Классификация и характеристики
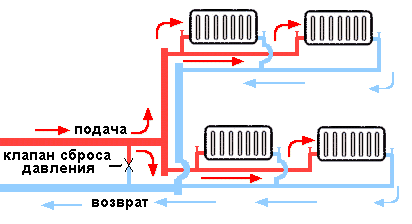
Двухтрубная схема отопления с принудительной циркуляцией теплоносителя
По способу изготовления железные трубы могут быть бесшовными, выполненные способом горячей или холодной протяжки и электросварными. Цельнотянутый прокат более надежный и рассчитан на более высокое давление. Выбор таких труб влечет за собой увеличение стоимости монтажа системы отопления, так как их стоимость значительно выше, чем у электросварных.
К основным характеристикам относятся:
- Размер и масса. Размер изделия определяют внутренний и наружный диаметры, диаметр условного прохода, толщина стенки и длина трубы. Все эти физические величины, включая и массу 1 пог. м трубы, регламентированы ГОСТом и ТУ. Воспользовавшись ими, вы без проблем сделаете выбор в пользу того или иного вида металлопроката. Диаметры и толщина стенки измеряются в миллиметрах, длина — в метрах, а масса — в килограммах или тоннах.
- Прочность. К прочностным характеристикам относят способность трубопровода выдерживать определенное давление (рабочее, номинальное, пробное, избыточное) и температуру среды. Давление измеряется в паскалях, а температура в градусах по Цельсию или Кельвину. Это основные характеристики, которыми руководствуются при проектировании систем отопления.
- Материал. Им может быть углеродистая сталь, нержавеющая сталь, углеродистый чугун, сплав и цветной металл.
Классическая высокотемпературная сварка
Как сварить отопление из железной трубы в соответствии со строительными нормами, указано в ГОСТе. Имеет значение и диаметр труб, и протяженность системы. СНИП укажет, как правильно сварить трубы для отопления в каждом конкретном случае: частное домовладение, многоэтажный дом или водопроводная линия промышленного назначения.
При использовании газового сварочного аппарата для создания качественных швов потребуется немалый практический опыт. Электросваркой также можно создавать безупречного качества сварные соединения, но в этом случае потребуется не только опыт, но и качественные электроды, верно выбранный уровень тока и «чувство дуги». Качественная электросварка трубы отопления доступна лишь настоящим профессионалам.

Металлические трубы — наиболее распространенный материал для систем отопления
Прочность труб из металла более чем достаточна для системы подачи воды и для контура отопления. Именно участки соединений, которые приходится реализовывать для того, чтобы не отклоняться от проектной документации, являются «слабым звеном» системы. О том, как варить трубу отопления электросваркой, подробно указано в устаревших учебных материалах и статьях. В современном строительстве чаще применяется метод холодной сварки для труб отопления.
Как правильно варить трубу отопления знает каждый квалифицированный инженер-монтажник. Существует ряд правил, которых необходимо придерживаться:
Сварной шов не должен состоять из окалины. Так происходит, если варить трубу электросваркой, используя некачественные электроды. Чтобы варить металл электрическим сварочным аппаратом необходимо использовать метод многослойного расплава металла
Первичная окалина шва удаляется перед следующим слоем сварки. Важно правильно выбрать уровень тока – слабый ток не гарантирует прочность сварочного шва. Слишком высокий ток при сварочных работах также неприемлем. Если используется метод «сварка встык», в качестве армирующего материала используется металл электрода или расплавленная проволока. Варить электросваркой металлические трубопроводы и другие элементы отопительных и водопроводных систем запрещается вблизи легковоспламеняющихся предметов.
Газовая сварка – универсальный метод для создания прочного соединения металлов, соединять можно металлические детали разного размера в любых комбинациях.

Для традиционной сварки нужно иметь специальное оборудование и опыт проведения сварочных работ
Высокая температура струи сгорающего газа позволяет расплавить металл в области локального прогрева, и варить металл на молекулярном уровне. Требует дорогостоящего оборудования и высококвалифицированных сварщиков.
Как установить регистр отопления
Установить регистр отопления может каждый хозяин без привлечения к работам мастера. Чтобы упростить сборочные операции, предварительно необходимо подготовить каждый из элементов отопительной системы согласно проекту.
Одно из главных предъявляемых требований – качественное соединение регистра с трубопроводами. Оно должно выдерживать максимально допустимую нагрузку – 10 МПа. Если стыковка производится посредством сварки, нужно следить за качеством швов.
Регистры рекомендуется размещать вдоль одной стены. При этом необходим минимальный уклон по направлению движения теплоносителя – до 0.05% от длины прибора.
Располагать регистры отопления необходимо поближе к половой поверхности. Чем больше диаметр основной трубы, тем меньше будет сопротивление для циркулирующего теплоносителя.

Эффективность прибора зависит от большого числа факторов, среди которых площадь нагрева, прямо пропорциональная длине и диаметру труб. Наибольшее распространение в быту получили модели со следующими характеристиками:
- Рекомендуемый диаметр труб – от 25 до 160 мм
- Соединительные перемычки у секционных моделей – от 30 мм
- Расстояние между основными трубами – от 50 мм
- Максимальное давление – 10 МПа
- Материал – высокоуглеродистая сталь
Изготавливаем регистр своими руками
Каждый, кто умеет работать со сварочным аппаратом, способен изготовить регистр отопления самостоятельно. Несложную конструкцию можно будет наполнить антифризом или маслом.
Вводное видео по изготовлению
Чтобы сделать отопительный прибор своими руками, рекомендуется следовать инструкции:
- Нужно подготовить трубы подходящих диаметров и нарезать заготовки
- Внутренняя часть трубы проверяется и при необходимости зачищается, чтоб снизить и без того высокое сопротивление для циркулирующего теплоносителя
- С торцов привариваются заглушки, в некоторых из них высверливаются отверстия

