Сварочный выпрямитель Blueweld Combi 4.135 Turbo
Основным конструктивным узлом сварочного аппарата является источник питания. Характеристики этого элемента служат основой для классификации установок по производству сварочных работ. Различают следующие основные виды:
- трансформаторы;
- выпрямители;
- инверторы;
- генераторные установки на дизельном или бензиновом топливе.
Здесь подробно остановимся на особенностях выпрямителей.
*
Устройство, из чего состоит

Сварочный выпрямитель Telwin LINEAR 410 S
Сварочный выпрямитель состоит из следующих узлов и блоков:
- силовой трансформатор. По устройству и принципу действия он схож с трансформатором для сварки на переменном токе;
- выпрямительный блок на полупроводниковых приборах. Для преобразования переменного тока в постоянный используются полупроводниковые элементы: неуправляемые вентили — кремниевые диоды;
- управляемые вентили — тиристоры;
Целесообразно применять трехфазный выпрямитель, т. е. укомплектованный трёхфазным трансформатором. В этом случае будет значительно ниже пульсация выпрямленного напряжения, что повышает КПД сварочного устройства и улучшает качество сварного шва.
Устройство и принцип работы
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
- понижающий трансформатор;
- диоды;
- охлаждающий модуль;
- измерительные приборы;
- регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А. Холостой ход работы аппарата не должен превышать 48V.
Это напряжение поступает на диоды. В качестве последних используются кремниевые элементы. Диод является полупроводником, обеспечивающим прохождение тока только в одну сторону. Это устраняет колебание его частоты и в зону сварки подается уже постоянное напряжение.
Поскольку диоды при этом нагреваются, то рядом с ними располагаются радиаторы и вентилятор. Постоянный обдув холодным воздухом позволяет увеличить продолжительность активной работы устройства, без перерыва на охлаждение. Для контроля характеристик тока в систему устанавливаются амперметр и вольтметр. Многие модели снабжаются датчиком перегрева. При превышении показателей V срабатывает блок защиты, отключающий возможность сварки. Чтобы настраивать силу тока в соответствии с толщиной свариваемого соединения используется несколько видов регулировки.
Принцип работы
Один из элементов устройства выпрямителя – понижающий трансформатор с тремя обмотками и блоком управления. Наиболее распространенные схемы выпрямления – однофазная и трехфазная мостовые, с двухполупериодным выпрямителем. Трехфазная мостовая схема обеспечивает равномерную загрузку всех фаз силовой сети и большую устойчивость горения дуги при меньшем количестве вентилей.
При использовании этой схемы в определенный момент времени два последовательно соединенных с нагрузкой элемента проводят ток; за один период происходит ровно шесть пульсаций электрического тока. Таким образом, дуга питается постоянным, выпрямленным током, протекающим по цепи вторичной обмотки.
Инверторный сварочный выпрямитель: разбираем, что к чему
Схема работы инверторного аппарата немного другая, чем у классического. Вместо понижающего трансформатора у него на входе устанавливается электронный фильтр, который преобразует частоту входящего электрического тока с 50 Гц до нескольких десятков кГц. После устанавливается понижающий трансформатор, а уже потом выпрямительный мост. Достоинства таких сварочных аппаратов в малом весе, по сравнению с обычными. Это достигается за счет того, что магнитопровод высокочастотного трансформатора имеет меньшие массогабаритные показатели.
Выпрямители инверторных сварочных аппаратов строятся на базе тиристоров, с системой импульсно фазового управления. Далее, как и положено, в цепь сварки, параллельно нагрузке, подключают конденсатор, а перед сварочным электродом – реостат и дроссель. Недостаток рассматриваемых выпрямителей – в количестве электроники, собрать его самому почти невозможно, как и починить. Однопостовые сварочные выпрямители с хорошими показателями выпрямленного тока при наличии всех необходимых компонентов можно собирать у себя дома, и это достойная альтернатива покупке нового выпрямителя.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Назначение
Сварочный выпрямитель представляет собой аппарат, предназначенный для стальных и металлических конструкций; источник энергии для сварочной дуги, при помощи полупроводниковых элементов преобразующий переменный ток сети в постоянный сварочный ток, не изменяющий своего направления и величины.

