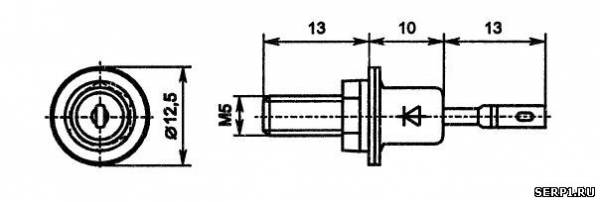
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Виды аппаратов, их особенности
Сварочный выпрямитель своими руками
Самодельный сварочный выпрямитель нужен для эффективного питания бытовой конструкции или производственной с небольшими объёмами работ и рабочих циклов.
В промышленности применяют более мощную аппаратуру, действия с ней, не образуют пауз во время сварки.
В этот период происходит остывание раскалённых деталей, снижается скорость выполнения процедуры, что не мешает для домашних приспособлений.
Эти изделия состоят из элементов:
- трансформатора
- конденсаторного блока
- выпрямителя
Приступая к созданию сварочного прибора мастеру нужно определиться с направлением работ, их размерами.
От объема производства, количества соединений зависят:
- подбор нужных электродов
- системные параметры
- материальная характеристика
Сборщик, подобрав нужную схему и материалы, выполнив поэтапно сборку аппарата, добьётся необходимых показателей в системе.
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Читать также: Регулируемый трансформатор своими руками
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Что хорошего в приборе и что мешает
Как переделать сварочный аппарат переменного тока в постоянный — на этот вопрос мастеру ответит нужная полупроводниковая схема с устройством выпрямителя:
- Лучшими показателями обладает трёхфазная система, она позволяет использовать мощность сети до 380 В.
- На подобном оборудовании работают там, где нужен большой непрерывный процесс, чтобы в этот временной промежуток, не прерываясь, сваривать крупные стальные детали. С помощью этих мощных аппаратов можно производить ворота, контейнеры, любые хозяйственные металлические сооружения.
- Такой инструмент пригодится в основном не на частном хоздворе, а для малого бизнеса и реализации изготовленных изделий. Все потому, что это громоздкие и тяжелые конструкции, в отличие от приспособлений с меньшим количеством фаз, нуждаются в дополнительных установках для перемещения аппарата.
В подобной системе трансформатор способен снизить массу, но его сердечник нужно уметь самостоятельно намотать или купить готовый с необходимыми параметрами.
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата. Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов. Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм. Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными. Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
Требования для конструктивной сборки
Схема для простого выпрямителя не представляет особой сложности, понадобятся проводники, пропускающие электрический поток и направленные в нужную сторону.
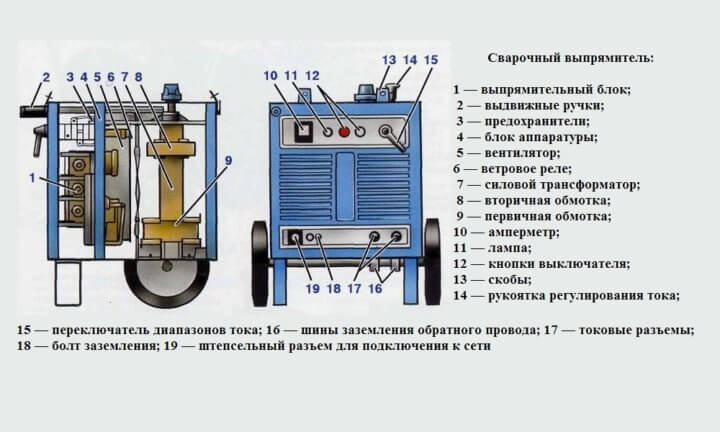
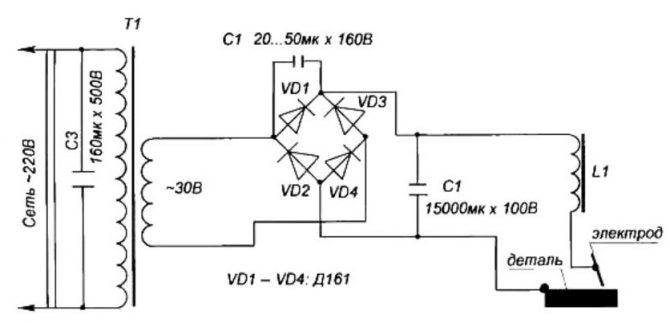
Схема сварочного выпрямителя
Электродетали следует подготовить из следующей комплектации:
- диодов — они позволяют работать схеме без управляющих блоков
- тиристоров, подающих сигналы на элементы для хорошего прохождения электрических
- потоков, при их уменьшении закрываются вентили
- транзисторов, управляющих всеми процессами с напряжением
- резисторов, позволяющих регулировать ток
Чтобы электрические элементы дольше служили в эксплуатации, их подбирают с высокими параметрами, при этом следят, чтобы фактический ток был в цепи меньше заданного по номиналу.