Трубками меньшего диаметра (вертикальные) соединяются более толстые (горизонтальные) Необходимо смонтировать краны для удаления воздуха, который будет скапливаться с краев Все швы аккуратно и качественно зачищаются, поверхность окрашивают масляными красками
В переносных конструкциях необходимо установить нагревательный тэн мощностью от 1.5 до 6 Вт, который будет работать от обычной розетки. Если система работает от отопительного котла, эффективность регистров можно увеличить за счет установки мощного циркуляционного насоса.
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Расчет параметров и чертеж
Первый этап изготовления регистра отопления своими руками – это проектирование. Понятно, что на глаз нормально сделать регистр отопления не получится. Поэтому необходимо провести ряд дополнительных расчетов, опираясь на которые можно будет подобрать оптимальный теплообменник. При изготовлении регистров отопления нужно учесть много факторов:
Перед тем как сделать регистры отопления своими руками надо понимать, что это ведь отопительный прибор, значит, должен прогревать определенное помещение. Его теплоотдача должна соответствовать ситуации, не ставить же в маленькую комнатушку теплообменник во всю стену. На один метр должно приходиться от 100 до 200 киловатт, в зависимости от региона. Есть формула расчета теплоотдачи регистров отопления. Он включает в себя следующие значения:
- длина теплообменника в метрах;
- внутреннее сечение в метрах;
- коэффициент теплопроводности металла;
- дельта температур подачи и обратки;
- число «П».
Чтобы определить теплоотдачу нужно перемножить все составляющие расчета. Конечно же, из этой формулы можно отдельно определить каждое из вышеуказанных значений. Так, зная квадратуру помещения можно определить, какие габариты должны быть у конструкции. Зачастую самодельные регистры для отопления изготавливаются из подручных материалов, поэтому выбирать некоторые параметры нет возможности. Приходится подгонять всю конструкции под уже имеющиеся характеристики, при этом не стоит забывать о функциональности теплообменника.
При расчете длины теплообменника, нужно поминать, что полученное значение указывает на общую длину труб.
Например, по формуле получили значение в пять метров. Значит, для отопления подходит как одна пятиметровая труба по периметру, так и несколько отрезков, сумма длины которых будет составлять те же пять метров. Суть в том чтобы сохранялась площадь теплообмена.
Есть два метода размещения основных (толстых) труб:
В принципе при изготовлении разницы нет. Если взять горизонтальную конструкцию и повернуть на 90 градусов по часовой стрелке, получится вертикальный теплообменник. Это будет иметь значение при установке на контур.
Вот и вся разница между вертикальным и горизонтальным регистром
Помимо этого крепление регистров отопления осуществляется специальными перемычками. Таких перемычек может быть одна или две. Также соединение горизонтальных участков может осуществляться муфтами того же диаметра, которые ввариваются в торец. Это так называемые змеевиковые регистры. Можно выбирать любой метод сборки регистра отопления из труб своими руками, главное, чтобы хватило навыков для его исполнения.
Хотите узнать больше о тэнах для радиаторов отопления, особенностях выбора и эксплуатации?
Отзывы про инфракрасное отопление можно прочитать тут.
Чтобы не усложнять процесс изготовления регистра, будем использовать схему соединения горизонтальных участков двумя патрубками. Регистр отопления, чертеж:
Чертеж регистра отопления
Для работы нам понадобится:
- три одинаковых отрезка трубы;
- четыре соединительных патрубка;
- шесть заглушек.
Расстояние между трубами регистра отопления может быть и большим, но никак не меньшим. При этом если используются трубы большого диаметра, расстояние меду ними определяется по формуле: диаметр х 1,5. Такое расстояния является оптимальным. Следующий этап – это сварка.
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго — это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
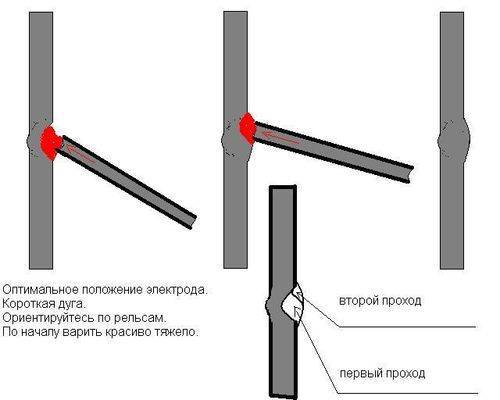
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют
Как просто и быстро варить трубы начинающим сварщикам

