13.04.2021 Автор: VT-METALL

Вопросы, рассмотренные в материале:
- Принцип лазерной сварки труб
- Преимущества и недостатки лазерной сварки труб
- Рабочие параметры лазерной сварки
- Комплектация оборудования для лазерной сварки труб
- Виды лазерной сварки
Лазерная сварка труб – технология, которая появилась сравнительно недавно, но уже успела стать востребованной и доказать свою эффективность. В отличие от обычных способов соединения кромок деталей путем расплава, она обеспечивает большую скорость производства при более высоком качестве сварного шва.
Используются как ручные, так и автоматизированные установки с разными типами лазеров. Из нашего материала вы узнаете об основных нюансах применения лазерной сварки труб, преимуществах и недостатках технологии, видах используемого оборудования.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
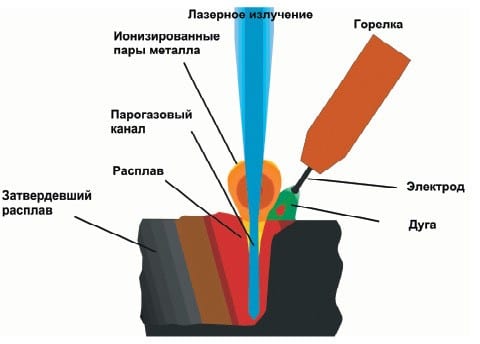
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Виды аппаратов
В лазерном сваривании нержавейки есть два главных вида, газовый аппарат и твердотельный. Твердотельный аппарат отличается от газового аппарата тем, что присутствует совсем иная длина волны, и поскольку она короткая, мощность в аппарате уменьшается. Чаще всего в подобной работе оборудования используется режим импульсов, благодаря чему его непрерывность образуется значительно реже. В таком случае лазерное сваривание нержавейки происходит благодаря присутствию активного элемента. Излучение лазером выходит за рамки стеклянного стержня, на месте него появляется твердотельный активный элемент.
Аппараты с принципом газового воздействия могут осуществлять работу, как в режиме импульсов, так и не прерывистом. Тут мощность имеется гораздо больше, чем у твердотельного аппарата. Есть возможность в использовании техники с поперечной прокачкой, и можно будет сэкономить в размерах, поскольку само оборудование считается компактным. При таких раскладах максимальная ширина металла для сваривания будет около 2 см. В подобном способе активным элементов выступают горящие газы.
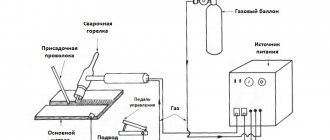
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Аппараты с элементами на основе газовой среды
Газовое оборудование лазерной сварки более мощное по сравнению с твердотельными аналогами. Такие установки работают с использованием высоковольтных источников. Поддерживаются оба типа режимов источников: импульсный и постоянный.
Ручной лазерный аппарат подобного типа характеризуется более длинными волнами, а также высокой рабочей мощностью. Самыми распространенными являются газодинамические приборы. В качестве активной среды тут используются газы, температура которых может достигать трех тысяч градусов.
Мощность газовых установок позволяет сваривать металлические листы толщиной до двадцати миллиметров. Стоит отметить, что в этом случае также формируются аккуратные качественные швы, а за счет локализации термического воздействия изделия не деформируются после сварки.
Принцип работы устройств похож на твердотельные, однако вместо стержня лампа облучает газовую смесь, находящуюся под давлением в несколько атмосфер. Электроды периодически вызывают электрический разряд в смеси.
После многократных отражений от торцевых зеркал когерентный луч проходит через оптическую систему и облучает рабочую область.
https://youtu.be/bKYiZLsFn_k
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

