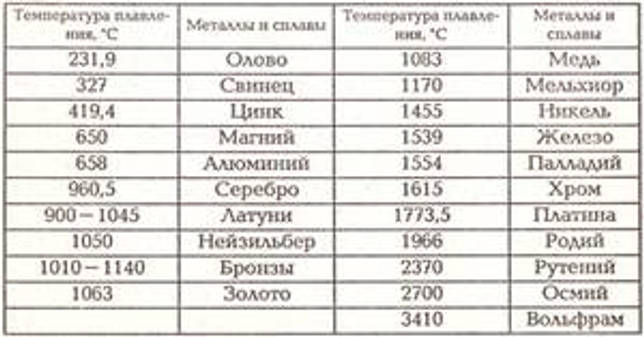
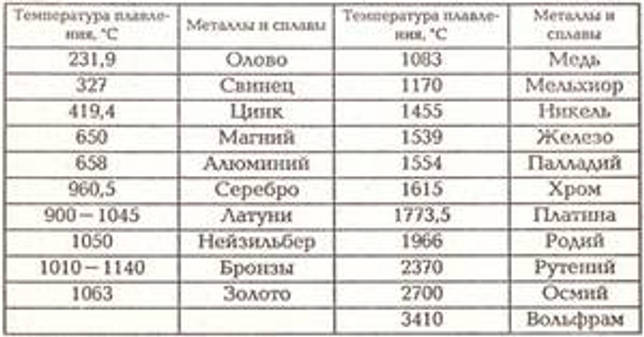
Бронза – сплав на основе меди, не содержащий в качестве основных легирующих компонентов никеля и цинка. Характеризуется сравнительно высокой температурой плавления, металл становится жидким в диапазоне от +940°С до +1300°С. Самая тугоплавкая – оловянно-фосфорная. Из бронзовых сплавов производят сортовой, листовой и трубный прокат, детали двигателя, элементы передаточных устройств, вкладыши в запорную арматуру, фитинги, краны, сувенирные изделия, детали приборов и многое другое. Сделать литье можно в домашних условиях. Плавка бронзы производится в муфельных печах или горнах. При температуре плавления бронза становится густой, плохо растекается по форме, нужно знать некоторые хитрости, чтобы самостоятельно заниматься литьем.
Немного истории
Бронза является фактически первым сплавом, который начало использовать человечество. В 3-м тысячелетии до н. э. мастера активно применяли медь для самых разных целей. Некоторые сорта руды содержали незначительный процент олова. При обработке данного материала люди заметили, что такая медь более плотная и твердая, чем обычная. Таким образом, это стало зарождением нового исторического и культурного периода, который известен сейчас как «эпоха бронзы». Дальнейшие исследования привели к тому, что было открыто олово, которое начали специально добавлять в медь для получения качественного сплава для изготовления инструментов и украшений.
Металлургия бронзы качественно повысила производительность самых разных отраслей, которыми было занято человечество на тот момент. Плавление постепенно совершенствовалось, и люди начали изготавливать специальные каменные формы, в которых различные изделия можно было отливать многократно. Постепенно были изобретены закрытые формы, которые позволяли делать оружие и украшения со сложной конструкцией и рисунком.
Это интересно: Медь
Изготовление форм для литья
На качество изделий, полученных методом литья из бронзовых сплавов, серьезное влияние оказывает правильность изготовления литейной формы, которая и позволяет создать из расплавленного металла деталь требуемой конфигурации и с заданными геометрическими параметрами. Для изготовления литейных форм традиционно используют специальные приспособления – опоки. Опока, габариты которой должны примерно в полтора раза превышать параметры готового изделия, состоит из:
- верхней рамки;
- нижнего ящика.

Верхняя и нижняя части опоки, в которые засыпается формовочная смесь, для большей надежности могут надежно соединяться друг с другом, для чего используются специальные фиксаторы на их боковых поверхностях.
Состав наиболее часто используемой формовочной смеси включает:
- песок мелкой фракции – 75%;
- глину – 20%;
- каменноугольную пыль – 5%.
В результате смешивания данных компонентов должна получиться однородная масса.
Для изготовления литейной формы также потребуется модель, которую делают из древесины или другого мягкого материала (можно использовать в ее роли готовое изделие требуемого качества).

Изготовление самой литейной формы выполняют следующим образом.
- В нижний ящик опоки засыпают формовочную смесь и несильно ее утрамбовывают.
- В полученную утрамбованную массу помещают модель, поверхность которой необходимо предварительно покрыть тальком или порошковым графитом.
- На нижнюю часть опоки ставят верхнюю рамку и засыпают ее доверху формовочной смесью, также утрамбовывая ее. Перед засыпкой верхней половины опоки необходимо сформировать в будущей форме отверстие литника, для чего используют специальную пробку конической формы.
- После утрамбовки формовочной смеси надо разделить готовую форму на две половины – верхнюю и нижнюю, для чего можно использовать любой острый предмет.
- После извлечения из полученной литейной формы внутренние полости модели внимательно осматривают и исправляют дефекты, которые могут на них присутствовать.
Готовую форму необходимо подсушить, после чего ее можно собрать и начать использовать для литья изделий из бронзы. Более наглядно изготовление литейной формы представлено на видео ниже.

Далее в силиконовую форму подается под давлением расправленный воск
Он равномерно заполняет все полости, образуя восковку – восковую копию разрабатываемого бронзового изделия.
После остывания восковки, она проверяется на дефекты – наличие воскового облоя, пузырьков: сначала снимается облой,
затем восковая копия просвечивается, и если нет пузырьков, то полируется.