Watch this video on YouTube
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Руководство по сварке отопительных труб
- Соединение пластмассовых труб
- Сварка труб сделанных из металла
- Сварка отопительных труб в действующем трубопроводе
Для создания хорошей и практической системы обогрева в доме проходит сварка системы обогрева. Соединение металлических и пластмассовых труб слегка отличается и устанавливается назначением или используемыми агрегатами.
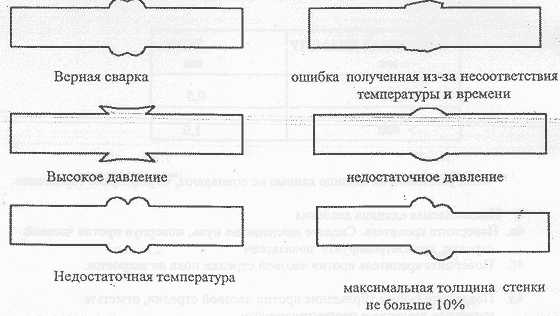
Ошибки при сварке труб встык.
Соединение пластмассовых труб
Соединение полипропиленовых компонентов системы отопления осуществляется двумя вариантами:
- раструбной сваркой, когда один конец трубы входит в другой;
- муфтовой сваркой с применением добавочной детали — муфты.
Соединение труб сваркой встык.
Полипропиленовые детали системы обогрева соединяются при помощи диффузионной сварки, которая собой представляет процесс нагревания индивидуальных частей системы специализированным паяльником, имеющим мощность в 1500 В и работающим с напряжением 220 В. Усредненное время нагрева составляет 5 с. По собственным физическим свойствам полипропилен начинает плавиться при температуре 270°С. Нужное значение для нагревания выставляют на специальном регуляторе температуры, которым оборудован каждый аппарат.
Сварка полипропилена меняется и в зависимости от периода года. В зимнее время и во время работ вне помещения время нагрева нужно расширить. Это же правило применимо к элементам крупного диаметра, для которых время нагрева составляет не меньше 30 с.
Насадки паяльника одновременно подогревают детали, предназначающиеся для соединения отопительных элементов (труба и муфта). При нагреве на деталях появляются «отбортовки». После завершения нагрева детали снимают с насадок и объединяют вместе, одинаково нажимая с обеих сторон. Разогретые детали нельзя сдвигать или вращать после соединения, так как это будет причиной нарушение шва соединения. Для оснащения крепкого сцепки соединенные детали держат не меньше 30 с.
Если поверхность труб обрела коричный цвет, это говорит о чрезмерном нагреве и горении.
Вернуться к началу
Сварка труб ПП: 1. Раструб фитинга. 2. Фаска на срезе трубы. 3. Ограничительный хомут. 4. Гильза нагревательного устройства. 5-6. Шов сварки.
Конструкции из металла, которые входят в систему обогрева, объединяют способом электрической сварки. Для реализации этого варианта применяют железные электроды, проводящие переменный ток и выполняющие функцию «присадки», заполняющей шов сварки.
Перед выполнением соединения детали нужно почистить от песка, грязи и мусора. Если понадобится поровнять деформированные концы или срезать их. Для проведения дуговой сварки поверхности у края деталей зачищают на ширину не меньше 10 мм. Соединение деталей по окружности проходит в непрерывном режиме.
Кол-во слоев дуговой сварки устанавливается толщиной стенок отопительных труб. 2 слоя — толщина до 6 мм, 3 слоя — 6-12 мм, 4-ре слоя — более 12 мм. Каждый законченный слой перед совершением следующего очищается от шлаков.
Для первого слоя применяют ступенчатую наплавку. Для слоев — сплошную. При соединении проходит разбивка ступенчатой наплавки на определенные участки, и выполняется их соединение через один.
Монтаж отопительного комплекса просит большого внимания и ответственности в отношении первого слоя. В другом случае участок с браком придется вырубить и провести всю работу снова.
При накладывании на первый слой дальнейших слоев трубы медленнее и одинаково поворачивают. Начинать дальнейший слой следует, смещаясь на маленькое (1,5-3 см) расстояние от начала предыдущего. Последний слой должен медленно перейти в ключевой металл, быть ровным и гладким.
Вернуться к началу
Сварка теплоснабжения под давлением вызывает немалые трудности, так как магистрали из труб нередко размещают в узком канале или очень плотно возле стен строения. Для выполнения работ по сварке режут отверстие, чтобы сделать сварку поверхности внутри. А потом проваривают другую поверхность трубы.
Начинают процесс с центра участка снизу трубы. Электрод размещается перпендикулярно для хорошего выполнения потолочного шва. Для соединения вертикальных швов нужно скорректировать расположение электрода. Он обязан быть направлен под угол вверх. Вертикальные швы можно сделать при помощи точечной сварки.
Монтаж контура отопления методом холодной сварки
Холодная сварка – это соединение двух и более элементов без их прогрева. Соединение образуется за счет химических реакций, протекающих в клеящем веществе. Пластичность, высокая адгезия и быстрое застывание в монолитную массу — это отличительные особенности компонентов, применяемых для холодной сварки.
Клеящий состав может включать в себя различные элементы, для улучшения механических характеристик клеевых швов. В основе составов, как правило, присутствуют эпоксидная смола, и наполнитель — отвердитель. На упаковке указано, можно ли холодной сваркой заварить трубы отопления, или это состав для ремонта пластиковых труб контура подачи холодной воды.

