Инверторный сварочный аппарат – это наиболее популярное оборудование для ручной дуговой сварки в домашних условиях. Именно его советуют приобретать тем, кто только начинает заниматься сварным делом. Поэтому вопрос, какой сварочный инвертор лучше, продолжает сохранять свою актуальность. В этом обзоре мы попытаемся дать на него ответ.
Особенности устройства агрегата
Как видно на фото сварочных инверторов, их конструкция довольно проста. Принцип работы подобных приборов базируется на применении импульсных преобразователей.

Схема сварочного инвертора состоит из:
- самого инверторного устройства;
- выпрямителей (низко- и высокочастотного);
- трансформаторного устройства;
- рабочего шунта;
- блока управления.

Мощность источника питания сварочного аппарата инверторного типа – 220 В. Особенности его работы заключаются:
- в преобразовании тока из постоянного в переменный;
- в понижении высокочастотного напряжения;
- в выпрямлении на выходе пониженного тока.
Характеристики и критерии выбора инвертора
При выборе сварочного аппарата с инвертором в первую очередь необходимо определиться с предполагаемой предельной толщиной и видами свариваемого материала. От этих параметров напрямую зависит мощность и сварочный ток будущего приобретения, а также его цена. В таблице ниже указаны ориентировочные значения минимальных и максимальных токов для различных толщин деталей из конструкционной стали. Для других видов стали и цветных металлов эти значения будут иными, поэтому, если предполагается сваривать нержавейку или сплавы алюминия, необходимо уточнить токовые параметры для этих материалов.
| Толщина металла (мм) | 1÷2 | 2÷3 | 2÷3 | 3÷4 | 4÷6 | 6÷8 |
| Диаметр электрода (мм) | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Сварочный ток (А) | 25÷50 | 40÷80 | 60÷100 | 80÷160 | 120÷200 | 180÷250 |
Основные характеристики сварочного инвертора, которые указывают в своих каталогах все производители данного оборудования:
- параметры входного напряжения;
- мощность;
- продолжительность включения (ПВ);
- предельные значения тока сварки (мин./макс.);
- напряжение холостого хода;
- рекомендуемый диаметр электрода;
- рабочий диапазон температур;
- класс защиты;
- вес и размер.
При приобретении сварочного инвертора надо учитывать, что он, как и любое производственное оборудование, не вечен. Даже при условии качественного изготовления и надежных комплектующих срок службы такого аппарата до полного списания составляет 7–10 лет, а время наработки на отказ — несколько тысяч часов.
Входное напряжение
Сварочные инверторы запитываются однофазным или трехфазным напряжением 220 и 380 В. Как правило, в качестве источника выступает электрическая сеть, но также существуют мобильные устройства с питанием от бензогенератора. При выборе аппарата для использования в бытовых условиях или в небольших мастерских один из ключевых критериев — это максимальный потребляемый ток, который должен соответствовать возможностям электросети квартиры, дачи, гаража или производственного помещения.
Но приобретение сварочного инвертора, потребляемый ток которого соответствует нормативам электросети, вовсе не гарантирует того, что при его работе не возникнет проблем с питающим напряжением. Мощности источников таких объектов, как гаражные и дачные кооперативы, ограничены возможностями их подстанций, поэтому при коллективном включении высокой нагрузки напряжение может «проседать» до 150÷180 В. В этом случае необходимо выбирать аппарат с возможностью работы на пониженном напряжении.

Сварочный ток
Производители указывают величину максимального и номинального сварочного тока исходя из предельно допустимой температуры нагрева электронных компонентов инвертора. Но реальный температурный режим отличается от нормативного, т. к. во многом зависит от условий эксплуатации: температуры воздуха, влажности, запыленности. Поэтому лучше выбирать рабочий ток с запасом: как минимум на 15÷20% выше потребного.
Для исключения перегрева сварку тонкого листового проката, а также ряда металлов и сплавов требуется выполнять на небольших токах. Поэтому, если предполагаются работы с такими материалами, необходимо обратить внимание на величину минимального сварочного тока. Еще один важный показатель технологических качеств инвертора — это кратность регулирования тока сварки (соотношение значений max/min). Для режима MMA этот параметр обычно лежит в интервале 3÷5. Чем выше его значение, тем шире возможности при выполнении сварки.
Напряжение холостого хода
При повышении напряжения холостого хода значительно облегчается процесс поджига дуги, а сама она становится эластичнее и стабильнее. Однако при этом растут габариты оборудования и понижается коэффициент мощности. Еще одно негативное последствие такого варианта — возрастание риска поражения электрическим током.
С уменьшением сварочного тока дуга становится нестабильной, поэтому в современных инверторах предусмотрено автоматическое повышение напряжения холостого хода на малых токах и понижение его при приближении к максимальным значениям. Оптимальным для сварки MMA является значение 60÷85 В (в зависимости от величины максимального тока).