На производство одной восковки уходит 12-15 минут, поэтому с силиконовой матрицы за час можно получить до 4-5 копий.

Так выглядит рабочее место восковщицы. На фото присутствуют резиновые формы и восковки

Восковки различных изделий
Правила безопасности при работе

Любая работа с разогретыми до больших температур изделиями должна сопровождаться неукоснительным соблюдением норм безопасности труда. Только так можно предотвратить несчастные случаи и травматизм.
Человек, работающий с печью, должен иметь защитную одежду. Это должен быть жаропрочный фартук, закрывающий всю переднюю часть туловища, перчатки из толстой кожи и ботинки на большой подошве. Под защитной одеждой не должно быть рубашек или штанов из синтетических материалов. Такие изделия очень быстро воспламеняются и плохо тушатся. Отдавайте предпочтение изделиям из хлопка или шерсти.
Если вас интересует, где можно взять эти защитные приспособления, не волнуйтесь. Скорее всего, там же, где вы найдёте щипцы под тигли и другое оборудование для плавки металлов. Там же можно приобрести защитные очки, маску для лица или респиратор со специальным фильтром. Эти приспособления помогут обезопасить лицо, глаза и лёгкие от вредного воздействия испарений шлаков, исходящих от расплавленного металла.
Определение посредством химических экспериментов
Показательной является реакция с концентрированной азотной кислоты: если последнюю капнуть на поверхность медного изделия, произойдет окрашивание в зелено-голубой цвет.
Качественной реакцией на медь является растворение в соляной кислоте с последующим воздействием аммиаком. Если медный образец оставить в растворе HCl до полного или частичного растворения, а потом капнуть туда обычный аптечный нашатырный спирт, раствор окрасится в интенсивно синий цвет.
Важно: работа с химическими реактивами требует соблюдения мер предосторожности. Самостоятельные эксперименты нужно проводить в хорошо проветриваемом помещении с применением средств индивидуальной защиты (резиновые перчатки, фартук, очки)
Характеристики латуни
Изготовление изделий из этого сплава достигается преимущественно посредством литья. Поэтому очень важно знать, при какой температуре плавится латунь. Это сильно зависит от её химического состава, а конкретнее — от содержания в ней цинка, ведь чем больше этого металла, тем меньше требуется тепла для его расплавления. Если в латуни содержится значительное количество примесей висмута или свинца, это очень негативно влияет на её растекаемость, усложняя обработку изделий. Поэтому температура её плавления колеблется в пределах 880−950 градусов Цельсия.
Очень важно при изготовлении изделий из латуни покрывать их защитным слоем. Для этого можно использовать обычный лак. Несмотря на свою стойкость к коррозии, она очень подвержена процессам окисления на открытом воздухе. Многие незащищённые детали или предметы интерьера необходимо регулярно чистить, чтобы они не потемнели. Но сделать это легко, ведь латунь очень хорошо полируется.
Технические показатели сплава
Кроме температуры плавления, у латуни есть ещё несколько важных характеристик, благодаря которым она находит такое широкое применение в различных областях. Вот некоторые из них:
- Удельное электрическое сопротивление — в пределах 0,07−0,08 микроом на метр.
- Плотность — около 8,3−8,7 тонн на кубометр.
- Теплоёмкость — 0,377 килоджоулей на килограмм-Кельвин.
В зависимости от состава, латунь бывает:
- Двойной — сплав только с содержанием меди и цинка.
- Многокомпонентной — содержащей большое количество других металлов и примесей.
Особые моменты
Для отливки различных тонких металлических изделий предпочтение следует отдать латуни, поскольку она плавится гораздо легче, чем бронза. Что касается оборудования, то выбор лучше сделать в сторону тиглей из керамики и глины, поскольку они более подходят для работы с данным сплавом.
Относительно переплава старинной бронзы следует сказать, что при данной процедуре надо быть особенно внимательным, поскольку в ее составе может быть мышьяк.
Следует также учитывать количество примесей, которые имеет бронза. Температура плавления материала в зависимости от этого может значительно отличаться. Для оловянистого сплава показатели находятся в пределах 900-950 градусов, тогда как для безоловянистых нужно около 950-1080.
Бронза представляет собой сплав меди с добавлением различных цветных металлов. Данный материал отличается стойкостью, твердостью и устойчивостью к процессу коррозии. В прошлом бронза использовалась для изготовления различных орудий, украшений, оружия и скульптур, а в настоящее время к данному сплаву добавляют другие металлы для получения особых характеристик. Благодаря этому алюминиевая бронза используется при изготовлении различных деталей трубопроводов и самолетов, кремниевая – в мореходстве, а фосфорная – для различных пружин и деталей электротехнического оборудования.
Марки латуни и области применения
От состава зависит марка латуни и область её применения. Например, томпак, принадлежащий к классу деформируемых латуней, в котором содержится больше 95% меди, может легко соединяться со сталью, образуя с ней биметалл. Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Латуни марки ЛО используются для изготовления конденсаторных трубок, применяемых в разной теплотехнической аппаратуре, например, газовых котлах, автоклавах, сильфонах.
Марка ЛС используется при создании деталей часовых механизмов, переходных и соединительных втулок. Из неё также изготавливают полиграфические матрицы.
ЛМц — содержится в старых советских монетах номиналом до 5 копеек, арматуре, гайках и болтах, а её подвид с приставкой «А» — в деталях речных и морских судов.
Латунь, имеющая маркировку ЛА или ЛЖМ (и её подвиды), также используется для постройки морских судов и самолётов, различных электрических машин и подшипников. Очень распространена в деталях для различной химической техники.