Лазерная сварка кузова автомобиля
В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Отличия в технологии сваривания деталей из разных металлов
Различные металлы сваривают в соответствии с различными технологическими нормами. Работа с заготовками из стали требует предварительной зачистки от загрязнений, включая ржавчину. Также изделие должно быть тщательно обезжирено и высушено.
Технология сварки металла большой толщины.
Наличие влаги в области соединения деталей может привести к повышенной гидратации и, как следствие, к снижению его прочности и долговечности.
Благодаря высокой скорости движения луча, станки лазерной сварки позволяют формировать шов без окислов. В результате становится возможным осуществлять соединение нержавеющих и титановых сплавов без флюса и инертных газов.
Эта уникальная способность делает подобные установки незаменимыми при сваривании особенно ответственных конструкций.
Развитие технологий за последние годы позволило создать компактный прибор для ручной лазерной сварки. На сегодняшний момент существует множество моделей, представленных в магазинах. Все они могут похвастаться различными параметрами и функциональностью.
Конечно, стоимость подобных установок остается достаточно высокой. Тем не менее покупка данного прибора, несомненно, быстро окупится. Особенно, если речь идет о большом объеме работ.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Особенности сварки лазером тонкостенных металлов
Основное преимущество лазерной сварки – ее разнообразие. Каждому виду работы можно подобрать соответствующее оборудование. В зависимости от типа поставленных задач и материалов, которые предстоит сваривать, можно подобрать наиболее оптимальные устройства.
Так, например, соединение деталей маленькой и большой толщины необходимо осуществлять разными установками. Как уже было отмечено выше, в одном случае лучше воспользоваться твердотельным лазером, а в другом – аппаратами на основе газа.
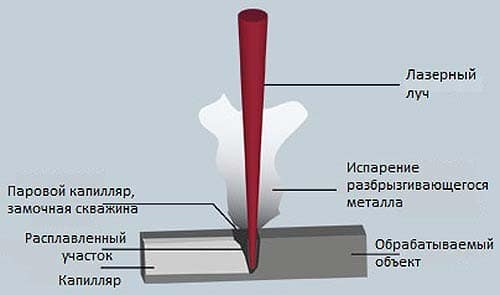
Схема сварки лазерным лучом.
Особенно эффективной данная технология оказывается в сварке тонкостенных металлов. Использование других методов влечет за собой ряд рисков, связанных с прожиганием материала, а также с появлением различных термических дефектов.
Лазерная сварка позволяет избежать указанных проблем, однако для этого необходимо точно контролировать мощность излучения, скорость движения луча, а также фокусировку рабочего пятна.
Соединение тонкостенных деталей осуществляют на минимальной мощности. Если сваривание проводится в импульсном режиме, тогда повышают скважность импульса и сокращают его длительность. А в непрерывном режиме скорость движения лазера повышают.
Если установка не позволяет понизить мощность до необходимого уровня, тогда луч следует расфокусировать. Это уменьшит производительность сваривания, зато исключит вероятность прожигания изделия.
Импульсные и непрерывные лазеры
Сваривание импульсного типа должно соответствовать согласно ГОСТ 28915-91. Чаще всего оно используется как не прерывистое, поскольку благодаря точечному применению, образуется наивысший эффект по качеству. Подобный метод состоит в том, что скапливается большая часть энергии, а затем взаимодействует на материал на весьма маленький промежуток времени. Из-за этого улучшается сваривание металлов, имеющих возможность поддаваться сильной деформации. Процесс лазера работает так, что поверхность материала подогревается только на верхнем слое, поэтому шансы образования сквозных отверстий становится меньше. Если применять непрерывный лазер, то можно формировать сплошной шов, к тому же есть возможность в регулировке его углубления, из-за наличия мощности в аппарате. Если использовать подобную технику, можно образовать парогазовый канал, а ширина обрабатывания будет по-прежнему узкой.

Если материал очень тонкий
Особенностью работы с такими листами является высокая вероятность прожога. Снизить риск появления дефекта помогает контроль следующих параметров сварочной установки:
- мощности генерируемого луча;
- скорости перемещения головки;
- фокусировки рабочей точки.

Соединяя тонкие детали, устанавливают минимальную мощность. При использовании непрерывной технологии сварочную головку перемещают с большей скоростью. В точечном режиме уменьшают длительность импульсов. Если плотность потока не меняется при снижении мощности, применяют принудительную расфокусировку луча. КПД падает, однако риск образования прожога сокращается.
Оборудование
Фабрика «Lux Fire» использует лазерную установку серии ALFA-С предназначенную для выполнения работ по сварке и наплавке изделий.
Основное применение лазерной установки серии ALFA-С – ремонт и восстановление инструментальной оснастки (пресс-форм, штампов, матриц, фильер) методом импульсной лазерной наплавки материала на поверхность изделия.
Двухкоординатный рабочий стол может быть удален из рабочей зоны лазерной установки, что позволяет обрабатывать изделия практически любых габаритов.
| Модель | ALFA-200С |
| Средняя выходная мощность | 200 Вт |
| Максимальная энергия импульса, не менее | 50 Дж |
| Тип лазера | Nd:YAG |
| Длина волны | 1064 нм |
| Регулировка лазерного пучка | 0,2 – 2,0 мм |
| Частота лазерных импульсов | ≤ 100 Гц |
| Длительность импульса | ≤ 20 мс |
| Система точного позиционирования | Лазер-пилот, стереомикроскоп |
| Ход координатного стола | 300 х 200 мм |
| Нагрузка на рабочий стол | до 150 кг |
| Электропитание | 380 В ± 10% / 50 Гц |
| Система охлаждения | Автономная/ водная магистраль |
| Габариты | 1600 х 750 х 1200 мм |
| Вес | 230 кг |