Сборка сварочного выпрямителя происходит с помощью следующих предметов:
- трансформатора
- диода
- радиатора
- дросселя
- электрода
- конденсатора
- керамического сердечника
- никелиновой проволоки
Собранную полупроводниковую схему в виде диодного выпрямителя устанавливают с радиатором, обеспечивающим теплообмен и охлаждение. Дросселем снабжают падающую характеристику электротока, увеличенным сопротивлением или реостатом регулируют нужные параметры. Полюсы, положительный и отрицательный, подключают на электрод и объект.
Функция электролитического конденсатора в схеме служит осуществлению, сглаживающей фильтрации и снижению пульсации.
Многие специалисты самостоятельно справляются с намоткой реостатов на керамические сердечники. Используют проволоку нихромную или никелиновую. Их диаметральный подбор зависит от величины сварочных токовых потоков.
Реостатное сопротивление рассчитывают, основываясь на параметры проволоки:
- удельное сопротивление
- сечение
- длину
Регулировка сварочного тока зависит от количества витков.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый “вентиль”, для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
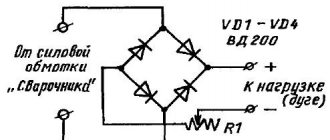
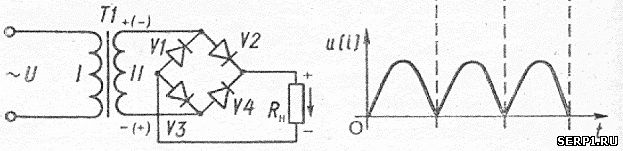
Принцип работы однофазной мостовой схемы
Процесс протекания переменного тока можно представить в виде волны, колеблющейся с определенной частотой. Это процедура очень быстрая, которую представить можно, как в один определенный момент, проходит ток сначала в одну сторону затем в другую.
В сварке специалисты добиваются, чтобы эти перемещения осуществлялись в одностороннем порядке:
- Во вторичную обмотку трансформатора впаивают полупроводник, он осуществляет электрический пропуск в нужном направлении, что и является постоянным током. Так как переменный ток с наличием частот, своими волнами создаст паузы, которые недопустимы в рабочем процессе.
- В схеме, припаивают электродетали в обратном направлении по отношению друг к другу, тогда, и электронный поток потечет в обратную сторону.
- Если создать схему с парами элементов, направленных один к другому, получат поток из волн с колебанием от нулевого значения до максимального. Этот предел рассчитывают на возможность вторичной трансформаторной обмотки.
- Таким же способом получают колебания, снижающиеся до минимума, с момента которого начинается новый подъём. При этом вырабатывается плюс полюсного напряжения, а его минус располагается в обмотке трансформатора.
- Эту схему применяют с наличием в устройстве вывода, чтобы не разбирать обмотку, его можно создать самостоятельной намоткой. Эта конструкция славится своей экономичностью по отношению к количеству полупроводниковых элементов.
- Разделение обмотки на несколько участков позволяет пользоваться только её частью.
- Наиболее удобной и применимой у электротехников является мостовое выпрямительное сооружение. Подобный план состоит из квадрата с полупроводниками по сторонам. Одни углы у него выдают постоянный ток, другие показывают выход напряжения от трансформатора.
Этот пример имеет преимущество, он не требует создавать вывод от второй обмотки, но понадобится много полупроводниковых вентилей. Сварка будет с небольшой мощностью, для них подбирают специальных размеров электроды, и сваривают детали ограниченные в параметрах. Следует учесть, уменьшает колебания волн, при работе сварочного аппарата, параллельное включение конденсаторного приспособления.
Выбор устройства
При выборе стабилизатора учитывают следующие характеристики:
- Размеры. Выбранный стабилизатор должен компактно размещаться в запланированном для него месте для установки с возможностью нормального доступа.
- Вид. Из имеющихся в продаже устройств наиболее надежными, компактными и недорогими являются стабилизаторы на основе небольших микросхем.
- Возможность самостоятельного ремонта. Так как даже самые надежные устройства выходят из строя, необходимо отдавать предпочтение ремонтопригодным стабилизаторам, радиодетали к которым имеются в продаже в достаточном количестве и по доступной цене.