Это интересно: Как и чем чистить медь от окиси в домашних условиях: самые эффективные способы
Классификация бронзы
Несмотря на то что «эпоха бронзы» давно прошла, на сегодняшний день используются несколько вариантов данного материала. По составу сплав распределяют на следующие типы:
- безоловянный (не содержит олово);
- оловянный.
В первую группу дополнительно включают бериллиевый, алюминиевый, свинцовый и кремниецинковый типы.
- Бериллиевая бронза – это самый стойкий и прочный сплав, который по своим базовым характеристикам превосходит даже сталь высокого уровня качества.
- Кремниецинковый вид в расплавленном состоянии отличается высокими показателями текучести.
- Свинцовая бронза – вид сплава, который обладает повышенной стойкостью и устойчивостью.
- Алюминиевая бронза отличается от других типов стойкостью перед химическими раздражителями и негативными влияниями окружающей среды.
Что касается второго подвида бронзы, то оловянный тип на сегодняшний день считается самым распространенным в промышленности, несмотря на тот факт, что другие виды сплавов превосходят его по отдельным характеристикам.
Биологическая роль меди
Организм здорового человека должен содержать не менее 100 г микроэлемента меди. Он выполняет важную биологическую роль:
- Принимает участие в усвоении и выработке железа.
- Компонент большинства ферментов, принимающих участие в окислительно-восстановительных процессах.
- Обеспечивает наполнение мозга, тканей необходимым количеством кислорода.
- Без элемента невозможно нормальное формирование сухожилий, скелета, мышц, хрящей.
- Способствует образованию эритроцитов, гемоглобина.
- В детском возрасте способствует росту костей.
- Дефицит вещества приводит к ревматоидным артритам, аутоиммунным заболеваниям, воспалительным процессам в костях, тканях.
- Делает стенки сосудов прочными, эластичными.
- Поддерживает упругость кожи.
Свое название вещество получила от греческого слова «Кипр»
Его важность была установлена в 1928 году, в результате многочисленных научных исследований
Особенности описываемого металла
Что такое бронза? Это сплав, состоящий из основного компонента (меди) и дополнительного легирующего элемента. В зависимости от того, что выступает в качестве легирующей добавки, различают несколько марок описываемого материала, поэтому у каждого вида бронзы своя температура плавления. От процентного содержания дополнительных компонентов зависят физико-химические свойства бронзы. Понять, какие примеси содержатся в сплаве, помогает его маркировка.
Все бронзовые составы условно можно разделить на две большие группы:
- Оловянные.
- Безоловянные.
К оловянным сплавам относится разновидность бронзы, в составе которой в качестве легирующего элемента выступает олово. Этот металл прочнее меди, но он легкоплавок. Сочетание меди (80%) и олова (20%) – первый сплав, который научилось создавать человечество. При помощи него на Руси отливались церковные колокола. Металл хорошо звучал, но был хрупок. Поэтому возникла необходимость искать более совершенные сплавы.
Безоловянные сплавы не содержат в своем составе хрупкого олова. В качестве легирующих добавок в них может выступать бериллий, кремний, свинец и алюминий. В зависимости от того, какой именно из перечисленных металлов сочетается с медью, сплав обретает свои физико-химические свойства. Так, например, бериллий позволяет создавать сплавы, которые по своим прочностным характеристикам во многом превышают высококачественную сталь. Добавление кремния делает бронзу более устойчивой к механическому трению. Свинец помогает формировать высокую устойчивость к коррозии, алюминий улучшает фрикционные характеристики сплава.
Процесс плавления бронзы обязательно должен начинаться с изучения ее состава. Все оловянные марки плавятся при температуре 900–950°C, безоловянные марки плавятся при температуре 950–1080°C.
Обратите внимание! При литье учитывается еще один показатель сплава – его вязкость. У оловянной бронзы она выше, чем у латуни, поэтому при нагреве ее необходимо сильно перегреть. Потом после остывания описываемая марка дает минимальную усадку, поэтому данный вид бронзы идеально подходит для фасонной отливки.
Можно ли отливать бронзу в домашних условиях?
Многие из нас задаются вопросом, возможен ли процесс плавки описываемого сплава в домашних условиях. Воссоздать промышленное литье невозможно. Так как бронза имеет высокую температуру плавления, для работы с раскаленным металлом нужны особые условия. Можно попытаться освоить мелкое литье, позволяющее создавать украшения или маленькие поделки. Для осуществления этого процесса придется выделить отдельную комнату, а также предпринять все меры противопожарной безопасности, сделать качественную вентиляцию. Изготавливать крупные бронзовые детали можно там, где есть земляной или бетонный пол (это может быть гараж с хорошей принудительной вентиляцией).
Для работы понадобится определенное оборудование и специальный инструмент. Осуществить литье позволит только муфельная печь (наличие терморегулятора значительно упростит решение поставленной задачи). Для крупного литься придется устанавливать горн. Плавить металл можно в чугунной емкости, которая имеет форму с носиком. Он помогает аккуратно переливать расплавленный металл в форму. Такая чугунная емкость называется тигель.
Из печи тигель вынимается длинными щипцами и специальным крюком. Под рукой должна быть литейная форма. Для растопки муфельной печи лучше всего подходит древесный уголь, для горна кокс.
Сравнительная характеристика и отличие металлов
В металлургической промышленности существуют четкие критерии отличия бронзы и латуни. Однако если человек не связан с данной сферой деятельности, он не сможет на глаз определить, какой перед ним материал. Сочетание меди с оловом или с цинком позволяет получить сплавы, обладающие различными свойствами и используемые в определенных областях.
