Дрель ударная HAMMER UDD950A
3890 ₽ Подробнее

Мультипекарь Redmond RMB-611 2172 ₽ Подробнее
Hammer
Чтобы осуществить пайку бронзы в домашних условиях, для начала стоит обзавестись необходимыми инструментами и материалами, такими как:
- газовая горелка;
- тигель;
- борная кислота;
- серебро;
- медь;
- бура;
- основание из асбеста.
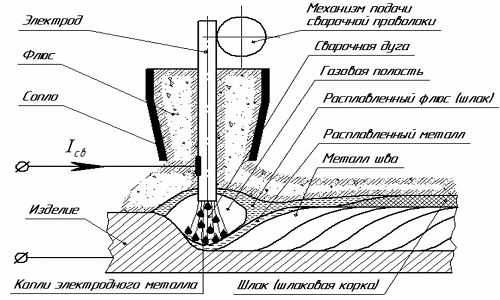
Схема сварки бронзы под флюсом.
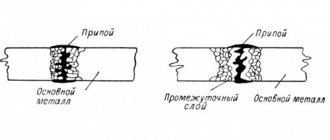
Обыкновенный оловянно-свинцовый припой для работы совсем не подходит. Он будет оставлять отчетливые следы на деталях, к тому же он малоэффективен. Пайка бронзы может быть разрушена уже через несколько часов эксплуатации. Очень важно сделать действительно правильный припой, который подходит для бронзы и латуни. Сделать его можно с помощью двух материалов – меди и серебра.
Причем очень важно соблюдать пропорции. Для работы понадобится 1 часть меди и 2 части серебра. Их необходимо расплавить с помощью газовой горелки, предварительно поместив материалы в тигель. Важно следить за тем, чтобы сплав получился равномерным. Далее тигель помещается в холодную воду. В результате получается однородный застывший сплав. Далее его нужно расплющить, чтобы получилась тонкая лепешка, которую удобно будет обрабатывать с помощью напильника. В итоге должна получиться крошка из сплава. Она-то и будет использоваться в качестве припоя.
Как размягчить латунь?
латунь
слишком мягкая. Исправить мягкость
латуни
можно только наклепом. Рекомендую подобрать нужную твердость регулированием длительности выдержки при отжиге и его температурой — Вам нужен шариковый твердомер Роквелла (HRB).
Интересные материалы:
Что делать если плотность аккумулятора низкая? Что делать если под стекло на телефоне попала вода? Что делать если поднялось высокое давление? Что делать если поднимается артериальное давление? Что делать если подперли машину Минск? Что делать если подскочило давление? Что делать если погас монитор ноутбука? Что делать если появились трещины на стяжке? Что делать если показывает вне диапазона? Что делать если помял чужую машину?
Технологический процесс пайки металлов
Оловянистые бронзы можно паять свинцово-оловянными, серебряными и медно-цинковыми припоями. Пайка высокооловянистых бронз медно-цинковыми припоями нежелательна ввиду близости температуры плавления.
Пайку оловянных бронз можно производить любым способом: паяльником, газопламенными горелками, контактным нагревом, Нагревом т. в. ч., в соляных ваннах, в печах с контролируемой атмосферой; при этом нагрев изделия следует вести постепенно, так как при высоких скоростях нагрева основной металл склонен к красноломкости.
Пайку можно производить оловянно-свинцовыми припоями с использованием флюсов на основе хлористого цинка с добавками соляной кислоты. При высокотемпературной пайке используют медно-цинковые и серебряные припои с применением флюсов на основе борной кислоты с добавками хлористых и фтористых солей металлов.
Свинцовые бронзы можно паять припоями с флюсами, которые применяют для пайки оловянистых бронз. При этом места пайки необходимо флюсовать более тщательно, поскольку образующиеся на поверхности окислы свинца препятствуют затеканию припоя в зазор.
Алюминиевые бронзы среди медных сплавов выделяются высокими механическими свойствами, в связи с чем их широко используют в машиностроении.
В промышленности применяют как двойные сплавы меди с алюминием (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов.
На поверхности алюминиевой и кремнистой бронзы образуется окисная пленка, которая трудно удаляется с использованием обычных флюсов. Изделие перед пайкой необходимо обрабатывать во фтористо-водородной или плавиковой кислоте.
При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми солями металлов. Марганцевые бронзы следует паять с применением ортофосфорной кислоты.
Алюминиевые бронзы во избежание окисления и образования хрупких интерметаллидов в шве следует паять, применяя быстрые методы нагрева. Введение в припои никеля повышает пластичность и прочность соединений из алюминиевой бронзы. Повышение пластичности, вероятно, обусловлено образованием интерметаллида алюминий — никель, что предотвращает образование окислов алюминия.
Для высокотемпературной пайки алюминиевых бронз серебряными и медно-цинковыми припоями флюсы № 200 и 284 непригодны, так как они не растворяют окислы на их поверхности. Для успешной пайки в эти флюсы необходимо ввести кремнефтористый натрий (10-20%) или флюс для пайки алюминия (до 50%).
Высокотемпературную пайку марганцовистых бронз осуществляют с использованием флюсов, в состав которых входят фторобораты и фториды щелочных металлов.
