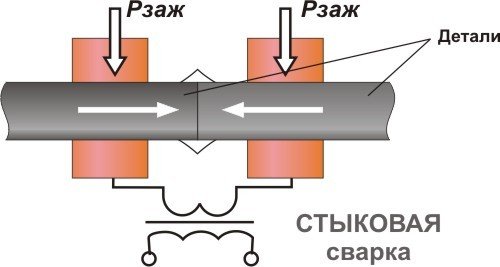
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Этому виду сварки под силу соединение таких капризных металлов как сплавы меди, сталь и многие другие цветные сплавы, в том числе алюминиевые. Импульсная сварка отлично справляется со сложными стыковыми швами при соединении металлических заготовок с толстыми краями.
Исторически импульсная сварка была изобретена и разработана в качестве конкурентного метода электродуговой технологии, у которой имеются определенные недостатки с точки зрения производительности и качества сварочного шва.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Суть процесса
Принцип импульсной сварки.
Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса — так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный — импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
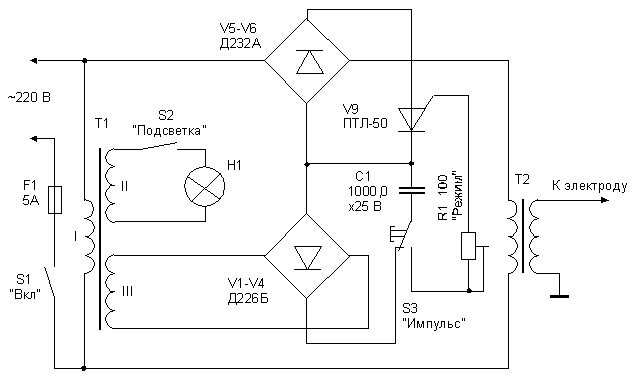
Электрическая схема устройства импульсной сварки.
Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Импульсный электродуговой сварочный аппарат
В нашем коллективе давно витала идея создания небольшого, компактного, лёгкого, но в то же время приемлемого по параметрам сварочного аппарата. Однако, наша частичная безграмотность и неосведомлённость не позволяла нам решить проблему, так сказать, «с ходу».
Единственное, что мы знали, что напряжение холостого хода у всех «обычных» аппаратов — около 60-ти вольт, а токи достигают 150-200 ампер.
Но. но тут мы узнали, что идея наша не нова, и некоторые уже для себя её давным давно решили. Одним умельцем был изготовлен электродуговой сварочный аппарат, который при токе сварки от 30-ти до 80-ти ампер имел вес всего 7.5 кг и запросто умещался в дипломате.
Некоторые скажут: «Маловато! Маловато будет!». А что, для того, чтобы варить автомобиль вполне достаточно, да и забор на даче в случае чего подварить хватает.
Главное, что этот аппарат можно было подключать в обычную бытовую розетку
220 вольт! (Его КПД — больше 85%).
Этот сварочный аппарат послужил прообразом для воплощения нашей идеи.
Естественно, что в первоначальную схему было внесено масса изменений.
Во-первых, возбуждение преобразователя было сделано от внешнего генератора (в той схеме преобразователь «самовозбуждающийся» с насыщающимся выходным трансформатором).
Во-вторых, добавлена схема «мягкого» запуска для предотвращения перегорания диодов сетевого выпрямителя в момент включения в сеть.
В-третьих, для измерения тока первичной обмотки (а вместе с ним и во вторичной) был применён компаратор 554СА3 (вместо схемы на транзисторе КТ315 и тиристоре КУ112).
В-четвёртых, были разделены выходные обмотки и выходные выпрямители.
После всех доработок, изменений и расчётов была рождена схема, с которой мы вас сейчас познакомим.
Преобразователь. Силовая часть сварочного аппарата
Ниже приведена так называемая «силовая» часть.
