Со |
| Натрий | Na | 97,8 Со | 883 Со |
| Ртуть | Hg | — 38,9 Со | 356.73 Со |
| Цезий | Cs | 28,4 Со | 667.5 Со |
| Висмут | Bi | 271,4 Со | 1564 Со |
| Палладий | Pd | 327,5 Со | 1749 Со |
| Полоний | Po | 254 Со | 962 Со |
| Кадмий | Cd | 321,07 Со | 767 Со |
| Рубидий | Rb | 39,3 Со | 688 Со |
| Галлий | Ga | 29,76 Со | 2204 Со |
| Индий | In | 156,6 Со | 2072 Со |
| Таллий | Tl | 304 Со | 1473 Со |
| Литий | Li | 18,05 Со | 1342 Со |
Среднеплавкие металлы
Среднеплавкие металлы начинают переходить из твердого в жидкое состояние при температуре от 600°C до 1600°C. Они используются для изготовления плит, арматур, блоков и других металлических конструкций, пригодных для строительства. К этой группе металлов относятся железо, медь, алюминий, они также входят в состав многих сплавов. Медь добавляют в сплавы драгоценных металлов, таких как золото, серебро, платина. Золото 750 пробы на 25% состоит из лигатурных металлов, в том числе и меди, которая придает ему красноватый оттенок. Температура плавления этого материала равна 1084 °C. А алюминий начинает плавиться при относительно низкой температуре, составляющей 660 градусов Цельсия. Это легкий пластичный и недорогой металл, который не окисляется и не ржавеет, поэтому широко используется при изготовлении посуды. Температура плавления железа равна 1539 градусов. Это один из самых популярных и доступных металлов, его применение распространено в строительстве и автомобильной промышленности. Но ввиду того, что железо подвергается коррозии, его нужно дополнительно обрабатывать и покрывать защитным слоем краски, олифы или не допускать попадания влаги.
Таблица среднеплавких металлов и сплавов (от 600С о до 1600С о )
| Название элемента | Латинское обозначение | Температура | |
| Плавления | Кипения | ||
| Алюминий | Al | 660 Со | 2519 Со |
| Германий | Ge | 937 Со | 2830 Со |
| Магний | Mg | 650 Со | 1100 Со |
| Серебро | Ag | 960 Со | 2180 Со |
| Золото | Au | 1063 Со | 2660 Со |
| Медь | Cu | 1083 Со | 2580 Со |
| Железо | Fe | 1539 Со | 2900 Со |
| Кремний | Si | 1415 Со | 2350 Со |
| Никель | Ni | 1455 Со | 2913 Со |
| Барий | Ba | 727 Со | 1897 Со |
| Бериллий | Be | 1287 Со | 2471 Со |
| Нептуний | Np | 644 Со | 3901,85 Со |
| Протактиний | Pa | 1572 Со | 4027 Со |
| Плутоний | Pu | 640 Со | 3228 Со |
| Актиний | Ac | 1051 Со | 3198 Со |
| Кальций | Ca | 842 Со | 1484 Со |
| Радий | Ra | 700 Со | 1736,85 Со |
| Кобальт | Co | 1495 Со | 2927 Со |
| Сурьма | Sb | 630,63 Со | 1587 Со |
| Стронций | Sr | 777 Со | 1382 Со |
| Уран | U | 1135 Со | 4131 Со |
| Марганец | Mn | 1246 Со | 2061 Со |
| Константин | 1260 Со | ||
| Дуралюмин | Сплав алюминия, магния, меди и марганца | 650 Со | |
| Инвар | Сплав никеля и железа | 1425 Со | |
| Латунь | Сплав меди и цинка | 1000 Со | |
| Нейзильбер | Сплав меди, цинка и никеля | 1100 Со | |
| Нихром | Сплав никеля, хрома, кремния, железа, марганца и алюминия | 1400 Со | |
| Сталь | Сплав железа и углерода | 1300 Со — 1500 Со | |
| Фехраль | Сплав хрома, железа, алюминия, марганца и кремния | 1460 Со | |
| Чугун | Сплав железа и углерода | 1100 Со — 1300 Со | |
Тугоплавкие металлы
Температура тугоплавких металлов выше 1600°C. Это вольфрам, титан, платина, хром и другие. Их используют в качестве источников света, машинных деталей, смазочных материалов, а также в ядерной промышленности. Из них изготавливают проволоки, высоковольтные провода и используют для расплавки других металлов с более низкой температурой плавления. Платина начинает переходить из твердого в жидкое состояние при температуре 1769 градусов, а вольфрам – при температуре 3420°C.