Режим работы на максимальном токе
В паспортах всех инверторов в качестве одной из основных характеристик всегда указывается режим эксплуатации, который выражен в виде нормативного отношения времени выполнения сварки к общей длительности технологической операции. При этом производители используют разные названия этого параметра: продолжительность нагружения (ПН) и продолжительность включения (ПВ). Отличие ПВ от ПН в том, что в первом случае подразумевается полное отключение инвертора от сети во время паузы между операциями сварки, а во втором — что инвертор продолжает выдавать напряжение холостого хода.
Чаще всего все-таки приводится ПВ, которое равно отношению времени работы на номинальном токе к общей продолжительности сварочного цикла. По международным стандартам, циклом считается интервал в 10 минут, т. е. если ПВ=40%, то через каждые 4 минуты сварки инвертор должен 6 минут находиться на холостом ходу. Некоторые производители в паспортах оборудования указывают ПВ для нескольких значений нагрузки. Вот один из таких примеров для инвертора с максимальным током 160 А: 40% — 160 А, 60% — 135 А, 100% — 105 А. На первый взгляд может показаться, что 40% — это очень маленькое значение. Но на самом деле технологический процесс, кроме самой сварки, включает в себя ряд подготовительно-заключительных и вспомогательных операций, которые как раз и занимают большую часть времени сварочного цикла.
Полезные дополнительные функции
Большинство современных сварочных инверторов оснащено дополнительными рабочими функциями, многие из которых уже стали стандартными для этого вида оборудования. Среди них самые распространенные:
- Ограничение напряжения холостого хода. Этот режим направлен на повышение безопасности труда и обязателен при работе в условиях повышенной влажности, атмосферных осадков и внутри металлических емкостей. До начала сварки напряжение холостого хода составляет не более 12 В, а при касании электродом металла мгновенно возрастает до номинального значения. По окончании сварки напряжение снова снижается до 12 В.
- Горячий пуск (Hot start). Для облегчения зажигания дуги при начале сварки инвертор на короткий период (0.5÷3 с) выдает импульс тока, превышающий установленное на аппарате значение в полтора-два раза. Эта функция также способствует улучшению качества начальной части сварочного шва.
- Защита от прилипания (Anti stick). При возникновении короткого замыкания через 0,5÷1 секунду на непродолжительный период снижается, а затем снова восстанавливается ток дуги.
- Форсаж дуги (Arc Force). С помощью данной функции происходит восстановление режима капельного переноса металла электрода в сварочную ванну. Сплошной поток металла разрушается последовательностью коротких импульсов повышенной мощности.
Вершиной функционального развития инверторных технологий является система синергического управления, которая способна самостоятельно выбирать нужную программу по заданным параметрам и адаптивно управлять сварочным процессом в течение всего производственного цикла.

Виды сварочных инверторов
На сегодняшний день существуют три вида сварочных инверторов:
- Бытовые.
- Профессиональные.
- Промышленные.

Отличительные черты каждого типа – это продолжительность цикла работы и цена.

Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
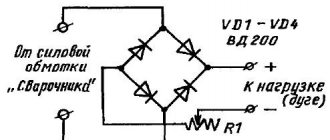
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
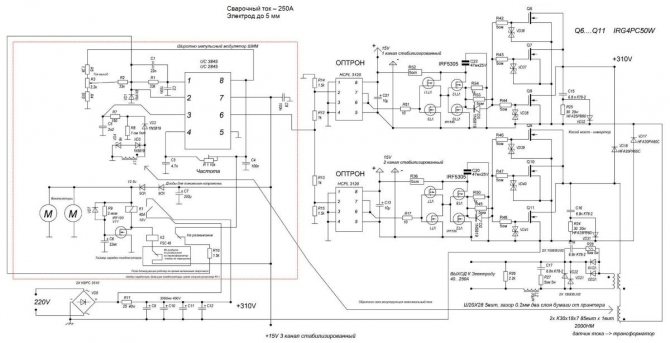
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
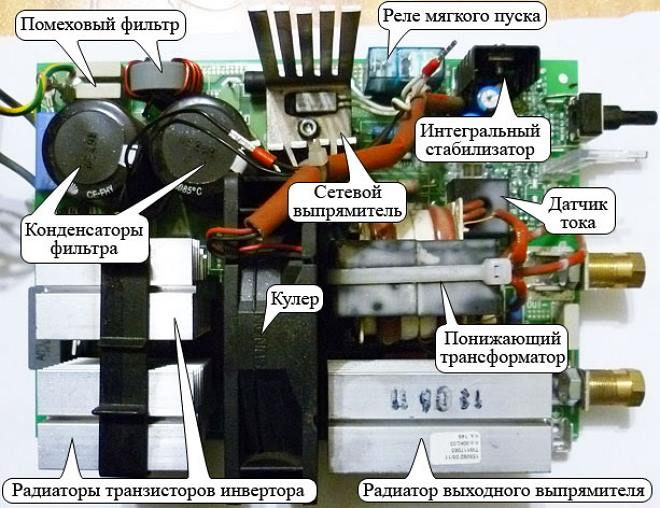
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Aurora
Под данной маркой выпускается огромный ассортимент оборудования для строительства и ремонта. Сюда входят и агрегаты для сварки.