Холодная сварка — это пластичная масса, которая обеспечивает герметичное соединение труб
Различают два вида компонентов для холодной сварки:
- Пластичное двухкомпонентное вещество, которое непосредственно перед применением необходимо тщательно размять для смешивания компонентов. Преимущество холодной сварки этого вида: состав быстро готовится, долго хранится, требует минимальной подготовки перед применением. Недостаток: быстро застывает, необходимо наносить очень тщательно, рекомендуется использовать как можно быстрее после приготовления.
- Жидкие компоненты. Перед началом нанесения требуется соединить вещества в должной пропорции, и клей готов к применению. Преимущества жидкого состава для холодной сварки: клеящее вещество без труда проникает вглубь соединения, образуя при застывании прочный слой, устойчивый к механическим воздействиям. Недостаток: требует специальных условий для длительного хранения. Для разных материалов – пластик, металл – требуются разные химические компоненты.
Основное преимущество, которым отличается холодная сварка любого вида, это возможность проводить быстрый ремонт участка водопроводной, отопительной или канализационной системы без отключения подачи воды. Сварку, или в данном случае, склеивание компонентов можно производить в условиях повышенной пожарной опасности.
В качестве ремонтного состава для чугунных радиаторов отопления следует тщательно готовить поверхность к применению холодной сварки. Несмотря на прочность соединения, восстановленный участок может не выдержать испытаний максимальным давлением.
Для пластиковых водопроводных систем метод холодной сварки признан одним из лучших решений для локального ремонта при невозможности замены поврежденного элемента. Также холодную сварку успешно применяют для восстановления герметичности стыковых швов на фитингах пластикового водопровода.
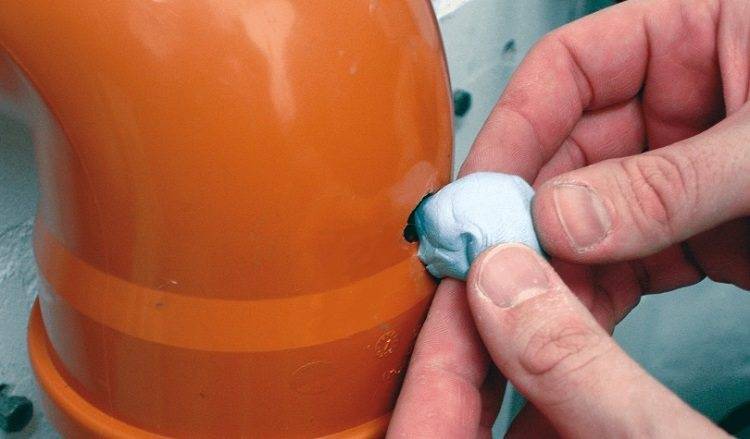
Холодная сварка — это эффективный метод для срочного ремонта любых труб
Время ожидания готового состава холодной сварки: от 2 до 20 минут, в зависимости от целевого назначения. Температурный диапазон – от 0 до 1300 градусов.
Достаточно подробно ознакомиться с инструкцией по применению, и монтаж системы будет успешно осуществлен. Для работы потребуется:
- емкость для приготовления состава;
- перчатки, чтобы избежать попадания состава на кожу. Их рекомендуется смочить водой;
- тонкий шпатель, для нанесения вязкого состава в область использования;
- соблюдение правил безопасности при работе с химическими компонентами.
При попадании состава на кожу или в область глаз рекомендуется промыть пораженный участок кожи и при возникновении ощущения жжения обратиться к врачу, имея при себе упаковку от компонентов «холодной сварки».
Уменьшение теплоотдачи.
В целях энергосбережения, становиться актуальным уменьшение теплоотдачи труб на тех участках коммуникаций, которые не используются по назначению, например при переходе из одного здания в другое или в неотапливаемом помещении.
Для этого есть множество вариантов использования теплоизоляционных материалов. Производители представляют на выбор достаточно широкий ассортимент, начиная от дешевых стекловолоконных и заканчивая более дорогими типа пенополистирола. Можно приобрести трубы с уже встроенными в нее утеплительными элементами.
Подведя итог, делаем выводы, что использование подобных расчетов помогает существенно сэкономить и избежать многих технических препятствий при проектировании систем водо- и теплообеспечения.
Вообще-то вы отчаянный человек, если решились на такое мероприятие. Теплоотдача трубы, конечно же, поддается расчетам и существует великое множество работ по теоретическому расчету теплоотдачи различных труб.
Начнем с того, что если вы затеяли проводить в доме отопление своими руками, то вы человек упорный и целеустремленный. Соответственно, уже составлен проект отопления, выбраны трубы: либо это металлопластиковые трубы отопления либо стальные трубы отопления. Радиаторы отопления тоже уже присмотрены в магазине.
Но, прежде чем всё это приобретать, то есть на проектном этапе, необходимо произвести условно-относительный расчет. Ведь теплоотдача труб отопления, просчитанная в проекте – это залог теплых зим для вашей семьи. Здесь ошибаться нельзя.
Методы расчета теплоотдачи труб отопления
Почему делается обычно упор на расчет теплоотдачи именно труб отопления. Дело в том, что для радиаторов отопления производственного изготовления все эти расчеты сделаны, и приводятся в инструкциях по применению изделий. Исходя из них, вы спокойно можете рассчитать необходимое количество радиаторов в зависимости от параметров вашего дома: объем, температура теплоносителя и т.д.
Таблицы.
Это квинтэссенция всех необходимых параметров, собранных в одном месте. В Сети сегодня размещено великое множество таблиц и справочников для онлайн расчета теплоотдачи труб. В них вы узнаете, какова теплоотдача стальной трубы или чугунной трубы, теплоотдача полимерной трубы или медной.
Все, что необходимо при пользовании этими таблицами – знать начальные параметры вашей трубы: материал, толщина стенок, внутренний диаметр и т.д. И, соответственно, внести в поиск запрос «Таблица коэффициентов теплообмена труб».
В этот же раздел по определению теплоотдачи труб, можно отнести и использование мануальных Справочников по теплообмену материалов. Хотя, их все труднее и труднее находить, вся информация перекочевала в Интернет.
Формулы.
Теплоотдача стальной трубы считается по формуле
Qтр=1.163*Sтр*k*(Tводы – Твоздуха)*(1-кпд изоляции трубы),Вт где Sтр – площадь поверхности трубы, а к – коэффициент теплопередачи от воды к воздуху.
Теплоотдача металлопластиковой трубы рассчитывается по другой формуле.
Где — температура на внутренней поверхности трубопровода, °С; t
c -температура на наружной поверхности трубопровода, °С;
Q —
тепловой поток, Вт;
l
— длина трубы, м;
t
— температура теплоносителя, °С;
t
вз — температура воздушной среды, °С; a н — коэффициент наружной теплоотдачи, Вт/м 2 · К;
d
н — наружный диаметр трубы, мм; l — коэффициент теплопроводности, Вт/м К;
d
в
—
внутренний диаметр трубы, мм; a вн — коэффициент внутренней теплоотдачи, Вт/м 2 · К;
Вы прекрасно понимаете, что расчет теплопроводности труб отопления – величина условно-относительная. В формулы вносятся усредненные параметры определенных показателей, которые могут, и отличаются от реально существующих.
Например, в результате проводимых экспериментов выяснено, что теплоотдача полипропиленовой трубы, расположенной горизонтально, чуть ниже, чем у стальных труб того же внутреннего диаметра, на 7-8%. Именно внутреннего, так как у полимерных труб толщина стенки немного больше.
Многие факторы влияют на итоговые цифры, полученные в таблицах и формулах, именно поэтому всегда делается сноска «примерная теплоотдача». Ведь в формулах не учитываются, например, теплопотери через ограждающие конструкции здания, выполненные из разных материалов. Для этого существуют соответствующие Таблицы поправок.
Тем не менее, воспользовавшись одним из методов определения теплоотдачи труб отопления, вы будете иметь общее представление о том, какие трубы и радиаторы отопления вам нужны для дома.
Удачи вам, строители своего теплого настоящего и будущего.
Подготовка поверхности
Перед тем как варить трубы электросваркой, нужно подготовить их к процессу соединения. Последовательность подготовки поверхности:
- Трубы должны соответствовать всем параметрам, которые указанны в проекте. По всей длине они должны иметь равномерную толщину стенок, а срез должен быть круглым.
- Трубу подрезают под углом в 90° и на расстоянии в 1 см от среза зачищают до блеска.
- Затем срез обезжиривают. Для этого удаляют все масляные подтеки и счищают ржавчину. Если есть краска, то ее снимают.
При необходимости торец дополнительно обрабатывают. Кромка среза трубы должна иметь угол раскрытия в 65° с величиной притупления до 0,2 см. Такой срез поможет качественно соединить изделия.
Виды сварки
Суть процесса такова: металл или сплав при нагревании деформируется – плавится, и при стыковке с краем другого металлического изделия происходит взаимное проникновение частиц материала. Сформированные таким образом новые связи относятся к молекулярным, что и обеспечивает высокую прочность шва.