При высокотемпературной пайке бронз ввиду их красноломкости следует обращать внимание на конструирование фиксирующих приспособлений и добиваться, чтобы они не препятствовали расширению деталей при нагреве и, следовательно, не создавали в них напряжений, могущих вызвать растрескивание в процессе пайки.
Бериллевые бронзы паять значительно труднее, чем другие медные сплавы, их следует паять немедленно после механической зачистки серебряными припоями с флюсом, в состав которого должны входить фтористые соли.
Медно-никелевые сплавы паяют любым способом и припоем, в том числе и чистой медью. Пайку медью в печи с контролируемой атмосферой необходимо выполнять при высоких скоростях нагрева, так как при длительной пайке основной металл растворяется в припое и прочность шва значительно падает.
- Назад
- Вперед
Основы пайки дома
После того как все необходимые компоненты будут готовы, можно переходить к самому процессу пайки.
Схема пайки твердым припоем.
Для начала детали нужно подготовить, иначе вся работа может застопориться уже на своей начальной стадии. Все детали нужно обезжирить. Для этого можно использовать спирт или бензин. Все зависит от того, какое вещество у вас имеется в наличии. Далее флюс ровным слоем наносится на поверхность соединяемых деталей или узлов. Предварительно их необходимо уложить на асбестовое основание. Далее нужно взять порошок, который выступает в качестве припоя, и посыпать им соединяемые детали в том месте, где планируется производить пайку. Теперь в обязательном порядке нужно взять горелку и начинать нагревать то место, в котором будет делаться соединение.
При этом нагревать это место нужно постепенно.
Резкий прогрев может послужить образованию не совсем качественной пайки.
Схема высокотемпературного спаивания бронзы: 1 – движение горелки; 2 – движение прутка; 3 – движение горелки и прутка.
При этом нужно достигнуть температуры 700 градусов по Цельсию. Очень важно так же следить за режимом работы горелки. Она не должна резко нагревать материалы, так как это приводит к разрушению их структуры. Когда речь идет о работе с крупными деталями, то их нужно прогревать медленно и постепенно, но иногда приходится работать с тонкими материалами. В данном случае все происходит предельно быстро. Флюс способствует быстрому разогреву материалов по всей поверхности, и они без каких-либо проблем соединяются между собой.
Разумеется, каждому понятно, что данный вид пайки намного сложнее, чем обычная пайка оловом, но соединение получается более прочным и надежным. Только так можно получить на выходе действительно прочное соединение, которое в месте шва не будет сильно отличаться от общей структуры материалов.
Припои и флюсы: классификация и методы выбора
Для получения хороших результатов пайки обязательно применяются добавки в виде флюсов и различных припоев.
Припоем называется определённый металл, который после его расплавления проникает в металлы, подготовленные для пайки.
Чтобы добиться надёжного контакта, марка припоя должна обладать температурой плавления, которая будет значительно ниже температуры плавления самой латуни. В то же время он должен обладать хорошей адгезией с латунью. Поэтому для паяния латуни применяют специальные припои.
Только в крайнем случае, если паяют детали, на которых не лежит большой ответственности за весь агрегат, и нет высоких требований к прочности, применяют обычные сплавы олова со свинцом.
Современные припои классифицируются следующим образом:
- По температуре плавления. Они бывают мягкие с температурой плавления достигающей 400°C; полутвёрдые с температурой плавления олова и твёрдые. Температура плавления твердых припоев превышает 500 °C.
- По типу расплавления. Припои, которые расплавляются в процессе пайки полностью или частично.
- По способу получения припоя. Производятся готовые припои, и припои которые образуются в процессе пайки. Такая пайка называется контактно – реактивная.
- По перечню химических элементов, добавленных в состав. Таких элементов применяется достаточно большое количество. От распространенных металлов цинка, олова, алюминия, до редкоземельных металлов галлия, индия, палладия.
- По технологии изготовления припоя. Они бывают: проволочные, штампованные, катанные, литые измельчённые.
- По виду припоя. Их производят в виде проволоки, готового порошка, в виде ленты и отдельных листов, в форме таблеток и готовых к применению закладных деталей.
- По способу образования флюса. Припои делятся на две большие категории: флюсуемые и так называемые самофлюсующиеся.
Некоторые виды припоев