- Надежность. Выбранный стабилизатор должен обеспечивать постоянное значение напряжения без значительных отклонений от заявленного их производителем диапазона.
- Стоимость. Для электрической системы автомобиля достаточно приобрести устройство стоимостью до 200 рублей.
Также при выборе стабилизатора необходимо учитывать отзывы их покупателей, которые можно найти на специализированных форумах и сайтах.
Отличительные черты трёхфазной аппаратуры
Принцип работы прибора, собранного по электросхеме для выпрямителя, питающегося тремя сетевыми фазами, основан на наличии небольшой пульсации выходного напряжения. Волны в процессе перекрывают одна другую, не давая напряжению снизиться до нулевого значения.
Сварочную установку сооружают, включая в фазы полупроводники за трансформаторными обмотками. Выводы соединяют, получая в итоге единственный выход. Через подобный мост пропускаются разделенные надвое волны, образующие учащенную пульсацию, но с меньшей силой. В подобной конструкции понадобится вывод нуля, а трансформатор соединяют с питанием по специальной схеме.
Мастера на практике знают, что наиболее качественная работа получается с применением аппаратов, работающих на постоянном токе, обеспечивающих дугу стабильным горением с прочным швом. Чтобы получить необходимые параметры, несмотря на рост технологических открытий, появлению новшеств в приборостроении, мастера своими руками производят и по-прежнему используют, простейшие выпрямители.
Принцип работы и основные компоненты
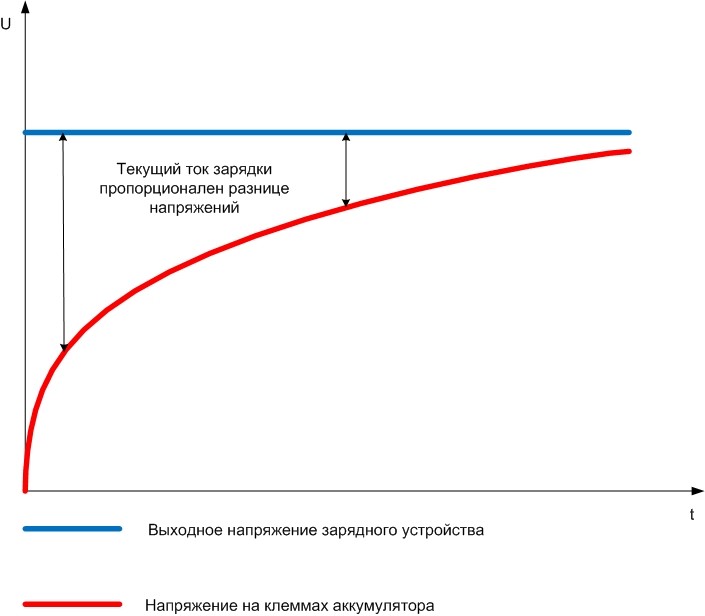
Свинцово-кислотные аккумуляторы заряжают постоянным (выпрямленным) напряжением, стабильным по уровню. Чтобы получить ток, втекающий в батарею, зарядное напряжение должно быть выше напряжения АКБ. Ток заряда в таком режиме зависит от разницы напряжений источника и батареи.
Полностью разряженная АКБ автомобиля выдает напряжение 10,5 вольт (ниже разряжать нельзя), полностью заряженная — 12,6 вольт. В процессе уровень на выходе ЗУ остается постоянным, на клеммах батареи плавно повышается. Поэтому в начале зарядки ток будет максимальным, по окончании – минимальным. Снижение уровня тока служит признаком окончания процесса. Также для автоматического завершения зарядки можно использовать достижение напряжения на АКБ значения 12,5..12,6 вольт.
Процесс зарядки свинцово-кислотной батареи стабильным напряжением.
Стандартная схема построения зарядника содержит:
- Сетевой трансформатор;
- Выпрямитель;
- Регулятор тока (напряжения) — стабилизированный или нет.
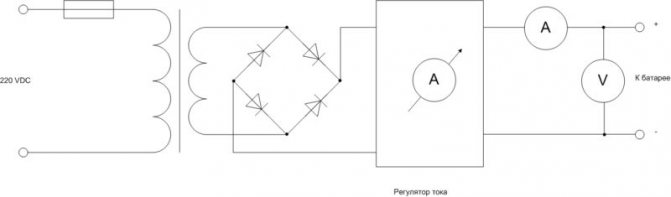
Общая схема построения зарядников для автомобильных АКБ.
Очень желательны приборы, индицирующие ток и напряжение. Дополнительно ЗУ может оснащаться:
- схемой ограничения тока;
- электрическими защитами;
- индикацией или автоматическим отключением по окончании зарядки.