По методу сварка классифицируется на три группы.
- Термическая – сварка плавлением (дуговая, лазерная и так далее).
- Термомеханическая – осуществляется с помощью магнитоуправляемой дуги (стыковая).
- Механическая – посредством трения или взрыва.
В качестве источника нагрева выступают различные элементы, в зависимости от их природы варить трубы можно 4 методами:
- дуговая сварка;
- газовая;
- лазерная;
- плазменная.
Сам процесс может быть ручным, автоматизированным и механизированным. При этом доля ручного метода даже на предприятиях составляет не менее 20–30%, а при монтаже готовых систем отопления в зданиях она резко увеличивается.

Инструкция по самостоятельному изготовлению регистров
Изготовить своими руками проще всего стальной теплообменник, хотя и его сборка потребует навыков по работе со сварочным и шлифовальным оборудованием и соблюдения определенных правил.
- Перед монтажом необходимо выполнить расчеты и чертеж, на котором будут указаны размеры труб и соединительных элементов, расположение арматуры и узлов подключения. Чертеж поможет точно подсчитать количество и параметры расходных материалов.
- Просвет между секциями берется 1,5D или D+0,5 см, где D – диаметр трубы. Расстояние между параллельными участками змеевикового регистра рассчитывается в зависимости от используемого дугового элемента или радиуса поворота (R) при использовании трубогиба. В первом случае расстояние равно удвоенной разнице высоты дугового элемента (F) и диаметра: 2(F-D). Во втором случае расстояние будет равно 2R-D. При меньшем расстоянии снижается теплоотдача.
- Так как при монтаже используется сварочное и шлифовальное оборудование, обязательно надеть защитную одежду и обувь, а лицо защитить специальной маской или очками.
- Для эффективной работы регистра необходима строгая параллельность его секций, проконтролировать этот параметр в ходе работ помогут уровень, отвес и строительный уголок.
- В верхней точке регистра, наиболее удаленной от подающей трубы устанавливают воздухоотводчик, позволяющий избавиться от воздушных пробок в контуре. При установке параллельного теплообменника с коллекторами воздухоотводчики ставятся в верхней точке каждого коллектора.
- Для закрепления регистра потребуются стойки и кронштейны. Чем массивнее конструкция, тем больше крепежных элементов потребуется.
Порядок работ
- Производится уборка рабочего пространства.
- Размечаются и нарезаются в соответствии с чертежом элементы регистра.
- Внутренняя и внешняя поверхности труб, а также края отверстий очищаются от мусора и ржавчины стальной щеткой.
- Заглушки очищаются от мусора и налета. В двух заглушках высверливаются отверстия для подключения к отопительному контуру.
- Привариваются заглушки, перемычки и соединительные патрубки или коллекторы в соответствии с чертежом. Параллельность секций проверяется после присоединения каждого элемента.
- Зачищаются сварные швы.
- Проверяется герметичность получившегося регистра: выходное отверстие герметично закрывают, а через входное заливают воду под давлением. Если на швах появились даже маленькие капли, необходимо слить жидкость и дополнительно проварить шов.
- При необходимости покрывают теплообменник термостойкой краской по металлу.
- Закрепляют регистр на опорных и подвесных элементах.
- Подключают к системе отопления.
Замена батарей отопления с помощью резьбового соединения.
Сторонники этого способа замены системы отопления отмечают, что применение резьбового соединения различных ее частей имеет целый ряд преимуществ.
- Простота монтажа всей системы отопления. Как правило, в каждой квартире можно найти места, достаточно труднодоступные для сварки. И в этом случае выполнить сварочные работы на высоком уровне сможет только высококвалифицированный сварщик. А применение резьбового соединения сводит весь процесс работы к элементарному закручиванию частей друг в друга по принципу обычного конструктора.
- Демонтировать систему отопления на резьбовом соединении тоже довольно просто – трубы здесь не надо резать, а требуется просто открутить их друг от друга.
- Резьбовое соединение увеличивает и безопасность монтажных работ, так как не требует применения высокой температуры, а следовательно, и не способно привести к нечаянному возгоранию.
- При применении резьбового соединения все работы по монтажу системы отопления занимают гораздо меньше времени, чем при применении сварки. В некоторых случаях эта разница во времени может достигать 70%.
- Стоимость такого монтажа также ниже, чем стоимость работы квалифицированного сварщика.

