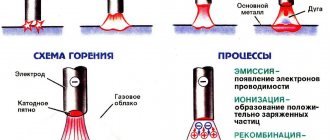
Оксидирование стали
Одной из важных задач по сохранению металлических конструкций является борьба с вредным воздействием окружающей среды. Повышенная влажность, наличие в воздухе химически активных элементов, способных разрушать целостность металла, особенно стали, приводит к ухудшению таких показателей как надёжность и прочность.
Для решения этой задачи готовые изделия покрывают различными видами защитных покрытий.

Существуют различные методы повышения поверхностной устойчивости и антикоррозийности.
Одним из таких методов является создание на поверхности стали защитной плёнки, используя специальные способы обработки.
Понимание сущности назначения этого процесса требует ответа на вопрос — что такое оксидирование?
Сущность заключается в использовании свойств окислительно — восстановительной реакции, в результате чего на поверхности стали образуется защитная плёнка. Так же производится оксидирование стали.
Этот процесс позволяет решить следующие задачи:
- Защитить стальные конструкции от образования коррозии (особенно это актуально в современном строительстве, где применяются металлические конструкции).
- Ограничить воздействие агрессивных составляющих внешней среды (растворов кислот, щелочей, химических элементов, разрушающих целостность стали).
- Создать поверхностный слой, обладающий хорошими электроизоляционными характеристиками.
- Придать деталям, отдельным элементам, конструкции в целом оригинальные декоративные и эстетические свойства.
Оксидирование металла производится следующими методами:
- С применением химических реакций (химическое оксидирование стали).
- Использование электрохимических процессов (анодное оксидирование).
- Проведением термической обработки (термический метод).
- Создание низкотемпературной плазмы (плазменный метод).
- Лазерным (применяются специальные лазерные установки).