Эти функции являются сервисными и повышают удобство работы с ЗУ.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный.
Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка.
Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке.
Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000_220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Преимущества и недостатки
Сварочный полуавтомат ресанта саипа 165: описание и отзывы
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается,
- снижаются энергопотери – КПД трансформатора намного ниже,
- горение дуги стабилизируется,
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний,
- шов удобнее контролировать, он получается ровный,
- расширяются возможности сварки,
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть,
- при «просадке» напряжения сети они хуже работают,
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети,
- многие модели боятся влажности, запыленности.
Расчет сечения проводов вторичной обмотки трансформатора
Напряжение на выходе трансформатора сварочного аппарата в отсутствие сварочной дуги (режим холостого хода) обычно составляет 60-80 В. Чем выше напряжение холостого хода, тем надежнее зажигается дуга. Напряжение же сварочной дуги обычно в 1,8-2,5 раза меньше, чем напряжение холостого хода.
Внимание. О том, что в отсутствие дуги напряжение на выходе трансформатора опасно для жизни, необходимо помнить постоянно.
Для сварки в быту обычно используют электрод диаметром 3 мм, которому достаточно обеспечить ток дуги примерно в 150 А. При напряжении холостого хода, равном 70 В, напряжение дуги будет равно примерно 25 В, и потребляемая мощность Р сварочного аппарата должна быть не менее
Р=25×150=3750 Вт =3,75 кВт.
Целесообразно рассчитывать трансформатор на большую мощность, то есть больший ток сварочной дуги. Например, при токе дуги в 200 А потребляемая мощность составит примерно 5 кВт. Вот на такую мощность и следует рассчитать трансформатор.
Напряжение однофазной сети в доме должно быть равным 220 В, но оно может изменяться на ±22 В. Это одна из причин, из-за которой может изменяться ток дуги и потребуется его регулировать.
Сечение провода во вторичной обмотке трансформатора определяют исходя из плотности тока, равной 5 А/мм2. Для тока в 200 А сечение провода равно 40 мм2, то есть это может быть только шина, которую наматывают с послойным изолированием. По существующим типовым размерам можно подобрать требуемую шину и по длине, и по поперечному сечению.
Типовые размеры медных шин, выпускаемых промышленностью:
- длина от 0,5 до 4 м с интервалом 0,5 м;
- ширина от 2 до 60 см с интервалом 1 см (при ширине от 4 до 10 см) и с интервалом 5 см (при ширине от 10 до 60 см);
- толщина от 3 до 10 мм.
Можно воспользоваться и многожильным проводом, сечение которого соответствует рассчитанному значению. Для увеличения сечения провод можно сложить вдвое или втрое. Для алюминиевого провода сечение необходимо увеличить в 1,6-1,7 раза.
Для дросселя, который включают на выходе трансформатора, сечение провода должно быть таким же, как и во вторичной обмотке трансформатора.
Назначение
Сварочный выпрямитель представляет собой аппарат, предназначенный для стальных и металлических конструкций; источник энергии для сварочной дуги, при помощи полупроводниковых элементов преобразующий переменный ток сети в постоянный сварочный ток, не изменяющий своего направления и величины.

Сварочный выпрямитель Brima ВДМ 1203 (380 В). Фото Сварочные Технологии
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Как сделать простой блок питания на 12 вольт из трансформатора, выпрямителя, конденсатора.
Тема: как можно спаять источник питания на 12 вольт своими руками (схема).
Если вам нужен источник постоянного питания с напряжением 12 вольт, а его нет под рукой, то его можно и купить. Если брать дешёвый блок питания, то его качество будет оставлять желать лучшего. Обычно такие недорогие БП хороши только с виду. Когда их открываешь, то оказывается, что его характеристики (указанные на корпусе) по току завышены. В реальности он не способен обеспечить в полной мере ту мощность, что заявлена производителем (как правило). Можно купить и более дорогостоящий блок питания на 12 вольт, но собрать своими руками по частям выйдет гораздо дешевле, а по качеству ничуть не хуже.