Сварочный выпрямитель Brima ВДМ 1203 (380 В). Фото Сварочные Технологии
Обслуживание и ремонт
Сварочные выпрямители нуждаются как в ежедневном, так и в периодическом техническом обслуживании. Это залог безотказной работы оборудования. Ежесменный осмотр включает в себя следующие процедуры:
- Осмотр изоляции.
- Проверка крепления клемм и заземления.
- Удаление пыли и грязи с внутренних частей корпуса.
Все обнаруженные дефекты подлежат немедленному устранению.
Симптомами неисправности является частое срабатывание температурных датчиков и увеличение шума в процессе эксплуатации. Причиной могут быть следующими:
- Замыкание первичной обмотки трансформатора.
- Выход из строя вентилятора системы охлаждения;
- Нарушение изоляции листов сердечника.
Эксплуатация неисправного оборудования запрещена.
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.

Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.
Особенности использования
Первое, на что нужно обратить внимание, если вы хотите использовать выпрямитель в быту — это напряжение вашей электросети. Вряд ли оно превышает 220В, а зачастую цифра даже меньше. Конечно, в продаже существуют аппараты, способные работать от напряжения 220В, но они встречаются редко. Большинство выпрямителей требуют 380В для полноценной работы. Такую электросеть еще называют промышленной трехфазной. Чтобы решить эту проблему, необходимо использовать генератор, выдающий 380В.
Отсюда вытекает главный недостаток выпрямителя. Это мощный аппарат, дающий вам множество возможностей, который при этом стоит не очень дорого. Но для его работы придется докупать недешевый генератор и каждый раз возиться с подключением. Именно по этой причине многие новички предпочитают купить маломощный инвертор и включить его в розетку, вместо того, чтобы мучиться с трансформатором или выпрямителем.

Также учитывайте, что для стабильной работы недостаточно просто подключить выпрямитель к 380В и приступить к работе. Выпрямитель (как и трансформатор) очень требователен к самой электросети. Она должна быть не просто стабильна, но и иметь запас по мощности. Это необходимо для поджига дуги и ее стабильного горения.
Также учитывайте, что с выпрямителем не так просто поджечь дугу, даже если с напряжением в сети все отлично. Здесь важно иметь навык или просто много практиковаться. Выпрямитель не оснащен дополнительным функционалом вроде форсажа дуги или горячего старта. Так что вам придется поджигать дугу, опираясь на свой опыт и навыки.
Отличия и преимущества сварки на постоянном токе

Дуговая сварка сталей
Сварка на постоянном токе имеет целый ряд преимуществ по сравнению с аналогичным процессом на переменном токе:
- стабильно горит сварочная дуга; на улучшение этого показателя влияет отсутствие нулевых мгновенных значений сварочного тока;
- увеличена глубина проплавления свариваемых металлов;
- значительно меньше разбрызгивается металл, и сокращаются потери;
- прочность сварочного шва значительно выше;
- снижается количество дефектов шва.
Подготовка к эксплуатации и эксплуатационные условия для сварочных выпрямителей
Эксплуатацию выпрямительных аппаратов можно начинать только после тщательного изучения сопроводительной документации, в которой изложена информация об устройстве модели, допустимых условиях работы, правилах безопасности. Перед использованием устройство очищается от пыли, заземляется и проверяется в соответствии с инструкцией.
Установку, подключение к электросети и регулировку должен осуществлять электромонтажник с третьей и выше группой электробезопасности. Сварочные работы может вести сварщик, прошедший обучение по использованию аппарата, имеющий удостоверение на право сварки и группу электробезопасности вторую и выше.
Поскольку сварочные выпрямительные устройства чувствительны к качеству питающего тока, в сетях с нестабильным электроснабжением их подключают через источники бесперебойного питания (ИБП) соответствующей мощности. Также следует контролировать уровни запыленности и влажности, максимальный уровень которых указывается в техдокументации.
Где применяется оборудование
Преимущества сварки на постоянном токе перед сваркой на переменном позволяют использовать её при выполнении ответственных соединений. Применяется она при сварке следующих металлов:
- теплоустойчивых, высоколегированных, малоуглеродистых, коррозионно-стойких сталей;
- титана;
- чугуна;
- сплавов на основе меди и никеля и многого другого.
Сварка постоянным током широко используется во всех областях промышленности, на крупных предприятиях, стройках, в мелких мастерских, у домашних умельцев на дачах и в гаражах.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Преимущества, характеристики перед аппаратами-трансформаторами
В отличие от трансформаторов, выпрямители обеспечивают куда более мощные энергетические показатели, обладают большей широтой пределов регулирования, они намного проще и надежней в использовании, имеют меньший вес и габариты, большую экономичность при изготовлении, и, что несомненно приятно – они практически бесшумны. Поскольку ток идет непрерывно, увеличиваются глубина проплавления металла, сварка идет стабильно,повышаются прочность и качество шва.