Но сколь бы не были велики достоинства этого способа монтажа системы отопления, количество людей, применяющих в этом случае газовую сварку, достаточно велико. И этому есть вполне простые объяснения.
Преимущества
- Холодная сварка для батарей и труб обеспечивает надежный результат заделки трещин и течей в системе водопровода бытового использования;
- Процесс заделки не требует дополнительных технических устройств и прочих приспособлений;
- Использование холодной сварки является более безопасным процессом, чем горячей;
- Себестоимость наложения одного шва намного ниже, чем у других способов;
- Во время создания шва трубы не поддаются температурной обработке, что не портит их, а также не создает напряжений и деформации на металле;
- Нет сложности в проведении работ с разной толщиной изделий;
- Холодная сварка подходит для пластиковых труб и прочих изделий, так как относится к универсальным скрепляющим веществам;
- Скорость проведения ремонты является относительно высокой и все не займет много времени;
- Холодная сварка для труб отопления доступна во многих местах, где продаются соответствующие товары и ее можно без проблем приобрести в любой момент.
Видео
В частных домах всегда есть несколько подсобных или технических помещений, где требования к интерьеру невелики. Но обогревать их все равно нужно, и чтобы не тратить средства на покупку современных радиаторов, туда можно установить стальной регистр, сваренный из труб. И, хотя всем доводилось видеть подобные незамысловатые отопительные приборы воочию, не каждый знает их устройство. Этот материал – в помощь тем домовладельцам, кто хочет самостоятельно изготовить, установить и подключить регистры отопления к своей системе.
Особенности труб для отопительной системы

Для водопровода, рассчитанного на холодную воду, систем отопления и горячего водоснабжения существуют отдельные виды труб из полипропилена, существенно отличающихся по своим техническим показателям.
Так не следует использовать трубы, предназначенные под холодную воду для установки системы отопления, поскольку их материал не выносит высоких температур.
Если же вам необходимо приобрести трубы для установки теплого пола, то следует выбирать специальные изделия, хорошо адаптированные для этих целей.
Преимущества полипропиленовых труб
Широкую область применения данный стройматериал получил благодаря своим несравненным характеристикам, а именно:
- доступной стоимостью;
- ремонтнопригодностью;
- простотой монтажа;
- устойчивостью к химическим воздействиям и коррозии;
- долговечностью;
- экологичностью;
- надежностью и т.п.
Помимо этого на внутренних стенках таких труб не оседают минеральные отложения, а сварка отопления при помощи них имеет невысокую цену.
Единственный недостаток полипропилена — низкая огнеупорность. Он запросто возгорается и является неустойчивым к очень высокой температуре.
Лидеры продаж
Для ещё более ясного понимания, что такое распределительная гребёнка и как выбрать лучший прибор для себя — необходимо посмотреть лидеры продаж за последнее время. Из этой информации, можно узнать каким требованиям должен соответствовать и какие новые функции добавили производители.
Вашему вниманию предстанут 2 распространенных по всему миру вида распределительной гребёнки и распределительного коллектора, которые обладают самыми современными функциями:
- Распределительная гребёнка Rehau Rautitan на 2 трубы.Совмещает в себе невыскоую цену и отличное качество. Производитель — знаменитая компания Rehau. Средняя цена по России составляет 700 рублей. Служит для регулирования теплоносителя на нескольких контурах. К прибору можно подключить как обычную холодную воду, проходящую по трубам, так и систему тёплого пола, а также прочие отопительные приборы. Монтаж гребёнки облегчённый благодаря надвижным гильзам при помощи, которых она присоединяется к трубам. Выполнен из латуни, этот материал отличается долгой службой и высокой прочностью.
- Распределительный коллектор Rehau Rautitan HLV на 11 групп.Коллекторы имеют те же функции что и гребёнки, отличие лишь в количестве подключений — у коллектора их гораздо больше, подключения производятся группами, на холодную и горячую воду отдельно. Компания Rehau доказала высокое качество выпускаемых приборов. Об этом говорят многочисленные покупки Россиянами коллекторов и гребёнок именно от их компании. Распределительный коллектор Rehau Rautitan HLV разветвляет контуры систем радиаторной разводки. Все приборы прошли обязательную проверку качества и необходимые испытания, в том числе проверку давления в экстренных ситуациях. Также как и гребенка, коллектор этой компании сделан из латуни, что говорит о высоком качестве и долговечности. Средняя цена в России на распределительный коллектор Rehau Rautitan HLV — 11 000 рублей. В комплект входит: евроконус, шаровые краны, присоединительные ниппели и встроенный воздушный клапан.
Рынок современных технологий каждый день наполняется новинками, распределительные гребёнки и коллекторы дополняются удобными функциями для удобства применения. Все они имеют свои положительные, и в редких случаях, отрицательные качества. Чтобы выбрать правильную распределительную гребёнку или коллектор для своего дома или квартиры следует узнать максимум об этих приборах тогда, ошибиться в выборе будет трудно.
Как сварить отопление из железных труб Справочник металлиста
Выполняя монтаж труб отопления, зачастую приходится их соединять методом сварки. Конечно, в некоторых случаях может подойти и резьбовое соединение, однако процентное соотношение такого способа гораздо меньше.
Сварка металлических труб отопления
Что касается сварки стальных труб, то такой метод имеет несколько разновидностей. Например: ручная электродуговая, газовая сварка (полуавтоматическая, автоматическая). Для соединения стальных элементов отопления зачастую применяется первый вид сварки.
Чтобы сварить стальные трубы ручной дуговой сваркой, нужно использовать специальные электроды, выполняющие функцию присадки. Они выполняют две функции: проводят ток к дуге и заполняют шов. Их состав, размеры и прочие характеристики установлены ГОСТом. Сегодня в Сети можно встретить достаточно видео, где показано, как выполняется тот или иной вид сварки.
Регистры отопления из стальных труб.
Технология же ручной дуговой является достаточно простой, поэтому его выполнять можно своими руками. Все начинается с подготовки.
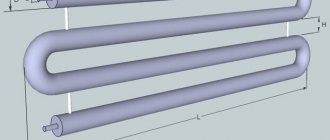
Конструкция отопительных регистров
Отопительные приборы в виде регистров представляют собой конструкцию из нескольких вертикальных либо горизонтальных трубопроводов, сообщающихся между собой с помощью перемычек. При этом соединительные элементы могут иметь различную форму и размер. В зависимости от их расположения выполняется классификация.
Строение регистра
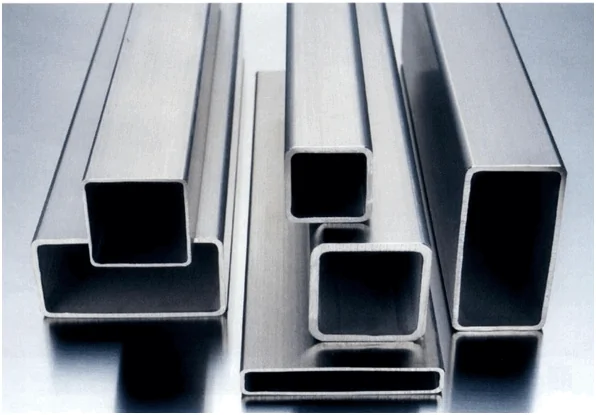
Для изготовления отопительных регистров применяются гладкие трубы из углеродистой стали с круглым сечением, а также квадратные и прямоугольные. Возможно их комбинированное использование. Хорошими материалами для регистров могут быть также нержавеющая и оцинкованная сталь, алюминий, медь, латунь, но они гораздо дороже и более сложны в обработке своими руками.
Наиболее простыми в исполнении считаются регистры отопления из стальной профильной трубы. Они могут выполняться в двух основных конфигурациях: секционного типа и змеевикового (S-образного).