Итак, как сделать хороший и простой блок питания на 12 вольт своими руками, что для этого нам понадобится? Нужен понижающий силовой трансформатор, выпрямительный диодный мост и фильтрующий конденсатор электролит. Трансформатор будет понижать сетевое напряжение (220 В) до нужного, а именно до 10 вольт. Почему до 10, а не 12. Потому, что есть такой эффект — переменное напряжение после диодного моста (имеющего конденсатор достаточной емкости) станет процентов примерно на 18 больше, чем без конденсатора. Это стоит учитывать при сборке любого блока питания.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
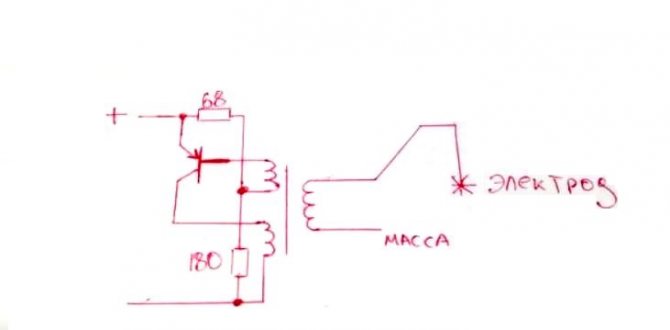
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Как подключить балластник, балластный реостат
Балластный реостат (балластник) – устройство цепи со сварочным выпрямителем, с помощью которого сварщик производит регулировку тока. Принцип регулирования основан на действии известного в электротехнике закона Ома. Чем выше сопротивление, которое представляет собой балластник, тем меньше сила тока.

Балластный реостат Балластный реостат Brima РБ-302. Фото ВсеИнструменты.ру
Обычно балластник представляет собой пружину, эффективность работы которой зависит от оптимально подобранных длине пружины, диаметру витков и проволоки, а также материала из которого она изготовлена. К пружине подключается контакт регулятора, перемещая который по направлению навивки, изменяют ее сопротивление, а значит и силу тока. Контакт регулятора соединяется с проводом держака сварочного аппарата. Другой конец подключается к питающей сети.
Намотка
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Установка
При использовании параллельной схемы соединения диодных мостов необходимо учитывать, что все они имеют некоторый разброс по параметрам.
Поэтому при подборе элементов необходимо делать это с некоторым запасом прочности. При соблюдении этого требования для сварочного аппарата можно получить диодный мост более компактный, чем при использовании одиночных диодов.
Диодные сборки позволяют размещать их на одном радиаторе, так как корпусы не находятся под напряжением. Это позволяет монтировать их в любом месте, и даже снаружи.
В зависимости от требуемого сварочного тока для выпрямителя могут потребоваться от 3 до 5 диодных сборок. Для лучшей теплоотдачи диодные мосты устанавливаются на радиатор через теплопроводящую пасту.
К контактам проводники рекомендуется подсоединяться пайкой, в противном случае могут быть потери мощности в месте контакта и его сильный нагрев.
Схема выпрямителя тока на 12 вольт
Далее решил не усложнять дело всякими хитроумными зарядными на микросхемах, а собрать простой и надежный выпрямитель на диодах. Взял диоды Д242. Они очень надежные, но немного греются, следует установить на радиаторы.
Спаял по стандартной схеме диодного моста. Подключил — все отлично работало, на выходе теперь было 13.7В. Как и должно быть, немного увеличилось напряжение после выпрямления. Но ничего страшного. Для аккумуляторов ведь надо не строго 12, а примерно 14 вольт для нормального заряда.

Все аккуратно вместил в новый корпус. Сделал выход на выпрямитель. Подключаю и с удовольствием пользуюсь. Сделал еще индикатор наличия электроэнергии — просто подключил к сети 220В обычный светодиод через резистор. Получился простой и надёжный выпрямитель для ЗУ на 12 вольт .
Источник: serp1.ru
Применение на практике
Для примера, рассмотрим инверторный аппарат TELWIN Force 165. Во входном выпрямителе используются диодные сборки GBPC3508. Выпрямительный мост GBPC3508 может работать с током 35 А, обратное напряжение – 800 В.
С ним вместе идет обязательно сглаживающий фильтр из конденсаторов большой емкости. Кроме этого имеется фильтр электромагнитной совместимости, который не пропускает помехи от инвертора в бытовую сеть.
На выходе инвертора используются мощные сдвоенные диоды с общим катодом. Они имеют высокое быстродействие в отличие от диодов расположенных на входе устройства.
Благодаря малому времени восстановления, менее 50 наносекунд, приборы успевают переключать высокочастотный ток на выходе вторичной обмотки.
В данном приборе используются сдвоенные диоды марок STTH6003CW, FFH30US30DN или VS-60CPH03, рассчитаны на прямой ток 30 ампер на один прибор (60 ампер на оба) и обратное напряжение 300 вольт.
Устанавливаются на радиатор. Для защиты полупроводников от перегрузки используется RC фильтр. Схема управления требует стабильный источник питания без бросков напряжения.