Рассмотрим каждый метод подробнее.
Проблематика оксидирования нержавеющей стали
Представленная в данной статье информация будет полезна для материаловедов, технологов и инженеров, задействованных в области обработки и изучения свойств металлов.
Получение декоративных покрытий все чаще находит применение в различных отраслях машиностроения, автомобилестроения, в производстве предметов быта.
Рассмотрим один из самых затребованных способов создания пленки — оксидирование нержавеющей стали.
Термины, определения, виды оксидирования нержавеющей стали
По определению под этим термином понимают создание пленки из оксидов на поверхности нержавеющей стали вследствие реакций окислительно-восстановительного характера.
Помимо защитной функции, декоративной отделки, применение этого процесса задействовано при необходимости создания диэлектрических слоев и изменения поверхностных физических процессов происходящих в среде высоких магнитных и электрических полей.
В зависимости от того каким способом было получено оксидирование различают:
- Термический процесс
- Химическое воздействие
- Электрохимический процесс
- Плазменное оксидирование
Рассмотрим эти процессы более подробно.
Термический процесс
Термический процесс оксидирования заключается в обработке металла при определенных температурах в среде кислорода или водяного пара. Низколегированные стали и железо при таком воздействии получают пленку, называемую воронением. Температура для воронения составляет 300-350 градусов Цельсия. Для высоколегированных и высоко хромистых сталей этот показатель вырастает до 700 градусов.
Интересная информация: воронение нержавеющей стали в домашних условиях вполне под силу каждому. Для этого существует несколько способов. Любому способу должны предшествовать шлифовка металла и его обезжиривание. Окунаем деталь или изделие в масло. Оно может быть оливковым, машинным, а лучше всего оружейным.
Убедившись в равномерности нанесения и попадания масла в труднодоступные места, вынимаем заготовку и даем стечь маслу. После этого начинаем нагрев паяльной лампой. Чем ниже скорость нагрева, тем выше вероятность полного удаления легких фракций, получения равномерного слоя воронения. После преодоления порога в 400 градусов на поверхности появляется характерный черный окрас.
По окончании необходимо произвести полировку мягкими войлоками и пастой.
Электрохимическое оксидирование
Электрохимическое оксидирование нержавеющих сталей способ, который нашел широкое распространение в промышленности. Заключается он в том, что детали подвешиваются на специальные держатели.
На этом приспособлении они опускаются в раствор с щелочью, после чего ванна, в котором он находится, присоединяется к отрицательному катоду. Детали подсоединяются к положительному аноду.
При пропускании постоянного тока, согласно курсу физики, происходят процессы электролиза, сопровождающиеся повышением температуры. Скорость нанесения и толщина появляющейся пленки зависит от множества факторов. Основные влияющие факторы:
- Плотность протекающего тока.
- Электропроводность раствора, в который помещены детали
- Температура электролита
- Геометрия и конфигурация детали
Интересный факт: в конце предыдущего десятилетия один из гигантов японского автопроизводителя использовал гальваническое чернение нержавеющей стали кузова своих авто. Исследования показали, что в районе перегибов крыши в стойки оксидированный слой имел недостаточную толщину.
Долгие изыскания по изменению места крепления электродов к кузову, изменение плотности тока, времени воздействия не приводили к ожидаемому результату.
Лишь поменяв электропроводность щелочного раствора, внеся специальные добавки, слой стал равномерным и достаточным для уровня качества предприятия.
Сложная геометрия, острые углы, изогнутые формы в контурах детали приводят к различию потенциалов, возникающих на поверхности нержавеющей стали и соответственно приводят к разности толщин пленки. Для таких деталей целесообразно использование предыдущего метода оксидирования.
Сложности работы по чернению, связанные с нержавеющей сталью
Все описанные выше способы идеально подходят для черных сплавов и мало легированных сталей. Требуется особый подход, комплекс мероприятий для чернения нержавеющей стали, как условно инертного сплава. Разрозненные данные в литературе о прямом чернении нержавеющей стали противоречивы и на практике не всегда срабатывают.
В производственных масштабах принято решать этот вопрос двухэтапным подходом. Первый этап анодирование нержавеющей стали другим, более склонным к оксидированию металлом. В основном это никель, реже медь. Второй этап оксидирование полученной поверхности.
Химиками многих стран ведется разработка специальных пассивирующих паст, составов для чернения нержавеющих сталей, способных склонять их к оксидированию.
Для нанесения декоративной пленки, неработающей при перепаде температур, на поверхности, не испытывающей больших механических нагрузок, можно применить следующий способ оксидирования:
- Травление в 10% растворе щавелевой кислоты
- Промывка и обработка в 1% растворе сульфида натрия до необходимой степени чернения
- Промасливание образца из нержавеющей стали.
Исходя из представленной информации, можно сделать вывод, что использование чернения для нержавеющей стали носит характер коммерческого декоративного покрытия.
Использование оксидирования для достижения более высоких характеристик металла неоправданно и не может быть гарантированно.
Для получения пленок защитного характера, расширяющих область применения нержавеющих сталей, стоит рассматривать другие способы и методы.
Химическое оксидирование
Этот процесс предполагает обработку металлов растворами, смесями, расплавами химических элементов (такие окислы как окислы хрома). Данное оксидирование позволяет провести так называемую пассивацию поверхности металла. Он предполагает создание в близком к поверхности слое металла неактивного (пассивного) образования. Создаётся тонкий поверхностный слой, защищающий основную часть конструкции.
Технологически этот процесс реализовывается посредством опускания подготовленной металлической детали в раствор щёлочи или кислоты, заданного процентного соотношения.
Выдерживают его там определённое время, которое позволяет полностью провести окислительно — восстановительную реакцию. Затем деталь тщательно промывают, подвергают естественной сушке, окончательной обработке.

