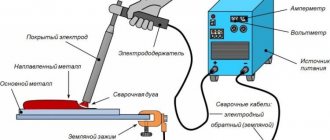
Оборудование. Инверторный сварочный аппарат

Тяжелые трансформаторы с генераторами для проведения сварных работ не в полной мере соответствуют современным требованиям, а также в большинстве своём ушли в прошлое. Мы рассмотрим процесс ручной дуговой сварки с применением сварочного аппарата инверторного типа.
Инверторный сварочный аппарат — это компактный полупроводниковый прибор с системами регулирования и защиты.
Преимущества инверторного сварочного аппарата в сравнении с трансформаторами и генераторами:
- малый вес и габариты;
- меньший объём потребления электрической энергии;
- плавность регулировки силы тока;
- стабильность дуги при сварке на малых токах;
- малое разбрызгивание электродного металла при сварке.
Инверторные аппараты различаются величиной максимальной силой тока, соответственно, диаметром применяемых сварочных электродов, которыми можно будет варить данным аппаратом. Также важнейшим параметром характеризующий инвертор является параметр — продолжительность включения или ПВ%.
Чем выше процент ПВ тем дольше без остановки аппарат может варить. Значение 100% соответствуют 10 минутам непрерывной работы инвертора, на максимальном токе. Приведем пример, если ПВ 80% у инвертора с max током 120А. Значит получится проводить процесс сварки 8 минут непрерывно, с током 120А. Если ток ниже максимума, значит аппарат сможет варить без перерыва дольше.
В случае если надо варить длинные швы или толстый металл более 10 мм, нужно чтобы ПВ был 80% или более. Если нудно для дома, гаража, дачи или для обучения, то можно использовать ПВ 40 – 70%. Такими параметрами ПВ обладают большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и прочие).
Небольшие рекомендации по выбору инвертора для сварки
Не стоит брать для обучения дорогой сварочник с большим ПВ. Ведь непрерывно варить больше 5 минут не получится так как просто прогорит электрод да и в процессе обучения рука быстро устает.
Для большинства выполнения задач по сварке инвертором достаточно электродов диаметром не более 3,6-4 мм, для начинающих советуем исходя из этого подбирается соответствующий аппарат, который сможет тянуть такие диаметры.
А пока, приобретайте самые простые и дешёвые.
Диаметр выбираемого электрода зависит от толщин свариваемого изделия. Примерно равен ей, или чуть меньше. Учиться варить лучше сварочными электродами диаметром 2,5 мм — 4 мм, с основным покрытием.
Сварочные электроды необходимо хранить в сухом и тёплом месте, в герметично закрытой таре.
Сварочная маска — это та часть оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала процесса. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
Если планируете стать профи и работать в этой сфере возьмите себе дорогую маску, это все таки Ваше зрение. Лучше всего конечно с системой очистки воздуха, но там просто космические цены.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
- Угловая электрическая шлифовальная машинка («болгарка») с комплектом отрезных или шлифовальных дисков. С ее помощью происходит подготовка свариваемых поверхностей, а также готовый шов.
- Молоток для отбивания окалины.
- Металлическая щетка, для зачистки поверхностей от брызг металла, остатков окалины.
- Средство для обезжиривания свариваемых поверхностей.
- Обтирочный материал (ветошь).