Для этого в приборе предусмотрены стабилитроны или уже готовый интегральный стабилизатор, которые обеспечивают стабильное питание на микросхемах управления. В результате получается компактное устройство, позволяющее качественно варить металл.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
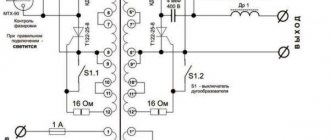
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Особенности эксплуатации
Эксплуатация сварочных выпрямителей подразумевает знание электробезопасности при обслуживании. Включать выпрямитель можно исключительно при правильном заземлении через автоматический выключатель. Необходимо пользоваться исправным сетевым кабелем с защитой-заземлением.
В ходе работы нужно пользоваться только целым сварочным кабелем. Нельзя прикасаться к токоведущим деталям открытыми участками тела. Нельзя использовать прибор не по назначению. Прежде чем включить устройство в сеть, необходимо ознакомиться с инструкцией по эксплуатации, которая может несколько варьироваться в зависимости от типа устройства и особенностей конкретной модели.

Для обеспечения качественной и продолжительной работы надлежит правильно обслуживать и своевременно ремонтировать технику
Важно проверять токопроводящие элементы на предмет целостности изоляции. Нельзя работать с устройством без специального защитного кожуха
По необходимости нужно регулировать ток в выпрямителе.
Прежде чем включить устройство в сеть, его необходимо очистить от пыли. Помимо того, надлежит проверить на соответствие с паспортной инструкцией. Далее заземляют корпус, а также зажим вторичной сети, которая идет к изделию. После нужно проверить работу вентилятора
Важно следить за исправностью контактов, тепловой защиты, дуг, деталей
Установку же устройства должен проводить квалифицированный специалист. Сваркой может заниматься сварщик, который прошел обучение по работе с устройством и имеет группу электрической безопасности не меньше 2-й. В ходе эксплуатации агрегат своевременно очищают от пыли и загрязнений. Кроме того, его продувают сжатым воздухом, заполняя тугоплавкой смазкой поверхности, подвергающиеся трению.
В ходе эксплуатации необходимо оберегать агрегат от атмосферных осадков, загрязнений и сырости. По необходимости его установку можно осуществлять на стройплощадках. Однако делать это можно исключительно в особых помещениях передвижного типа. По возможности нужно ограждать устройство от механических ударов. При перерывах в работе выпрямитель обязательно выключают.
Если изделие устанавливают в цехе, для него огораживают специально отведенное место. Если нет необходимого напряжения, это говорит о неисправностях. К примеру, такое бывает из-за проблем с ветровым реле, а также засасыванием воздуха не с нужной стороны, поломках вентилей. Если не работает электрический двигатель, необходимо проверить агрегат на предмет обрыва цепи питания.

В следующем видео рассказывается о том, как выбрать сварочный аппарат.
Расчет количества витков
Количество слоев для каждой обмотки определяем из величины площади сердечника по формуле K = 50 : Sс = 50/45 = 1,11 витка на один Вольт.
Внимание! В данной формуле, также, как и в первой, коэффициент 50 принят для трансформаторов с сердечниками типа П и Ш., для кольцевых сердечников будет равен 35 для, ШЛ и ШП – 40.
Теперь определим величину максимального тока на первичной обмотке по формуле: Imax = P : U = 6750 : 220 = 30,71 А. На основании этих данных можно узнать количество слоев для намотки. Расчет ведется по формуле Wх =Uх * K. Для вторичной – это будет W2 = U2 х K = 60 х 1,11 = 67 витков.
Количество слоев первичной обмотки узнаем, позже т.к. для этого необходимо применить другую формулу. Для регулировки мощности на выходе, от первичной обмотки производится несколько выводо. Количество витков для первичной намотки находим по формуле: W1ст = (U1 х W2): Uст, вит.
Где:
- Uст – напряжение на вторичной обмотке.
- U1 – напряжение первичной обмотки;
- W2 – количество витков вторичной обмотки;
- W1ст – количество первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P: I, В.
По формуле U = P : I, В. для исходного расчетного трансформатора Р= 6750 Вт, рассчитаем данные для четырех ступеней мощностью 95 А, 110 А, 135 А и 165 А., Подставив данные в формулу, получаем U1ст1=6750:95 =71 В, U1ст2=61 В, U1ст3=50 В, U1ст4=41 В.
Далее используем полученные данные для расчета намотки. По формуле W1ст = (U1 х W2): Uст, вит. получаем количество витков для каждой ступени (с округлением в большую сторону) W1ст1=(220х67): 71 =208 витка, W1ст2 = 242 W1ст3 = 295 витка, W1ст4 = 359 витков.
