18.11.2021 Автор: VT-METALL

Из этого материала вы узнаете:
- Плюсы и минусы сварки плавлением
- 7 видов сварки плавлением
- 2 типа электродов для сварки плавлением
- Технология сварки плавлением
- Стандарты и требования к сварке плавлением
- Оценка готового изделия
- 6 распространенных ошибок при сварке плавлением
Сварка плавлением получила широкое распространение благодаря простоте выполнения и высокой степени надежности. Этим способом пользуются как при изготовлении бытовых приборов, так и при создании космической техники. Технология настолько доступна, что ее используют и в домашних условиях.
Существует несколько способов сварки плавлением, выбор зависит от поставленной задачи. Подробнее о том, из каких этапов состоит эта технология и как контролируется качество выполнения, читайте в нашем материале.
Плюсы и минусы сварки плавлением
Что собой представляет сварка металлов плавлением? Это процесс соединения составных частей конструкции, при котором происходит расплавление не сжатых между собой сопряженных поверхностей. Мощностные характеристики используемого источника энергии должны обеспечивать процесс плавления присадочного материала и кромок деталей.

Разжечь дугу высокой температуры можно при последовательном выполнении трех действий. Сначала необходимо прикоснуться к заготовке электродом, в результате чего произойдет короткое замыкание, приводящее к нагреву его кончика. После этого следует слегка отвести электрод от детали, при этом устойчивость дуги не должна снижаться. Такое расстояние определяется опытным путем. Разогревание электродного кончика необходимо для устойчивости электронной экзоэмиссии, что также способствует поддержанию стабильной электрической дуги.
В момент плавления электрода его присадочный материал переносится в сварную ванну, благодаря чему и происходит соединение деталей. На некоторых моделях сварочного оборудования, используемых для сваривания деталей с помощью несгораемых электродов, разжигание дуги осуществляется бесконтактным способом. Достичь розжига позволяет специальное устройство, называемое осциллятором.
Одновременно с металлом происходит плавление и различных загрязнений, что приводит к образованию шлака на поверхности ванны. Температура верхнего слоя сварного соединения выше расплавленного металла, что приводит к изменениям механических характеристик и структуры шва после его остывания. Достоинствами технологии электрической сварки плавлением являются возможность соединения металлов с разнородными структурами и универсальность.
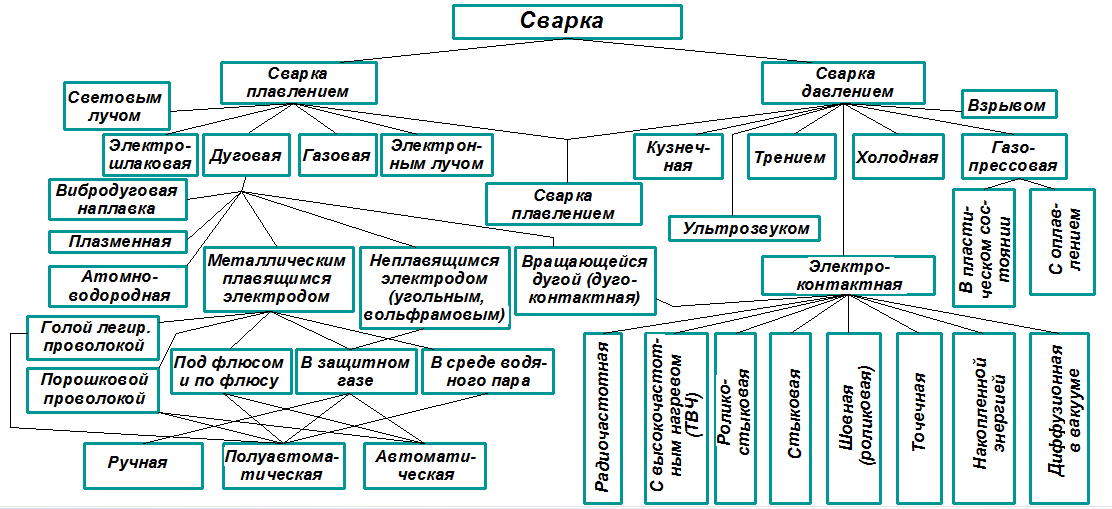
Классификация сварочного процесса
Сварочный процесс может реализовываться по нескольким классификациям способов сварки:
- Методом плавления — это определенное количество технологий сварочных работ, которые осуществляются способом плавления металлов, благодаря чему они плотно соединяются между собой.
