Главная / Расходные материалы
Назад
Время на чтение: 13 мин
0
309

- Какие бывают электроды
- Основное покрытие электродов — характеристики
- Из истории покрытий
- Назначение покрытия электродов Какие функции обеспечивает качественное покрытие
- Диаметр покрытия
- Неплавящиеся электроды
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва. Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.

Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.

Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Основное покрытие электродов — характеристики
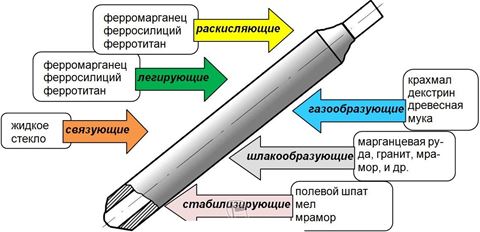
Любое электродное покрытие представляет из себя смесь измельчённых компонентов и связующего вещества. Порошкообразная смесь наносится на металлический стержень и служит для защиты от различных факторов внешнего воздействия.
Основное покрытие обозначается буквой «Б». Производится такая смесь из карбонатов кальция и магния. К ним относятся такие элементы, как мрамор, магнезит, доломит. В качестве разбавителя шлака к перечисленным минералам добавляют также плавиковый шпат (CaF2). Поэтому их также называют электроды с фтористо-кальциевым покрытием.
Характеристики:
- Газозащитная среда, которая образуется в процессе сварки, почти полностью состоит из CO и CO2.
- Низкое содержание водорода позволяет формировать прочные швы без риска появления трещин.
- Низкое содержание кислорода и различных примесей (например, серы и фосфора) в металле шва.
- Работу в большинстве случаев следует вести на постоянном токе. Наличие пластикового шпата в составе покрытия ухудшает работу электродов с переменным током. Поэтому чаще всего нужен постоянный ток обратной полярности.
Свойства составляющих покрытия
Стабилизация дуги происходит с применением веществ с низкими ионизационными характеристиками:
- хромат калия, поташ, селитра аммиачная;
- связующий силикатный клей с калием;
- карбонат кальция;
- титановый концентрат.
Для раскисления: алюминий; графит; марганец; титан; хром; молибден.
Защитные газы создают: мрамор; крахмал; целлюлоза; декстрин; древесная мука пищевая.
Присадки для легирования: молибден; титан; кремний; графит; марганец; хром.
Элементы, что влияют на образование шлака: мел; мрамор; калий; шпат; титановый концентрат; марганцевая руда; кварцевый песок; ильменит; рутил.
Добавки для пластичности: коалит; бентонит.
Есть и другие добавки, которые применяются для получения некоторых свойств.
Цвет электродов
Для всех видов существуют свои цвета:
- кислые — серый;
- рутиловые — серый, коричневый, синий, зеленый;
- основные — белый или бежевый;
- целлюлозные — слегка серые с оттенком коричневого.
Большая часть электродов разделена на такие группы и такого же цвета, но можно и зеленые основные найти.
Из истории покрытий
Разработку качественных электродных покрытий и их промышленное освоение можно отнести к крупнейшим научно-техническим достижениям, сыгравшим огромную роль в развитии мировой техники. Несмотря на то, что первый патент на покрытие электродов был получен основателем компании ESAB Оскаром Кельбергом еще в 1906 году, в СССР к производству покрытых электродов приступили только в 30-ые годы XX века. Вначале применялись электроды с тонким покрытием, выполняющим единственную роль — стабилизатора сварочной дуги. В него входило всего два компонента — порошкообразный мел и жидкое стекло. Мел обеспечивал ионизацию дуги, жидкое стекло одновременно с функцией ионизации исполняло также роль связующего компонента.
Сварка электродом с меловой обмазкой хотя и делала возможным сваривание металла в принципе, но не обеспечивала защиту расплавленной ванны от атмосферных газов. Швы, выполненные такими электродами, имели содержание азота в 50 раз, кислорода в 5-10 раз больше, чем основной металл. При этом содержание углерода в наплавленном металле уменьшалось в 4 раза. Все это делало возможным использования меловых электродов только для сварки неответственных конструкций. Выпуск электродов с многокомпонентными покрытиями, обеспечивающими вместе со стабилизацией дуги и защиту сварочной ванны от атмосферных газов, начался в СССР только в 1935 году.
Назначение покрытия электродов
Основная задача, которую возлагают производители на покрытие электродов для ручной дуговой сварки – это защита плавящегося металла. Они предохраняют плавящийся металл от взаимодействия с воздухом, предотвращая окисление, делают готовый шов качественным и прочным.
При работе со сварочным аппаратом защитная обмазка создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей.
Защитный слой из шлака снижает скорость, с которой остывает металл, и быстроту его отвердевания, благодаря чему из него успевают выйти газовые и другие включения, которые негативно сказываются на прочности конструкции. Как правило, защитное напыление состоит из целого комплекса шлакообразующих элементов, таких как каолин или концентрат титана.
