07.10.2021 Автор: VT-METALL
Из этого материала вы узнаете:
- Применение сварочного оборудования в зависимости от источника питания
- Применение сварочного оборудования по типу сварки
- Правила эксплуатации сварочного оборудования
- Виды вспомогательного сварочного оборудования
Применение сварочного оборудования обусловлено задачами, стоящими перед сварщиком или сварочным производством. В одних случаях можно обойтись ручной сваркой с минимумом дополнительных приспособлений, в другом – необходима организация целого производства с высокой долей автоматизации.
В целом, сварочное оборудование можно разделить на основное и вспомогательное. В нашей статье мы расскажем, когда применяются различные виды сварочного оборудования и каким правилам эксплуатации должно подчиняться их использование.
Выбор сварочного инвертора для дома и дачи
В зависимости от класса, сварочные инверторы бывают бытовыми, полупрофессиональным и профессиональными. Первые доступны по цене и сгодятся для несложных работ и периодического использования. Профессиональные (универсальные) инверторы предназначены для ежедневной многочасовой эксплуатации. Золотой серединой можно назвать полупрофессиональные агрегаты. Сегодня я расскажу, какие технические параметры заслуживают внимания при выборе.
Как выбрать инверторный сварочный аппарат для дома по току
В первую очередь советую выбрать максимальный сварочный ток (единица измерения – Амперы, обозначение – Imax). Дело в том, что от тока зависит толщина металла, с которым можно будет работать. Скажем, для варки швеллера, уголка и прочего черного металла до 1 см, хватит инвертора на 160-180 А.
Если придется работать с большей толщиной, нужны все 200 А. В быту практически не используются листы толще 2 см, поэтому ток на 250 А – это явный перебор для дачи и дома. Не стоит переплачивать за лишнюю мощность, лучше отдать эти деньги за технику более высокого класса.
Минимальный ток нужен при работе с нержавейкой, сталью до 2 мм. Обычно нижний предел составляет 10 А, но есть экземпляры, у которых минимум рассчитан на 30-40 А. Такие агрегаты хороши, когда для тонких металлов есть отдельный сварочный полуавтомат.
Проверьте регулировку силы тока. Оптимальные настройки режима для конкретного металла и электрода даёт плавная регулировка.
Yandex.RTB R-A-1479455-2 Как выбрать сварочный инвертор для дома или дачи, если марок насчитываются десятки?

Схемотехника
Инверторные источники сварочного тока могут строиться по самым различным схемам, но на практике преобладают три:
- Однотактный прямоходный импульсный преобразователь с ШИМ-регулированием и рекупераций энергии. Такие инверторы наиболее просты, легки и компактны, но силовые транзисторы переключаются с разрывом тока при ненулевом напряжении, что приводит к значительным коммутационным потерям и большому уровню электромагнитных помех. Схема может быть реализована только на особо быстродействующих мощных MOSFET или IGBT транзисторах, поэтому получила распространение только в начале 2010-х годов. Также для работы схемы требуются мощные диоды с предельно малым временем обратного восстановления. Работоспособность схемы в значительной степени зависит от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы, что требует тщательности проектирования и высокой точности изготовления. Схема применяется в переносных сварочных аппаратах, рассчитанных на небольшую мощность (до 4 кВт). Несмотря на малое число компонентов такие инверторы достаточно дорогие, причем 60-70% стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей.
- Полумостовой или мостовой двухтактный преобразователь с ШИМ-регулированием. Коммутационные потери и уровень электромагнитных помех в них меньше, чем у предыдущего типа, но все таки достаточно высок. Схема обладает большей сложностью и требует большего числа компонентов, но развиваемая преобразователем мощность существенно выше, чем в однотактных схемах (до 10 кВт). Также требуются быстродействующие MOSFET или IGBT с высокой допустимой импульсной мощностью рассеивания, хотя и меньшей, чем в однотактной схеме. Требования к диодам также существенно ниже, чем в однотактной схеме. Работоспособность схемы зависит, но в меньшей степени чем у однотактных, от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы. Гибкость, скорость и точность ШИМ-регулирования позволяет управлять током дуги по сложным законам, что повышает качество сварки. Схема популярна у американских и корейских производителей.