Сварочный выпрямитель СиМЗ ВД-306 СТ. Фото 220Вольт
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов. Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры.
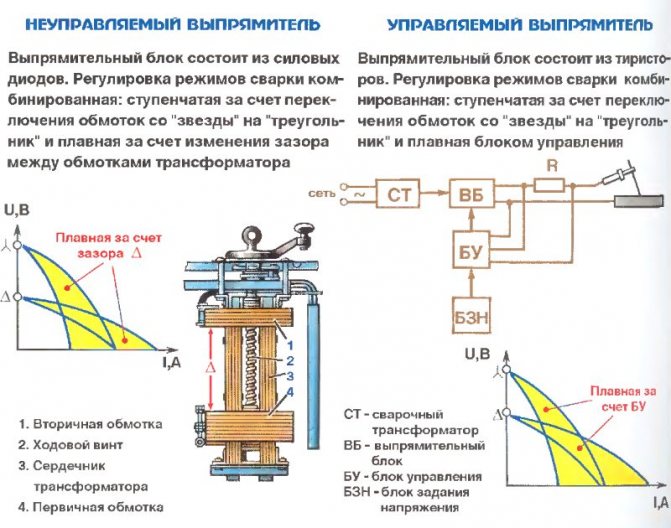
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
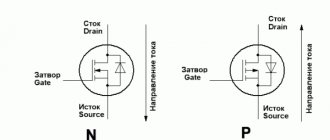
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.

Сварочный выпрямитель
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Регулировка сварочного тока
Регулировка сварочного тока в выпрямителе происходит электромеханическим или электрическим методами. Электромеханическая регулировка сварочного тока предусматривает выполнение этой операции до выпрямительного блока. В этом случае на выпрямляющие вентили поступает переменный ток, уже имеющий требуемые для сварки параметры. Электрическая регулировка возможна на выпрямителях, оснащённых тиристорами, и заключается в изменении угла их регулировки.
Способы регулировки тока в выпрямителях
Чтобы изменять значение ампер в сварочном преобразователе предусмотрено несколько вариантов управления. Большинство выпрямителей имеют ступенчатую регулировку за счет секционированного подключения первичной обмотки. Такой переключатель ставится в виде рукоятки, с двумя или тремя положениями. Если требуется сразу повысить силу тока до возможности производить сварку толстых пластин или резку, то часть первичной обмотки «отсекается», и ток идет по укороченной схеме. Для возвращения напряжение в обратную сторону схема переключается на более длинную часть первичной обмотки, и сила тока становится меньше, что удобно для сварки тонких листов.
Кроме грубой регулировки, воздействующей на трансформатор, в выпрямителях применяется тонкая настройка при помощи дросселя насыщения. Он устанавливается между кремниевыми диодами (выпрямляющим блоком) и понижающим трансформатором. Дроссель представляет собой ряд катушек, через которые проходит напряжение. Переключая рычаг управления, изменяется длина пути тока в обмотках и его сила.
Большинство моделей преобразователя имеет рукоятку на крышке корпуса, которая приводит в движение винтовой вал и платформу со вторичной обмоткой трансформатора. Изменение расстояния между обмотками также служит способом регулировки силы тока.
Самым эффективным для изменения сварочного напряжения является тиристорный блок. Его внедрение в схему позволяет контролировать длину подачи напряжения и его воздействие на металл. Благодаря тиристорам можно моделировать жесткую, пологопадающую и крутопадающую характеристики тока.
Как подключить балластник, балластный реостат
Балластный реостат (балластник) – устройство цепи со сварочным выпрямителем, с помощью которого сварщик производит регулировку тока. Принцип регулирования основан на действии известного в электротехнике закона Ома. Чем выше сопротивление, которое представляет собой балластник, тем меньше сила тока.