Ртуть – единственный металл, находящийся в жидком состоянии при обычных условиях, а именно, нормальном атмосферном давлении и средней температуре окружающей среды. Температура плавления ртути составляет минус 39°C. Этот металл и его пары являются ядовитыми, поэтому он используется только в закрытых емкостях или в лабораториях. Распространенное применение ртути – градусник для измерения температуры тела.
Каждый металл и сплав имеет собственный уникальный набор физических и химических свойств, среди которых не последнее место занимает температура плавления. Сам процесс означает переход тела из одного агрегатного состояния в другое, в данном случае, из твердого кристаллического состояния в жидкое. Чтобы расплавить металл, необходимо подводить к нему тепло до достижения температуры плавления. При ней он все еще может оставаться в твердом состоянии, но при дальнейшем воздействии и повышении тепла металл начинает плавиться. Если температуру понизить, то есть отвести часть тепла, элемент затвердеет.
Самая высокая температура плавления среди металлов принадлежит вольфраму: она составляет 3422С о , самая низкая — у ртути: элемент плавится уже при — 39С о . Определить точное значение для сплавов, как правило, не представляет возможности: оно может значительно колебаться в зависимости от процентного соотношения компонентов. Их обычно записывают в виде числового промежутка.
Таблица тугоплавких металлов и сплавов (свыше 1600С о )
| Название элемента | Латинское обозначение | Температуры | |
| Плавления | Кипения | ||
| Вольфрам | W | 3420 Со | 5555 Со |
| Титан | Ti | 1680 Со | 3300 Со |
| Иридий | Ir | 2447 Со | 4428 Со |
| Осмий | Os | 3054 Со | 5012 Со |
| Платина | Pt | 1769,3 Со | 3825 Со |
| Рений | Re | 3186 Со | 5596 Со |
| Хром | Cr | 1907 Со | 2671 Со |
| Родий | Rh | 1964 Со | 3695 Со |
| Рутений | Ru | 2334 Со | 4150 Со |
| Гафний | Hf | 2233 Со | 4603 Со |
| Тантал | Ta | 3017 Со | 5458 Со |
| Технеций | Tc | 2157 Со | 4265 Со |
| Торий | Th | 1750 Со | 4788 Со |
| Ванадий | V | 1910 Со | 3407 Со |
| Цирконий | Zr | 1855 Со | 4409 Со |
| Ниобий | Nb | 2477 Со | 4744 Со |
| Молибден | Mo | 2623 Со | 4639 Со |
| Карбиды гафния | 3890 Со | ||
| Карбиды ниобия | 3760 Со | ||
| Карбиды титана | 3150 Со | ||
| Карбиды циркония | 3530 Со | ||
Литье в форму: изготовление, песчаные, оболочковые формы
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях.
Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Многие из таких изделий, не отличающихся большими габаритами и сложностью форм, можно изготавливать из бронзы и латуни не только в производственных, но и в домашних условиях.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы.
На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки.
Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:
- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Следующим этапом после создания точной модели будущего изделия из бронзы является изготовление литейной формы. Для этого используются специальные приспособления и инвентарь, а основными материалами, которые применяются в этом случае, являются формовочные смеси, созданные на базе глины и тщательно очищенного кварцевого песка.
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль.
Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку.
Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Микролитье на дому
Литых деталей из цветных металлов и их сплавов в технике применяется немало, в том числе достаточно сложных и миниатюрных, серийный выпуск которых могут себе позволить лишь предприятия с прецизионной технологией.
Однако единичное (или даже мелкосерийное) микролитье вполне под силу организовать и на дому.
С современной технологией, оказывается, может соперничать старинный способ литья под давлением с помощью незамысловатой ручной центрифуги.
Практически все, что нужно для такого микролитья, может быть изготовлено своими руками. Затраты — минимальные.
Действительно, требующаяся при литье опока в данном случае — это Отрезок обычной стальной трубы диаметром 50—60 мм и с толщиной стенок 2—3 мм. Для литья изделий разной величины хорошо иметь несколько опок различного диаметра при условии, что каждая свободно умещается в бадейке центрифуги. При наличии такого набора можно отливать по очереди целую серию деталей.
Под стать опоке по простоте и центрифуга. Деревянная ручка ее имеет длину порядка 200 мм и диаметр 20—30 мм. В осевое отверстие ручки вставлен болт М8. К нему с помощью законтренной гайки прикреплена металлическая серьга так, чтобы и ручка, и серьга легко вращались, не мешая друг другу.
К серьге на коромысле из 6-мм стальной проволоки подвешена бадейка для опоки. Борт бадейки изготовлен из 60-мм отрезка стальной трубы 80×3 мм, а приварное днище — из стального листа толщиной 3 мм. Дужка высотой 200 мм — из той же 6-мм стальной проволоки.
Чтобы уверенно пользоваться такой центрифугой, надо сначала немного потренироваться, вспомнив, как в школьные годы в физкабинете доводилось крутить на бечевке ведерко с водой при изучении центробежной силы.
Правда, теперь вместо бечевки и ведерка с водой в руках самодельная центрифуга с бадейкой, на днище которой— пластмассовый (чтобы не разбился) стаканчик.
Но вода в нем обычная, какая была в школьных экспериментах по физике. И действие центробежной силы аналогичное.
Крепко удерживая рукоятку, надо вращать всю цепь (серьга — коромысло — бадейка и сосуд с водой) вокруг болта-оси, стараясь не пролить ни капли.
Технология получения качественного микролитья пол давлением из цветных металлов и сплавов с помощью ручной центрифуги:
1 — болт-ось; 2 — деревянная ручка; 3 — металлическая, легко вращающаяся серьга; 4 — законтренная гайка; 5 — стальное проволочное коромысло; 6— дужка; 7 — борт бадейки; 8 — днище бадейки; 9 — опока; 10 — формовочная масса; 11 — восковая модель; 12 — восковой шарик с технологическими проволочными штифтами; 13—литьевая форма с литниковыми каналами, образовавшаяся после выплавления воска и удаления штифтов; 14—расплавляемый металл (сплав); 15 — пламя бензиновой горелки; заполнение формы расплавом при вращении центрифуги и последующие операции по извлечению и доводке готового изделия не показаны
Приноровившись, впоследствии можно иметь дело уже не с водой, а с расплавленным цветным металлом (или сплавом), который станет вдавливаться центробежной силой через литниковые каналы в литьевую полость в опоке, установленной в бадейке вместо пластмассового стаканчика.
Самое, пожалуй, сложное и трудоемкое в микролитейном деле — это изготовление объемной, в натуральную величину восковой модели.
Лепится такая из воска вручную, с использованием нагретого глазного скальпеля или горячей штопальной иглы С предельной тщательностью прорабатываются даже мелкие детали, ведь расплавленный металл (а равно и любой сплав) ошибок и неряшливости не прощает. Более того, отливка, выполняемая на центрифуге под давлением, проявляет все огрехи модели!
В своей практике я использую восковые модели, высота у которых не более 40, а диаметр — 50 мм. При этом стараюсь соблюдать соразмерность, чтобы масса металла в отливке не превышала 40 г Ограничения обусловлены в основном небольшой мощностью горелки, используемой мною для плавки.