- Полумостовой или мостовой резонансный преобразователь с частотным или фазовым управлением. Наличие специально введенной резонансной цепи позволяет формировать оптимальную траекторию переключения транзисторов при нулевом напряжении или нулевом токе, а также нивелировать влияние паразитных емкостей и индуктивностей. Особых требований к скорости переключения и мощности транзисторов нет, так как коммутационные процессы происходят пассивно. Это позволяет строить такие инверторы с использованием недорогих транзисторов и диодов. Пригодны даже биполярные транзисторы. Мощность резонансных инверторов может достигать десятков киловатт. Однако резонансная цепь должна обладать значительной энергоемкостью и, соответственно, большими размерами. Поэтому такие аппараты получаются достаточно габаритными и тяжелыми. В виду нетребовательности резонансных преобразователей к характеристикам транзисторов цена таких изделий может быть сравнительно низкой. По этой причине большая часть сварочных инверторов производства России и Китая делаются именно с использованием резонансной схемотехники. Доступны резонансные преобразователи и для кустарного изготовления. Резонансный преобразователь имеет сравнительно узкий диапазон и невысокую скорость регулирования, поэтому реализовать на нем можно только сравнительно простые законы управления током дуги.
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.
Недостатки
- До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежные. По состоянию на 2010-е годы цена на инверторные аппараты значительно упала и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
- Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
- Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
- Высокий (а зачастую — опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением так называемой улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях. Однако эти решения существенно удорожают и утяжеляют устройство поэтому нашли применение лишь в профессиональных стационарных моделях. В ряде стран, например, в Канаде, Бельгии и Нидерландах, есть ограничения на применение импульсных источников питания с «жестким» переключение транзисторов. Наиболее ранние типы сварочных инверторов (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевой фазе тока, что существенно сужает спектр электромагнитных помех и уменьшает их спектральную мощность. По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
Определяемся с характеристиками
Выбрать ценовую категорию — это хорошо, но нужно еще и технические характеристики подобрать. Сначала определимся с электропитанием. Если вы выбираете агрегат для частного использования в доме или на даче, скорее всего, вас больше устроит питание от сети 220 В. Сварочные инверторы есть и от 380 В, но вряд ли дома у кого-то есть такие источники. А если есть — выбирайте трехфазные инверторы. Их намного меньше, но они тоже есть.
Сварочный ток
Как выбрать сварочный инвертор по техническим характеристикам? В этом деле исходят из тех изделий и их толщины, с которыми вы планируете работать. В первую очередь выбирают максимальный сварочный ток, который может выдать агрегат. Обозначается Imax, единица измерения — Амперы.
Есть достаточно четкая зависимость между толщиной металла, с которым вы хотите работать, и током, который нужен будет для сварки. Эта зависимость представлена в таблице.
Yandex.RTB R-A-1479455-7
| Диаметр электродов, мм | Толщина металла, мм | Сварочный ток, Амперы |
| 1,5 мм | 1,2 — 2,0 мм | 30 — 75 А |
| 2,0 мм | 1,5 — 3,0 мм | 40 — 100 А |
| 2,5 мм | 1,5 — 5,0 мм | 50 — 120 А |
| 3,0 мм | 2,0 — 12,0 мм | 100 — 150 А |
| 4,0 мм | 4,0 — 20, мм | 120 — 200 А |
| 5,0 мм | 10 — 40 мм | 170 — 270 А |
Если вы собираетесь варить черный металл (уголки, швеллера и т.д.) толщиной не более 1 см, вам достаточно чтобы инвертор мог выдавать 160-180 Ампер. Если хотя бы время от времени, работать придется с большей толщиной, нужен ток до 200 Ампер. Листы железа толще 2 см в быту нигде не используются, так что 220-250 Ампер для дома или дачи явный перебор. Вряд ли стоит переплачивать за ненужную мощность, лучше тогда деньги потратить на приобретение агрегата выше классом (или на хорошую маску-хамелеон, без которой начинающему сварщику будет тяжело).
Кроме сварочного инветрора нужны будут еще защитные рукавицы и маска сварщика

Yandex.RTB R-A-1479455-3
Минимальный ток Imin нужен при сварке инвертором тонких металлов. Если вам нужно будет варить сталь или нержавейку толщиной до 2 мм, вам нужно будет греть свариваемые детали как можно меньше. Тут и понадобится минимальный ток. Как правило нижний предел регулировки 10 А, но есть агрегаты, на которых меньше 30-40 А не выставишь. Они хороши для тех случаев, если для «тонких» операций у вас есть специальное оборудование (например, сварочный полуавтомат).
Важна также организация регулировки силы тока. Она может быть ступенчатой или плавной. Плавная регулировка лучше — она позволяет точнее подобрать режим работы для каждого металла и электрода.
