Главная / Электроды
Назад
Время на чтение: 3 мин
0
3312
Когда мы говорим о домашней сварке, как правило, подразумевается, что используются электроды. Часто мы слышим, что проволоку, сварочные полуавтоматы или газ используют только специалисты в своем деле.
А начинающие сварщики применяют в работе только электроды. Однако, это устоявший стереотип. На самом деле, есть много типов электрических проводников, в том числе со стержнями для специализированных работ.
Э50А представляет один из них. Этот тип электродов используется при сварке конструкций особой важности. К электродам этого типа можно отнести несколько моделей.
После прочтения этой статьи вы поймете, что значит аббревиатура Э50А, какие функциональные свойства имеют эти электроды, а также что нужно учитывать, планируя работы с помощью этих стержней.
- Общие сведения
- Значение аббревиатуры
- Марки электрических проводников
- Аналоги
- Особенности
- Итоги
Общие сведения
Э50А – это электрические проводники для сваривания металлических конструкций особой надежности, которые изготовлены из инструментальной стали, в составе которой низкая концентрация примесей.
Швы, получившиеся в итоге, используют в работе при низких и высоких температурах. Эти швы имеют высокую пластичность, что хорошо чувствуется при механических ударах.
Этот тип электродов, как правило, применяют в сфере кораблестроения и ядерной промышленности.
Значение аббревиатуры

Каждая аббревиатура несет в себе зашифрованную информацию, так и в Э50А есть свое значение для каждой буквы и цифры. «Э» означает, что этот тип электрических проводников рассчитан на ручную дуговую сварку покрытыми электродами.
А цифры «5» и «0» говорят о пределе прочности относительно разрывов. Таким образом, есть возможность просчитать нагрузки, которые могут выдержать соединения, что очень важно при работе с несущими конструкциями (ферм и проч.).
«А» означает, что получаемый шов будет пластичным и вязким.
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.

Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
Каждый бланк свидетельства имеет индивидуальный номер, занесенный в базу данных, и заверяется подписью президента НАКС и печатью.
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.
Рекомендуем к прочтению Как пользоваться электродами ЦЛ-11
Марки электрических проводников

Тип Э50А включает в себя большое разнообразие марок и моделей. Наиболее популярные из них: ОЗС-18, а также ОЗС-25, ТМУ-21У и ТМУ-50, ЦУ-5 и ЦУ-5М, МТГ-01К, а также МТГ-02, ДСК-50У, АНО-ТМ, Э-138/50Н.
Все перечисленные марки произведены в России и обладают похожими характеристиками. Проволока по типу СВ-08/СВ-08А – основа каждой марки.
Покрытие почти у всех вариантов основное и как следствие, они имеют схожий элементный состав. Выбирайте ту, которая устроит вас в стоимости и будет в наличии в магазине.
Как можно было заметить, названия у этих электродов очень разнообразные, хотя они почти ничем не отличаются. Это значит, что у разных производителей разные принципы классификации марок.
Однако, не важно какой проводник вы выберете, результат вы получите почти такой же. Так как химический состав у марок этого типа электродов почти идентичный.
Характеристики
Отечественные стержневые аналоги ОК-46 СЕОК-46, Э46 обладают сертификатом Национальной академии контроля соответствия (НАКС). Применяются для сварки углеродистых сталей, в том числе с гальваническим покрытием слоем цинка.
По основным техническим параметрам идентичны:
- Сварка без ограничений пространственного положения.
- Использование источников постоянного и переменного тока (AC/DC).
- Горение дуги стабильно.
- Разбрызгивание – умеренное.
- Шов не склонен к усталостной деформации.
- Начальный поджиг, повтор после прерывания горения дуги без затруднений.
- Удобны в работе с тонкостенными конструкциями, ведении коротких швов и прихваток.
- Лояльны к недостаточной зачистке металла, незначительному налёту ржавчины.
- Поставляются Ø 1,6–5 мм.
- Размерный ряд 300–450 мм.
- Пригодны для сварки широких зазоров.
- Ток холостого хода 50 А допускает использование бытовых источников с колебаниями напряжения.
- Наклон электрода допускается в пределах 350.
- Пористость проявляется только при ошибках сварщика в подборе тока, игнорировании просушки.
- Уязвимость рутилового покрытия к сырости – требуется прокалка при 1000 С.
- Лёгкое шлакоотделение.
- Стержень выполнен из низкоуглеродистой стали СВ-08, что стало ограничением в сварке легированных сталей.
Аналогом электрода ОК-46 для равноценной замены выступает ОЗС 12. Меньшее качество соединительного шва у ОЗС 6. Группа АНО 4 (6; 29М; 23), МР-3 для ответственных соединений трубопроводов и нагруженных конструкций имеют ряд ограничений.
Рутиловое покрытие технологично. Коагуляция титанатов в верхнем слое сварочной ванны ускоряет рост вязкости шлака. Гидрокарбонаты магния, кальция, алюмосиликаты связывают кремний и кислород, провоцирующих горячее растрескивание и падение показателя ударной вязкости.
Технические характеристики и особенности сварки у разных марок одного типа электродов не совпадают.
Таблица подбора рабочего тока на электроды Э46 ГОСТ 9467 75
| Ø стержня, мм | Усреднённая величина тока, А при положении шва | Длинновой размер, мм | ||
| Горизонтальное | Вертикальное | Потолочное | ||
| 1,6–2 | 40–75 | 40–60 | 50–75 | 300 |
| 2,5 | 60–100 | 60–90 | 60–100 | 350 |
| 3 | 80–150 | 80–130 | 80–170 | 350 |
| 4 | 100–200 | 100–200 | 90–200 | 450 |
| 5 | 120–250 | 140–250 | 140–270 | 450 |
Аналоги

