Виды сварочных аппаратов
Чтобы сделать сварочный аппарат своими руками, необходимо вникнуть в суть вопроса и выбрать одну схему для реализации задуманного, после чего приступать к закупке составляющих.

В зависимости от некоторых параметров принято различать такие типы агрегатов как:
- На переменном токе.
- На постоянном токе.
- Трехфазные.
- Инверторные.

Первый приведенный в списке вид считается самым простым, при желании создать второй вариант устройства нужно внедрить в конструкцию специальный блок и сглаживающий фильтр.

Трехфазные модели можно встретить в промышленности, для домашнего использования подобные агрегаты выбирать нерационально.
Совет! Инверторный тип относится к более сложным аппаратам, без базовых знаний сборки плат и понимания схем за самостоятельное создание профессионалы браться не советуют.

Затраты при самостоятельной сборке
В данном разделе приводится подсчет средств, вложенных в сборку сварочного инвертора. В списке приведены основные элементы оборудования. Все, что не вошло в список, имеет малое значение.
Цена, напротив, указана за одну единицу:
- теплопроводная паста – КПТ-8 200р;
- ферритовый сердечник – 170р;
- катушка провода – ПЭТВ d=1,5 для обмотки трансформатора 550р;
И список деталей:
- силовые диоды VS-150 EBUO4 390р-1шт;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц 230-1шт;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N 300р-1шт;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В 70р;
- резистор силовой SQP3BT 47Ом 9р;
- фильтр подавления ЭМП B82731-N2102-A20 57р;
- конденсаторы 470мКф 450В серия LS 35×45 770р-1шт;
- радиаторы Hs 113-50 50x85x24 180р-1шт;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм 260р;
- диодный мост КЦ405 90-92 27р;
Список материалов и инструментов
При тщательном ознакомлении с конструкцией сварочного аппарата, функционирующего на переменном токе, нужно знать, что подобные образцы имеют показатели первичной обмотки в 220 вольт, а на вторичной оно снижается до 50-60 вольт, после чего идет на электрод, контактирующий с заготовкой.
Прежде чем приступать к сборке оборудования, следует подготовить или приобрести такие элементы:
- Магнитопровод.
- Кабель под обмотку катушки.
- Материалы для изоляции соединений.

Самой универсальной заготовкой специалисты считают заводской трансформатор, некоторые детали отлично подойдут для самостоятельного изготовления простых моделей. Речь идет о магнитопроводе и первичной обмотке, но когда подобных составляющих в наличии нет, то элемент необходимо создать с нуля.
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Блок питания от микроволновки
Рассматриваемая схема сварочного аппарата после сборки должна выдавать минимум 4 кВт, если брать за основную деталь элемент от микроволновой печи, который имеет показатели в 1,2 кВт, его будет недостаточно.
Для работы следует выделить два трансформатора, которые впоследствии потребуется соединить между собой.
Подробный алгоритм действий выглядит так:
- Запитав две детали к сети в 220 вольт, проверяется целостность обмотки.
- Чтобы снять высоковольтную обмотку, нужно распилить магнитопровод.
- С цепи убирается катушка.
- Из медной шины на 10 кв. мм изготавливается сердечник.
- Под первичную обмотку создается диэлектрическая прокладка.
- Соединяется катушка и магнитопровод.
- Все кабеля подключаются в соответствии со схемой.

После установки электрода в держатель можно приступать к проверке работоспособности созданного агрегата, маркировку диаметра более чем 4-5 мм брать не нужно.

Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Оборудование на постоянном токе
Люди, профессионально занимающиеся ремонтом сварочных аппаратов, могут с уверенностью назвать эту модель более стабильной, если рассматривать характеристики дуги. За процесс передачи напряжения отвечает вспомогательная составляющая, которая известна многим как преобразователь, дополненный сглаживающим элементом.
С таким устройством можно варить не только обычный вид металла, но и чугун или нержавейку, поскольку шов получается максимально ровным и аккуратным.
- Перед началом сборки потребуется закупить мощные диоды или транзисторы в количестве 4 штук, каждый экземпляр должен иметь показатель в 200 А.
- В конструкцию входит конденсатор с емкостью в 15 тыс. мкФ и дроссель, при самостоятельной работе следует руководствоваться специальной схемой.
Важно! В момент функционирования трансформатора могут случаться перегревы, что приведет к быстрому выходу диодов из строя, для предотвращения этого эксцесса конструкцию снабжают приспособлением для отвода тепла.
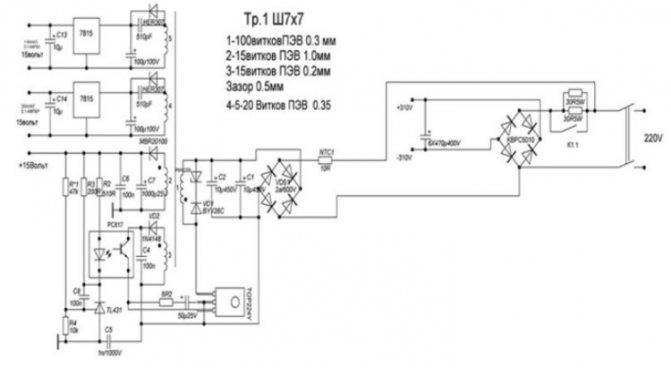
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.

Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
и сглаживается ёмкими электролитами.

Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,
который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.

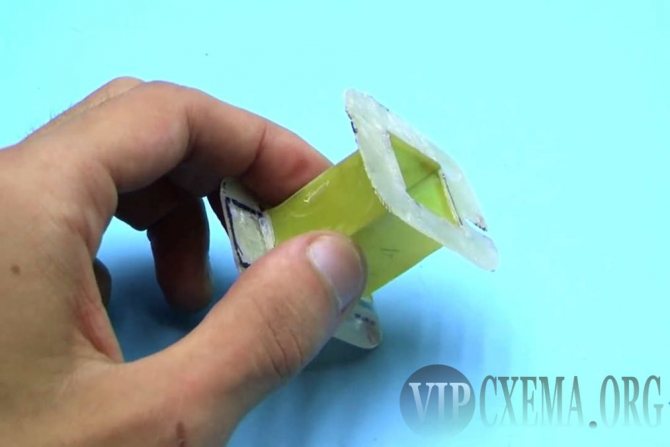
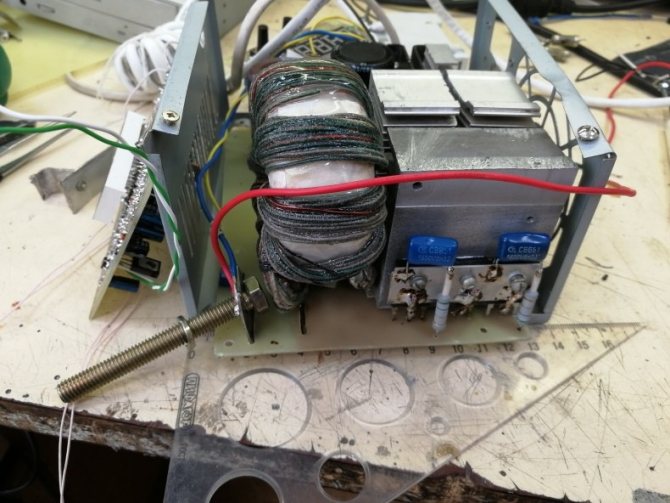
Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.
Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.

Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.

Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.

Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTH20003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
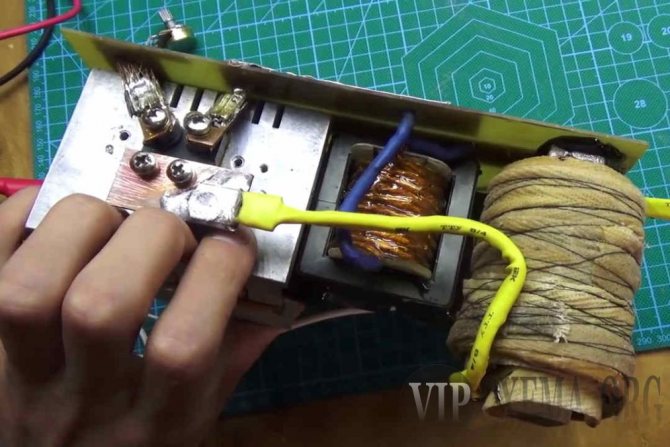
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.

Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.

Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.

Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.
Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.

Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.
Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Агрегат с маленькими габаритами
Качественно собранный инверторный сварочный аппарат не менее полезен как на производстве, так и в домашних условиях при ремонте автомобилей или небольших элементов.
Благодаря подобному виду устройства, можно реализовать точечную сварку, что в некоторых ситуациях будет намного удобней, к тому же вес и размеры коробки довольно компактные, ее легко перенести, подвесив на плечо.
Конструкция включает в себя:
- Диодный выпрямитель.
- Система для управления.
- Силовую часть.
- Диод и дроссель.
- Кулер для охлаждения.
- Обратную связь для контроля над параметрами.

При создании модели потребуется намотать силовой трансформатор собственноручно, базой которого будет ферритовое кольцо. Профессионалы советуют для моста приобрести готовую сборку из полупроводниковых элементов, некоторые составляющие найти дома не получится, их зачастую заказывают или покупают в специализированных магазинах.
Устройство считается достаточно сложным, не имея уверенности в собственных силах, подходящих схем и базовых навыков браться за выполнение процесса не следует.
Приступив к реализации задуманного, многие хозяева замечали, что самостоятельное конструирование инверторной модели обходится не дешевле заводской продукции, поэтому рациональнее всего купить готовый агрегат с заданными рабочими параметрами.

Не менее практичными будут видеоинструкции, благодаря им получится намного быстрей разобраться во всех этапах работы над созданием оборудования.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.