Кадмиевые припои при пайке меди и стали требуют к себе определенных навыков работы с ними. Потому что технологичность этих материалов ниже, чем у предыдущих.
Необходимо отметить, что такое соединение является термостойким (до +350 ℃), но не хладостойким. К тому же стык из кадмиевого сплава будет не очень прочным.
Цинковые припойные материалы редко используются для пайки меди, потому что сам металл быстро растворяется в материале припоя. Это ослабевает стык, отсюда и низкая прочность на разрыв – до 15 МПа.
Цинковые припои, легированные серебром или той же медью, также обладают низкой текучестью. Легированные кадмием или оловом эти материалы хоть и обладают неплохой текучестью, но прочность самого соединения сильно падает.
Медно-фосфористые марки с добавлением серебра – неплохой вариант для пайки. Соединение выдерживает высокие нагрузки, до 300 МПа, и температуру до +800 ℃. Но металл припоя, соединенный с медью, не пластичен. А значит, это небольшая прочность на изгиб.
Серебряные припойные материалы хорошо себя зарекомендовали при высокотемпературных режимах пайки меди. Правда, свои качества они проявляют, если пайка поводится ацетиленом или в специальных печах, где применяются коррозийно-активные флюсы.
Припои с высоким содержанием серебра используются в процессе соединения медных заготовок в вакууме или при нагреве аргоном. Если процесс проводится под давлением, то для соединения используют или фольгу (серебряную), или покрытие серебром.
Припойные материалы, в которых повышенное содержание меди и пониженное серебра, используют редко и в исключительных случаях. Потому что это тугоплавкий сплав, для которого требуется высокая температура нагрева.
Что касается чисто свинцовых припоев, то соединения, им проведенные, недостаточно прочны, но у них высокая пластичность. К примеру, изгибать такие стыки после пайки можно до угла 130°, а на растяжении они могут выдержать до 140 МПа.
Приготовление флюса: особенности
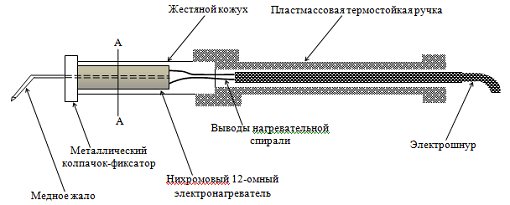
Конструкция паяльника.
Теперь нужно приготовить своими руками флюс, который и будет использоваться для пайки. Обычная канифоль в данном случае не сгодится. Она не будет способна расплавить тугоплавкий порошок. Для этих целей понадобится куда более мощная смесь. Для приготовления понадобится 20 грамм порошка буры и 20 грамм борной кислоты. Смешивать ингредиенты придется в специальной таре. Можно использовать стекло, так как оно не вступает во взаимодействие с данными компонентами. Залить смесь необходимо стаканом воды. В результате получается отличный флюс, который идеально подойдет для пайки бронзы.
Правила паяния медных деталей
Паяльник используют лишь для соединения мелких деталей, а сам процесс паяния производится при температуре +350 ℃. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Что касается ванн и печей, то здесь две позиции, отличающиеся друг от друга наполнителем. Это может быть припой или соль. Необходимо отметить, что соли выполняют две функции: нагревательного элемента, как источника температуры, и флюса.
То есть, в технологиях, где используются соляные печи или ванны, флюсы не применяются.
В принципе, в независимости от металла заготовок, сам процесс соединения одинаков для всех материалов. И делится он на шесть этапов:

очистка заготовок меди механическим способом для удаления оксидной пленки;- обезжиривание;
- внесение флюса в зону пайки;
- нагрев зоны.
- внесение припоя;
- зачистка стыка от флюса и припойного материала.

Также проводится пайка бронзы. Основное отличие – это необходимая марка припоя и флюса. Поскольку бронзы представляют собой сплав меди, олова и некоторых других элементов, то выбор припоя не составляет труда.
К бронзам также относят сплавы меди и кадмия, меди и бериллия, сплавы со свинцом, алюминием. Необходимо обращать внимание на состав бронзы, в зависимости от которого меняются свойства материала.
Как паять медную проволоку

В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.