Химическое оксидирование стали
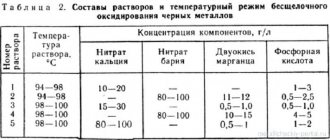
Для создания кислотной ванны применяют три вида химически активных кислот: соляную, азотную, ортофосорную. Ускорение протекания химической реакции стимулируют добавлением в раствор кислоты соединений марганца, калия, хрома. Реакция окисления протекает при температуре раствора в интервале от 30 °С до 100 °С.
Применение растворов на основе щелочных соединений позволяет использовать добавки соединений нитрата натрия и диоксида марганца. В этом случае температура раствора необходимо повышать до 180 °С, а с добавками и до 300 °С.
После проведенной процедуры деталь промывают и просушивают. Иногда для закрепления процесса химической реакции применяют бихромат калия. Для увеличения срока сохранения образованной плёнки проводят химическое оксидирование с промасливанием. Иногда такой процесс называют химоксидирование. При окончательном покрытии маслом получается надёжное покрытие от коррозии, обладающее эффектным высоко декоративным чёрным цветом.
Анодное оксидирование
Такой вид называется – электрохимическое оксидирование стали. Иногда его называют и анодное оксидирование стали. Также применяют термин анодирование. В его основу заложен химический процесс электролиза. Его можно проводить как в твёрдых, так и в жидких электролитах. Подготовленную заготовку помещают в ёмкость с оксидным раствором.
Протекание реакции электролиза возможно при создании разности потенциалов между двумя элементами.
Поверхность окисляемого изделия характеризуется положительным потенциалом. Из раствора выделяют химически активные элементы с отрицательным потенциалом. Взаимодействие разнополярных элементов и называется реакцией электролиза (в нашем случае анодирования).

Протекание реакции анодирования можно выполнить в домашних условиях. Требуется чётко выполнять условия техники безопасности. В реакции участвуют вредные реактивные жидкости и небезопасное напряжение.
Применение анодного оксидирования позволяет создавать защитные плёнки различной толщины. Создание толстых плёнок возможно благодаря применению раствора серной кислоты.
Тонкие плёнки получают в растворах борной или ортофосфорной кислоты. С помощью анодирования можно придать поверхностному слою металла красивые декоративные оттенки. С этой целью процесс проводят в органических кислотах. В качестве таких растворов применяют щавелевую, малеиновую, сульфосалициловую
Специальным процессом анодирования считается микродуговое оксидирование. Оно позволяет получать покрытия, обладающие высокими физическими и механическими характеристиками. К ним относятся: защитные, изоляционные, декоративные, теплостойкие и антикоррозийные свойства. В этом случае оксидирование производится под действием переменного или импульсного тока в специальных ваннах заполненных электролитом. Такими электролитами являются слабощелочные составы.
Подробности
Процесс подготовки
Для того, чтобы получить гладкую поверхность на стадии подготовку следует отполировать заготовку. Посредством войлочного или иного полировочного круга устраняют царапины, а еще будут затягиваться большие по размеру поры. Отсутствие микроскопических неровностей снижается вероятность образования прогаров. Анодная пленка не может скрывать внешние изъяны. До начала анодирования следует определиться с размером обрабатываемых деталей. Полученный слой имеет толщину в 50 мк, и потому на обработанную резьбу невозможно накручивать гайку. Если все детали соединяются посредством посадки, то не следует забывать, что после анодирования детали шлифованию не подлежат.
Для выполнения процесса требуются емкости. Они для проведения анодирования должны обязательно соответствовать размерам элементов, быть чуть больше. В связи с этим обычно применяют несколько ванн. Материал изготовления емкости – алюминий. Но если изделия малого размера, то подойдут и контейнеры из пластика. Лишь на днище и вдоль стенок требуется укладывать листы алюминия. Это требуется для того, чтобы создавать ток равномерной плоскости по общему объему в целом. Электролит нуждается в изоляции от внешних воздействий тепла. При прогревании требуется его поменять. Для исключения нагрева емкости снаружи следует покрывать слоем тепловой изоляции. Ее можно обклеивать пенопластом до 5 см толщиной, или помещая в короб, заполняя свободное место монтажной пенкой.
Обратите внимание, что для анодирования в домашних условиях раствор серной кислоты получают посредством разбавления электролита для аккумуляторов автомобиля дистиллировать водой в пропорции 1 к 1. Купив канистру с объемом 5 литров, можно получить 10 литров раствора.
Смешивание, когда в кислоту добавляют немного воды, сопровождается сильным выделением тепла, и она в буквальном смысле начинает вскипать и разбрызгиваться. По этой причине в целях безопасности серную кислоту вливают в канистру с водой. До начала процесса анодирования его подвергают химическим подготовкам. Речь идет про процесс обезжиривания. В промышленных условиях производят обработку калием или едким натром. Но в домашних условиях лучше применять обычные хозяйственное мыло. Посредством мыльного раствора и зубной щетки с поверхности следует хорошо убрать загрязнения. После этого для начала заготовки следует промыть теплой водой, а после и холодной. Кстати, альтернативой хозяйственному мылу может стать стиральный порошок. Его следует растворить в закрытом контейнере из пластика и поместить туда обрабатываемые детали, следует сильно встряхнуть. Далее детали промывают и просушивают воздушным горячим потоком. Активный кислород, который содержится в стиральном порошке, а еще защищает обезжиренные изделия, даже если взять их руками без защитных перчаток.
Термическое оксидирование
Согласно термину оксидирование происходит при относительно высоких температурах. Величина этого показателя зависит от марки стали. Например, процесс термического оксидирование обычной стали происходит в специальных печах. Внутри создаётся температура, близкая к 350 °С. Класс легированных сталей подвергаются термическому оксидированию при более высоких температурах. Необходимо разогреть заготовку до 700 °С. Обработка продолжается в течение одного часа. Этот процесс получил название воронение стали.
Плазменное оксидирование
Такое оксидирование проводят в среде с высокой концентрацией кислорода с помощью низкотемпературной плазмы. Плазма создаётся благодаря разрядам, возникающим при подаче токов высокой или сверхвысокой частоты.
Плазменное оксидирование используют для формирования оксидированных плёнок на достаточно небольших поверхностях.
В основном его применяют в электронике и микроэлектронике. С его помощью образуют слои на поверхности полупроводниковых соединений, так называемых p-n переходах. Такие плёнки используют в транзисторах, диодах (в том числе в туннельных диодах), интегральных микросхемах. Кроме этого она используется для повышения светочувствительного эффекта в фотокатодах.