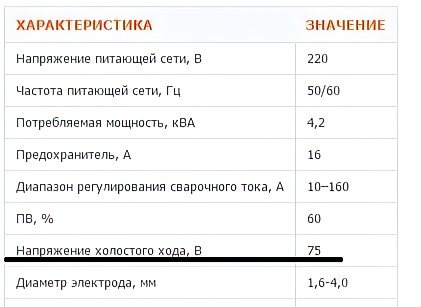
Напряжение холостого хода
Эта характеристика измеряется на включенном оборудовании без нагрузки. Обозначается как Uxx, единица измерения — Вольты (В). Она определяет, насколько легко будет зажигаться сварная дуга и насколько дуга будет стабильна. Диапазон значений — 40-90 В. Чем выше заявлено напряжение холостого хода, тем легче будет идти сварка.
Технические характеристики сварочного инвертора Fubag in 160
Питающее напряжение
Как уже говорили, большая часть инверторов работает от сети 220 В. Но на российских сетях более-менее стабильное напряжение поддерживается только в крупных городах. В сельской местности напряжение в 190 В — это уже хорошо. Но инверторные сварочные аппараты тем и хороши, что они нетребовательны к питающему напряжению. Они спокойно варят при 180-190 В, а некоторые модели и при 150 В могут «тянуть» электрод 3 мм диаметром.
Если у вас в поселке напряжение низкое, обратите внимание на этот показатель. Он прописывается обычно просто как «напряжение» и через тире проставляют минимальное и максимальное значение: например 150-245 В. Иногда можно увидеть такую запись: 220 В +10%, -30%. Это значит, что нормально аппарат будет варить, если питающее напряжение будет находится в пределах от 154 В до 244 В (220 В — 30% = 154 В, и 220 В + 10% = 244 В).
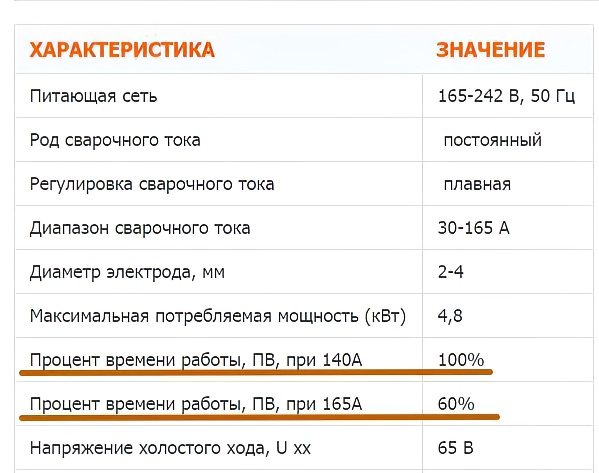
Режим работы на максимальном токе
Если работать вам приходится на максимально возможном токе, то агрегату придется давать время остыть. То есть, какое-то время варите, какое-то время отдыхаете. Эти промежутки считаются на 10 минут, обозначается в технических данных как «ПВ на максимальном токе», измеряются в процентах — %.
Например, если в характеристике стоит ПВ на максимальном токе 40%, это значит, что из 10 минут 4 вы можете варить, а 6 будете ждать, пока аппарат остынет. Нормальными характеристиками считаются хотя-бы 50-60%, хорошими — 70% и выше.
Yandex.RTB R-A-1479455-8 Технические характеристики инверторной сварки ТОРУС-165 МАСТЕР (Torus 165 Master)
Учтите, что это требование касается только максимального тока, или близкого к нему. На средних или низких токах необходимости в принудительных остановках нет. Вам все равно придется время от времени менять электроды или положение, двигать деталь. Так что паузы будут.
Вот и все технические параметры, которые нужны. Теперь вы знаете, как выбрать сварочный инвертор по характеристикам. Но и это еще не все. Есть еще и дополнительные функции. Для новичков они могут быть очень полезны. А еще на выбор могут повлиять некоторые эксплуатационные моменты.
Правила эксплуатации сварочного оборудования
Производители обязаны прописывать в руководствах все основные нормы эксплуатации любого вида выпускаемого оборудования, в том числе сварочных аппаратов и инструментов. В правилах безопасности есть четкие указания, что все виды сварочных работ необходимо проводить согласно установленным требованиям и инструкциям.
Рекомендуем статьи
- Сварка металлических изделий: обзор методов и технологий
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Четкое выполнение правил при применении сварочного оборудования обеспечит не только долгую и бесперебойную работу инструментов и аппаратов, но и безопасность специалиста. А использование дополнительных защитных средств спасут сварщика от воздействия таких опасных факторов в процессе выполнения работ, как ультрафиолетовое излучение, разбрызгивание расплавленного металла и другие негативные моменты.
Не менее жесткие требования предъявляются и к организации рабочего места сварщика. Сюда входят: соблюдение правил пожарной безопасности, порядок подключения электроустановок, а также проветривание используемого для сварочных работ помещения.