Какие функции обеспечивает качественное покрытие
Обмазка, покрывающая стержни из металла, выполняет целый ряд основных и второстепенных задач. Из первостепенных можно выделить:
- Предохранение самой дуги и металла в области сварочной ванны от взаимодействия с присутствующими в составе атмосферы азота, кислорода, а также водорода, который содержится в паре воды. Обмазка стержня создает двухступенчатую защиту: пары углекислого газа и углеродных окисей, обволакивающие рабочий участок, и пленку шлака на поверхностном слое расплавленного металла;
- обеспечение качественной кристаллизации шва без образования пор, зашлаковки и трещин.
Второстепенные, но не менее важные задачи:
- обеспечение бесперебойного горения дуги в широком спектре режимов работы, упрощение процесса зажигания. Стабильность дуги реализуется за счет присутствия в поверхностном слое стержня компонентов, которые не склонны к ионизации в большом объеме. Это способствует увеличению количества ионов, стабилизирующих горение, в дуговом пространстве;
- удаление из металла сварочной ванны растворенного в нем кислорода. Для этого в состав обмазки добавляют ферросплавы, которые легче и быстрее, чем сам металл, вступают с кислородом в реакцию;
- очистка металла шва от примесей (рафинирование).
Стальная наплавочная проволока для электродов
Стальная наплавочная проволока изготавливается в соответствии с требованиями ГОСТ10543. Диаметр проволоки составляет от 0,3 до 8,0мм. Материал – низкоуглеродистая, легированная или высоколегированная сталь.
Различают наплавочную проволоку из углеродистой стали (марки Нп-25, Нп-40 и др.), из легированной стали (марки Нп-40Г, Нп-50Г, Нп-30ХГСА и др.) и из высоколегированной стали (марки Нп-20Х14, Нп-30Х13, Нп-30Х10Г10Т и др.). Марку проволоки выбирают исходя из требуемой прочности сварного соединения, в зависимости от назначения сварной конструкции.
По виду поверхности стальная сварочная и наплавочная проволока может быть омеднённой и неомеднённой. Омеднённую проволоку поставляют по требованию заказчика. Наплавочная проволока, из которой изготавливают электроды для ручной дуговой сварки, имеет условное обозначение буквой Э.
Основные виды покрытия электродов
Для ручной сварки используются 4 вида покрытий поверхности электродов, которые определяются по маркировке (буквы А, Б, Р, Ц). Рассмотрим особенности их состава и применения.
1. Кислые (А)
Состоят из окислов железа и марганца, кремнезема, ферромарганца, целлюлозы, крахмала. Они образуют стабильно горящую дугу и обеспечат ее быстрый розжиг при питании с невысоким напряжением. Электропитание осуществляется током переменного или постоянного типа. Малочувствительны к проржавевшим кромкам, которые сплавляются. Из минусов – вредные испарения при нагревании, разбрызгивание расплавленного вещества. Для такой разновидности материалов не допускается температурная прокалка перед использованием. Низкая отделяемость шлака может повлечь за собой (при нескольких слоях) зашлаковку наплавки. Основная область применения – сплавка низколегированной стали. Для чугуна рекомендуются расходники ОЗЧ-2, для молибденовых сплавов – ЦЛ-6.
2. Основные или фтористо-кальциевые (Б)
В состав входят карбонаты кальция и магния, плавкого шпата, ферромарганец. Благодаря слабому окислению, они обеспечивают выход кислорода из расплавленного материала. Применение расходного материала способствует защите от образования трещинок на швах, максимальная эффективность достигается при электросварке жестких конструкций с несколькими слоями. Лучшими с таким покрытием считаются японские Kobelco LB-52U, отечественные УОНИ 13/55, ОЗЛ-8 и FUBAG FB 13/55 .

Чтобы поддерживать стабильное горение дуги, потребуется источник постоянного тока обратной полярности. При переменном токе шпат, который входит в состав, создает неравномерное горение. К недостаткам можно отнести восприимчивость к влаге, поэтому расходники нужно хранить в сухом месте и прокаливать непосредственно перед использованием. Края конструкций предварительно нужно очищать от ржавчины, чтобы в швах не появились поры.
3. Рутиловые (Р)
Содержат добавку диоксида титана (рутила), карбонаты кальция и магния, ферромарганец, кремнезем. Из доступных вариантов можно рассмотреть Fubag FB 3 . Расходники дают хорошие результаты при спайке ржавых участков, соединении загрунтованных элементов без образования пор. Ровный стойкий шов получается даже у сварщиков с небольшим опытом, предварительная шлифовка кромки не требуется. Допускается сплавка в любом положении конструкции. Брызги расплава практически отсутствуют.

4. Целлюлозные (Ц)
Расходники применяются в большинстве случаев для сварки трубопроводов, транспортирующих жидкости. Они не подходят для условий, когда планируется транспортировка при высоких температурах. Электроды можно использовать повторно. Перед использованием стержни обязательно нужно подвергать просушке и прокалке.