Разновидностью плазменного оксидирования является оксидирование с применением высокотемпературной плазмы. Иногда её заменяют на дуговой разряд с повышением температуры до 430 °С и выше. Применение этой технологии позволяет значительно повысить качество образуемых покрытий.
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.

Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Лазерное оксидирование
Эта технология достаточно сложна и требует специального оборудования. Для проведения оксидирования используют:
- импульсное лазерное излучение;
- непрерывное излучение.
В обоих случаях применяются лазерные установки инфракрасного диапазона. За счёт лазерного прогрева верхнего слоя материала удаётся получить достаточно стойкую защитную плёнку. Однако этот метод применяется только для поверхности небольшой площади.

Оксидирование своими руками
Организовать процесс оксидирования небольших металлических изделий можно в домашней лаборатории. При точном соблюдении последовательности технологических операций добиваются качественного оксидирования.
Весь процесс следует разделить на три этапа:
- Подготовительный этап (включает подготовку необходимого оборудования, реактивов, самой детали).
- Этап непосредственного оксидирования.
- Завершающий этап (удаление вредных следов химического процесса).
На подготовительном этапе проводят следующие работы:
- Грубая зачистка поверхности (применяется щётка по металлу, наждачная бумага, полировочная машина с соответствующими дисками).
- Окончательная механическая полировка поверхности.
- Снятие жирового налёта и остатков полировки. Его называют декопирование. Он проводится в пяти процентном растворе серной кислоты. Время пребывания обрабатываемой детали в растворе равно одной минуте.
- Промывание детали. Эту процедуру проводят в тёплой кипячёной воде. Целесообразно её провести несколько раз.
- Завершающей операцией является так называемое пассирование. Вымытую после обработки деталь, помещают чистую кипячёную воду, в которой предварительно растворяют хозяйственное мыло. Этот раствор вместе с деталью подогревают и доводят до состояния кипения. Процедуру кипения продолжают в течение нескольких минут.