Бронза и латунь имеют различные свойства и относятся к совершенно разным категориям. Первый сплав может быть оловянным или безоловянным, в то время как второй бывает двух- или многокомпонентным.
Бронзовый сплав состоит из олова, в который может добавляться свинец. От процентного содержания того или иного элемента, будет зависеть цвет металла. Основным добавочным элементом в латуни выступает цинк.
Бронза устойчива к воздействию химических и агрессивных составов. К тому же ее отрицательная реакция на соленую морскую воду дала возможность использовать сплав в судостроении и мореходстве. Латунь не может этим похвастаться, поэтому для придания ей улучшенных качеств, в сплав необходимо ввести дополнительные элементы. Кроме этого, у бронзы хорошие прочностные и антифрикционные характеристики, нежели у латуни. Это позволяет значительно расширить сферу применения сплава.
Большое содержание цинка в латуни придает сплаву разнообразную цветовую гамму от розово-красного оттенка, до золотисто-желтого. Это и обуславливает ее схожесть с благородным золотом.

Как выглядит латунь
Серебристо-белый цвет бронзы достигается за счет добавления в ее состав более 35% Sn. Сплав, содержащий от 85% меди, получается коричнево-красного цвета. Поскольку соединения с высоким вхождением примесей встречаются редко, то можно утверждать, что в основном латунь — это металл золотисто-желтого цвета, а бронза — ближе к красному, иногда темно-коричневая. Те ж цвета латуни и бронзы будут и на изломе предметов. Это и позволяет без труда отличить латунные изделия от бронзовых.
Из такого металла, как латунь, изготавливаются не только декоративные элементы, такие как мебельная фурнитура или художественные вещи для декора интерьер, но и главные детали, используемые в различных промышленных сферах.
Бронза и латунь имеют температуру плавления ниже, чем у чистой меди. Это дает возможность изготавливать из них различные изделия для домашнего использования. Очень красиво смотрится художественное литье из бронзы и латуни. Однако для этого необходимо иметь соответствующее оборудование и знать технологию и правила выполнения такой процедуры.
Медь в судебно-медицинском отношении
Отравления М. носят случайный характер и происходят в промышленности, сельском хозяйстве и быту, когда препараты, содержащие М., могут попасть в организм через дыхательные пути и перорально. Смертельная доза сульфата М. — 10 г. При вскрытии трупа человека, погибшего от отравления медьсодержащими веществами, и гистол, исследовании диагностируются явления раздражения слизистой оболочки полости рта (иногда ее синеватая окраска), желудка и кишечника, особенно толстой кишки; выраженная дистрофия печени, миокарда, почек; гнойный бронхит, мелкоочаговая пневмония.
Суд.-хим. обнаружение М. во внутренних органах основано на ее выделении из минерализата в виде диэтилдитиокарбамината М., переведении М. вновь в водную фазу соляной к-той, а затем определении ионов М. при помощи качественных цветных реакций. Количественное определение производится комплексометрическим титрованием, а при малых количествах — колориметрическим определением диэтилдитиокарбамината М. Чувствительность методов обнаружения М. при суд.-хим. определениях — 0,4 мг в 100 г ткани органа. При количественном определении М. во внутренних органах следует учитывать ее естественное содержание в ткани этих органов.
Библиография:
Биологическая роль меди, под ред. В. В. Ковальского, М., 1970; Кацнельсон Б. А. и др. О влиянии примеси медьсодержащих соединений к пыли кварца на развитие экспериментального силикоза крыс, Гиг. труда и проф. заболев., №3, с. 30, 1969; Луценко Л. А., Кочеткова Т. А. и Титова И. Н. Значение низких концентраций для экспериментальной оценки и нормирования рудных пылей, обладающих фиброгенным и токсическим действием, в кн.: Гиг. труда в горнодобывающей промышленности, под ред. А. П. Шицковой, с. 69, М., 1978; Машковский М. Д. Лекарственные средства, ч. 2, с. 355, М., 1977; Молекулы и клетки, пер. с англ., под ред. Г. М. Франка, в. 4, с. 136, М., 1969; Нормы радиационной безопасности (НРБ—76), М., 1978; Полинг Л. и ПолингШ Химия, пер. с англ., с. 31 и др., М., 1978; Ш в а й к о в а М. Д. Токсикологическая химия, с. 318, М., 1975; H о 1 t-z m a n N.A. Menkes’ kinky hair syndrome, a genetic disease involving copper, Fed. Proc., v. 35, p. 2276, 1976; Lede-r e г С. М., Hollander J. M. a. P e r- 1 m a n I. Table of isotopes, N. Y. a. o., 1967; Menkes J. H. a. o. A sex-linked recessive disorder with retardation of growth, pecular hair, and focal cerebral and cerebellar degeneration, Pediatrics, v. 29, p. 764, 1962; Radioaktive Isotope in Klinik und Forschung, hrsg. v. K. Fellinger u. H. Vetter, Bd 9, Miinchen—B., 1970 ;Trace elements in human health and disease, ed. by A. S., Prasad, v. 1, N. Y., 1976.