- Способом давления реализуется за счет деформации металлических поверхностей и их атомному соединению. В результате качество зависит от многих аспектов: материал свариваемых деталей и качество их подготовки, уровень давления, способность металла к деформации.
- Пайка – это определенная технология для создания неразъемного соединения между двумя деталями, методом вплавления между ними дополнительного материала (припоя), который имеет гораздо меньшую температуру плавления, чем детали, требуемые спайки.
Сварка плавлением
Основная особенность сваривания плавлением заключается в образовании сварочной ванны, в которой формируется соединительный шов, когда металл кристаллизуется. В различных промышленностях этот способ считается самым востребованным, распространенным и популярным. Его технология заключается в нагревании краев соединительных деталей, которые при остывании становятся одним целым. Основное условие такой сварки – это высокая мощность аппарата, так как необходимо обеспечить высокий уровень нагревания. Все дело в том, что не вся энергия направляется на сплавление. Часть ее излучается в окружающую среду, а еще часть тратится на нагревание холодного изделия, прежде чем оно начнет плавиться.
Среди всех источников, которые могут использоваться для нагревания при термической обработке, самым надежным и качественным считается электронный луч. Но, несмотря на это, чаще всего используется метод электрической дуговой сварки с использованием электрода. Это связано с тем, что для использования луча нужно специальное оборудование, помещение и обученный персонал, а варить электродом может научиться каждый желающий.
В подведении итога можно сделать вывод, что сваривание плавлением реализуется через источник энергии. Для его осуществления необходимы определенные навыки, для образования качественного шва. Это самая распространенная классификация способов сварки.
Сварка плавлением делится на определенные виды сварки металла:

- Электродуговой метод для реализации требует электрическую дугу, которая образуется между рабочим материалом и электродом, применяемый для данного типа металлообработки. Она может быть выполнена в трех разных способах:
- ручная, где электрод держит мастер и полностью контролирует процесс сваривания изделий;
- полуавтоматическая, при которой проволока подается с помощью специального механизма, встроенного в аппарат;
- механическая сварка или автоматическая, которая выполняется полноценно сварочной машиной.
При таком виде термообработки материалов самая главная задача мастера удержать дугу, иначе придется заново совершать поджог и устанавливать электросоединение, которое расплавляет железо.
- Электрошлаковая обработка происходит за счет тепловой энергии, выделяемой агрегатом. При этом образуется ванна плавления, в которой металл защищается от окисления из внешней среды газами. Такая методика не требует дуги, так как тепло исходит от сварочного тока, проходящего через проводной шлак;
- Электроннолучевой тип выполняется в специальных камерах, где тепло выделяется за счет бомбардировки зоны сварки электронным потоком, приобретающим высокие скорости в высоковольтной установке, имеющей мощность до 50 кВт. Анодом является изделие, подлежащее свариванию, а катодом — спираль или вольфрамовая нить, нагретая до температуры 2300° С.
- Газовое сплавление происходит посредством высокой температуры, которая образуется за счет горения газовой среды в аппарате;
- Импульсно-дуговой метод заключается в том, что сварочный ток не сохраняет постоянную величину, а поступает в дежурную сварочную дугу определенными кратковременными импульсами.
- Лазерная методика основана на использовании фотоэлектронной энергии. При большом усилении световой луч способен плавить железо. Для его образования используют специальные устройства — лазеры.
- Плазменный способ термосваривания материалов. Плавление металлов осуществляется плазменно-дуговой струей, имеющей температуру выше десяти тысяч градусов.
Основные виды сварки способом плавления часто применяются в промышленных и домашних условиях.
Сварка давлением
Сваривание давлением знакома издавна. Еще кузнецы использовали такой метод, когда нагревали на костре две части детали до белого каления и с помощью сильного удара соединяли их в одно целое. Такой метод используется и в современном мире, например в радиоэлектронике, потому что сваренные детали не имеют остаточного заряда, который может помешать при работе техники.