Оксидирование в домашних условиях
На этом предварительный этап заканчивается.
Основной этап оксидирования состоит из следующих операций:
- В нейтральную посуду (лучше с эмалированным покрытием), заливается вода. В ней растворяют около едкий натр. Объём вещества зависит от количества воды. Целесообразно получить раствор около 5 процентов.
- В полученный раствор полностью погружают обрабатываемую деталь.
- Раствор с погруженной деталью нагревают до 150 градусов. Практически это процесс кипячения. Он продолжается примерно два часа. Используя инструмент, проверяют качество процесса. Если необходимо время может быть увеличено.
Методы травления
В домашних условиях и на производственных участках используется следующие виды обработки:
- Кислотная очистка;
- Электролитическая очистка;
- Очистка пастами.
Травление кислотами
Наилучший результат в ходе обработки нержавеющей стали получается путем длительного выдерживания верхнего слоя нержавейки в емкости кислот из серы и азота. Как происходит данный процесс:
- Первоначальным этапом считается обезжиривание верхнего слоя стали, с последующей зачисткой заусениц и ожогов;
- Далее происходит травление в сернокислотных ваннах. Во время процесса кислотный состав разъедает шероховатость на поверхности, окалины и заусенцы. Наилучшим показателем температуры во время разъедания является 60-80 градусов по Цельсию. В течение процесса важно контролировать данный параметр. Продолжительность травления зависит от концентрации кислоты (10-12%) и маркировки стали. Стоит быть внимательней, так как истощение кислотной ванны приводит образование точечной коррозии на поверхности металла. К примеру, сталь с содержанием хрома (18%) и никеля (8%) потребует 20-40 минут обработке сернокислотной ванне. Есть возможность сократить время данной процедуры в несколько раз. Для этого следует контролировать уровень атмосферы.
- Следующий шаг — промывка заготовки в большом количестве жидкости.
- Следом стоит погрузить обрабатываемую деталь в ванну, которая наполнена азотнокислым раствором. Время процедуры занимает от 5 до 15 минут с учётом температуры ванны 50-70 градусов по Цельсию.
- Заключительный этап – повторное ополаскивание проточной водой.
Описанный метод травления считается стандартным и включает в себя несколько вариантов обработки. К примеру, выдержка в емкости с азотным раствором, который обогащен элементами плавиковой кислоты, увеличивает процедуру до получаса. Если поднять уровень концентрации плавиковой примеси до 15%, то получится провести процесс обработки при низкой температуре, при этом избежав предварительное опускание заготовки в кислоту. Ещё один доступный вариант обработки – очистка стали с помощью ортофосфорной кислоты. Для выполнения процедуры стоит следовать следующим шагам:
- Обезжирить стальную заготовку любым доступным средством;
- Промыть деталь в проточной воде и высушить;
- Залить ванну для обработки ортофосфорной кислотой по пропорции 150 мг на литр воды;
- Поместить сплав в емкость и ожидать в течение часа;
- Достать и промыть в проточной воде очищенную деталь.
Сократить время обработки в сернокислой ванне можно с помощью добавления хлористого натрия в размере 5%. Благодаря этому процесс занимает 15 минут, но стоит придерживаться соответствующего температурного режима (80 градусов).
Важно помнить, что в помещении с плохой аспирацией следует заменить состав для второго этапа обработки. Проблема в выделении вредных паров из кислоты, поэтому лучше заменить раствор, используя 8% сернокислого железа и 3% плавикового раствора.
Оказать помощь в определении метода травления может окисная пленка, расположенная на верхнем слое нержавейки. Преимущество в том, что внешнее состояние подсказывает о составе плёночного слоя. Если цвет окалины зелёный, это свидетельствует о высоком уровне хрома в составе. В результате может затрудниться взаимодействие стали и кислотной ванны, следовательно, на обработку уйдет больше времени.
Электролитическое травление
Суть электролитической очистки заключается в неравномерной анодной обработке различных структурных элементов, а также в избирательной окраске металла из-за появления пленок. Отличительной чертой данной обработки считается имение внешних источников тока.
Максимально эффективна электролитическая обработка во время определения макроструктуры металлов, сплавов подвергшихся деформации, а также высоколегированных сталей, которые отличаются высокой химической устойчивостью. Электролитическая обработка имеет три вариации травления:
- Очистка посредством анодного растворения;
- Анодная пленочная очитка;
- Катодная пленочная очистка.
Самым распространённым методом электротравления считается анодное растворение, благодаря которому рельеф на поверхности образуется в результате отдельных границ или фаз зерен.
Травление готовыми пастами
На данный момент современный рынок обеспечен огромным ассортиментом различных паст для травления нержавеющей стали. Главная задача пасты – изменение неровностей окрашенной поверхности в результате высоких перепадов температуры, а также очистка сварных швов. Процесс использования травильной пасты достаточно прост и может быть применён даже в домашних условиях. Нержавейка после сварки хорошо очищается пастой густой концентрации, ведь её эффективность уже начинает проявляться при температуре 80 градусов. Перед травлением металлическую поверхность необходимо очистить от коррозии и прочих дефектов.