Способы изготовления и характеристики
Физические данные
Характеристики сплава определяются его химическим составом и могут изменяться в некоторых пределах. Бронза менее подвержена коррозии и обеспечивает лучшее скольжение металла по металлу, чем латунь. У неё выше прочность и она менее подвержена атмосферным воздействиям (вода и воздух) и лучше сопротивляется солям и органическим кислотам. Легко поддаётся механической обработке, её можно паять и скреплять сварочными работами. Некоторые физические характеристики бронзы:
- удельный вес от 7,8 до 8,7 тонны/куб. метр;
- температура плавления бронзы – плавится при нагревании от 930 до 1140 градусов;
- изменения цвета от красного – цвета меди, до белого – цвета олова;
- стойкость к износу и хорошее скольжение по металлу предопределяет сферу применения в качестве подшипников скольжения, они хорошо работают в любых температурных условиях;
- отмечается высокая электропроводимость и передача тепла, стойкость к паровому воздействию, что способствует изготовлению деталей для техники, работающей в экстремальных ситуациях.
Как изготовить бронзу
Плавление и смешивание расплавов меди и присадок разных металлов, позволяющих придать сплаву те или иные требуемые характеристики, приводит к получению такого металла-сплава, как бронза. В технологическом процессе изготовления задействованы электрические печи индукционного типа и тигельные горны, с их помощью можно изготовить любые сплавы с медью.
Плавление производится с флюсовыми добавками, при этом исходным сырьём для плавки может быть как медная руда, так и лом меди. Как правило, медный лом добавляется в расплав вмести с присаживаемым металлом в процессе плавки. При плавке только из медной руды выполняются следующие операции:
- печь разогревают, закладывают в неё медную руду с флюсовыми добавками, и плавят при температуре около 1200 градусов;
- добавляют химический окислитель – фосфористую медь, половина могла быть загружена в составе флюса, а остаток дополнительно загружается ковшом;
- при плавлении в раскисленный расплав меди добавляют присадочные металлы, предварительно подогретые до ста градусов;
- после получасового отстаивания расплава, с его поверхности снимают всплывший шлак, и полученный сплав распределяют по формам.
При использовании медного лома процедура изготовления бронзы такая же.
Чего мы не знали о меди
Одно из преимуществ удивительного металла — изготовленные из него инструменты не дают искр при ударе. Разумно использовать их там, где есть вероятность взрыва.
Шведские ученые придумали способ захоронения радиоактивных отходов. Сейчас на это тратятся огромные средства. А можно просто помещать радиоактивный хлам в медные капсулы с толщиной стенок 5 сантиметров. По расчетам, коррозия их разрушит не раньше, чем через полмиллиона лет.
Многие знают, что Статуя Свободы (та самая, с факелом и в короне) изготовлена из меди. Не целиком, конечно, цветной металл только сверху, внутри стальные конструкции. Ходили слухи, что изготовлена она из уральского металла, но… Официально признано, что тот цветмет из Норвегии.
Вот случай, когда вроде полезное свойство нашего героя стало недостатком. Норвежское грузовое судно затонуло по вине медной руды, которую и везло. Виновата электрохимия. Медь из руды создала гальваническую пару с металлическим корпусом судна, электролитом послужили испарения морской воды. Возникший ток спровоцировал такую коррозию, что она проела обшивку, и в трюмы хлынула вода.
Модникам и модницам
Секрет джинсов «Gold Vision-3000» в медном биокорсете. Медные нити, «встроенные» в модные штаны, помогают предотвращать сосудистые патологии, стимулируют работу органов малого таза. А они влияют на пищеварение, половую функцию, кроветворение, уменьшают вредное воздействие бытовых приборов, влияние электромагнитных полей.
Нюансы спектрального сравнительного анализа
Из-за многообразия сплавов на основе меди сложно с точностью определить тип их соединения. Любой из способов отличить латунь и бронзу, даже самый действенный, не дает 100% гарантии. Если необходим точный ответ на вопрос, какой именно это сплав, то единственный путь к достоверному ответу — использование спектрального анализа. Можно обратиться в пункт приема металлолома, в котором может быть соответствующе оборудование.
Спектральный анализ позволяет определить химический состав сплава металла по его спектру. Кроме этого подобный метод имеет и другие преимущества:
- высокая чувствительность;
- точность получения результатов;
- изучение состава изделий из латуни и бронзы без разрушения их структуры;
- можно изучить состав даже на маленьком образце.
Для проведения спектрального анализа используют специальный инструмент — стилоскоп. Он предназначен для быстрой визуальной качественной и количественной оценки черных и цветных сплавов в видимой области спектра.
Из готовых восковых копий формируется своеобразная елка
Для этого несколько заготовок крепятся на одну ось – в виде грозди под 45° к основанию.
После окончания этого этапа получается елка, состоящая из множества восковок.
Чем больше вам нужно заказать изделий из бронзы, тем большее количество елок будет подготовлено для следующего этапа.

Восковки с литниковой системой
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

Последовательность выполнения процесса
- В тигель закладываются отдельные куски металла, а он сам помещается в печь. Потом устанавливается регулятор нагрева, и бронза, температура плавления которой зависит от ее составляющих элементов, начинает менять форму.
- После этого тигель достается из печи при помощи крюка, а сам сплав заливается в подготовленную форму.
- Бронза, температура плавления которой относительно невысокая, позволяет заменять муфельную печь автогеном или паяльной лампой.
Подобная последовательность подойдет и для работы с другими сплавами меди. Поскольку, например, температура плавления бронзы и латуни находится приблизительно в одном и том же диапазоне — 930-1140 и 880-950 градусов соответственно.

Технология отливки
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Основные характеристики сплава
Парадоксально, но сама латунь и способ её изготовления были известны задолго до открытия цинка, как отдельного металла. Древние народы Южного Причерноморья делали сплавы на основе меди с добавлением вещества, называемого галмеем, или цинковым шпатом.