Все виды сварки давлением рассмотрим далее:
- ультразвуковой способ осуществляется за счет превращения при помощи специального преобразователя ультразвуковых колебаний в механические частоты и применения небольшого сдавливающего усилия;
- термитный процесс сварки заключается в том, что рабочие изделия закладываются в огнеупорную форму, а в установленный сверху тигель засыпается специальный термит — порошок из алюминия и окиси железа. При его горении окись железа восстанавливается, а образующийся при этом жидкий металл при заполнении формы оплавляет и соединяет кромки свариваемых изделий.
- сваривание трением осуществляется за счет силы трения. Она появляется в результате вращения одной из частей изделия, которое поддается сцеплению;
- контактный способ происходит следующим образом: место сварки разогревается или расплавляется теплом, образованным при прохождении электрического тока через контактируемые места изделий.
- холодная сварка основана на способности металла образовывать общие кристаллы при значительном давлении;
- газопрессовой метод осуществляется нагреванием концов стержней или труб по всему периметру окружности многопламенными горелками до пластического состояния или плавления с их последующим сжатием;
- сваривание токами высокой частоты. Данный способ сцепления железных элементов основан на разогреве токами высокой частоты концов стыкуемых стержней или труб до пластического состояния с последующим приложением осевых усилий для получения неразъемного соединения.
Пайка
Пайка — это способ соединения железных поверхностей, находящихся в твердом состоянии, с использованием дополнительно введенного металла или сплава припоя, имеющего меньшую, чем соединяемые металлы, температуру плавления.

Процесс производится специальным аппаратом – паяльником. Он при соприкосновении создает температурный режим, который выше t плавления припоя, но ниже t плавления изделия. При этом припой расплавляется и создает жидкую каплю, которой соединяются детали. Когда материал остывает в результате остается прочное скрепление. Его качество напрямую зависит от подготовки рабочего изделия и площади расплавления припоя. Чем лучше произведена предварительная очистка, тем крепче получится спайка.
Пайка бывает нескольких типов, первая из которых производится под воздействием температуры до 450 градусов, а вторая – выше 450 градусов. Это зависит от типа припоя:
- галлиевый сплав (50°С);
- сплав Розе (96 °C);
- оловянно-свинцовый (220 °C);
- медно-цинковые (865 °C);
- медно-серебряные (779 °C).
Такой способ позволяет скреплять металлы и неметаллы между собой. В сравнении со сваркой этот способ осуществляется под действием меньших температур. Но при этом прочность буден гораздо ниже.
Технология сварки плавлением
При любой технологии сварки плавлением процесс соединения деталей должен состоять из следующих этапов:
- Подготовительные работы. Производится зачистка кромок заготовок от коррозии и жировых остатков, после этого кромки срезаются с учетом толщины детали.
- Устанавливаются и фиксируются детали в необходимом положении.
- Разжигается дуга (можно использовать любой способ). Иногда производится нагревание заготовок при помощи другого способа.
- Формируется сварной шов, после остывания которого соединение необходимо зачищать от шлаковых включений.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Стандарты и требования к сварке плавлением
Для регулирования процессов сварки металлов плавлением разработаны следующие документы:
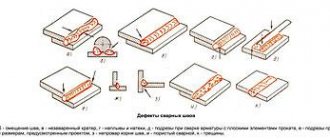
- ГОСТ 30242-97 (описание и способы устранения дефектов);
- ГОСТ Р 55143-2012 (параметры сварки);
- ГОСТ Р ИСО 5817-2009 (требования к качеству шва);
- ГОСТ 11969-79 (основные термины и обозначения).

Требования, предъявляемые к сварочным швам, зависят от предназначения конструкции. Но в любом случае прочность и твердость соединения должны быть примерно такими, как у цельных изделий.
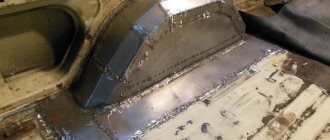
Ручная дуговая сварка плавящимся электродом
Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Оценка готового изделия
При сваривании конструкций, не входящих в категорию ответственных, проверку качества шва можно произвести только методом визуального осмотра. Для ответственных конструкций применяются следующие способы контроля качества:
- радиационный;
- капиллярный;
- магнитный;
- ультразвуковой дефектоскопии.