Прибавив к большему количеству витков значение от 6 %, получим необходимое расчетное общее количество витков первичной обмотки W1=359+18 = 377.
Наконец, рассчитаем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой намотки на плотность тока. В результате расчета: Sвтор =165 : 3 = 55 мм2 , Sперв = 11 мм2.
В итоге расчета сварочного трансформатора, питающегося от однофазной сети U1 = 220В, мощностью 6,75кВт. получим:
Железо: П образные штампованные листы трансформаторной стали толщиной 0,5 мм Тип обмоток – круговые намотанные на каркас; Количество витков W1 =377 в., W2 = 67 в., Количество регулируемых ступеней – 4. при Iрег – 95 А, 110 А, 135 А и 165 А. Сечение провода Sвтор = 55 мм2, Sперв = 11 мм2
Сварочный аппарат «Терминатор»
Сварочный трансформатор с выпрямителем постоянного тока в подсобном хозяйстве вещь очень полезная. Однако, если взять выше рассчитанный трансформатор с мощностью вторичной ступени 170 А, с потребляемой мощностью почти 7 кВт. При нынешних ценах на электроэнергию один день работы с таким аппаратом обойдётся в немаленькую сумму. При этом необходимо учитывать ещё немаловажную вещь, как пульсация электроэнергии в общей сети, особенно если это единая однофазная сеть на всю улицу (сельская электропроводка) а ведь именно там больше всего такие изделия и нужны. Отчасти эту проблему могут решить применение сглаживающих дросселей, но при недостаточной напруге в сети колебания напряжения могут доходить до 50 В.
Такие скачки не смогут сгладить даже мощные дросселя и сетевые стабилизаторы. Это отрицательно сказывается на работе бытовых приборов, например, холодильниках. И уже тогда разборок с соседями точно не миновать.
При развитии современных технологий, промышленность выпускает компактные трансформаторы. Так -как мы уже знаем параметры необходимого трансформатора, то далее будем рассматривать аппараты для применения в подсобном хозяйстве в этих пределах. Хорошо востребованные изделия московского – терминатор сварочный аппарат с выпрямителем

Сварочный трансформатор «Терминатор» имеет вес 13 кг при почти профессиональных характеристиках: регулируемое разброс тока от 30 до 170А, небольшой вес и габариты, низкая цена (всего 14 тыс. руб.). Именно из -за малые веса аппарат приобрел популярность. Аппарат востребован не только в домашних, но и профессиональных работах, особенно где от сварочного оборудования требуется мобильность – переноска с одного места на другое, например, в коммунальной сфере; стройке, ремонта автотранспортного оборудования, в общем, везде, где нужно часто менять место работы.
У “Терминатора” имеется принудительная система охлаждения вентиляторами, которые регулируют мощность воздушного потока от датчиков температуры. Такая система охлаждения дает возможность использовать аппарат с 70% коэффициентом ПНВ (продолжительность непрерывного включения) это значит, что работать аппарат может из 10 минут – 7 работа, 3 отдых.
Если же произойдет перегрев обмоток, то защита отключит аппарат от нагрузки автоматически. В трансформаторе обмотки выполнены из 9 % меди, что практически исключает потери на внутреннее сопротивление. Поэтому аппарат очень экономичен.
Классификация по видам: многопостные, однопостные и прочие
Существует несколько видов сварочных выпрямителей.
Сварочный пост – рабочее место сварщика. Выпрямители имеют конструкции, способные обслуживать как один пост, так и несколько одновременно. Если с одним постом все понятно, то как происходит функционирование группы постов, исключающая влияние друг на друга, требуется пояснить.

Сварочный 4-постовой выпрямитель ВДМ-6303С. Фото ВсеИнструменты.ру
Независимость в функционировании определяется неизменным напряжением холостого хода каждого поста. Это обеспечивается жесткой вольтамперной характеристикой. При падающей характеристике короткое замыкание на отдельном посту снижало бы напряжение на других постах и прекращало бы сварку. Каждый пост имеет дополнительное изменяемое сопротивление для регулирования силы тока.
Многопостовой сварочный выпрямитель используется в промышленных условиях. Однопостовые применяются не профессиональными сварщиками.
Сварочный выпрямитель ЭТА ВД-306 Б 3х380. Фото ВсеИнструменты.ру
Основное свойство для классификации сварочных выпрямителей – это различие по характеристикам выходного выпрямленного напряжения от сварочного тока. В зависимости от этой характеристики (пологопадающая, крутопадающая или универсальная) определяется применяемость выпрямителя к той или другой сварочной технологии.