Процесс травления пастой состоит из следующих шагов:
- Обработка верхнего слоя заготовки пастой слоем до нескольких сантиметров;
- Выдержка в течение полутора часа;
- Промывка под проточной водой.
Травление пастой идеально подходит для обработки сварных швов на нержавеющих марках стали. После правильной обработки поверхность способна выдерживать коррозийные атаки в самых неблагоприятных условиях.
Как анодировать металл в домашних условиях?
У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой. Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях. Но что это такое, и зачем это нужно для металла?

Что такое анодированная металлическая поверхность
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
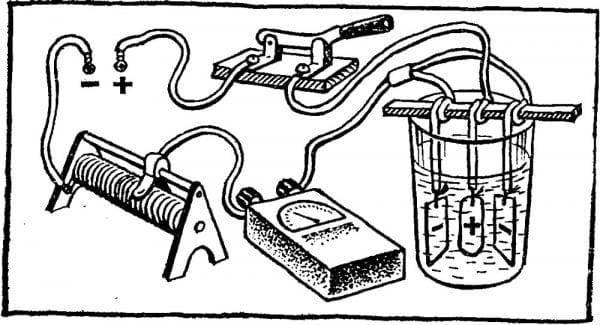
Схема процесса анодирования в домашних условиях
- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению. Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Процедура травления нержавеющей стали
Химическая и электрохимическая обработка или травление считается одним из лучших способов очистки верхнего слоя нержавейки. Данная процедура отлично очищает поверхность стали от сварных швов, устраняет деформации различного типа, а также способствует укреплению структуры сплава после термической обработки. Кроме очистных свойств, процедура обеспечивает восстановление пассивного слоя стали, необходимого для защиты сплава от разрушения структуры при повышенных температурах.
Суть очистки стали 12х18н10т заключается в химическом взаимодействии верхнего слоя с концентрированным кислотным раствором. В основном используются соляная либо серная кислоты, после чего в ход вступает смесь расплавленной щелочи. Процесс очистки кислотой имеет две стадии: в первую очередь металл обрабатывается основным кислотным составом, а в заключении сплав выдерживается в ванне с раствором азотной кислоты.
Обрабатывая нержавейку, стоит строго соблюдать этапы технологического процесса. Емкость с раствором, в которую помещен сплав, должна обрабатывать лишь верхние слои металла, дополнительно устраняя имеющиеся повреждения. Не рекомендуется допускать изменение макроструктуры нержавеющей стали, так как железо может потерять свои первоначальные свойства.
Преимущества анодированного металла
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования. Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.

- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).

Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование. Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.
Технология анодного оксидирования
Весь процесс, проводимый своими руками, можно разделить на этапы:
- Поверхности дисков и других деталей из металла хорошо очищаются от загрязнений, моются, шлифуются.
- Проводится обезжиривание Уайт-спиритом или ацетоном.
- Выдерживается необходимое время в щелочном растворе (оно рассчитывается по уравнению, исходя из структуры материала).
- После этого диски или другие металлические изделия погружаются в электролит, где проводится анодная и катодная реакция наращивания оксидной пленки.
- Если проводилось холодное обрабатывание изделия, то после извлечения его из емкости следует тщательно промыть от кислоты, просушить. После завершения этого процесса ему обеспечена долгая надежная защита от коррозии.
- При тепловом процессе пленка будет пористая, мягкая, требующая дополнительного закрепления, проводимого путем окунания в чистую кипящую воду или посредством воздействия горячего пара. Потом ее нужно хорошо промыть.

Как закрепить результат
Качество анодирование такого металла, как алюминия, будет зависеть от финального этапа – закрепления покрытия. Для этого после нанесения покрытия и промывания элемента помещают на ¼ часа в марганцовый раствор. После выемки следует промывать детали под горячей и холодной водой, чтобы удалить из пор остатки раствора. До начала окрашивания следует закупорить микроскопические поры на пленке, и для этого изделия кипятят в дистиллированной воде примерно 30-40 минут.
Источник
Разновидности электролитов
В домашних условиях применяют не только промышленные химические кислотные растворы, но и простые средства, которые можно найти на любой кухне:
- Проводя анодирования титана, можно брать натрия хлорид, серную или ортофосфорную кислоты.
- Для алюминия применяют щавелевую, хромовую или серную кислоты.
- Вместо кислот для анодной и катодной обработки дисков или других предметов из стали можно использовать поваренную соль с пищевой содой. Сделать необходимый электролит можно, смешав 9 частей концентрированного содового раствора с одной частью солевого.
Время выдержки дисков, пластин, других металлических предметов в электролитной емкости под током рассчитывается по уравнению, исходя из физико-химических параметров.
Основные сведения о технологии анодирования
Методика анодирования алюминия очень похожа на гальваническую обработку. Оседание ионов оксидов раствора на заготовке выполняется в жидких электролитах при низкой или высокой температуре. Применение прогретого раствора допустимо с промышленных установках, при которых есть возможность тщательного контроля и регулирования напряжения, а также силы тока в автоматическом режиме.
В домашних условиях, как правило, применяют холодный метод. Такой способ весьма просто, не требуется постоянный контроль, а оборудование и расходники доступные. Для приготовления раствора можно применять электролиты, которые используют в автомобильных свинцовых аккумуляторах. Он продается в каждом автомобильном магазине. Высокая степень прочности оксидной защитной пленки будет зависеть от толщины, которая при домашних условиях получается во время процесса обработки в холодном растворе. Наращивание выполняется ступенчатым регулированием рабочих токов.
Оксидирование алюминия в черном цвете может отнестись к цветному методу анодирования. Черный цвет можно получить в пару этапов. Для начала наносят бесцветную пленку электролитическим методом, а после заготовку следует поместить в солевой кислотный раствор. В зависимости от кислоты цвет получается от бледной латуни до черного. Кстати, именно черный алюминий широко применяется в отделке и строительстве.
Опасные моменты
При использовании кислот в качестве электролита необходимо строго соблюдать правила техники безопасности. Пренебрежение ими может привести к несчастным случаям:
- При попадании на кожу из-за того, что используется разбавленный препарат, возможны небольшие ожоги. Но для глаз такая концентрация опасна, поэтому не следует пренебрегать защитными очками и перчатками.
- Под воздействием тока выделяются кислородные и водородные пары, которые при смешивании образуют гремучий газ. Работая в плохо вентилируемом помещении, можно получить взрыв от любой искры, который может привести к смертельному исходу.
Соблюдая технику безопасности и этапы технологической обработки, можно получать прочные красивые вещи: хромировать автомобильные диски, создавать ювелирные украшения «под золото», добавлять прочности деталям бытовых механизмов в зависимости от применяемых технологий.
Источник статьи: https://kraska.guru/specmaterialy/drugie-pokrytiya/anodirovanie-v-domashnix-usloviyax.html