Тонкости технологии
Для того чтобы выполнить художественное литье из бронзы или изготовить из данного сплава изделие практического назначения, необходимо в первую очередь получить расплавленный металл.
Для плавки металла применяются различные типы печей: индукционные, дуговые, пламенные и др.
В самом простейшем варианте (при выполнении литья в домашних условиях) для плавки бронзы можно использовать и обычную газовую горелку, расположив ее под специальной емкостью для расплава.
Возможностей небольших печей, которые можно изготовить и самостоятельно, вполне хватает для того, чтобы выполнять в них плавку цветных металлов и их сплавов, к числу которых также относятся латунь и бронза.
Для расплава небольшого количества бронзы нужен огнеупорный кирпич и газовая горелка
Важнейшим этапом литья из бронзы является заполнение расплавленным металлом литейной формы. Несмотря на что, что такая заливка длится всего 1–2 минуты, правильность ее выполнения напрямую влияет на качественные характеристики готового изделия. Итогом неправильно выполненной заливки могут стать такие дефекты, как:
На этих бронзовых отливках раковины образовались вследствие плохой очистки тиглей перед заливкой
При литье латунных и бронзовых изделий небольшого размера разливка расплавленного металла осуществляется не из самого тигля, в котором он нагревался, а при помощи специального приспособления, используемого в качестве ручного ковша или ложки.
Металлу, который уже залит в литейную форму, необходимо дать остыть до требуемой температуры, которая, в зависимости от марки используемого сплава, может варьироваться.
Порядок извлечения готового изделия из формы зависит от того, какого она типа – одноразовая или многоразовая. В первом случае ее просто разбивают молотком, а отливку извлекают при помощи клещей.
Многоразовые формы, соответственно, разбивать не надо: их просто размыкают по соединяемой поверхности и аккуратно извлекают из них отливку.
Только что извлеченную отливку необходимо доработать. Заключается такая доработка в том, что с поверхности изделия удаляются литники, выпоры, прибыли и заливы, образовавшиеся в процессе выполнения литья. Такая операция, которую можно выполнять при помощи различного механического инструмента, называется обрубкой.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил.
Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель.
Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру.
Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
У какого металла самая высокая температура плавления

Вольфрам – самый тугоплавкий металл, 3422 °C (6170 °F).
Твердый, тугоплавкий, достаточно тяжелый материал светло-серого цвета, который имеет металлический блеск. Механической обработке поддается с трудом. При комнатной температуре достаточно хрупок и ломается. Ломкость металла связана с загрязнением примесями углерода и кислорода.
Примечание! Технически, чистый металл при температуре выше четырехсот градусов по Цельсию становится очень пластичным. Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит.
Вольфрам можно получить из руды, благодаря сложным химическим переработкам, в качестве порошка. Используя прессование и спекание, из него создают детали обычной формы и бруски.
Вольфрам — крайне стойкий элемент к любым температурным воздействиям. По этой причине размягчить вольфрам не могли более сотни лет. Не существовало такой печи, которая смогла бы нагреться до нескольких тысяч градусов по Цельсию. Ученым удалось доказать, что это самый тугоплавкий металл. Хотя бытует мнение, что сиборгий, по некоторым теоретическим данным, имеет большую тугоплавкость, но это лишь предположение, поскольку он является радиоактивным элементом и у него небольшой срок существования.
Сплавы металлов
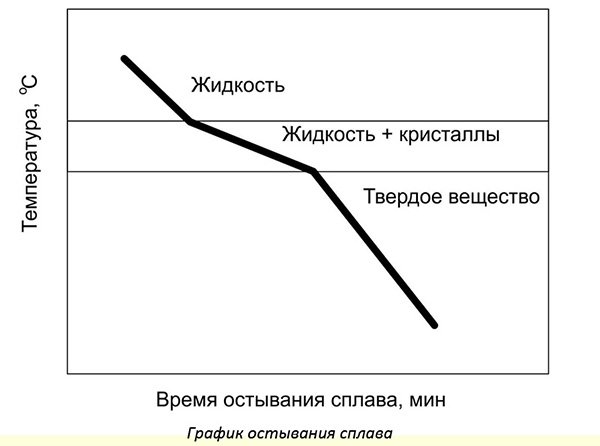
Чтобы проектировать изделия из сплавов, сначала изучают их свойства. Для изучения в небольших емкостях расплавляют изучаемые металлы в разном соотношении между собой. По итогам строят графики.