*
В регистре секционного типа несколько отрезков профильного металлопроката с заглушенными торцами располагаются параллельно и соединяются между собой круглыми трубками меньшего сечения. Перемычки обеспечивают заполнение рядов прибора теплоностителем с двух сторон одновременно. При этом чем ближе к краю устанавливаются переходные патрубки, тем выше теплоотдача прибора.

В змеевиковом регистре жидкость проходит S-образно через ряды профильных труб, постепенно остывая. Для придания конструкции жесткости используются дополнительные глухие перемычки. Горизонтальные ряды соединяются попарно змейкой с помощью трубок меньшего сечения, как у секционных моделей, либо отрезков основного профиля. Последний вариант предпочтительнее из-за меньшего гидравлического сопротивления и большей теплоотдачи.
Присоединительные патрубки делают с резьбой или под сварку.Наиболее эффективным вариантом подключения отопительного прибора является схема сверху вниз. Для невысоких моделей и в случае принудительной циркуляции теплоносителя может быть оправдано осуществление входа и выхода снизу.
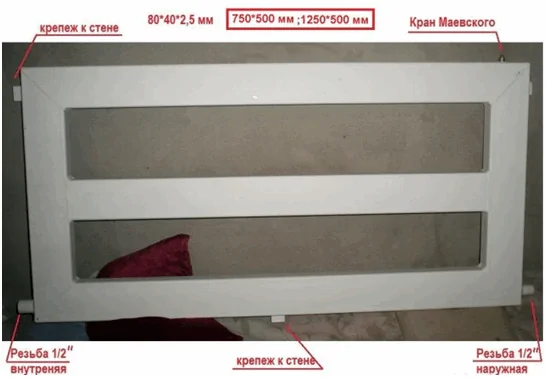
В конструкции регистра обязательно предусматривается кран Маевского или автоматический воздухоотводчик. Его располагают в конце верхнего ряда на резьбовом штуцере для обеспечения возможности замены. Обязательным условием при установке является соблюдение уклона 0,05% в сторону движения теплоносителя.
Регистры бывают как стационарными, так и переносными. Первые работают как элементы общей системы отопления, вторые выполняют задачу локального обогрева. Источником тепла для отдельного мобильного регистра служит ТЭН мощностью 1,5-6 Вт, вмонтированный в корпус.
Важно! Расстояние между рядами регистра существенно влияет на теплоотдачу. Чем ближе трубы друг к другу, тем больше их взаимное влияние, снижающее эффективность работы прибора. Рекомендуется располагать ряды на расстоянии не менее высоты профильной трубы, увеличенной на 50 мм.
*
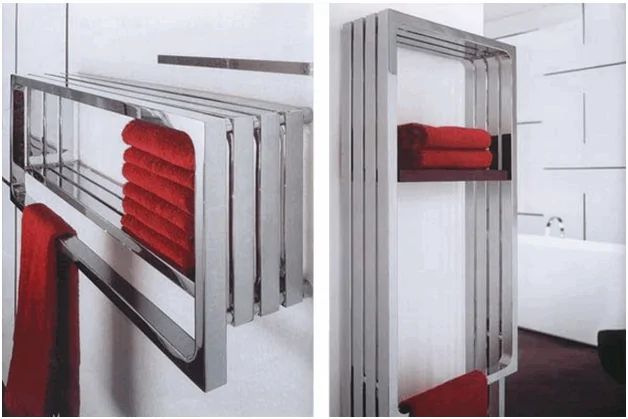
Кроме больших горизонтальных регистров бывают востребованы также маленькие вертикальные модели. При аккуратном выполнении работ можно получить самодельные дешевые батареи отопления из профильных труб, почти не уступающие современным секционным радиаторам по эстетичности.