Очень часто изделия из этой комбинации использовались в качестве фальшивых украшений, которые выдавались за золотые. В Древнем Риме из-за этого латунь звали орихалком, то есть златомедью. Её там использовали для чеканки монет.

Физические параметры сплава выглядят так:
- Удельная теплоёмкость — 0,377 килоджоуля на килограмм-кельвин при комнатной температуре.
- Удельная теплота плавления латуни — 210 Джоулей на килограмм.
- Температура плавления сильно зависит от содержания легирующих металлов и варьируется от 850 до 950 градусов Цельсия.
- Плотность — около восьми с половиной тонн на кубический метр.
- Сопротивление на единицу длины — в пределах 0,07 микроом.
Как видим, латунь плавится значительно легче, чем медь, а потому хорошо подходит для изготовления декоративных элементов и предметов искусства, даже без обращения к помощи специалистов.
Главное о меди
В таблице Менделеева этот материал получил название Cuprum. Ему присвоен атомный номер 29. Это пластичный материал, отлично обрабатывающийся в твердом виде шлифовальным и резным оборудованием. Хорошая проводимость напряжения позволяет активно использовать медь в электрике и промышленном оборудовании.
В земной коре материал находится в виде сульфидной руды. Часто встречаемые залежи обнаруживаются в Южной Америке, Казахстане, России. Это медный колчедан и медный блеск. Они образовываются при средней температуре, как геотермальные тоненькие пласты. Находят и чистые самородки, которые не нуждаются в отделении шлака, но требуют плавления для добавки других металлов, т. к. в чистом виде медь обычно не используется.
Красновато-желтый оттенок металл имеет благодаря оксидной пленке, покрывающей поверхность сразу, при взаимодействии с кислородом. Оксид не только придает красивый цвет, но и содействует более высоким антикоррозийным свойствам. Материал без оксидной пленки имеет светло-желтый цвет.
Плавится чистая медь при достижении 1080 градусов. Это относительно невысокая цифра позволяет работать с металлом как в производственных условиях, так и дома. Другие физические свойства материала следующие:
- Плотность меди в чистом виде составляет 8,94 х 103 кг/м квадратный.
- Отличается металл и хорошей электропроводностью, которая при средней температуре в 20 градусов является 55,5 S.
- Медь хорошо передает тепло, и этот показатель составляет 390 Дж/кг.
- Выделение углерода при кипении жидкого материала начинается от 2595 градусов.
- Электрическое сопротивление (удельное) в температурном диапазоне от 20 до 100 градусов — 1,78 х 10 Ом/м.
Меры предосторожности
Плавление металлов в домашних условиях совсем не означает, что это можно делать просто в жилом помещении без каких-либо ограничений. Для литья бронзы понадобится отдельная комната, выполняющая функции мастерской, которая должна быть оснащена всем необходимым для этого процесса оборудованием и средствами личной защиты. Мастерская обязательно должна быть оборудована рабочим огнетушителем, а в самом помещении не могут храниться легковоспламеняющиеся материалы и вещества.
Кроме этого, плавление бронзы считается достаточно травмоопасным занятием, поэтому выполнение всех необходимых этапов данной процедуры должно осуществляться только подготовленным человеком.

Процесс литья

Сам процесс литься бронзы предельно прост. Печь разогревается до определенных параметров. Напомним еще раз, что для плавки оловянных сплавов необходимо разогреть печь до температуры 900–950°C, температура плавления безоловянных сплавов на порядок выше – 950–1080°C.
Плавление любого состава бронзы должно начаться с прокалки формы для заливки в муфельной печи или в горне. Для этого печь сначала нагревается до температуры 600°C. Затем в нее погружается форма, после этого температуру в печи нужно увеличить до 900°С. Литейная форма должна провести в печи пару часов. После окончания таймера форма вынимается из печи и остужается до температуры 500°С.
Бронза помещается в чугунный лоток и отправляется прямиком в хорошо прогретую печь. После того, как сплав расплавится, металл нужно еще подержать в печи пять минут. Так он хорошо прогреется, а это значит, можно будет легко обеспечить качественное заполнение литейной формы. Из печи тигель извлекается крюком, щипцами обеспечивается процесс переливки расплавленного сплава в форму. Выливать металл важно тонкой непрерывной струйкой. Только так можно предотвратить процесс размывания формы.
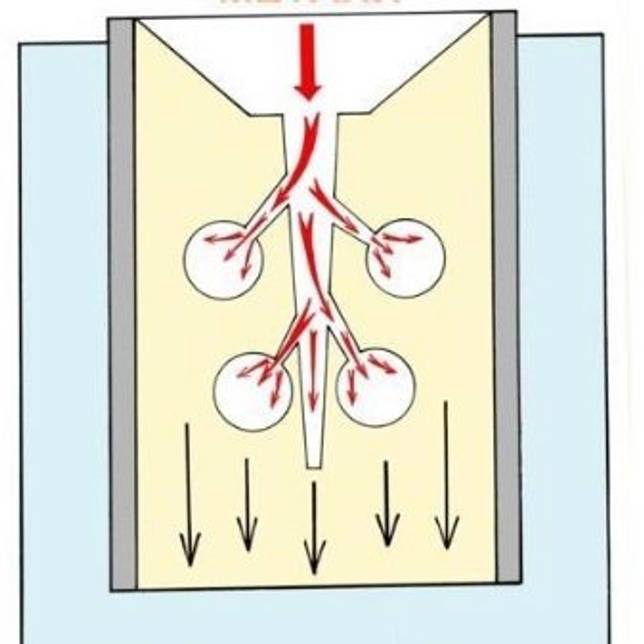
Как правильно залить расплавленную бронзу в литейную форму
Залить расплавленную бронзу в литейную форму – настоящая наука. Заполнить форму больших размеров будет несложно. Жидкий сплав под действием силы притяжения и собственного веса сам равномерно распределится по емкости и вытеснит весь имеющийся воздух. С заполнением форм маленьких размеров возникнет определенная проблема. Дело в том, что воздух препятствует равномерному перераспределению сплава по всем плоскостям. Поэтому нередко плавление бронзы в домашних условиях не позволяет создавать качественные изделия.