Спецификация деталей «силовой части»
0,1 мкФ х 250 В
| Обозначение на схеме | Марка элемента | Примечания |
| ДИОДЫ | ||
| VD1 — VD8 | КД 203 | Установлены на радиаторах |
| VD9 — VD11 | КД 226Д | |
| VD12 | КД 102Б | |
| VD13 | КД 522 | |
| VD14, VD15 | КД 102А | |
| VD16 — VD17 | КД 213А | |
| VD18 — VD19 | КД 212А | |
| VD20 — VD21 | КД 212А | |
| VD22 — VD27 | КД 209А | |
| VD28 — VD29 | КС162А | |
| VD30 | КД 2990А (КД 2997А) | |
| VD31 — VD42 | КД 2997А | |
| ТИРИСТОР | ||
| VT1 | Т122-25-6 | Установлен на радиаторе |
| ТРАНЗИСТОРЫ | ||
| VT2 — VT3 | КТ 315Г | |
| VT4 | КТ 209М | |
| VT5 — VT6 | КТ 972А | |
| VT7 — VT8 | КТ 878А | Установлены на радиаторе |
| МИКРОСХЕМЫ | ||
| DA1 | 142КРЕН5А | |
| ТРАНСФОРМАТОРЫ, ДРОССЕЛИ | ||
| Т1 | См. примечания | См. намоточные данные |
| Т2 | Ш10х10 НМ-2000 | |
| Т3 | К12х8х3 НМ-2000 | |
| Т4 — Т5 | 2хК20х10х НМ-2000 | |
| Т6 | 2хК28х16х9 НМ-2000 | |
| Т7 | 2хШх20х28 НМ-2000 | |
| L1 — L4 | ПХ 4748003 (. почему-то изготовлены на «железе». ) | (применялись в БП ЭВМ «ЕС») |
| РЕЗИСТОРЫ | ||
| R1 | 10 Ом не менее 5 Вт | |
| R2 | 10 кОм 2 Вт | |
| R3 | Переменное 1кОм | |
| R4 | 1 кОм | |
| R5 | 22 кОм | |
| R6 | 150 кОм | |
| R7 | 10 кОм | |
| R8 | 27 кОм | |
| R9 | 10 кОм | |
| R10 | 10 кОм 2 Вт | |
| R11 | 1,5 кОм | |
| R12 | 1,8 кОм | |
| R13-15 | Общее: 470 Ом не менее 25 Вт | |
| R16 — R17 | 0,5 Ом 2 Вт | |
| R18 — R20 | Общее: 0,01 Ом не менее 5 Вт | |
| R21, R23 | 2,2 кОм | |
| R22, R24 | 6,8 кОм | |
| R25 | 1,2 кОм | |
| R26 | 68 кОм | |
| R27 — R28 | 750 Ом | |
| R29 | 200 Ом | |
| R30 | Переменное 1кОм | |
| R31 — R34 | 47 Ом | |
| КОНДЕНСАТОРЫ | ||
| С1 | 0,47 мкФ х 800 В | |
| С2 | 10,0 мкФ х 350 В | |
| С3 | 0,047 мкФ х 600 В | |
| С4 | 0,022 мкФ | |
| С5 | 0,1 мкФ х 50 В | |
| С6 | 0,1 мкФ | |
| С7 | 0,047 мкФ | |
| С8 | 0,047 мкФ х 800 В | |
| С9 — С12 | Суммарно 2000,0 мкФ х 350 В | |
| С13 | Подбирается при настройке | |
| С14 | Подбирается при настройке | |
| С15, С16 | 56 пФ | |
| С17 | ||
| С18 | 470,0 мкФ х 35 В | |
| С19, С21, С23, С25, С27, С29, С31 | 0,1 мкФ | |
| С20 | 470,0 мкФ х 16 В | |
| С22, С26, С30 | 10,0 мкФ х 16 В | |
| С24, С28 | 68,0 мкФ х 35 В | |
| С31 — С34 | 0,022 мкФ |
Схема управления: задающий генератор, компаратор, схема запуска.