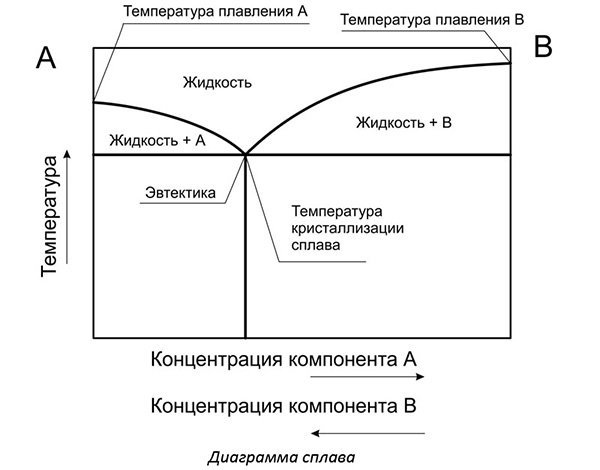
Нижняя ось представляет концентрацию компонента А с компонентом В. По вертикали рассматривают температуру. Здесь отмечают значения максимальной температуры, когда весь металл находится в расплавленном состоянии.
При охлаждении один из компонентов начинает образовывать кристаллы. В жидком состоянии находится эвтектика – идеальное соединение металлов в сплаве.
Металловеды выделяют особое соотношение компонентов, при котором температура плавления минимальная. Когда составляют сплавы, то стараются подбирать количество используемых веществ, чтобы получать именно эвтектоидный сплав. Его механические свойства наилучшие из возможных. Кристаллические решетки образуют идеальные гранецентрированные положения атомов.
Изучают процесс кристаллизации путем исследования твердения образцов при охлаждении. Строят специальные графики, где наблюдают, как изменяется скорость охлаждения. Для разных сплавов имеются готовые диаграммы. Отмечая точки начала и конца кристаллизации, определяют состав сплава.
Сплав Вуда
В 1860 г. американский зубной техник Барнабас Вуд искал оптимальные соотношения компонентов, чтобы изготавливать зубы для клиентов при минимальных температурах плавления. Им был найден сплав, который имеет температуру плавления всего 60,2…68,5 ⁰С. Даже в горячей воде металл легко расплавляется. В него входят:
- олово — 12,5…12,7 %;
- свинец — 24,5…25,0 %;
- висмут — 49,5…50,3 %;
- кадмий — 12,5…12,7 %.
Сплав интересен своей низкой температурой, но практического применения так и не нашел. Внимание! Кадмий и свинец – это тяжелые металлы, контакт с ними не рекомендован. У многих людей могут происходить отравления при контакте с кадмием.
Краткая характеристика различных печей
Разновидности приборов
- Тигельные индукционные печи используют для расплавки металлов, главным их принципом, отличным от работы других агрегатов, является отсутствие сердечника.
- Канальные агрегаты индукционного действия представляют собой своеобразный трансформатор, которая имеет стальной наконечник – магнитный привод. Нагрузка подается через вторичную обмотку, выполненную одним витком.
- Индукционные приборы вакуумного действия, который процесс плавки выполняют в условиях полного вакуума, который буквально вытягивает из металла все примеси.
- Плавильные тигельные печи – индукторы на массу плавки от 5 до 200 кг с преобразователем по принципу транзистора.
Сплавы для пайки
На практике многие сталкиваются с плавлением при пайке деталей. Если поверхности соединяемых материалов очищены от загрязнений и окислов, то их нетрудно спаять припоями. Принято делить припои на твердые и мягкие. Мягкие получили наибольшее распространение:
- ПОС-15 — 278…282 °C;
- ПОС-25 — 258…262 °C;
- ПОС-33 — 245…249 °C;
- ПОС-40 — 236…241 °C;
- ПОС-61 — 181…185 °C;
- ПОС-90 — 217…222 °C.