Крутопадающая характеристика – для ручной дуговой сварки штучными покрытыми электродами, аргонодуговой сваркой с вольфрамовыми электродами, механизированной сваркой под флюсом на аппаратах с регулированием подачи электродной проволоки в зависимости от напряжения дуги.
Выпрямители с пологопадающей характеристикой – применяются при механизированной сварке с плавящимся электродом в среде защитных газов или под флюсом, при постоянной скорости подачи проволоки, не зависящей от напряжения дуги. Эти характеристики производитель получает с помощью регулировки трансформатора, регулированием индуктивного сопротивления дросселя или с помощью полупроводниковых приборов. Прежде всего важно знать для каких работ годится сварочный выпрямитель и его параметры.
- Трансформаторные. Внутри силового трансформатора расположены подвижные катушки. Первичная регулировка производится переключением обмоток со схемы «звезда» на «треугольник». Более тонкая регулировка происходит за счет изменения расстояния между обмотками.
- Транзисторные. Полупроводник работает по принципу ключа. Транзистор настроен на определенную по величине силу тока. При этом регулировка сильного тока происходит за счет более слабого. Такой способ регулирования расширяет диапазон применяемых сварочных токов.
- С регулировкой дросселя насыщения. Обычно дроссель (индуктивное сопротивление) находится между трансформатором и выпрямительным блоком. Силовой трансформатор выдает постоянное напряжение. Использование индуктивного сопротивления позволяет изменять параметры и выпрямитель уже будет работать на падающей вольтамперной характеристике.
- Тиристорные. Здесь управление напряжением и силой тока осуществляется с помощью электронной схемы. В схеме есть подстроечный элемент, через который производится настройка напряжения и силы тока подводимых к электроду в месте сварки.
- Инверторные сварочные выпрямители. Производят регулировку сварочного тока по совсем другому принципу. Электронные приборы способны автономно осуществлять регулирование сварочного тока высокой частоты и уйти от повышения тока за счет снижения напряжения.

Выпрямитель инверторный Линкор ВД-201И. Фото Сварочные Технологии
Сварочные выпрямители подразделяются на бытовые, с мощностью не превышающей 200 А, полупрофессиональные (мощность – до 300 А) и профессиональные (свыше 300 А). Модели отличаются между собой по мощности, габаритам и количеству поглощаемой энергии.

Сварочный инверторный выпрямитель Foxweld ВД-306И, максимальный ток – 315 А. Фото ВсеИнструменты.ру
Основные технические данные выпрямителей: напряжение питающей сети и холостого хода, максимальная мощность работы, потребляемая мощность, тип сварочного тока, диаметр электродов, вес и габариты . Различные виды выпрямителей предназначены для разных работ – так, например, ВД2-313 используется для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 – универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Различные виды выпрямителей предназначены для разных работ — так, например, ВД2-313 предназначен для двухпостовой дуговой сварки стальных предметов, а ВДУ-506 — универсальный выпрямитель, способен проводить комплектацию сварочных автоматов и порошковую сварку.
Зачем переделывать аппарат?
Теперь вы знаете, что вопрос «Так какой ток лучше: переменка или постоянка?» не имеет ответа. Аппараты на переменке и аппараты на постоянке — это два разных явления со своими достоинствами и недостатками. И в идеале лучше иметь в своем арсенале универсальное оборудование, способное варить и на постоянном, и на переменном токе.
В продаже встречаются такие аппараты, но они стоят несравнимо дорого. Если вы профессионал, то есть смысл купить такое устройство. Но если вы любитель, и варите пару раз в год у себя на даче или в гараже, то лучше приобрести трансформаторный аппарат и немного доработать его. Трансформатор, работающий на переменном токе, можно снабдить возможностью переключения на постоянный ток. Так вы получите недорогой универсальный аппарат, который к тому же будет мощным и надежным.
Для какого вида сварки используются
C помощью этого оборудования производится большинство сварочных технологий. Они включают сварку ММА (ручная дуговая с электродом с покрытием), MIG (сварка плавлением в среде защитного газа), TIG ( аргонно-дуговая сварка неплавящимся электродом). Использование выпрямителей дает возможность сваривать не только черные металлы, но и нержавеющие, жаропрочные и жаростойкие высоколегированные стали, чугуны, цветные металлы, алюминиевые и титановые сплавы.
Какие электроды используются
Сварка может производиться электродами любых типов:
- сварочными электродами постоянного тока (например: УОНИИ-13/55 или УОНИ-13/55);
- универсальными электродами (например: АНО-4, МР-3 или ОЗС-12);
- специальными электродами.