Схема управления и часть схемы запуска:
Спецификация деталей схемы управления
| Обозначение на схеме | Марка элемента | Примечания |
| ДИОДЫ | ||
| VD1 | КД503 | Любой маломощный |
| ТРАНЗИСТОРЫ | ||
| VT1, VT8, VT9 | КТ315 | Возможны любые аналоги |
| VT2 — VT5 | КТ361 | Возможны любые аналоги |
| VT6, VT7 | КТ605БМ | Возможны любые аналоги |
| МИКРОСХЕМЫ | ||
| DA1 | К155ЛА3 (ЛА12) | Возможны любые аналоги |
| DA2 | К544СА3 | |
| DA3 | К155АГ3 | |
| DA4 | К155ТМ2 (К1531ТМ2) | Возможны любые |
| DA5 | К155ЛА1 (К155ЛА6) | Возможны любые аналоги |
| РЕЗИСТОРЫ | ||
| R1, R2, R5, R8, R10 | 2,2-4,7 кОм | В зависимости от применяемых микросхем |
| R3 | 27 кОм | |
| R4 | 4,3 кОм | |
| R6 | Подбирается при настройке | В справочнике по микросхемам под редакцией Шило есть графики расчёта длительностей импульсов, получаемых с одновибратора 155АГ3 |
| R7 | Подбирается при настройке | |
| R9 | 330 Ом | |
| R11, R13, R15, R17 | 3,3 кОм | |
| R12, R14, R16, R18 | 2,7 кОм | |
| R19, R21 | 680 Ом | |
| R20, R22 | 1,5 кОм | |
| R23, R24 | 1,2 кОм | |
| КОНДЕНСАТОРЫ | ||
| C1 | 1000 пФ | |
| C2 | 56 пФ | |
| C3 | Подбирается при настройке | В справочнике по микросхемам под редакцией Шило есть графики расчёта длительностей импульсов, получаемых с одновибратора 155АГ3 |
| C4 | Подбирается при настройке | |
| C5 | 1000 пФ |
Чертеж печатной платы:
Схема расположения элементов на плате
Обратите внимание, что схема »мягкого запуска» (кроме элементов R1, C2) размещена на плате управления.
Технические нюансы
До начала работы приёмник энергии нужно подключить к сети электропитания, чтобы зарядить его до нужного уровня. Сама импульсная сварка занимает совсем немного времени, так как используется энергия, имеющаяся в запасе в приемнике. Такую сварку вполне можно выполнить своими руками, она совсем не сверхсложная.
При этом способе отлично контролируется и минимизируется малоприятное явление в виде разбрызгивания капель расплавленного металла. Имеется прекрасная возможность производить сварочные швы высокого качества практически в домашних условиях.
Швы формируются вследствие расплавления отдельных порций металла с последующим покрытием.
Важнейший момент – правильное выставление режима импульсной и дежурной дуги. Если режим верный, процесс пройдет быстро, правильно и, самое главное, безопасно, без всяких кратеров в ответственных стыковых участках.

Импульсная сварка на постоянном токе
Жесткость режима является технологической особенностью данного метода. Все дело в длительности импульса. Если его поменять, изменятся все параметры сварки.
Одно из важных преимуществ – возможность контролировать и минимизировать кристаллизацию металла. Можно изменять форму сварочной ванны. Дополнительно можно контролировать и снижать риск деформации сварочного шва.
Данный метод часто применяется для соединения металла с толщиной краев свыше 3-х мм.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
Классификация видов
Импульсная сварка подразделяется на четыре вида:
- конденсаторная с применением аппаратов с огромным диапазоном силы тока. Отлично подходит для сварки алюминиевых деталей;
- аккумуляторная в которой используются устройства с щелочными аккумуляторами, отлично справляются с замыканиями в сети;
- инерционная с использованием кинетической энергии мощного маховика;
- электромагнитная с получением механической энергии с помощью магнитного поля. Элементы крепятся магнитными силами в сочетании с высоким давлением.
Бюджетные модели инверторов
Сейчас ассортимент инверторных сварочных аппаратов настолько велик, что домашнему мастеру непросто разобрать и выбрать для себя оптимальный вариант. На нашем сайте мы часто рассказываем об аппаратах для дома и работы, составляем рейтинги и делимся опытом. В рамках этой статьи мы расскажем вам о некоторых инверторах, которые подойдут для домашней сварки. В списке представлены три недорогих инвертора.