К органическим веществам (до 50% оксицеллюлозы, крахмала) добавляются шлакообразующие материалы и легирующие присадки (ферромарганец, силикаты, диоксид титана). Они дают хорошее горение дуги при постоянном токе питания, позволяют сварщикам развивать высокую производительность за счет легкости ведения шва. Сварка может выполняться в любом положении. В процессе выделяется немного шлака, поэтому такие расходники удобно применять при вертикальном размещении конструкции. Они подходят также для труднодоступных мест. Из минусов – грубочешуйчатая поверхность швов, поэтому понадобится дополнительная шлифовка. При работе разбрызгивается до 15% расплавленного материала. Кроме основных обмазок, часто применяются также комбинированные виды покрытия электродов, например, кисло-рутиловые (КР) или рутилово-целлюлозныые (РЦ) расходники Fubag FB 46 .

Чтобы определиться, электроды с каким видом покрытия нужны, следует учитывать такие факторы:
- Толщину и состав сварной конструкции (медь, чугун, нержавеющая, низкоуглеродистая или высоколегированная сталь). Например, для высоколегированной стали оптимально подойдут расходники марок ЛМЗ-1, АНВ-1.
- Требования по эксплуатации (предварительная прокалка, положение стержня при работе). Проще всего сварка проводится в горизонтальном положении, при вертикальном положении возможно стекание шлаков. Работу в труднодоступных местах под наклоном выполняют квалифицированные сварщики.
- Марку применяющегося сварочного аппарата. Нередко в названии сварочного оборудования встречаются вставки, указывающие на особенности применения расходных материалов. Ярким примером станет модель IN 226 CEL , в названии которой указана возможность эффективной работы электродами с целлюлозным покрытием.
Сварочные электроды, виды и цена
Универсальной классификации сварочных стержней по причине огромного их разнообразия попросту не существует, тем более что никакими универсальными стандартами не регламентированы марки этих изделий.
Из-за этого разумно разделить их на виды по определенным критериям.
В зависимости от материала, из которого изготовлен стержень, все электроды можно отнести к неметаллическим, либо же металлическим.
Неметаллические варианты состоят исключительно из неплавящихся изделий, делятся на:
Графитовые
Бывают обычные и омедненные, используются для соединения медных проводов.
Угольные
Необходимы для строжки, резки и прошивки отверстий.
Применяются по легированным, низколегированным и углеродистым сталям.

Металлические электроды, в свою очередь, делятся еще на две подгруппы:
Неплавящиеся
Как и в случае с неметаллическими вариантами, в работе либо вовсе не плавятся, либо же плавятся, но незначительно, так как сам материал этих расходников не участвует в процессе образования шва и наплавленного металла.
Плавящиеся
Материал сердечника плавится, одновременно расплавляя и кромки соединяемого материала, что в купе и формирует шов.
Группа неплавящихся металлических электродов состоит из следующих типов изделий:
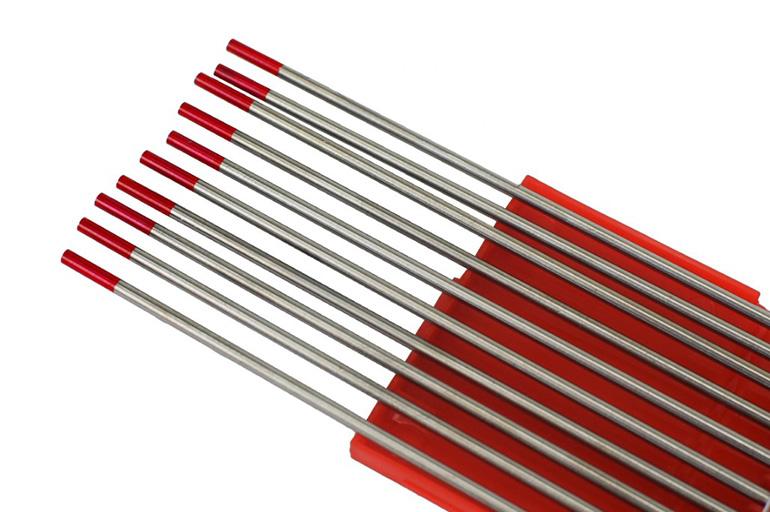
Вольфрамовые
Так называемые чистые (без добавлений, перечисленных ниже) электроды, необходимые для работы в среде аргона (метод сварки TIG). Температура плавления вольфрама составляет 3410°С, за счет чего этот металл является самым тугоплавким.
Торированные
Предыдущий вариант, но с добавлением тория-232 в количестве 1,7 – 2,2%. Обладает минимальным расходом, устойчив к коррозии и высоким температурам, отличается отличными рабочими показателями, из-за чего применяется в автоматизированном создании швов.
Лантанированные
С добавлением лантана. Отличаются отличным возбуждением высокостабильной дуги, низкой скоростью расплавления присадочной проволоки.
Иттрированные
Расходники повышенной стойкости за счет введения в вольфрам окиси иттрия (Y2O3).