Требования, предъявляемые к сварочным швам, зависят от назначения изделия. Но существует обязательное условие: твердость и прочность сварного соединения не должны быть ниже, чем у самой металлической заготовки.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Прежде чем приступить к визуальному контролю, необходимо зачистить шов от окалин и шлака, образовавшихся при сварке металла плавлением. Ширина сварного соединения по всей длине должна быть одинаковой, а поверхность иметь мелкочешуйчатую структуру. Наличие сужений, пропусков и наплывов недопустимо. Если после сварки на поверхности металла обнаруживаются трещины и поры, то такой шов необходимо отбраковывать.
Каким способом сварки плавлением воспользоваться – зависит от поставленной задачи. При частом проведении таких работ вне помещения удобней будет использовать газовую горелку с баллонами или переносной дуговой аппарат. В случаях проведении сварных работах на одном месте наилучшим вариантом станет полуавтоматический, а при массовом производстве – автоматический сварочный агрегат.
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Опишите ручную дуговую сварку плавящимся электродом
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием. Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3 ÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы: для сварки углеродистых и низколегированных конструкционных сталей – У; для сварки теплоустойчивых легированных сталей – Т; для сварки высоколегированных сталей с особыми свойствами – В; для наплавки слоев с особыми свойствами – Н.
48. Свариваемость. Основные технологические приемы для трудно и ограниченно свариваемых сталей.
Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. Плохо свариваемые стали содержат углерод в количестве более 0,45%. При их сварке требуются специальные технологические процессы.
Легирование стали одним или несколькими легирующими элементами придает ей определенные физико-механические свойства. Как правило, повышение уровня легирования и прочности стали приводит к ухудшению ее свариваемости и первостепенная роль в этом принадлежит углероду.
Низколегированные стали хорошо свариваются всеми способами плавления. Получение же при сварке равнопрочного сварного соединения, особенно у термоупрочненных сталей, вызывает определенные трудности. В зонах, удаленных от высокотемпературной области, возникает холодная пластическая деформация. При наложении последующих швов эти зоны становятся участками деформационного старения. Это в конечном итоге приводит к снижению пластических и повышению прочностных свойств металла и соответственно к появлению холодных трещин. В среднелегированных сталях увеличивается склонность к закалке, в связи с чем такие стали имеют высокую чувствительность к термическому циклу сварки. Их околошовная зона оказывается резко закаленной, а следовательно, и непластичной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва. Поэтому с целью снижения скорости охлаждения околошовной зоны при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
При сварке высоколегированных хромистых 08X13, 08Х17Т и некоторых других сталей существуют отличительные особенности: высокий порог хладноломкости стали, находящийся обычно в области положительных температур; склонность к значительному охрупчиванию в околошовной зоне; низкая пластичность и вязкость металла шва, выполненного сварочными материалами аналогичного со сталью химического состава; невозможность устранить охрупчивание термообработкой.
Сварку таких сталей необходимо выполнять с минимальным тепловложением, так как с увеличением погонной энергии возрастает склонность зон сварного соединения к росту зерен, появлению микротрещин и падению пластичности. При этом снижается сопро-тивляемость сварного соединения локальным повреждениям и межкристаллической коррозии. В процессе сварки возникает опасность коробления и появляется повышенный уровень остаточных напряжений. После сварки в ряде случаев требуется термообработка.
Электродуговая сварка металла
Электродуговая сварка металла представляет собой один из способов сваривания металлов, суть которого заключается в нагреве и расплавлении металла электрической дугой. Это один из самых распространенных методов сварки. Впервые этот способ был открыт ученым Славяновым Н.Г. в 1888 году. Для этого он использовал металлический плавящийся электрод. Сварка происходила под слоем флюса. Электродуговая сварка металла осуществляется постоянным током. При этом плюс находится на свариваемой детали, а минус на электроде. Процесс электросварки выполняется как плавящимся электродом, так и неплавящимся. Такой способ сварки широко применяется в ремонтных работах, монтажных, машиностроении, в строительстве и др. областях.