Балластный реостат Балластный реостат Brima РБ-302. Фото ВсеИнструменты.ру
Обычно балластник представляет собой пружину, эффективность работы которой зависит от оптимально подобранных длине пружины, диаметру витков и проволоки, а также материала из которого она изготовлена. К пружине подключается контакт регулятора, перемещая который по направлению навивки, изменяют ее сопротивление, а значит и силу тока. Контакт регулятора соединяется с проводом держака сварочного аппарата. Другой конец подключается к питающей сети.
Выпрямитель — что это такое?
Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. Одновременно увеличивается величина А. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
К выходящим клеммам устройства подсоединяются два кабеля (+ и -), один из которых крепится к свариваемому изделию, а второй заканчивается держателем или горелкой. В зависимости от конкретного полюса крепления к свариваемым частям определяется полярность и режим выполнения работы. Сварка происходит за счет замыкания дуги между соединяемой поверхностью и концом плавящегося электрода.
Своими руками
Практика показала, что некоторые люди успешно справляются с самостоятельным изготовлением сварочных выпрямителей. Главное разработать работоспособную схему. Основными исходными параметрами будут диаметры электродов на работу с которыми рассчитан выпрямитель. Так, например, если 3 мм., то сварочный ток необходимо обеспечить около 150 А, если 4 мм. – 200 А.
В схеме должны быть указаны параметры следующих элементов:
- Трансформатор. Желательно подобрать к схеме из готовых аппаратов. Однако это условие выполнить нелегко, приходится научиться изготавливать трансформатор самостоятельно. Расчет его элементов (сечение сердечника, количество витков на обмотках и размеры проводов) не так уж сложен. Опыт сборки и монтажа быстро набирается после одной – двух неудачных перемоток.
- Выпрямительный блок. Напряжение подается после вторичной обмотки трансформатора. Для работы применяются следующие элементы: диоды;
- конденсатор;
- дроссель.
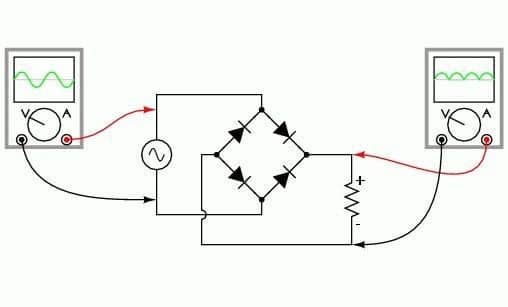
Сборка диодов выполнена по мостовой схеме. После нее ток получается не переменный, а пульсирующий. Такой ток для сварки не годится, поэтому в цепи присутствует конденсатор. Он сглаживает пульсации. Окончательно постоянный ток получается с помощью дросселя. Дроссель работает как фильтр, который пропускает постоянную составляющую тока, а переменную задерживает.