Подключение трансформаторов или выпрямителей при электродуговой сварке также выполняют строго согласно инструкции. Необходимо обязательно сделать заземление всех нетоковедущих металлических частей сварочного оборудования и его корпуса. Рабочие плиты, столы, станки и другие подобные элементы рабочего места сварщика также необходимо заземлять.
Система заземления представляет собой контур из медного гибкого провода, но можно использовать и другой электропроводящий металл. Следует отметить, что категорически нельзя последовательно подсоединять к конструкции заземления несколько сварочных установок.
Необходимо знать и соблюдать правила обращения с горелками и электродными держателями. Такие инструменты строго запрещено направлять на людей. Также надо регулярно следить за их состоянием, своевременно делать ремонт и чистку комплектующих.
Сварочное оборудование необходимо содержать только в сухом помещении. При регулярном пользовании сварочным оборудованием следует раз в полгода производить очистку, плановую ревизию, а при необходимости и ремонт. А также своевременно удалять накопившуюся пыль и грязь снаружи и внутри сварочных аппаратов. Во избежание механических повреждений нельзя допускать падений аппаратов и устройств.
Вся ответственность за правильную эксплуатацию сварочного оборудования лежит на сварщике. В его обязанности входят: соблюдение при работе только установленных режимов, использование электросварочных установок строго по назначению, обеспечение их сохранности, а также соблюдение техники безопасности. Важно отметить, что к самостоятельной работе на сварочном оборудовании, без присмотра наставника-специалиста, могут быть допущены только сварщики-операторы, прошедшие полный курс обучения обслуживания и работы на полуавтоматическом и автоматическом сварочном оборудовании, а также вводный инструктаж по правилам безопасности.
При несоблюдении таких условий все виды сварочных работ должны проводиться только двумя специалистами – самим сварщиком и наблюдателем.
Применение сварочного оборудования с соблюдением норм и правил техники безопасности увеличит срок службы устройства и сведет к минимуму риск появления аварийных ситуаций.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.
Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных

Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Виды вспомогательного сварочного оборудования
Виды вспомогательной сварочной оснастки:
- Передвижные каретки. Служат для перестановки в любых направлениях сварочных аппаратов, шланговых держателей, контрольных датчиков, резаков и горелок относительно изделия. Существенно облегчают контроль сварки и резку деталей. Движение кареток происходит по направляющим рельсового типа, предварительно установленным в цехах. Являются очень удобным вспомогательным оборудованием.
- Кантователи. Предназначены для установки детали в поперечной плоскости. Позволяют закреплять изделия любого веса, хрупкости и формы. С помощью такого устройства можно свариваемую деталь повернуть на любой угол, что очень удобно при выполнении таких работ. В комплектацию входят цепные или ременные стропы. Основной технический показатель кантователя – это его грузоподъемность. При выполнении сварочных работ необходимо учесть тот факт, что устройство не рассчитано на поднятие веса свыше заданного.
- Сварочные колонны. Функционально предназначаются для надежной фиксации и передвижении сварочных изделий. Для комфортной эксплуатации и большего удобства можно сочетать с роликовыми опорами. В устройство входят следующие элементы: подъемный механизм, опорно-поворотный элемент, перемещающий привод, каретки, консоли и тумбы. По желанию заказчика могут дополнительно комплектоваться источниками питания и сварочными колонками.
- Опоры роликовые. Обеспечивают равномерное вращение деталей с цилиндрической формой для выполнения качественных внутренних и внешних кольцевых сварочных швов. Устройство состоит из двух секций – с приводом и без него. В первом варианте используется несколько роликовых опор, каждая из которых обладает собственным приводом вращения. Второй вариант представляет собой раму с закрепленными на ней приводными роликами. Сама секция надежно монтируется к полу.
- Вращатели – устройства, предназначенные для закрепления заготовок в максимально удобном для сварщика положении с одновременным вращением их с определенной скоростью. Наиболее часто применяются при ремонтных работах, а также в машиностроении. В использовании довольно просты и удобны. Да и само устройство является нетяжелым и довольно компактным. Устройство функционально оснащается следующими рабочими элементами: прорезями для надежной фиксации деталей, рукоятками наклона, ножными педалями «СТАРТ\СТОП», блоком управления и кнопкой аварийного выключения.
- Оборудование специального назначения. Может представлять собой автоматы для электродуговой сварки, агрегаты для наплавления, трубосварочные комплексы и подобные устройства. Их используют с целью увеличения эффективности и быстроты сварочного процесса в определенных промышленных условиях. Имеют самое разнообразное применение.