Можно ли самостоятельно решить подобную проблему? Да, если под рукой есть центрифуга. Центробежная сила вытеснит воздух и позволит сплаву равномерно перераспределиться по всей площади формы. Действовать по такому плану необходимо очень быстро, пока бронза не успела застыть.
Вынимать заливку из формы нужно, когда сплав полностью застынет. Поверхность заготовки получится шероховатой, кое-где обязательно появятся наплывы из металла. Подобные дефекты устраняются методом механической шлифовки. Если правильно была прогрета печь, объем механической шлифовки будет минимальным.
Создание литейной формы
Учитывая то обстоятельство, что у каждого вида бронзы своя температура плавления, важно иметь под рукой форму, способную выдержать наивысшую точку нагрева описываемого сплава. Ее сложно создать собственными руками в домашних условиях, но попытаться можно, если внимательно изучить следующую инструкцию.
Сначала нужно создать формовочный ящик (литейщики называют его опокой). Его размеры в полтора раза больше размеров будущей детали. Собирается опока из не струганных досок по следующей схеме: сначала сбивается верхняя рамка (внешне она похожа на обычный ящик без дна и верха, но с двумя перекладинами посередине), потом сбивается нижняя рамка (ящик с дном).
Потом приступают к созданию формовочной земли. Она имеет особый состав: 75% мелкозернистого песка, 20% глины и 5% пыли каменного угля. Все ингредиенты соединяются между собой и тщательно перемешиваются.
Следующий этап – изготовление модели, которая поможет сформировать форму для будущего литья. Специалисты рекомендуют изготавливать ее из дерева. Дальнейший процесс воспроизводится по следующему алгоритму.
- Модель из дерева предварительно обильно посыпается тальком, а потом аккуратно помещается в нижний ящик опоки ровно наполовину.
- Потом он доверху заполняется уже готовой формовочной землей.
- Вся полученная композиция обильно посыпается графитом.
- После этого нижняя часть опоки (с дном) закрывается верхней рамкой (без дна).
- В верхнюю рамку вставляется металлический конус, узкая часть которого должна коснуться поверхности деревянной модели. Конус позволит сформировать литник – деталь, через которую будет заливаться расплавленная бронза.
- Верхний ящик тоже доверху заполняется формовочной землей. Наполнение тщательно утрамбовывается специальной ступкой.
- После этого металлический конус аккуратно извлекается. При помощи острого ножа верхняя опока снимается с нижней рамки вместе с формовочной смесью. Из нее извлекается деревянная заготовка. После всех произведенных манипуляций на обеих опоках должны остаться углубления, точно копирующие геометрию одной половины деревянной модели.
Обратите внимание! Ножом можно на данном этапе поправлять слегка осыпавшиеся линии. Если часть земли прилипла к модели, ее недостаток в опоке восполняется. Излишки просто удаляются.
- Оставляем нижнюю и верхнюю часть опоки до полного высыхания, а потом соединяем вместе таким образом, чтобы между ними не оставалась щель. Форма для литья бронзы готова.
При помощи такой формы удается создавать изделия из бронзы, не имеющие четкого рисунка и мелких деталей.
Температура плавления бронзы: виды сплавов и отливочные формы, особенности и технология заливки
Марки сплавов бронзы, температура плавления которых лежит в пределах от 930 до 1140 градусов Цельсия, имеют свою маркировку. По химическому составу сплавы на основе бронзы классифицируются на:
Сочетать олово с медью для получения бронзы люди научились очень давно. Олово делает материал крепче, а также уменьшает его температурные показатели плавления.
Ярким примером данной разновидности сплава считается колокольная бронза. В ней содержится двадцать процентов олова и восемьдесят процентов меди.
Однако изделия, сделанные на основе колокольной бронзы, характеризуются высокой хрупостью.
Бронзы безоловянного типа, как видно из названия, не имеют олова в составе. Такие сплавы сегодня выделены в отдельные категории бронз:
- Бериллиевые — наиболее крепкие, многими характеристиками превосходят сталь;
- Кремне-цинковые — обладают повышенной стойкостью к стиранию (преимуществом таких бронз данной группы считается и то, что будучи расплавленными они имеют высокую текучесть);
- На основе алюминия и меди — отличаются высокой антикоррозийной защитой и прекрасными антифрикционными качествами.
В настоящее время наибольшее распространение имеют бронзы, в состав которых добавлено олово. Для целей маркировки материала независимо от состава применяется обозначение «Бр», после которого указаны используемые добавки и их содержание в материале.
Для примера можно произвести расшифровку бронзы «БР ОЦСНЗ-7−4−2-. В этом оловянном сплаве содержится олово, цинк, свинец и никель. Цифры обозначают их процентное содержание в бронзе.
Состав любой марки бронзы может содержать и иные элементы, имеющие следующие обозначения:
- А — алюминиевые сплавы;
- Б — сплавы на основе бериллия;
- Ж — обыкновенное железо;
- К — кремниевый элемент;
- Мц — обычный марганец;
- Ф — фосфор.