Группа плавящихся металлических электродов содержит варианты без покрытия (представляют собой непрерывную проволоку) и изделия с покрытием.
Последние необходимы в ММА-сварке, а по материалу сердечника распространения получили:
Стальные
Изготавливаются из специальной сварочной проволоки толщиной от 0,3 до 12 мм, имеющей несколько марок.
Из них 5 марок – углеродистая, 23 – легированная, а 28 – высоколегированная стали.
Чугунные
Широкое распространение получили в промышленности, имеют намного меньше подвидов.
Сварочные электроды из цветных металлов
Бывают медные, алюминиевые, бронзовые и другие.
Электродные покрытия также получили классификацию, исходя из химического состава:
Руднокислые
Обладают довольно высокой скоростью плавления.
По сути, это универсальные электроды, причем одновременно и инверторные, и трансформаторные, то есть подходят для работы как на постоянном, так и на переменном токе.
Следует помнить, что при сварочных работах выделяется едкий дым, из-за содержания большого количества марганцевой руды, который оказывает негативное влияние на легкие сварщика.
Рутиловые
Производятся, соответственно из рутила, да еще и с двуокисью титана.
Эти дуговые электроды по своим характеристикам схожи с предыдущим вариантом, но меньше выделяют газ, не так интенсивно разбрызгивают материал и обеспечивают лучшее формирование.
Рутил-целюлозные (РЦ) варианты – хороший пример покрытия смешанного типа, обладающего свойствами одновременно двух представленных категорий.
Фтористо-кальциевые
Низководородистые покрытия, которые еще называют основными.
Стержни работают на постоянном обратном токе.
Яркий представитель – марка УОНИ, которую используют в случаях, когда требуется получить высококачественный шов.
Органические
Изготавливаются из различных органических материалов, вроде оксицеллюлозы.
Само целюлозное покрытие обеспечивает низкую чувствительность к состоянию поверхности и качеству сборки материала.
Такие расходники используют на постоянном и переменном токе, причем в любом доступном положении.
Отдельно следует упомянуть ильменитовые покрытия, которые занимают свое место где-то между кислыми и рутиловыми.
Такие электроды обеспечивают плавное и стабильное горение дуги, что дает возможность полностью контролировать рабочий процесс.
Необходимо уточнить, что многие марки электродов в тех же интернет-магазинах рассортированы по материалам, для работы с которыми они предназначены:
- По нержавейке (в зависимости от марки самой стали) – это электроды ОЗЛ-8, НЖ-13, ОЗЛ-6 и другие.
- По чугуну – это популярные ОЗЧ-2 и 4, ОК 92.18, ОЗЖН-1, МНЧ-2 и другие. Для правильного выбора марки необходимо знать вид чугуна: серый, высокопрочный или ковкий.
- По алюминию и сплавам – применяются в основном для работы в полевых условиях и частном производстве. Предварительно свариваемые алюминиевые детали требуют серьезной подготовки, в частности это очистка от загрязнений и обезжиривание. Для сварки применяют стрежни типа ОЗАНА, ОК, ОЗА, УАНА и ЭВЧ.
- Для сварки меди и ее сплавов используют стержни К-100, ЗТ, Комсомолец, ММ3-2, ОЗЧ-1 и другие.
- По углеродистым сталям – подбирают электроды, соответствующие конкретной марке свариваемого материала. Это стержни МР, АНО, УОНИ и ОЗС.
Учитывая огромное разнообразие видов и размеров сварочных электродов, а также тот факт, что этот расходник поставляется в упаковках с разным количеством, стоимость последних варьируется в широких пределах.
Обычно ценник составляет 160 – 1300 рублей за пачку.

Для сварки пластика, следует отметить справедливости ради, изготавливают специальные электроды.
По сути, это присадочные пластиковые прутки или полоски (плоские электроды), которые применяют для ремонта распространенных видов термопластика, вроде полиамида, полибутилентерефталата, и, конечно, полипропилена с полиэтиленом.
Покрытия электродов сварочных для ручной дуговой сварки: типы, состав, обозначения
Электрод для ручной дуговой сварки – это металлический стержень с защитным покрытием-обмазкой. Составляющие покрытия обеспечивают защиту зоны сварки от окисления воздухом, способствуют усилению ионизации. Стержни с обмазкой применяют как для черных, так и для цветных металлов, а также сплавов.
Основная задача, которую возлагают производители на покрытие электродов для ручной дуговой сварки – это защита плавящегося металла. Они предохраняют плавящийся металл от взаимодействия с воздухом, предотвращая окисление, делают готовый шов качественным и прочным.
При работе со сварочным аппаратом защитная обмазка создает оболочку из шлака на капельках электродного металла, продвигающегося по дуговому промежутку, а также на плавящейся поверхности привариваемых друг к другу деталей.
Защитный слой из шлака снижает скорость, с которой остывает металл, и быстроту его отвердевания, благодаря чему из него успевают выйти газовые и другие включения, которые негативно сказываются на прочности конструкции. Как правило, защитное напыление состоит из целого комплекса шлакообразующих элементов, таких как каолин или концентрат титана.