На свою продукцию производитель даёт гарантию от года до двух лет. Сервис компании располагается более, чем в шести десятков регионов нашей страны.

Ресанта САИ-220
Отличительные черты модели – стильный алюминиевый корпус, ультрасовременная защита IP21, относительно небольшая масса (5 кг).

Плюсы:
- достаточно широкий диапазон тока сварки (10 – 220 А);
- возможность работы от однофазного источника питания;
- высокая степень пылезащиты;
- лёгкий вес;
- опции быстрого старта и антиприлипания.

Минусы:
- в комплектацию не входит кейс для переноски и хранения;
- слабое крепление регулятора тока;
- не слишком надёжная вентиляция.
Какой инвертор выбрать для домашнего пользования
Чтобы выбрать подходящий сварочный инвертор, необходимо прежде всего определиться в том, что им предполагается делать и в каких условиях он будет эксплуатироваться. На основании этих данных уже можно выбирать мощность, режимы работы и прочие технические характеристики будущего аппарата. Домашнему мастеру для бытовых нужд вряд ли потребуются такие разновидности сварки, как MIG/MAG и TIG, поэтому дальше речь будет идти только о ручной электродуговой сварке MMA.
Для того чтобы качественно сваривать уголки, швеллеры, полосы и трубы толщиной до 5 мм, теоретически достаточно сварочного инвертора со следующими характеристиками:
- напряжение сети — 220 В;
- максимальный сварочный ток — 120÷150 А;
- ПВ — 40÷50%;
- толщина электрода — до 4÷5 мм.
Но на практике эксплуатация инвертора, скорее всего, будет происходить в условиях, отличных от нормативных. Поэтому почти наверняка придется скорректировать выбранные характеристики. В первую очередь следует проанализировать качество и стабильность напряжения питания. Обычно сварочные инверторы предназначены для работы в условиях колебаний входного напряжения ±10÷15%, поэтому при подключении к электросети с такими параметрами они будут работать без каких-либо проблем. Если же отклонение достигает 30% (что нередко случается на дачах, в гаражах и сельской местности), то следует выбирать модель инвертора с возможностью работы при пониженном напряжении.
При этом необходимо помнить, что мощность инвертора и ток сварки будут падать пропорционально снижению напряжения. Надо также учесть, что применение сварочных проводов длиной более пяти метров (что наверняка потребуется при сварке на открытом воздухе) также снижает его мощность. Поэтому необходимо выбирать аппарат с запасом по току. В нашем случае оптимальным будет устройство с максимальным током 160÷180 А.
Домашний инвертор должен быть легким, чтобы было удобно его переносить, и компактным, чтобы помещался в багажник автомобиля. Желательно подобрать инвертор с ударопрочным и влагозащищенным корпусом, а также с прозрачной защитной крышкой панели управления. Наличие цифрового индикатора желательно, но необязательно, т. к. на недорогих моделях они нередко работают с большими погрешностями.
Практически все современные инверторы (даже в ценовой категории до 10 тыс. руб.) стандартно оснащены функциями Arc Force, Anti stick и Hot start. Но при выборе конкретной модели все же следует удостовериться в наличии этих режимов.

Рисунок 8 — Процесс сварки
Технические требования для выбора лучшего домашнего сварочного инвертора в нашем варианте будут выглядеть примерно так:
| № | Наименование | Бытовые |
| 1 | Входное напряжение (В) | 220 |
| 2 | Допустимые колебания напряжения (%) | +15 / -40 |
| 3 | Мощность (кВт) | 4÷5 |
| 4 | Макс. и мин. значения рабочего тока (А) | 10÷180 |
| 5 | Напряжение холостого хода (В) | 60÷80 |
| 6 | Степень защиты | IP-22 |
| 7 | Диаметр электрода (мм) | 1.6÷5.0 |
| 8 | Продолжительность включения (ПВ, %) | 30÷50 |
| 9 | Дополнительные функции | Arc Force, Anti stick, Hot start |
| 10 | Вес (кг) | 4÷5 |
При выборе конкретной модели следует ориентироваться на известные торговые марки, которые присутствуют на рынке не менее десяти лет. Также необходимо обратить внимание на близость сервисного центра и гарантийный срок, который у производителей инверторов лежит в интервале от одного до пяти лет.