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Сварочные инверторы Ресанта. Родина бренда — Латвия, производитель — Китай. Есть три линейки: САИ — модели с максимальным сварочным током от 140 А до 250 А, напряжение питания от 170 В до 250 В. Цена от 6,5 тыс руб за САИ 140, до 14 тыс. руб. за 250 амперную модель.
- САИ ПН — модели, работающие на пониженном напряжении — от 150 В. Цена от 11 тыс. руб. за 160 амперный агрегат, до 18-19 тыс. руб за мощность 250 ампер.
- САИ К — компактные модели, имеющие меньший вес и габариты, а характеристики как у САИ. По цене от 7,3 тыс. руб за 160 амперный аппарат, до 12 тыс. руб за 250 А. Сварочные инверторы Ресанта линеек САИ, ПН (пониженное напряжение) и К (компактные) (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)


- Бытовые модели ARS 165, ARS 205;
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В). Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр». Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки: «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении. FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
![]()
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.

Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.

Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.

Вольфрамовые электроды для аргонодуговой сварки

Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
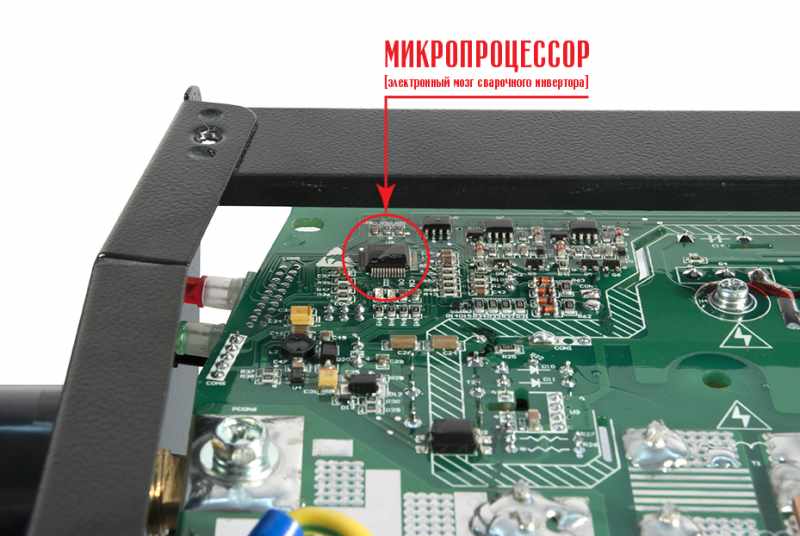
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
История появления методов сварки
Сварочные соединения начали применять еще в древности путем сплавления с помощью оловянной пайки золотых изделий, которые были найдены в египетских пирамидах. В Помпеях во время раскопок были обнаружены свинцовые водопроводные трубы с паяным швом (поперечным).
Также мы знаем, что древние мастера во время ковки путем разогревания металла до пластичного состояния соединяли части изделия. Так появлялись клинки и мечи, состоящие из нескольких полос металла. В Средние Века похожим образом изготовляли большие артиллерийские пушки, усиливая кованую трубу наружными кольцами, которые соединялись с ней при помощи кузнечной сварки. Древние здания, возведенные в эпоху Возрождения, содержат стальные соединения для поддержки несущих конструкций.
Прогресс 19-20-го веков дал новый толчок применению сварочных технологий. Изучение постоянного тока способствовало возникновению новых подходов, одним из которых была электрическая сварка. Первым подобный метод применил профессор Санкт-Петербургской медико-хирургической академии Петров, который в 1802 году открыл дуговой разряд. И он же в дальнейшем использовал метод электрической дуги для расплавления металлов. Сначала при такой сварке использовались неплавящиеся угольные электроды, а затем, в 1988 году, был впервые применен металлический. К сожалению, температура горения дуги была неравномерной, поэтому сам шов получался неровный и пористый. Лишь с использованием флюсов сварочный процесс стал более стабильным и качественным.
Двадцатое столетие ознаменовалось возникновением многих устройств, улучшающих и упрощающих процесс работы. Сварочные аппараты были одними из таких агрегатов. Хотя технологический уровень устройств и отличается от самых ранних, принцип работы остается прежним.
Первый аппарат для сварки с ацетиленкислородной сварочной горелкой был сконструирован в 1903 году, а в 1906 году появились ацетиленовые генераторы для промышленности. В 1940 году осуществлено первое использование вольфрамового электрода с применением гелия, а с 1946 года стал применяться более безопасный и чистый газ – аргон.
С начала 60-х годов 20-го века появилось несколько новых технологий сварки: с использованием нескольких электродов, с помощью порошкового электрода, газолазерная резка.