Обмазка, покрывающая стержни из металла, выполняет целый ряд основных и второстепенных задач. Из первостепенных можно выделить:
- Предохранение самой дуги и металла в области сварочной ванны от взаимодействия с присутствующими в составе атмосферы азота, кислорода, а также водорода, который содержится в паре воды. Обмазка стержня создает двухступенчатую защиту: пары углекислого газа и углеродных окисей, обволакивающие рабочий участок, и пленку шлака на поверхностном слое расплавленного металла;
- обеспечение качественной кристаллизации шва без образования пор, зашлаковки и трещин.
Второстепенные, но не менее важные задачи:
- обеспечение бесперебойного горения дуги в широком спектре режимов работы, упрощение процесса зажигания. Стабильность дуги реализуется за счет присутствия в поверхностном слое стержня компонентов, которые не склонны к ионизации в большом объеме. Это способствует увеличению количества ионов, стабилизирующих горение, в дуговом пространстве;
- удаление из металла сварочной ванны растворенного в нем кислорода. Для этого в состав обмазки добавляют ферросплавы, которые легче и быстрее, чем сам металл, вступают с кислородом в реакцию;
- очистка металла шва от примесей (рафинирование).
Рассмотрим, какие покрытия электродов бывают, их компоненты и как обозначается какое из них. Существуют четыре основных вида покрытий, применяемых при производстве электродов для сварки:
- покрытие кислого типа, обозначаемое буквой А;
- основное (Б) покрытие;
- целлюлозная обмазка (Ц);
- рутиловое (Р).
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов.
Диаметр покрытия
В продаже можно встретить много марок электродов, предназначенных для разных видов металла и силы предполагаемых нагрузок на будущую конструкцию.
Стержни с обмазкой имеют два значения диаметра: диаметр самого электрода и общий диаметр стержня и напыления.
При выборе подходящего варианта диаметр является одним из определяющих факторов: чем он больше, тем большую толщину металла можно соединить с помощью стержня.
Важно! Режим работы сварочного аппарата выставляется, исходя из толщины соединяемых деталей и диаметра стрежней. Важно правильно рассчитать силу тока, так как при слишком сильном токе металл можно просто прожечь насквозь, а при слишком слабом не получится образовать дугу.Диаметр стрежня с обмазкой влияет не только на простоту работы с материалом при сварке, но также обеспечивает нужные характеристики выполненного соединения, влияет на прочность получившейся конструкции.
Так, к примеру, электроды, имеющие маркировку Э42А и Э46, используют для сварки деталей из низколегированных видов стали.
Буква «Э» в маркировке означает штучный электрод, повсеместно применяемый для ручной дуговой сварки в домашних условиях.
Число, следующее за буквой, – минимальное значение гарантируемого временного сопротивления на разрыв шва. Чем больше это число, тем большие нагрузки выдержит сваренная деталь.
Например, продукция типа Э42 обеспечивает сопротивление не менее 42 кгс/мм2, а стрежни с маркировкой Э46 – не менее 46 кгс/мм2.
Электроды Э42А применяются для металла с аналогичными качественными показателями на разрыв, но в условиях, когда необходимы более высокие параметры ударной вязкости и относительного удлинения полученного шва.
Об улучшенных характеристиках говорит буква «А» в маркировке, которая обозначает кислый тип обмазки стержня.
Толщина покрытия
Синяя обмазка электрода марки МР-3С
Помимо характеристик нанесенного на электродный стержень покрытия и диаметра самого электрода при подборе материалов для сварки также ориентируются на толщину защитной обмазки.
Толщина обмазки стержня электрода – это соотношение общего диаметра (D) и диаметра внутреннего стержня (d). То есть, более толстый электрод может иметь меньшую толщину покрытия, если у него меньшее значение соотношения D/d.
Для каждого диаметра внутреннего стержня существует своя толщина покрытия. Всего существует 4 категории электродов, различающиеся толщиной покрытия:
- тонкие или стабилизирующие электроды (для их обозначения используется буква М) с соотношением 1,2 или более;
- средние электроды (обозначаются буквой С) с соотношением 1,45 или больше;
- толстые, имеющие соотношение меньше или равное 1,8, которые еще называют качественными (маркируются буквой Д);
- особо толстые электроды, так же входят в категорию качественных и имеют соотношение диаметров свыше 1,8 (можно узнать по букве Г в маркировке).
Толщина покрытия качественных электродов колеблется в диапазоне от 0,5 до 2,5 мм, что составляет 20-40% от массы внутреннего стержня. Если учитывать железный порошок, то диаметр составит 3,5 мм, а массовая доля – 50%. Такие электроды применяют, когда нужен шов высокого качества, способный выдержать большие нагрузки.
Тонкие или стабилизирующие электроды, толщина обмазки которых примерно 0,1-0,3 мм, делают горение дуги ровным и непрерывным, но никак не влияют на качественные показатели наплавляемой стали.