Сварочный выпрямитель BLUE WELD KING TIG 200
Диоды, работающие на таких высоких токах, выделяют много тепла. Поэтому в сборку они обязательно входят в комплекте с радиаторами охлаждения. Важно продумать принудительный обдув сварочного аппарата от вентилятора.
Конденсаторы для сварочного блока рассчитаны на максимальное значение напряжения пульсаций. Для выпрямительного блока они отличаются от применяемых в радиотехнике, которые не работают с импульсными токами.
Важно! Внимательно обращать внимание на характеристики.
Для изготовления дросселя необходим сердечник из трансформаторного железа и медная изолированная шинка (можно использовать жилу скрученную из медных луженых проволок с изоляцией). Сердечники возможно использовать со старой радиоаппаратуры. Сердечник дросселя и намотка собираются с зазором. После испытания аппарата, зазор и количество витков в обмотке могут корректироваться.
- Основание сварочного выпрямителя. Отличными изолирующими свойствами обладает текстолитовая пластина. Размещать приборы на ней нежелательно вплотную друг к другу. При работе выделяется большое количество тепла, поэтому необходимо иметь достаточно большое продуваемое пространство.
Вариантов изготовить сварочный выпрямитель своими руками далеко не один. Они будут отличаться по конструкции из-за способов регулирования. Исполнитель будет разрабатывать собственную конструкцию применительно к специфике выполняемых работ.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
Виды выпрямителей:
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Бренды, модели