EUROLUX IWM 190
Eurolux IWM 190 — один из самых бюджетных инверторов на рынке, который при этом завоевал популярность у многих домашних сварщиков. Сейчас этот аппарат можно купить по цене не более 70$, практически даром. Особенно, если учесть, что аппараты с теми же характеристиками, но от более именитых производителей стоят в разы больше. Можно сказать, что цена — это главное достоинство данного инвертора.

Модель IWM 190 от EUROLUX предназначена для ММА сварки (ручная дуговая сварка покрытым электродом). Для работы можно использовать стержни диаметром до 3 мм, чего достаточно для большинства домашних работ. Аппарат очень легкий и компактный, но несмотря на это выдает все 190 Ампер.
Дополнительных функций у IWM 190 нет. Если бы производитель решил снабдить этот инвертор, скажем, форсажем дуги или антизалипанием, то его цена сразу же возросла бы. В комплекте с аппаратом есть сварочные кабели, держатель для электрода и зажим на массу. Но мы не рекомендуем их использовать, качество неудовлетворительное. Лучше приобретите все комплектующие отдельно, подобрав качественные.
Eurolux IWM 190 однозначно понравится начинающему сварщику или дачнику, который уже имеет базовые навыки сварки. Аппарат не очень производителен, но за свои деньги отлично справляется с мелкими задачами вроде сварки теплицы или ремонта калитки.
ТОРУС 200С СУПЕР
Но что, если вам нужен более функциональный инвертор, который должен стать настоящим помощником в хозяйстве или в гараже? При этом финансы как всегда поют романсы, и хочется сэкономить… В таком случае обратите внимание на инвертор Торус 200С Супер. Это полностью российский аппарат, который сконструирован и собран в России.

Благодаря отечественному производству удалось сделать функциональный, при этом недорогой инвертор стоимость около 200$. За эту стоимость аппарат очень неплох. Торус 200С Супер позволяет выполнять не только ММА, но и TIG сварку.
Характеристики достаточные для работы дома: максимальный сварочный ток 200 Ампер, а параметр включения все 100%, если варить тонкий металл. Последняя особенность вообще редко встречается в инверторах бытового класса. Большинство аппаратов нуждаются в частом отдыхе во избежание перегрева, а Торус 200С Супер работает без перерыва.
Данная модель от бренда Торус подойдет не только для новичка, но и для практикующего. Дуга поджигается легко и горит без проблем, швы получаются достойными, особенно в режиме TIG.
BLUEWELD PRESTIGE 186 PRO
Последний в нашем небольшом списке инвертор — это BLUEWELD Prestige 186 PRO. Аппарат, собранный в Италии, по заверению производителя. Сборка действительно очень качественная, как и комплектующие, из которых аппарат собран. Из-за европейской, а не китайской или российской сборки производитель продает этот аппарат по несколько завышенной цене, но это нормальная ситуация. Европейское качество всегда ценится больше, чем любое другое.

BLUEWELD Prestige 186 PRO способен на ММА и TIG сварку, но мы все же считаем, что его главный режим работы — это ММА. Именно при ММА сварке удается добиться максимальной производительности. Но это не значит, что TIG сварка здесь совсем плоха. Вовсе нет. Она скорее не предназначена для постоянного использования. Если вы выполняете сварку пару раз в год, цените качество и готовы немного переплатить, то присмотритесь к этой модели.
Что касается технических характеристик, то они довольно скромные. Максимальная сила тока — 160 Ампер, параметр включения 60%. Это меньше, чем у аппаратов выше, но зато характеристики абсолютно реальные и аппарат использует их очень рационально. Вес BLUEWELD Prestige 186 PRO около 5 кг, что очень удобно.
Алгоритм действий
Это один из самых лучших видов сварки в целом. Нет никакого разбрызгивания, не формируются несплавления, варить можно в любом положении, очень экономно расходуются электроды. Швы формируются исключительно качественными без каких-либо прожогов.