Их выпускают для предприятий, изготавливающих разные радиотехнические приборы.
Твердые припои на основе цинка, меди, серебра и висмута имеют более высокую температуру плавления:
- ПСр-10 — 825…835 °С;
- ПСр-12 — 780…790 °С;
- ПСр-25 — 760…770 °С;
- ПСр-45 — 715…721 °С;
- ПСр-65 — 738…743 °С;
- ПСр-70 — 778…783 °С;
- ПМЦ-36 — 823…828 °С;
- ПМЦ-42 — 830…837 °С;
- ПМЦ-51 — 867…884 °С.
Использование твердых припоев позволяет получать прочные соединения.
Внимание! Ср означает, что в составе припоя использовано серебро. Такие сплавы обладают минимальным электрическим сопротивлением.
Температура плавления неметаллов
Неметаллические материалы могут быть представлены в твердом и жидком виде. Неорганические вещества представлены в табл. 4.
Таблица 4, температура плавления неорганических неметаллов:

На практике для пользователей наибольший интерес представляют органические материалы: полиэтилен, полипропилен, воск, парафин и другие. Температура плавления некоторых веществ показана в табл. 5.
Таблица 5, температура плавления полимерных материалов:
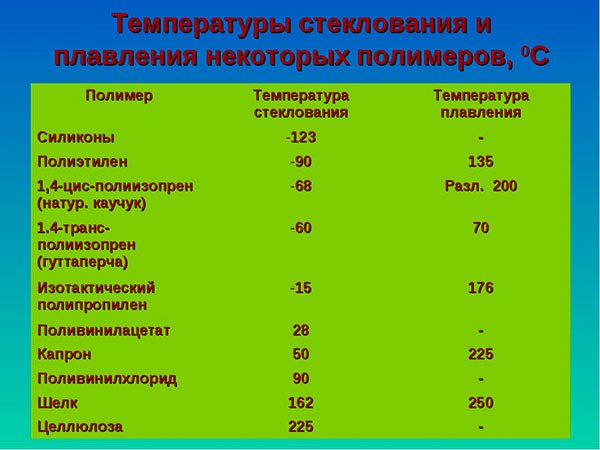
Внимание! Под температурой стеклования понимают состояние, когда материал становится хрупким.
Видео: температура плавления известных металлов.
Источники
- https://dosaafvlg-kotovo.ru/stanki-drugoe/temperatura-kipeniya-stali.html
- https://tutsvarka.ru/vidy/temperatura-plavleniya-metallov-tablitsa-i-ponyatie
- https://zpu-tmb.ru/metalloprokat/pri-kakoj-temperature-plavitsya-metall.html
- https://ru.wikipedia.org/wiki/%D0%A2%D0%B5%D0%BC%D0%BF%D0%B5%D1%80%D0%B0%D1%82%D1%83%D1%80%D0%B0_%D0%BF%D0%BB%D0%B0%D0%B2%D0%BB%D0%B5%D0%BD%D0%B8%D1%8F
- https://pressadv.ru/stali/temperatura-plavleniya-metallov-tablica.html
- https://tpspribor.ru/vidy-metalla/pri-kakoy-temperature-plavitsya-metall-v-gradusah.html
- https://metmastanki.ru/temperatura-plavleniya-metallov-i-nemetallov-tablitsy
- https://svarkaprosto.ru/tehnologii/pri-kakoj-temperature-plavitsya-metall
- https://morflot.su/temperatura-plavlenija-metallov-tablica-po/
- https://stanok.guru/stanki/metallorezhuschiy-stanok/temperatura-plavleniya-raznyh-metallov-v-tablice.html
- https://plazmen.ru/kakova-temperatura-plavleniya-zheleza/