Обязательно позаботьтесь о своей безопасности, а также экипировке, для этого Вам необходимы:
- Полностью закрытый комбинезон из огнестойкого материала;
- ботинки на резиновой подошве;
- толстые кожаные или замшевые сварочные рукавицы (краги);
- защитные очки для работы со шлифовальной машинкой или защитный щиток;
- защитные перчатки для работы с электроинструментом;
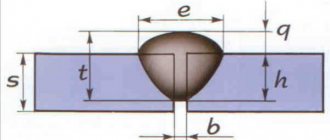
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
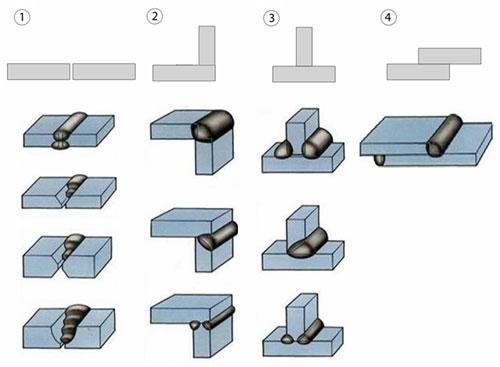
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)

рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
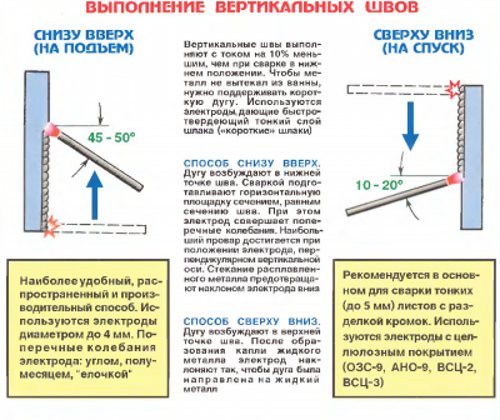
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)

рис.6
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как приступить к работе необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
Зачистка и подготовка поверхностей по сварку инвертором
Сваривать детали, а также тренироваться гораздо легче, если хорошо и правильно подготовить поверхность металла к сварке, для этого:
- Зачистите свариваемые поверхности шлифовальной машинкой от ржавчины, краски и прочих загрязнений, до чистого металла. Обязательно пользоваться при работе защитными очками или, что ещё безопаснее, защитным щитком;
- обезжирьте поверхности имеющимся у Вас средством;
- шлифовальной машинкой на соединяемых деталях снимите кромки (фаски) до требуемой глубины шва.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является их деформация. Следите, чтобы полотно не перегревалось.
Подготовка к сварке инвертором для начинающих
Перед началом выполнения работ необходимо плотно застегнуть комбинезон, надеть сварочную маску это обязательно не только новичкам, но и опытным которые забывают делать это.
В зависимости от того каким видом сварного шва вы будете сваривать детали (горизонтальный шов, потолочный шов, а также вертикальный шов) необходимо расположить, а также надёжно закрепить детали на рабочем месте.
Это достигается различными способами:
- с помощью «прихватки» свариваемых деталей между собой и к массивной металлической конструкции (стапелю, балке);
- используя специальных зажимов;
- с помощью оправок, кондукторов.
Теперь необходимо подключить сварочный аппарат к сети. Включить инвертор, и выставить параметры режима которые в каждом конкретном случае свои. Зависят они от положения сварки и толщины заготовки.
В данной статье приведем данные сварки и наплавки для листа металла толщиной в 10 мм.
Режимы сварки
Подбор электродов
После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих учиться сварке инвертором лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
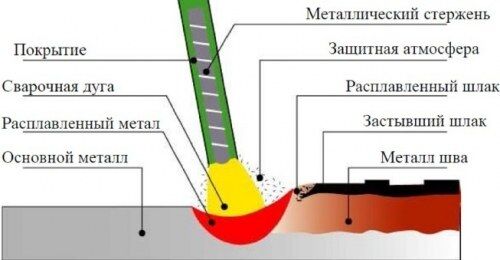
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ:
Галерея изображений
Фото из
Сооружение металлического каркаса теплицы
Сборка арматурной сетки для фундамента
Изготовление больших и малых ограждений
Устройство лестниц и входных групп
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора).
Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
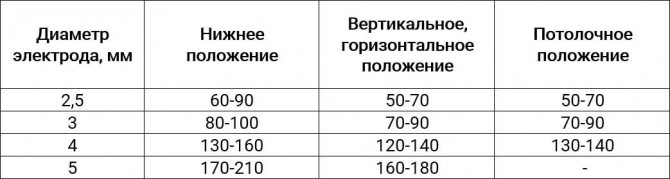
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона.
Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика.
Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Особенности процесса
Ручная дуговая сварка имеет несколько явных плюсов:

- её можно выполнять даже в закрытых помещениях;
- благодаря большому ассортименту выпускаемых электродов, дуговая сварка подойдёт для множества различных металлов и сплавов. И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;
- дуговое электрооборудование имеет простую конструкцию, мало весит и легко транспортируется;
К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Как правильно вести электрод при сварке металла.
Если мы ведём электрод ровно, у нас получается «ниточный» шов. Его может быть достаточно, чтобы проварить металл на всю толщину. Если свариваемые изделия имеют большую толщину, то для его прогрева надо делать различные манипуляции: от возвратно-поступательных перемещений по спирали, до движения дугами поперёк шва.
В результате чего дольше задерживаемся над каждым участком шва, лучше прогревает и заполняет его. Выделяют однопроходной шов (обычно на металле до 3 мм толщиной) и многопроходной шов, когда для заполнения всего объёма сварного шва потребуется несколько проходов.
Ниже — видео уроки: сварка металла инвертором для начинающих, как варить инверторной сваркой и прочее полезное.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием не прокаленных электрических проводников. Для начала подробно почитайте о том, как правильно варить и работать сварочным инвертором — для начинающих рекомендуется пользоваться при обучении аппаратом инверторной сварки типа Ресанта. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор агрегата, с которым не так просто обращаться. Существуют такие приборы, система управления которых требует углубленных знаний. Начинающему мастеру стоит начинать с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Урок сварки. Как сваривать металл инвертором.
Как только начнет получаться зажигание дуги. Начнем обучение со следующих упражнений.
Нижнее положение
Кольцевые движения на толстой горизонтальной пластине, проход за проходом, при этом угол наклона 45°, смотрит назад. Надо обращать внимание, когда электрод заканчивается. Следует немного вернуться назад на шов, чтобы не образовался кратер. Дугу зажигать в центре кольца, вернуться немного назад и продолжить кольцевое движение.
Ниже — видео как научиться правильно варить сварочным инвертором.
Вертикальное положение
«Вертикальный» шов сначала отрабатывается на пластине, установленной под углом 45°. Зигзагообразные движения начинаем снизу, ведём вверх. Расстояние до электрода примерно 2 мм, угол наклона назад. Вверху пластины процесс обрываем и еще раз проходим зигзаг, чтобы наплавить дополнительный металл на краю.
Далее — видео уроки как научиться ручной дуговой сварке металла начинающим.
Настоящий вертикальный шов на вертикально установленной пластине. Такие же зигзагообразные движения электродом. Упражнение трудное, обычно не получается сразу.
Горизонтальный шов
Горизонтальный сварной шов на вертикально установленной пластине. Выполняются кольцевые колебательные движения, варим в направлении углом назад. Первый валик на стыке с горизонтальной пластиной, дальше вверх, валик за валиком. Чтобы лучше получалась «горизонталь», можно предварительно прорисовать её мелом.
Вертикальный шов с отрывом.
Вертикальный сварной шов с отрывом, начальное положение пластины – под углом 45°. Зажигаем дугу снизу пластины, влево, вниз, вправо, вверх, влево, вернулись в середину – рисуем такой замкнутый овал. Отрываем электрод, смещаемся вверх, снова делаем овал, отрываем, вверх. Так до конца пластины.
Вертикальный сварной шов с отрывом на пластине.