Литье в домашних условиях
Для того чтобы расплавить бронзу, невозможно обойтись без специальной муфельной печи. Будет отлично, если оборудование будет иметь встроенный регулятор температурных показателей нагрева. В том случае, если у вас нет возможности воспользоваться такой печью, то в домашних условиях можно применять обыкновенный горн.
Помимо печи, которая может расплавить металлический сплав, для отливки бронзовых изделий понадобятся:
- Тигель — чугунная или стальная емкость с носиком (для разливки материала в формы и плавления);
- Специальные щипцы, которыми тигель будет извлекаться из муфельной печи;
- Крючок;
- Форма для отливки;
- Уголь из древесины, который будет выполнять функции топлива (при использовании горна для плавления).
Итак, процедура отливки производится по следующей схеме:
- Металлический сплав, который нужно расплавить, измельчить и уложить в тигель.
- Тигель помещается в печь и нагревается до необходимых температурных показателей.
- После расплавления металлического сплава в тигеле его еще в течение четырех-пяти минут прогревают в печи. Это нужно для той цели, чтобы материал стал максимально текучим и заполнил всю отливочную форму.
- Тигель, в котором находится расплавленный металлический сплав, извлекается из печки с помощью щипцов и крючка.
- Металл в жидком состоянии посредством специального отверстия отливается в форму. При исполнении этой процедуры необходимо контролировать, чтобы струя не была прерывистой и слишком тонкой.
Отливочную форму нужно заранее правильно подготовить, как следует прокалив ее внутри печи. Для этого печь нужно довести до температуры в 600 градусов и лишь после этого следует помещать в нее форму.
Далее температурные показатели необходимо увеличить до 900 градусов и подержать в печи форму в течение двух-четырех часов. Чем больше размеры формы, тем дольше ее нужно держать в нагретой печи.
Особенности заливки
Формы в этом случае помещаются в центрифуги, которые функционируют от электрического или же ручного привода. В процессе вращения формируется центробежная энергия, обеспечивающая равномерное распределение металлического сплава по внутренней поверхности формы. Однако эта технология эффективна лишь в той ситуации, если металлический сплав еще жидкий, а не застывший.
После завершения отливки и остывания материала изделие извлекают с помощью обыкновенных приспособлений (щипцы и крюк). Необходимо запомнить, что поверхность недавно извлеченных конструкций не может похвастаться высоким уровнем качества, потому их нужно подвергнуть специальной механической обработке.
Изготовление отливочных форм
На уровень качества получаемых изделий влияет и правильность формы для литья, которая позволяет наделить изделие необходимыми геометрическими параметрами и конфигурацией.
Для создания форм зачастую применяют специальный инструмент — опоку.
Опока, размеры которой должны быть приблизительно в полтора раза больше габаритов готовой конструкции, включает в свой состав нижний ящик и верхнюю рамку.
Части приспособления могут быть соединены друг с другом с помощью боковых фиксаторов.
Состав стандартной смеси для формовки включает:
- Глину;
- Мелкофракционный песок;
- Каменную пыль.
При смешивании этих составляющих получается однородная смесь. Чтобы сделать форму, вам также не обойтись без модели из древесины или иного достаточно мягкого материала.
Изготовление самой формовочной конструкции исполняют следующим образом.
- Внутрь нижнего ящика опоки помещается смесь для формовки, которую нужно немного утрамбовать.
- В приготовленный состав укладывают модель, которую нужно заблаговременно покрыть порошковым графитом или тальком.
- К нижней части опоки прикрепляется верхняя рама, после чего она засыпается формовочным раствором. Перед тем как производить засыпку, нужно сделать отверстие для будущего литника. Для этого можно воспользоваться специальной конической пробкой.
- После того как формовочная смесь будет утрамбована, форму необходимо разделить надвое. Для этого можно воспользоваться любым острым приспособлением.
- Финальная стадия предполагает устранение дефектов и выравнивание неровностей.
Сделанную форму нужно просушить, лишь после этого ее можно использовать.
Для того чтобы сделать сложную конструкцию или высококачественную деталь, можно воспользоваться и иным способом, который предполагает использование модели, сделанной из легкоплавких материалов. В такой ситуации для изготовления отливочной формы можно воспользоваться парафином или воском. Эта модель просто выплавляется и помещается в кипяток.
Для обеспечения точности геометрических характеристик и форм модели можно применять готовое изделие. С помощью него получают форму из гипса, которая будет использована для отливки точной копии.
Источник: https://tokar.guru/metally/temperatura-plavleniya/temperatura-plavleniya-bronzy-i-osobennosti-litya-v-domashnih-usloviyah.html
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий.По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
Как повысить качество изделия?
На самом деле, по-настоящему качественную вещь невозможно получить в домашних условиях без доводки.
Также можно улучшить качество и внешний вид, изготовив форму с помощью легкоплавкого материала. Для этого предварительно делают гипсовый слепок с модели, по которой будет изготавливаться наша деталь, этот слепок должен состоять из двух частей, которые скрепляют друг с другом. В образовавшуюся полость заливают растопленный в кипящей воде парафин или воск, а после его застывания убирают гипсовую оболочку.
Далее помещают получившуюся легкоплавкую модель в специальную литейную массу, формируя отверстия для слива парафина и залива расплавленной бронзы. После этого литейную массу помещают в кипяток, парафин тает, и его легко выливают из формы.
Образовавшаяся литейная форма обладает большей гладкостью, из нее получаются более качественные изделия, чем из формы, изготовленной обычным способом.

В следующем видео представлен процесс плавки бронзы в домашних условиях.