Диаметр и толщина покрытия
Существует огромное количество марок и моделей электродов, рассчитанных на работу с разным материалом. Они учитывают нагрузку и условия, в которых будут находиться сваренные конструкции и изделия.
Электроды имеют 2 значения диаметра: с обмазкой и без. Диаметр прутка очень важен при выборе расходных материалов для предстоящих работ. Как мы знаем, чем толще металл, тем больший диаметр электродов требуется для его сварки.
Исходя из диаметра стержня и толщины металла, выставляется сила тока на аппарате. Необходимо правильно ее подобрать. Если она окажется слишком большой, вы прожжете металл, а если слишком маленькой, то не сможете зажечь дугу.
В большинстве случаев за диаметр принимается величина сердечника вместе с покрытием, поскольку эффективность работы обеспечивается как раз за счет обмазки. Без нее было бы сложно сделать качественное и надежное соединение.
При выборе электродов большое внимание уделяется толщине самой обмазки. Под каждый диаметр сердечника подбирается определенная толщина обмазки. Можно выделить 4 группы электродов, которые отличаются между собой толщиной покрытия:
В качественных электродах толщина покрытия варьируется от 0,5 до 2,5 мм. С учетом железного порошка, диаметр составит 3,5 мм, а масса примерно половину от общего веса изделия. Электроды с таким соотношением покрытия и сердечника применяются когда нужно сделать надежное соединение, рассчитанное на большие нагрузки.
У тонких электродов толщина обмазки не превышает 0,3 мм. Оно предназначено для стабилизации горения дуги и не оказывает влияния на качество полученного металла.
Лучшие электроды с основным покрытием
Рассматриваемые в данной статье электроды с основным покрытием, применяются для сварки постоянным током. При сгорании они выделяют много углекислого газа, который служит в качестве защиты сварочной ванны.
Используются такие электроды для сварки ответственных конструкций, обеспечивая при этом качественное и надёжное соединение. Однако не обойтись и без ложки дёгтя, поскольку электроды с основным покрытием имеют повышенную чувствительность к влаге. Варить такими электродами, когда они отсыреют, становится проблематично.

Рассмотрим самые популярные электроды с основным покрытием, которые отличаются повышенным качеством.
Электроды Kobelco LB-52U
Kobelco LB-52U — электроды, которые производятся в Японии, одним из крупнейших концернов страны Kobe Steel, Ltd. Основное назначение этих электродов с основным покрытием, это сварка низкоуглеродистой стали, там, где невозможно использовать двухстороннюю проварку металла (сварка трубопроводов).
Вследствие этого, электроды Kobelco LB-52U отличаются не только возможностью создания пластичного шва, но и очень малым количеством шлака. Сварочный шов, образуемый электродами LB-52U, не имеет раковин, и других дефектов, которые остаются после обычных электродов.
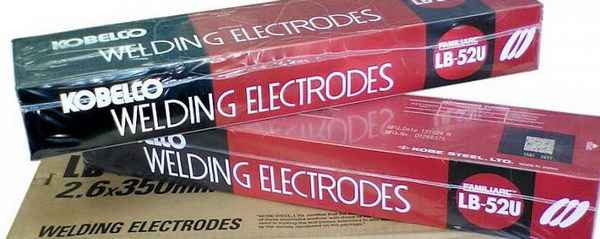
Прочность сварочного шва, достигает 588 Н/мм², что является достаточно высоким показателем. Единственный недостаток электродов Kobelco LB-52U, это, как было сказано выше, чрезмерная подверженность во влажной среде. Поэтому для того чтобы нормально варить данными электродами, их нужно будет обязательно прокалить. Температура прокалки электродов с основным покрытием (Kobelco LB-52U), не менее 300 градусов.
Электроды ОЗЛ-8 (ЛЭЗ)
Основное назначение электродов ОЗЛ-8, это сварка нержавеющих сталей с высоким процентом никеля и хрома. Сварка электродами ЛЭЗ ведётся на постоянном токе обратной полярности. Созданный шов отличается высокой стойкостью к коррозии, а также достойными прочностными показателями.

Здесь, как и при сварке, предыдущими электродами с основным покрытием, образуется малое количество шлака. К тому же, шлак практически сразу же отделяется от поверхности остывшего сварочного шва. Что не менее важно, при остывании шов не растрескивается. При этом все же не следует допускать резкого охлаждения сварочного шва, чтобы не допустить снижение прочности соединения.
Электроды УОНИ 13-55
Пожалуй, самые популярные электроды с основным покрытием среди сварщиков. Основные преимущества УОНИ 13/55 связаны с высокой прочностью сварочного шва, а также с его стойкостью к различным нагрузкам. На вид, поверхность сварочного шва, полученного данными электродами, чем-то напоминает застывшее стекло.
Дополнительные виды электродов
Расходники делятся на группы по способу работы.
Неплавящиеся электроды
Изделия предназначены для автоматической и полуавтоматической сварки.
В рабочую зону подают:
- защитный газ (в большинстве случаев — аргон);
- присадочный материал.