Те же овальные колебательные движения при выполнении которых по возможности лучше опереть руку на стол или что-нибудь. Заключительный «крайний» шов – самый сложный, металл может перегреться и потечь. Поэтому делаем более длительную паузу после отрыва. Конечно, эти упражнения – далеко не все, которые существуют для сварщиков-новичков. На нашем сайте, помимо них, вы можете ознакомиться со следующими материалами:
- электросварщик ручной сварки программа обучения;
- как научиться правильно варить инверторной сваркой советы начинающим и другими.
Хороший критерий качества сварного шва – это его красота. Если сварной шов красивый, значит большая вероятность, что внутри его нет пустот, сварочных шов заполнен равномерно.
Рекомендации
Выполнив всю требующуюся подготовку, можно приступать к основным работам. Электродуговая ручная сварка покажется для начинающих весьма сложным, но интересным процессом:
- вначале следует осуществить поджиг дуги. Для этого надо немного наклонить электрод (примерно на 30 градусов относительно вертикали) и чиркать как спичкой по металлической детали. Чиркать нужно по направлению будущего шва, чтобы не испортить изделие;
- когда дуга загорится, её нужно подвести туда, где должен начинаться шов. Причём электрод желательно держать не перпендикулярно к поверхности заготовки, а чуть-чуть отклонить в сторону (оптимальный угол от 60 до 70 градусов);
- теперь нужно подождать, когда появятся следы расплавления металла. Вначале под электродом появляется красное пятнышко — это признак горения флюса. А потом в этом же месте возникает оранжево-жёлтое пятно с рябью — результат плавления металла;
- расплавленный металл также называют сварочной ванной. И её возникновение — это сигнал, обозначающий, что электрод следует переместить на пару миллиметров в нужном направлении. Затем надо снова ждать, когда появится оранжевое пятно, и снова понемногу двигаться вперёд.
Старайтесь всегда держать правильный наклон. Если электрод наклонять чересчур сильно, дуга как бы начнёт отталкивать сварочную ванну от себя, усложняя прогревание металла. Если же электрод будет располагаться строго вертикально, дуга будет давить на ванну и распластывать её. Кстати, регулируя наклон электрода, можно изменять высоту шва – это достаточно полезный навык.
Правило М. Гладуэлл «10 000 часов»
Конечно, у Вас не всё будет получаться сразу. Воспринимайте это спокойно. При обучении сварке металла рекомендуется руководствоваться правилом, разработанным Малкольмом Гладуэллом о 10 000 часах. Чтобы достичь уровня непревзойдённого мастерства, требуется посвятить своему делу именно столько времени. Да, для большинства из нас это очень далеко. А вот промежуточные этапы:
- тысяча часов до уровня мастера;
- сто часов до уровня профессионала;
- и хотя бы десять часов на то, чтобы освоить азы – выглядят вполне реалистично!
Вы в самом начале пути. Тренируйтесь, учитесь, и с каждым потраченным на учёбу часом ваши навыки в сварке металла будут крепнуть. В добрый путь!
Где можно овладеть специальностью сварщика

Сегодня у тех, кто хочет заниматься сваркой, есть много возможностей. Главное понимать, что этому нельзя научиться, освоив только теорию. Обязательно нужна практика.
Чтобы её получить, начинающим следует записаться на соответствующие курсы, которые длятся несколько месяцев, или прикрепиться к опытному знакомому сварщику, который будет готов поделиться азами и показать, как правильно варить тот или иной металл.
А школьникам, которые думают о будущей профессии, ещё проще — после девятого класса можно пойти в колледж или училище, где дуговой ручной и автоматической сварке обучают целых три года, а потом выдают соответствующий диплом.
После одиннадцатого класса обучение на сварщика длится один год, и для кого-то из начинающих именно такой вариант может оказаться самым оптимальным.
В конечном счёте никто не мешает стать кустарём-самоучкой. В интернете без труда можно найти текстовые инструкции, самоучители и учебники, а также уроки дуговой и прочих видов сварки в формате видео. А если у вас есть, допустим, гараж и сварочное оборудование, практиковаться вы можете самостоятельно.