Сварочный выпрямитель BRIMA MIGSTAR-160
К популярным моделям сварочных выпрямителей относятся:
- сварочный выпрямитель бренд Telwin модель LINEAR 410 /S. Параметры: 15000 Вт, 350 А.
- сварочный выпрямитель аргонодуговой сварки бренд Blue Weld KING модель TIG 200 AC/DC-HF/Lift 832200.
- сварочный выпрямитель бренд Blueweld модель Combi 4.135 Turbo.
- сварочный выпрямитель бренд BRIMA модель MIGSTAR-160.
Полный перечень брендов и моделей оснащения для сварки на постоянном токе представлен на официальных сайтах поставщиков.
Технические характеристики
При выборе конкретной модели сварочного выпрямителя необходимо руководствоваться типом и толщиной рабочих заготовок, которые вам нужно будет сваривать. А также учитывать особенности сети, к которой осуществляется подключение.
К основным техническим характеристикам сварочных выпрямителей относятся:
- Напряжение питания и его тип;
- Мощность сварочного выпрямителя;
- Номинальный ток и диапазон его регулирования (при наличии такой функции);
- Номинальное напряжение на выходе;
- Сечение питающих проводов и сварочных шлейфов;
- Относительная продолжительность нагрузки;
- Степень защиты от попадания пыли и влаги (обозначается индексом IP) для некоторых видов сварочных выпрямителей регламентируется в соответствии с п.4.2 ГОСТ 13821-77;
- Тип охлаждения;
- Габаритные размеры и вес.
Вышеперечисленные характеристики подбираются индивидуально, в зависимости от предполагаемых условий. В определенных ситуациях вы можете опускать некоторые параметры при выборе.
Виды сварочных выпрямителей по количеству обслуживаемых потребителей
По количеству потребителей, питающихся от одного аппарата, различают сварочные одно- и многопостовые выпрямители.
Однопостовые
Для выполнения небольших сварочных работ одним сварщиком можно купить сварочный выпрямитель однопостовой серии ВД. К таким моделям подключается только один сварочный кабель. На большее количество кабелей мощности этого аппарата недостаточно.
Основные характеристики однопостового выпрямительного аппарата:
- компактные размеры и небольшая масса;
- система защит, обеспечивающая безопасность работы, – от перегрева, перегруза по напряжению и других нештатных ситуаций;
- небольшая мощность.Такое сварочное оборудование применяется, в основном, в бытовых работах. В быту часто используются выпрямители с однофазным трансформатором, работающим от бытовой электросети напряжением 220 В, частотой 50 Гц.
Многопостовые
Многопостовые выпрямители ВДМ применяются для проведения сварочных работ несколькими пользователями. Допустимые режимы сварки – ручная дуговая плавящимися электродами, в углекислом газе, под флюсом. Влияние постов друг на друга при работе исключено. Смена режимов – простая, быстрая и удобная.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.
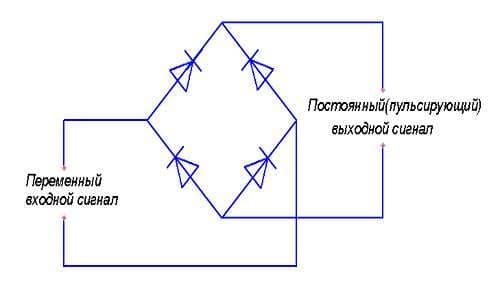
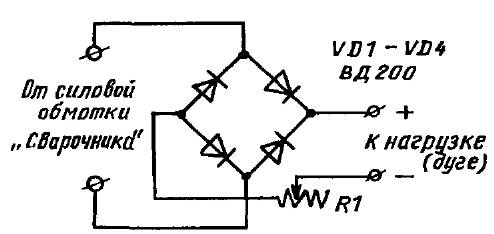
Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.
Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В. Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п.
- Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Правила техники безопасности при использовании
Многие виды диодов для сварки не могут полноценно работать при чрезмерной запыленности. Поэтому перед применением их нужно продуть. Одно из наиболее удобных средств для этого — использование бытового фена. С его помощью можно не только устранить пыль, но и убрать влагу, которая влияет на электрические характеристики оборудования. Такую продувку необходимо проводить не реже раза в квартал.
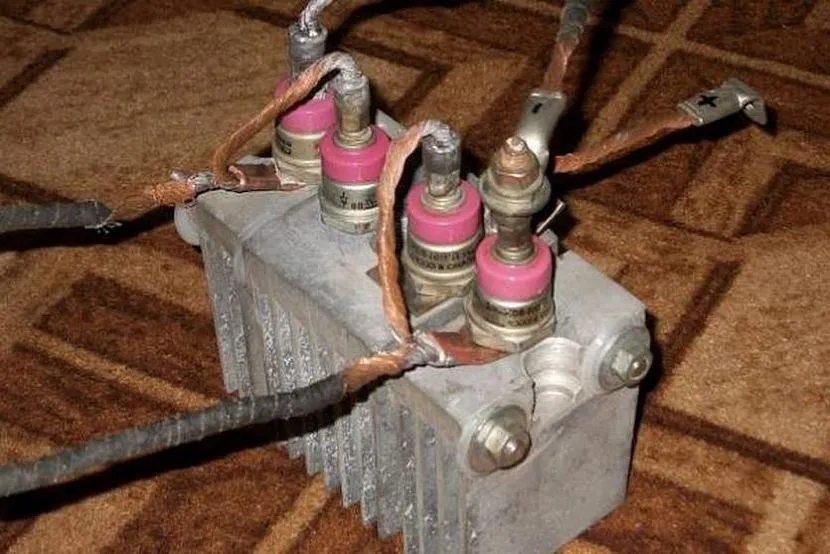
Диодный мост для сварочного аппарата Источник prosvarku.info
Если сварочный аппарат не использовался в течение года, то перед применением его необходимо прогреть. Для этого аппарату дают возможность немного поработать на всех имеющихся режимах. Время, в течение которого проводится эта подготовка, должно быть не меньше двух часов.
При работе сварочный аппарат потребляет большое количество энергии. Важно следить за тем, чтобы он не перегревался. Если его температура превышает допустимую, в работе нужно сделать перерыв.
Нужно проверять наличие изоляции на всех токопроводящих частях. Если она нарушена, её необходимо восстановить. Крепления клемм должны быть надёжными. В процессе работы сварочный аппарат обязательно заземляется. Если он перегревается, причиной может быть одна из следующих неисправностей:
- Произошло замыкание в обмотке трансформатора.
- Вентилятор охлаждения не работает в полную силу.
- Нарушена изоляция сердечника.
- Из-за неисправности вторичного контура трансформатора понижено рабочее напряжение.
При обнаружении неисправностей их нужно устранить перед тем, как начать использовать сварочный аппарат.

Ремонт сварочного выпрямителя Источник kedrweld.ru