В случае, если вас не устраивают приведенные выше варианты, можно рассмотреть аналогичные. Например, российский представитель шведской компании Esab имеет марку с похожими характеристиками – SE-08-00.
А в Швеции выпускаются марки ОК48.04, а также ОК53.70, что обладают высокой схожестью с электродами типа Э50А.
Также существуют хорошие японские и немецкие аналоги – марка LB-52U от компании Kobelco и Phoenix К50 R вместе с Fox EV 50 соответственно.
Э46А, технические характеристики
Э46А дают шов повышенной пластичности и ударной вязкости за счёт снижения в стержне доли серы и фосфора (S и P в пределах 0.04–0,045%). Предназначены для работы в условиях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Тепловые нагрузки свыше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С основным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует об основных технических данных по ГОСТ 9467-75:
- Э – электрод с внешним покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные нагрузки.
Технологические требования к сварке включают удержание короткой дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед использованием.
Предпочтение отдаётся постоянному току обратной полярности. Требования к чистоте поверхности, особенно касательно окалины и ржавчины, высокие. Увеличение концентрации порошка железа в покрытии снижает углеродистость наплавки, склонность к трещинообразованию.
Особенности

Таким образом, мы уже выяснили, что хоть у электродов типа Э50А и имеется множество марок, результат выйдет почти идентичным. Но все же, при выборе важно учитывать особенности, которыми обладает каждая марка.
ОЗС-28, например, можно использовать при сварке в каком угодно положении в пространстве. А вот другие марки не могут нормально работать в положении вертикально сверху-вниз.
Некоторым электродам для работы нужен постоянный ток (такие марки, как ОЗС-18 и ОЗС-25, ТМУ-21У, УОНИ 1355 ы другие), а некоторые только переменный.
Заметим, что для электрических проводников типа Э50А используют короткую дугу для варки. Для начинающего сварщика это нелегко, так как в этой ситуации дуга не очень стабильна и шов виден плохо.
Общее понятие электродов типа Э50А
Изделия марки Э50А предназначены для соединения плоских и профилированных деталей из конструкционных сталей и материалов с небольшим процентным содержанием легирующих элементов. Швы соответствуют повышенным требованиям по ударной вязкости и пластичности, инструмент допускает ведение сварочных работ в любом положении при подаче постоянного тока с обратной полярностью коммутации (отрицательный полюс оборудования подключен к заготовке). Не допускается сварка на вертикальных плоскостях в направлении сверху вниз.
В соответствии со стандартом требуется предварительная механическая очистка сопрягаемых кромок от налета грязи и ржавчины, следы масла необходимо смыть органическими летучими растворителями.
Сварка производится короткой дугой, для повышения качества шва рекомендуется прокалка электродов в электрической печи с термометром и регулятором нагрева на протяжении 60 минут при температуре +325°…+375°С.
Преимущества использования электродов:
- простота возбуждения и стабильное горение дугового разряда;
- сниженный уровень разбрызгивания металла (при соблюдении технологии);
- повышенная устойчивость наплавленного металла к образованию кристаллизационных трещин;
- пригодность для сварки деталей, работающих при знакопеременных циклических нагрузках;
- сниженное содержание примесей в материале шва.
Технические характеристики
Внешняя поверхность металлического стержня имеет монолитное покрытие основного типа из карбонатов и соединений на основе фтора. При горении электрической дуги внешний слой плавится и защищает расплав от проникновения газов и неметаллических соединений.
Рекомендуем к прочтению Состав покрытия электрода
Электроды Э50А имеют монолитное покрытие из карбонатов.
Недостатком основного покрытия является чувствительность к ржавчине на соединяемых деталях при увлажнении поверхности и удлинении дугового разряда.
Другие покрытия для электродов Э50А не используются.
Основные параметры:
- коэффициент наплавки – 9,5 г/А*ч;
- средний расход материала для получения 1 кг наплавленной стали – 1,5 кг;
- сопротивление разрыву полученного шва – 530 МПа;
- ударная вязкость при +20°С и -50°С – 140 и 34 Дж/см² соответственно.
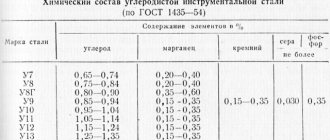
Полученный слой наплавленного металла имеет следующий химический состав:
- углерод – не более 0,1%
- марганец – от 0,9 до 1,4%;
- кремний – от 0,25 до 0,5%;
- сера – не выше 0,03%;
- фосфор – не более 0,03%.
Производители выпускают электроды круглого сечения диаметром от 2 до 6 миллиметров, сила тока при сварке зависит от положения шва и сечения инструмента. Например, для габарита 2 мм и горизонтальной линии стыка необходимо подать 40-80 А, при потолочном расположении верхний предел снижается до 70 А (для уменьшения риска вытекания расплава из зазора между деталями). Электроды поставляются заказчикам упакованные в пачки весом от 1 до 5 кг с оболочкой из плотной бумаги, предотвращающей негативное воздействие атмосферного воздуха.
Итоги
Если ваша цель – высококачественные термоустойчивые швы, то обратите внимание на такой тип электродов, как Э50А. Этот тип электрических проводников включает разные марки, схожие по параметрам, так что вы легко выберете нужную.
Если же вам интересна техника иностранных фирм, рекомендуем брэнды Garant, Kobelco, а также Esab, которые имеют электроды-аналоги типа Э50А.
Нам интересно ваше мнение насчет электрических проводников типа Э50А. Если вы раньше применяли их на практике, опишите свои впечатления в комментариях. Ваш опит может быть полезным для новичков в сфере сварки. Успехов вам в работе!