В некоторых случаях стальные регистры могут оказаться хорошим дополнением к уже установленным в комнате отопительным приборам. Не смотря на более низкую теплоотдачу, чем у радиаторов аналогичного размера, их применение может быть целесообразнее из-за меньшей стоимости.
Высокие вертикальные регистры очень удобны для высоких помещений или вблизи высоких оконных проемов. Они могут удачно вписываться в интерьеры комнат с необычными дизайнерскими решениями. Немного поэкспериментировав с цветом и формой можно получить креативное украшение из простых отопительных приборов.

Преимущества и недостатки профильной трубы
*
Чаще всего регистры отопления делают из гладких водогазопроводных труб круглого сечения. Они дешевле, имеют лучшие гидравлические характеристики для транспортировки теплоносителя, большую прочность на разрыв при небольшой толщине стенки. Чем же вызвано применение профильных труб для изготовления регистров?
Радиаторы отопления из металлопроката квадратного и прямоугольного сечения обладают рядом важных преимуществ:
- компактность прибора по глубине;
- возможность придания привлекательного внешнего вида;
- площадь поверхности больше, чем у круглой трубы той же высоты;
- дополнительные возможности для креативного дизайна нестандартных помещений;
- относительно легко изготавливаются своими руками, не крутятся в процессе работы;
- можно сделать из обрезков труб, оставшихся после строительных работ.
Тем не менее, недостатков тоже хватает:
- профильная труба не предназначена для транспортировки жидкости;
- более низкая устойчивость к гидравлическим ударам и действию высокого давления;
- длина сварных швов больше, чем у аналогичных регистров из круглой трубы, что повышает вероятность протекания и уменьшает общую надежность прибора.
Таким образом, перед принятием решения о целесообразности применения регистров из профильных труб следует оценить все возможные варианты, внимательно проанализировать условия эксплуатации и требования, которым должны соответствовать отопительные приборы в каждом конкретном случае.
Выбор параметров
Параметры отопительного регистра определяются на основании требуемой теплоотдачи. Самые точные значения дает подробный теплотехнический расчет теплопотерь через ограждающие конструкции, но поскольку он довольно трудоемкий рассмотрим альтернативные варианты.
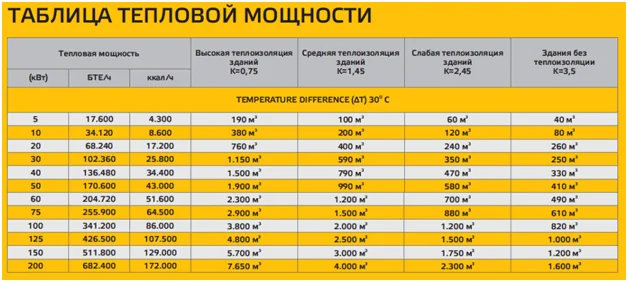
Очень приблизительно для типичного утепленного помещения с высотой не более 3 м можно принять 1 кВт тепловой мощности на 10 м2. Более точные значения можно определить по приведенной таблице в зависимости от качества теплоизоляции и объема помещения.
* Теплоотдача 1 м.п. профильной трубы определяется по формуле:
Q=K ·F · ∆t,
где:
K – коэффициент теплопередачи, Вт/(м2 · 0С), для одиночной трубы K = 11,3 Вт/(м2 · 0С);
F – площадь поверхности трубы, м2, F = 2· (a+b) · l,
где a и b – размеры сторон поперечного сечения, а l – длина трубы соответственно, м;
∆t – температурный напор, 0С, ∆t= 0,5·(t1 + t2) – tк,
где t1 и t2 – температуры теплоносителя на входе и выходе прибора; tк – температура в комнате.
Необходимая длина труб рассчитывается путем деления требуемой тепловой мощности на теплоотдачу 1 м трубы. Количество рядов определяется с округлением в большую сторону и обуславливается наличием свободного места и конфигурацией помещения. Для полученного числа уточняется значение теплоотдачи с учетом взаимного облучения труб с помощью понижающего коэффициента 0,9 на каждый ряд.
Длина регистра может приниматься конструктивно с учетом особенностей помещения и расположения оборудования. Например, если имеется большое окно, то желательно, чтобы длина ниток была не менее размера окна, создавая широкую тепловую завесу для холодного воздуха.
Совет! В ряде случаев есть смысл брать длину регистра по всей ширине помещения. Это обеспечит максимально равномерный прогрев помещения. Для таких объектов, как теплицы, это особенно важно.

Сечение профильной трубы принимается либо исходя из имеющегося материала, либо подбирается путем пробных расчетов и нахождения оптимального сочетания сечения и длины рядов отопительного регистра. Чаще всего применяются трубы 60*40, 60*60 и 80*60 с толщиной стенки 3 мм. Большие сечения не желательны, так как повышенный объем теплоносителя будет создавать дополнительную нагрузку на котел.
На заметку: на толщине стенки лучше не экономить. Чем больше толщина стенки трубы, тем дольше прослужит отопительный прибор. Он сможет выдерживать большие скачки давления и более устойчив к действию коррозии.
На основании проведенных расчетов осуществляется окончательный выбор параметров отопительного регистра и составляется чертеж. Согласно принятым размерам заказывается нагревательный прибор или выполняется изготовление регистра своими руками.