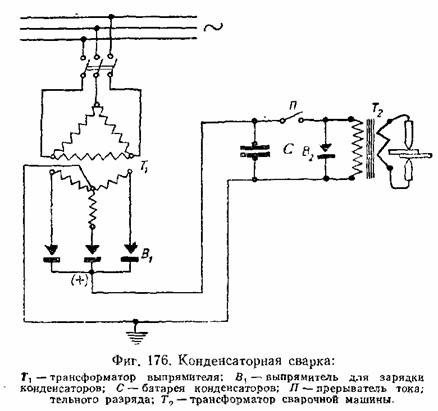
Схема конденсаторной сварки.
Принцип действия сварочного инвертора в сочетании с импульсной технологией следующий: перенос металла электрода в сварочную ванну с одновременным регулированием тока.
Все начинается с формирования капли металла на конце электрода, которая при повышении тока попадает в сварочную ванну. Теперь этот горячий момент должен смениться холодным этапом с остыванием металла. Так может происходить много раз.
Проволока электрода должна быть хорошо разогрета. Это особенно важно при низких значениях тока.
Импульсный сварочный аппарат является чрезвычайно универсальным устройством: его можно применять в том числе и в газовой среде, для соединения металлических деталей самой разной толщины и конфигурации.
Эти аппараты очень удобны в работе с понятными регулировками для грамотной и тонкой настройки. Обычно они снабжены неплохим программным сопровождением, что делает их еще более эффективными по всем критериям.
Главные достоинства метода
Преимущества импульсной сварки:
- Первым делом это великолепное качество сварочного шва. Сразу же заметим, что импульсные устройства – вещи весьма недешевые. Но они того стоят и обязательно окупят все затраты в будущем.
- Импульс варит все: от стали до алюминия.
- Нужен минимум дополнительных инструментов и расходных материалов.
- Нет разбрызгивания металла.
- Не бывает прожогов и несплавлений.
- Возможность контролировать дугу.
- Отличная возможность управлять процессом переноса металла.
- Экономный расход материалов, в том числе сварочной проволоки и электродов.
- Легкая чистка шва в конце.
- Легкость для исполнения даже новичками.
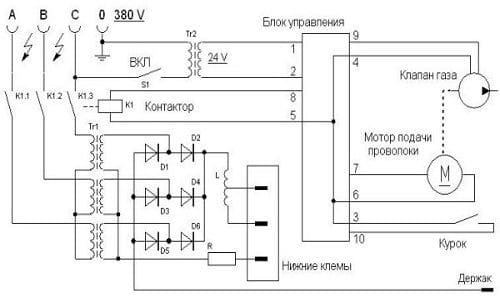
Чертеж устройства импульсной сварки.
На сегодняшний день у данного метода есть лишь один конкурент по популярности и эффективности – это сварка полуавтоматом. Она отличается высокой производительностью и, что немаловажно, непрерывностью процесса.
Но серьезным недостатком является разбрызгивание металла, при котором теряется до 30% материала. Кроме потерь, эти брызги нужно чистить после сварки, что очень непросто и портит внешний вид сварочного шва. Сварка импульсом исключает такую беду.
Главная область применения метода – монтаж трубопроводов самого ответственного вида, где особенно важны прочность шва с крепко сформированным обратным валиком без финишной зачистки.
Недостатков у этого метода всего два:
- он не годится для больших сварочных площадей;
- всегда нужно серьезное охлаждение индуктора.
Импульсный сварочник своими руками
Устройство сварочного аппарата вполне позволяет сделать его в домашних условиях для бытового применения. Составные части легко купить, здесь нет никаких проблем. Но не нужно забывать о некоторых нюансах.
Особый фокус – на транзисторах, потому что они быстрее всего ломаются и выходят из строя. На них не экономить, а покупать четыре транзистора высокого качества.
Перед тем, как приступить к работе, нужно обдумать и высчитать силу сварочного тока и мощность устройства. Примеров с подобными расчетами огромное количество в сети, они могут помочь с выработкой верного решения.