Неплавящиеся электроды предназначены для автоматической сварки.
Тугоплавкие расходники покрытия не имеют.
Они изготавливаются из следующих материалов:
- Вольфрама. Металл используется в чистом виде или с добавкой тория, лантана, церия, иттрия или циркония. Тип присадки определяют по цветовой маркировке.
- Искусственного прессованного графита.
- Электротехнического угля.
Неплавящимися расходниками варят:
- сталь;
- чугун;
- алюминий;
- медь;
- латунь;
- бронзу.
При сварке неплавящимся электродом на постоянном токе анодное пятно (со стороны «плюса») имеет более высокую температуру, чем катодное.
Поэтому для соединения тонкостенных заготовок используют обратную полярность: «+» подключают к расходнику. В противном случае металл прогорит.
Плавящиеся электроды
Изделия данного типа используются в ручной дуговой сварке.

Плавящиеся электроды используются в ручной дуговой сварке.
В процессе работы материал стержня переносится в сварочную ванну.
Расходники изготавливают из сварочной проволоки Св-08 или Св-08А.
Используются следующие виды стали (всего 77 марок):
- углеродистая;
- легированная;
- высоколегированная.
Изделие подбирают в соответствии с материалом заготовок.
При сварке постоянным током более горячим является катодное пятно (со стороны «минуса»). Поэтому тонкостенные заготовки соединяют прямой полярностью: «-» подключают к расходнику.
Электроды из цветмета
Такие расходники используют для соединения заготовок из алюминия, меди, никеля, прочих цветных металлов и их сплавов. Подбирают стержень из того же материала, что и свариваемые детали.
Используют следующие марки:
- Алюминий — ОЗА-1 и ОЗА-2.
- Алюминиевые сплавы — АФ-4аКр и А-2.
- Медь, бронзу, латунь — МН-5, КМ-100, АМНЦ/ЛКЗ-АБ.
- Никель и его сплавы — ХН-1 или МЗОК.

Электроды из цветмета используют для алюминия, меди, никеля.
Электроды для сварки алюминия делают из проволоки Св-А1 с галогенидным покрытием. Они подходят всем маркам металла.
Параметры процесса:
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Расходники КМ-100 и им подобные выполнены из медной проволоки и снабжены основным покрытием (фтористо-кальциевым). Оно характеризуется пониженным выделением кислорода, оказывающего разрушительное действие на металл. Возможно соединение меди с углеродистой сталью.
Параметры процесса:
- постоянный ток;
- обратная полярность;
- нижнее пространственное положение шва.
Электроды для контактной сварки тоже делают из меди или бронзы.
Расходники марки МЗОК и им подобные изготавливают из никелево-медной проволоки с покрытием основного типа.
Параметры процесса:
- постоянный ток;
- прямая и обратная полярность;
- любое пространственное положение шва.
Сварочная проволока для электродных стержней
Для ручной дуговой сварки применяют специальные марки сварочной и наплавочной проволоки. ГОСТ2246 предусматривает около 80 марок стальной сварочной проволоки с различным содержанием химических элементов. В зависимости от этого, различают проволоку из низкоуглеродистой стали (марки Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2), из легированной стали (марки Св-08ГС, Св-08Г2С, Св-18ХГС и др.) и из высоколегированной стали (марки Св-12Х11НМФ, Св-10Х17Т, Св-06Х18Н9Т и др.).
Стальную сварочную проволоку, изготавливаемую в соответствии с требованиями ГОСТ2246, применяют для изготовления электродов и используют для всех видов сварки плавлением. Для ручной дуговой сварки покрытыми электродами применяется проволока, диаметром от 1,6 до 6мм.
Как наносится покрытие
Как уже было сказано выше, толщина покрытия непосредственно зависит от диаметра самого стержня. Для нанесения такого покрытия могут использоваться различные технологии. Нанесение обмазки выполняется при их изготовлении с помощью специального оборудования. Такое оборудование работает в полностью автоматическом режиме, что позволяет повысить качество нанесения покрытия на электроды. Твердые элементы в составе обмазки могут размалываться, и наноситься дополнительно на вязкую основу обмазки. Для обеспечения единой фракции таких твердых компонентов их просеивают через специальные фильтры, и лишь после этого выполняется их нанесение на поверхность наплавочного материала. В отдельных случаях при нанесении обмазки готовый состав предварительно обжигают, что позволяет удалить серу, которая может ухудшить качество сварного соединения. На последнем этапе нанесения покрытия станок окунает стержни в приготовленную смесь, и на выходе мы получаем равномерный слой обмазки.
Критерии отбора
К сожалению, российские электроды проигрывают многим зарубежным аналогам по большинству параметров. Однако «прорывы» в этой области уже наметились. Российская электродная продукция, выпускаемая на немногочисленных пока совместных предприятиях, по стабильности качества уже не уступает многим маститым брендам. Начали «подтягиваться» к ним и некоторые заводы отечественной подчиненности. Однако в случаях, когда требуется уверенно обеспечить высокое качество шва, профессионалы по-прежнему предпочитают использовать более дорогие, но и более качественные электроды зарубежного производства. Для сварочных инверторов подходят электроды любого типа, для сварочных аппаратов переменного тока подходят не все типы.
При выборе лучших электродов для обзора мы руководствовались следующими критериями:
- объемы производства;
- качество продукции;
- попадание производителя в обзоры по электродной промышленности;
- отзывы профессионалов.
Для корректности сравнения цен мы включили в обзор только самый часто применяемые электроды диаметром 3 мм.
Основным параметром любого сварочного электрода, определяющим большинство его свойств – от легкости розжига до качества шва – является состав его обмазки. Наиболее распространенными сегодня являются следующие виды обмазок:
- Рутиловые электроды (и электроды со смешанной обмазкой на этой основе – рутилово-целлюлозные и так далее) стали одними из самых популярных благодаря легкости розжига, в том числе и повторного, сниженной (в разумных пределах) чувствительности к отсыреванию. Они могут использоваться и на переменном, и на постоянном токе во всех направлениях шва, но при выборе рутилового электрода нужно быть внимательным – можно купить как хороший электрод, так и загрязняющий шов огромным количеством шлаковых язв, пригодный разве что для прихваток.
- Электроды с основным покрытием чаще всего используются при сварке постоянным током в особо ответственных местах. При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
Покупка электродов: как определить качество
При покупке данной продукции следует сразу обратить внимание на несколько моментов:
- срок годности (указан на упаковке) — он не должен быть превышен;
- качество обмазки — не должно наблюдаться ее крошения с сердечника, в противном случае она либо очень долго хранилась, либо представляет собой продукцию с изначальным заводским браком;
- помимо этого, покрытие должно быть нанесено на сердечник равномерно, с одинаковой толщиной слоя.
Кроме того, следует сразу исключить риски его отсыревания, поместив электроды в специальные пеналы. Если же всё-таки последнее произошло, возможна просушка или прокалка изделий при t +400 °C.
Маркировка электродов
Виды и марки электродов насчитывают десятки модификаций, поэтому для успешного ориентирования в их разновидностях была введена универсальная маркировка. Разумеется, по маркировке электрода всегда можно понять, какое покрытие он несет. Основные параметры в данном случае – это толщина и тип покрытия. Помимо этого в маркировке упоминается допустимое пространственное положение сварочного шва, а также род тока.
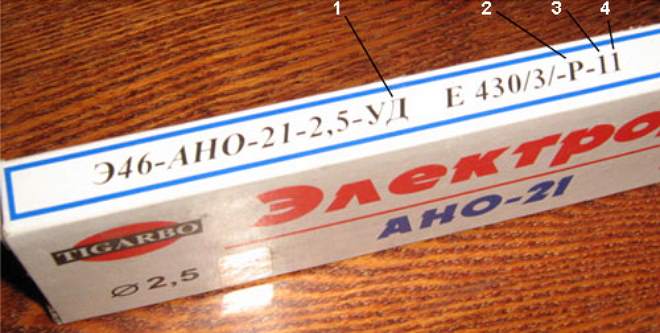
Пример расшифровки маркировки покрытого электрода
Для примера рассмотрим электрод Э46.
- 1 – указывает на толщину покрытия (Д – это толстое);
- 2 – означает тип покрытия (Р – это рутиловое);
- 3 — говорит о допустимом положении шва (1 – подходит для всех положений);
- 4 – это род тока (1 – означает переменный и постоянный любой полярности).
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
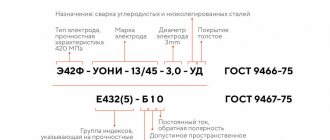
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Требования к электродам
Выбирая стержни для работы, стоит их внимательно рассмотреть и оценить. Покрытие должно быть без сколов, повреждений, иначе не удастся добиться однородного разогрева и равномерного получения шва. На кончике электрода толщина смазки должна быть такой же, как на всем стержне – благодаря этому электрическая дуга пройдет по центру.
Проинспектировать стоит влажность покрытия, иногда повышенная влажность обмазки не позволяет легко зажечь стержень. Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Во время сварочных работ для получения качественного прочного, устойчивого шва необходимо учитывать основные моменты:
- Правильная для конкретного изделия сила тока.
- Подходящий для изделия и вида работ диаметр сварочного электрода.
- Учет размерности и толщины свариваемых материалов.
Выбрав параметры, сварщик создает устойчивую, хорошо горящую дугу, которая обеспечит реализацию сварочных работ на высоком уровне.
Применение
Электроды с основным покрытием отлично подходят для использования в следующих случаях:
- сварка спокойных сталей с высоким содержанием серы;
- сталей с повышенным содержанием серы, углерода, фосфора;
- сварка закаливающихся сталей, в которых могут формироваться холодные трещины;
- при сварке низколегированных и высоколегированных сталей, которые используются при больших нагрузках и высоких температурах;
- если нужно сварить детали большой толщины;
- при сварке жестких конструкций.